skanuj0008
5. Spawanie lukiem krytym
przemiennym, jest także stosowane połączenie na przemian prąci stały DC (I clektroda)-prąd przemienny AC (II elektroda) bądź AC (I clektroda)-DC (II elektroda).
W przypadku spawania trzema lukami zadaniem luku wiodącego jest zapewnienie wymaganej głębokości wtopienia. Przeznaczenie środkowego łuku polega na zmniejszeniu w jeziorku spawalniczym prędkości ruchu potoków ciekłego metalu, utworzonych przez łuk wiodący, i formowaniu odpowiedniego kształtu spoiny. Podstawowa rola luku tylnego polega na formowaniu warstwy licowej i zapobieganiu powstawania podtopień.
Łuki najczęściej są zasilane według jednego z dwóch powszechniej przyjętych systemów zasilania. W Europie jest stosowany system DCACAC,> w którym po luku wiodącym, zasilanym prądem stałym, następują dwa luki; zasilane prądem przemiennym. Z kolei w USA i Japonii najczęściej jest stosowany system ACACAC, w którym wszystkie luki są zasilane prądem, przemiennym. W systemie zasilania ACACAC konieczne jest stosowanie większych kątów ukosowania rowka spawalniczego i mniejszych progów niż w systemie DCACAC.
3
Zwiększenie wydajności można osiągnąć, stosując spawanie czterema lukami lub trzema lukami z dodatkowym wprowadzeniem do jeziorką spawalniczego jednego lub dwóch drutów bezprądowych, tzw. zimnych stapianych bezłukowo. Jednak wariant ten jest stosowany znacznie rzadziej, ze względu na bardzo dużą objętość utworzonego jeziorka spawał ni czego.
Urządzenia do spawania wielolukowego w większości przypadków są kompletowane z dwóch lub trzech jednoelektrodowych głowic spawalniczych montowanych na wózku jezdnym (traktory spawalnicze) lub p wieszanych. Konstrukcja prowadników drutu elektrodowego oraz układ mocowania podajników zapewnia regulację odległości drutów od kilku d' kilkudziesięciu milimetrów i kąta ich pochylenia, a także regulację kątagg odchylenia drutów elektrodowych od osi pionowej w zakresie 0-r-60° dof« wykonywania spoin pachwinowych. Oprócz uniwersalnych automatów, wielolukowych są stosowane specjalizowane linie do spawania wielo-łukowego w produkcji wielkoseryjnej takich konstrukcji, jak sekcje płaskie kadłubów okrętowych czy rury o dużych średnicach. Linie te umożliwiają i:,;, kompleksową mechanizację całego cyklu montażowo-spawalniczego, obej£$£ mującego operacje przygotowawcze, montażowe, spawalnicze, transportowe ?? i kontrolne. .

Odstęp łączonych elementów nie powinien przekraczać 0,8 mm dla spoinjti dwustronnych 21, Y i 2Y oraz 1,5 nim dla spoin jednostronnych 1 wykonywa-':*# nych na podkładce topnikowej. W przypadku większych odstępów występują** wycieki w grani. Poprawny kształt lica w przypadku połączeń Y i 2YĘ< zapewnia kąt ukosowania 60 -r 70°, jeśli kąty ukosowania są mniejsze spoina] ma wysoki nadlew. Maksymalna wysokość progu w połączeniach Y i 2Y umożliwiająca uzyskanie poprawnego przetopienia, wynosi 10 mm. Poprawny układ spoin 2Y uzyskuje się, spawając dwutukowo dwoma przejściami
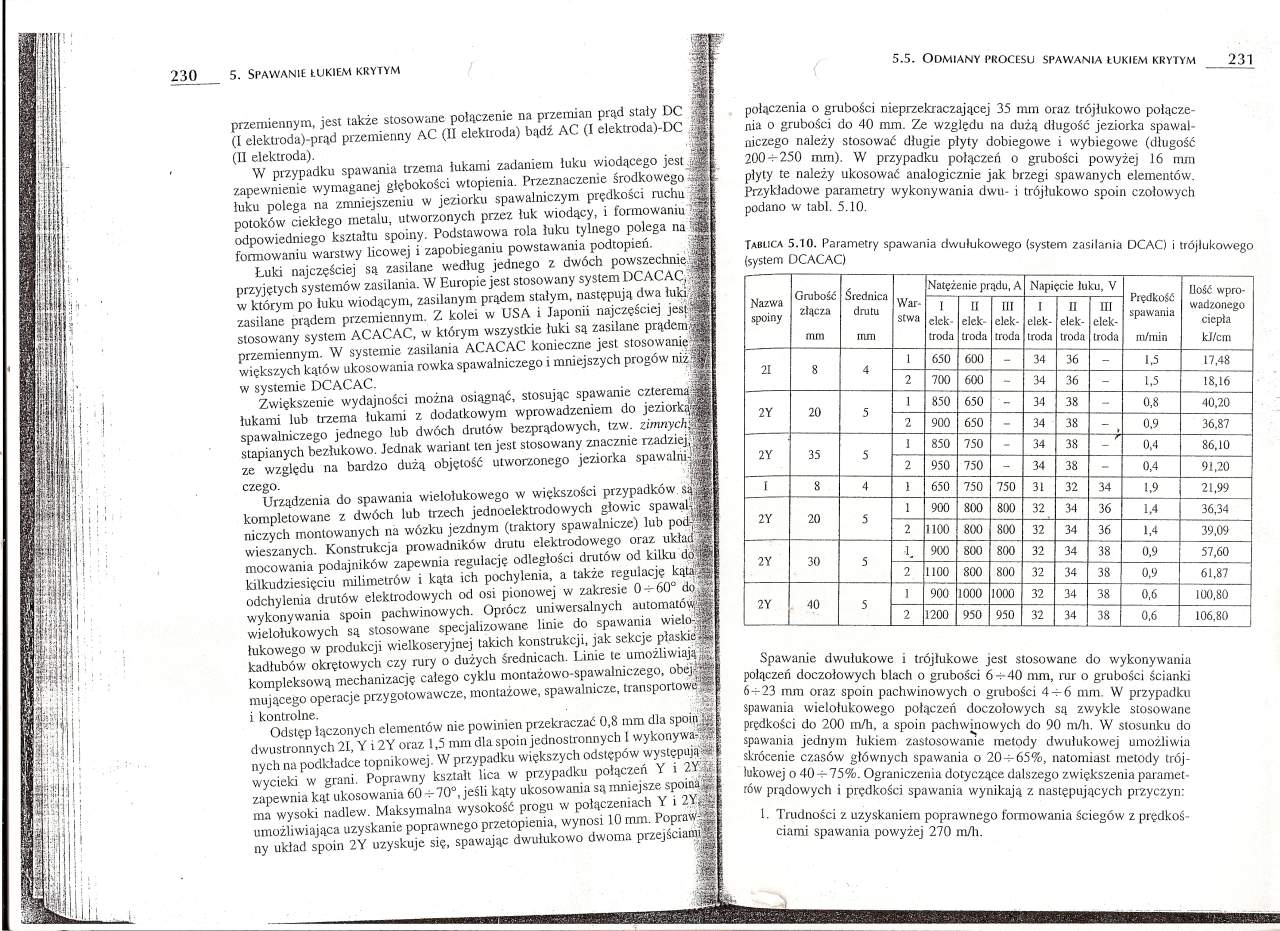
połączenia o grubości nicprzekraczającej 35 mm oraz trójłukowo połączenia o grubości do 40 mm. Ze względu na dużą długość jeziorka spawalniczego należy stosować długie płyty dobiegowe i \v'ybiegowe (długość 200 -r 250 mm). W przypadku połączeń o grubości powyżej 16 mm płyty te należy ukosować analogicznie jak brzegi spawanych elementów. Przykładowe parametry wykonywania dwu- i trójłukowo spoin czołowych podano w tabl. 5.10.
Tablica 5.10. Parametry spawania cłwułukowego (system zasilania DCAC) i trójłukowego (system DCACAC)
|
Średnica drutu |
Natężenie prądu, A |
Napięcie luku, V |
Ilość w pro- | ||||||||
|
Nazwa spoiny |
VJfu DO SC złącza |
War stwa |
I ciek |
U elck- |
III ciek- |
1 elek- |
U elek- |
III elek- |
Prędkość spawania |
wadzonego ciepła | |
|
mm |
mm |
troda |
troda |
troda |
troda |
troda |
troda |
m/min |
kJ/cm | ||
|
9f |
8 |
A |
1 |
650 |
600 |
- |
34 |
36 |
- |
1.5 |
17,48 |
|
LI |
2 |
700 |
600 |
- |
34 |
36 |
— |
1.5 |
18,16 | ||
|
9Y |
90 |
1 |
850 |
650 |
34 |
38 |
- |
0,8 |
40.20 | ||
|
L I |
LU |
j |
2 |
900 |
650 |
- |
34 |
38 |
• |
0.9 |
36.87 |
|
2Y |
c |
I |
850 |
750 |
- |
34 |
38 |
--r |
0.4 |
86,10 | |
|
JJ |
2 |
950 |
750 |
- |
34 |
38 |
- |
0,4 |
91,20 | ||
|
I |
s |
4 |
1 |
650 |
750 |
750 |
31 |
32 |
34 |
1.9 |
21,99 |
|
2Y |
20 |
< |
1 |
900 |
800 |
800 |
32 |
34 |
36 |
1,4 |
36,34 |
|
J |
2 |
100 |
800 |
800 |
32 |
34 |
36 |
1.4 |
39,09 | ||
|
2Y |
90 |
c |
1 • |
900 |
800 |
800 |
32 |
34 |
OO |
0.9 |
57,60 |
|
jU |
J |
2 |
100 |
800 |
800 |
32 |
34 |
38 |
0.9 |
61,87 | |
|
9Y |
dO |
c |
1 |
900 |
1000 |
1000 |
32 |
34 |
38 |
0.6 |
100,80 |
|
L I |
SU |
2 |
200 |
950 |
950 |
32 |
34 |
38 |
0,6 |
106,80 | |
Spawanie dwułukowe i trójlukowe jest stosowane do wykonywania połączeń doczołowych blach o grubości 6 — 40 mm, rur o grubości ścianki 6-23 mm oraz spoin pachwinowych o grubości 4-h6 mm. W przypadku spawania wielołukowego połączeń doczołowych są zwykle stosowane prędkości do 200 in/h. a spoin pachwinowych do 90 m/h. W stosunku do spawania jednym Jukiem zastosowanie metody dwułukowej umożliwia skrócenie czasów głównych spawania o 20-=-65%, natomiast metody trój-łukowej o 40 75%. Ograniczenia dotyczące dalszego zwiększenia paramet rów prądowych i prędkości spawania wynikają z następujących przyczyn:
1. Trudności z uzyskaniem poprawnego formowania ściegów z prędkościami spawania powyżej 270 m/h.
Wyszukiwarka
Podobne podstrony:
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
skanuj0013 2 T" 5. SPAWANIE ŁUKIEM KRYTYM5.6.3. Wtrącenia żużla Przyczyny wtrąceń żużla
skanuj0004 214 5. Spawanie lukiem krytym Druty i topniki należy przechowywać w warunkach zabezpiecza
skanuj0007 2 228 5. Spawanie lukiem krytym 228 5. Spawanie lukie
skanuj0015 244 5. Spawanie lukiem krytym J Tablica 5.17. Tablica normatywów technologicznych sp
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
31 (392) 2 7. SPAWANIE ŁUKIEM KRYTYM (POD TOPNIKIEM) 31 Metoda spawania elektrodami otulonymi jest n
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
więcej podobnych podstron