skanuj0011 (41)
236 5. Spawanie łukifm krytym
3-^5 mm z użyciem drutu elektrodowego o średnicy 2,0 mm, stosując prąd pulsujący o częstotliwości 100 Hz. Do spawania jednostronnego zalecono odstęp 1 + 2 mm i energię liniową spawania 5 + 7 kJ/cin. W przypadku jednostronnego spawania bez odstępu należy zwiększyć energię liniową o ok. 20%.
Spawanie lukiem krytym prądem pulsującym umożliwia zmniejszenie szerokości strefy przegrzania w stosunku do spawania lukiem stacjonarnym i podwyższenie udarności złączy spawanych stali niskostopowych.
5.5.7. Spawanie z elektromagnetycznym oddziaływaniem
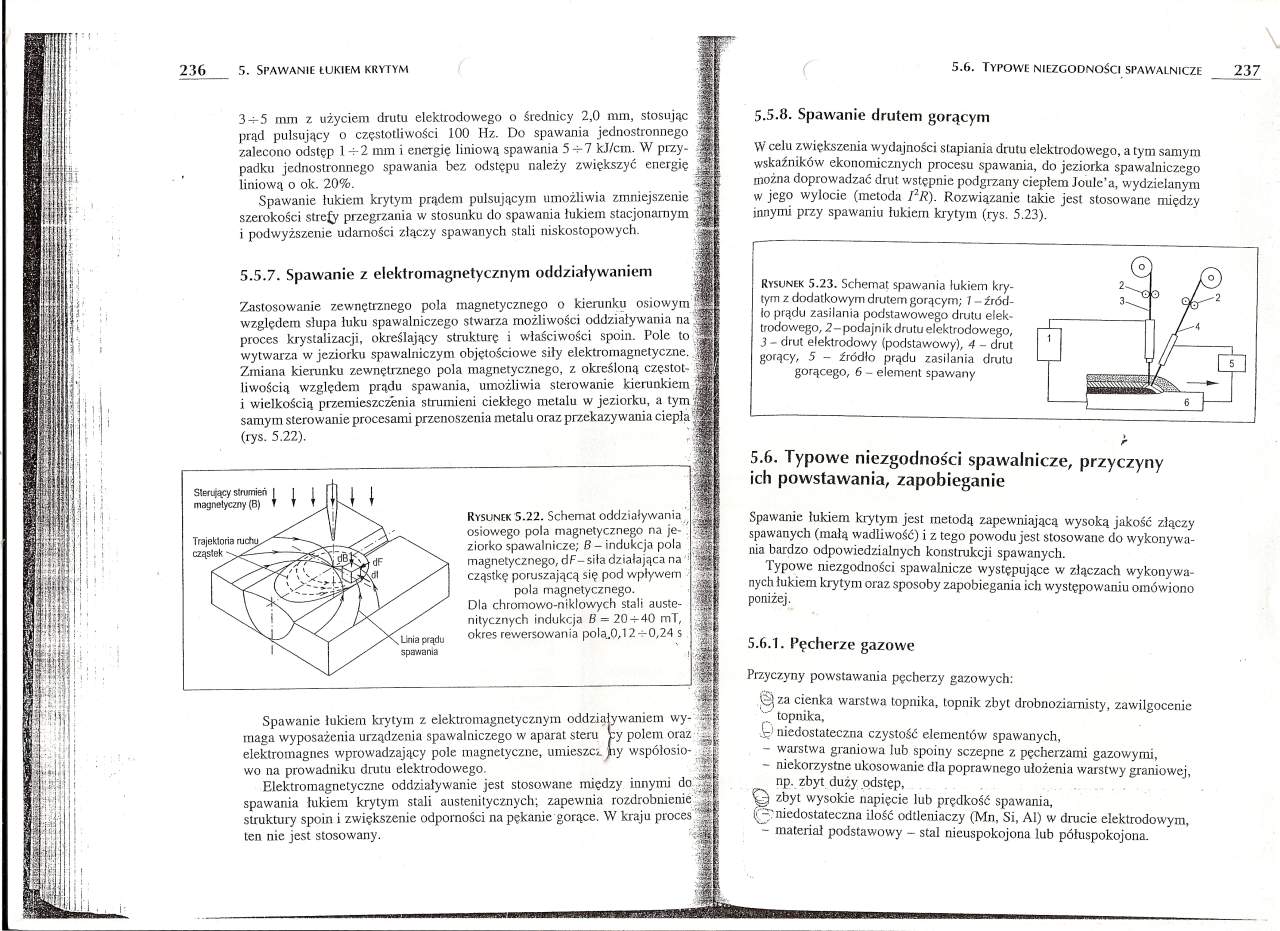
Zastosowanie zewnętrznego pola magnetycznego o kierunku osiowym względem słupa luku spawalniczego stwarza możliwości oddziaływania na 2 proces krystalizacji, określający strukturę i właściwości spoin. Pole to | wytwarza w jeziorku spawalniczym objętościowe siły elektromagnetyczne. Zmiana kierunku zewnętrznego pola magnetycznego, z określoną częstotliwością względem prądu spawania, umożliwia sterowanie kierunkiem i wielkością przemieszczenia strumieni ciekłego metalu w jeziorku, a tym: samym sterowanie procesami przenoszenia metalu oraz przekazywania ciepła'5' (rys. 5.22).
Sterifący strumień I magnetyczny (B) t t T
Trajektoria rudvj cząstek
Unia prądu spawania
Rysunek 5.22. Schemat oddziaływania osiowego pola magnetycznego na jeziorko spawalnicze; B - indukcja pola magnetycznego, dF- siła działająca na cząstkę poruszającą się pod wpływem pola magnetycznego.
Dla chromowo-niklowych stali austenitycznych indukcja B = 20+40 mT, okres rewersowania polaj),12-^0(24 s
ywaniem wy-y polem oraz
Spawanie lukiem krytym z elektromagnetycznym oddzią maga wyposażenia urządzenia spawalniczego w aparat steru elektromagnes wprowadzający pole magnetyczne, umieszcz jny współosiowo na prowadniku drutu elektrodowego.
Elektromagnetyczne oddziaływanie jest stosowane między innymi do spawania lukiem krytym stali austenitycznych; zapewnia rozdrobnienie struktury spoin i zwiększenie odporności na pękanie gorące. W kraju proces ten nic jest stosowany.
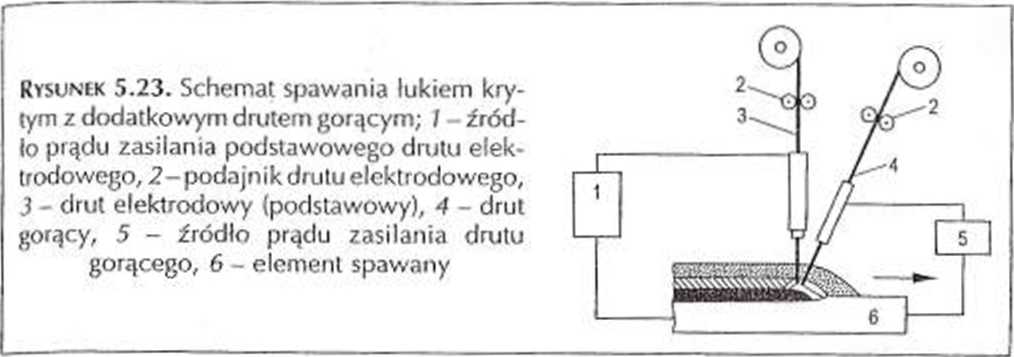
5.5.8. Spawanie drutem gorącym
W celu zwiększenia wydajności stapiania drutu elektrodowego, a tym samym wskaźników ekonomicznych procesu spawania, do jeziorka spawalniczego można doprowadzać drut wstępnie podgrzany ciepłem Joule’a, wydzielanym w jego wylocie (metoda I2R). Rozwiązanie takie jest stosowane między innymi przy spawaniu lukiem krytym (rys. 5.23).
r
5.6. Typowe niezgodności spawalnicze, przyczyny ich powstawania, zapobieganie
Spawanie tukiem krytym jest metodą zapewniającą wysoką jakość złączy spawanych (małą wadliwość) i z tego powodu jest stosowane do wykonywania bardzo odpowiedzialnych konstrukcji spawanych.
Typowe niezgodności spawalnicze występujące w złączach wykonywanych lukiem krytym oraz sposoby zapobiegania ich występowaniu omówiono poniżej.
5.6.1. Pęcherze gazowe
Przyczyny powstawania pęcherzy gazowych:
J§jza cienka warstwa topnika, topnik zbyt drobnoziarnisty, zawilgocenie T topnika.
£' niedostateczna czystość elementów spawanych,
- warstwa graniowa lub spoiny sczepne z pęcherzami gazowymi,
- niekorzystne ukosowanic dla poprawnego ułożenia warstwy graniowej, np. zbyt duży odstęp,
Q zbyt wysokie napięcie lub prędkość spawania,
0' niedostateczna ilość odtleniaczy (Mn, Si, Al) w drucie elektrodowym,
- materiał podstawowy - stal nicuspokojona lub póiuspokojona.
Wyszukiwarka
Podobne podstrony:
skanuj0011 (41) 236 5. Spawanie łukifm krytym 3-?- 5 mm z użyciem drutu elektrodow
skanuj0009 (36) 232 5. Spawanie kukiem krytym 2. Dopuszczalnej obciążalności prądo
skanuj0015 (27) 244 5. Spawanie eukiem krytym Tablica 5.17. Tablica normatywów technologicznych spaw
skanuj0007 (42) 22d 5. Spawanie kukiem krytym 22d 5. Spawanie kukiem krytym Rysunek 5.17. Spawanie l
skanuj0003 (93) 212 5. Spawanie i.ukilm krytym Kysunłk 5.2. Schemat urządzenia do
skanuj0005 (59) 216 5. Spawanie lukiem krytym szerokości ściegu. Wpływ struktury i
skanuj0008 (37) 230 5. Spawanie lukiem krytym r przemiennym, jest lakże stosowane
skanuj0010 (39) 234 5. Spawanie lukiem krytym5.5.3. Spawanie drutem proszkowym Do
skanuj0014 (34) 242 5. Spawanie lukiem krytym (Sposoby zapobiegania niezgodnościom powierzchniowym s
Konstrukcje Metalowe - LaboratoriumC. Spawanie łukiem krytym Źródłem ciepła łuk elektryczny jarzący
skanuj0008 5. Spawanie lukiem krytym przemiennym, jest także stosowane połączenie na przemian prąci
skanuj0002 2 5. Spawanie lukiem krytym nadciśnieniem pary i gazy tworzą wokół luku zamkniętą komorę
skanuj0004 214 5. Spawanie lukiem krytym Druty i topniki należy przechowywać w warunkach zabezpiecza
więcej podobnych podstron