01
2. Dokładność kinematyczna obrabiarek
Równanie (2.1) dla omawianego przykładu przyjmie postać
h
(22)
2.1. Wprowadzenie
2.1.1. Uwagi wstępne
DokładnoSć kształtowo-wymiarowa przedmiotów wykonywanych obróbką skrawaniem zależy od wielu czynników, które można podzielić na trzy grupy:
a) zespół czynników określających dokładność geometryczną układu obrabiarka-
przedmiot-narzędzie (OPN),
b) zespół czynników związanych z dokładnością kinematyczną mechanizmów
kształtowania przedmiotu,
c) zespół czynników związanych z dynamiką procesu skrawania i sztywnością układu
obrabiarka-przedmiot-narzędzie.
W obrabiarkach o prostych mchach kształtujących decydujące znaczenie mają czynniki grupy a) i c). W obrabiarkach do uzwojeń i uzębień, charakteryzujących się skomplikowanym układem ruchów kształtujących, decydujące znaczenie ma dokładność wewnętrznych łańcuchów kinematycznych. Dokładność kinematyczna zależna od istnienia błędów kinematycznych wynika z 5amej istoty złożonego mchu kształtowania. Łańcuchy kinematyczne, na które składają się przekładnie zębate, pary gwintowe czy mechanizmy krzywkowe, stanowią mechaniczne powiązanie dwóch członów: początkowego i końcowego.
Oznaczając przez położenie członu początkowego, a przez <pk położenie członu końcowego łańcucha kinematycznego, można napisać:
9* 'M) (2.1)
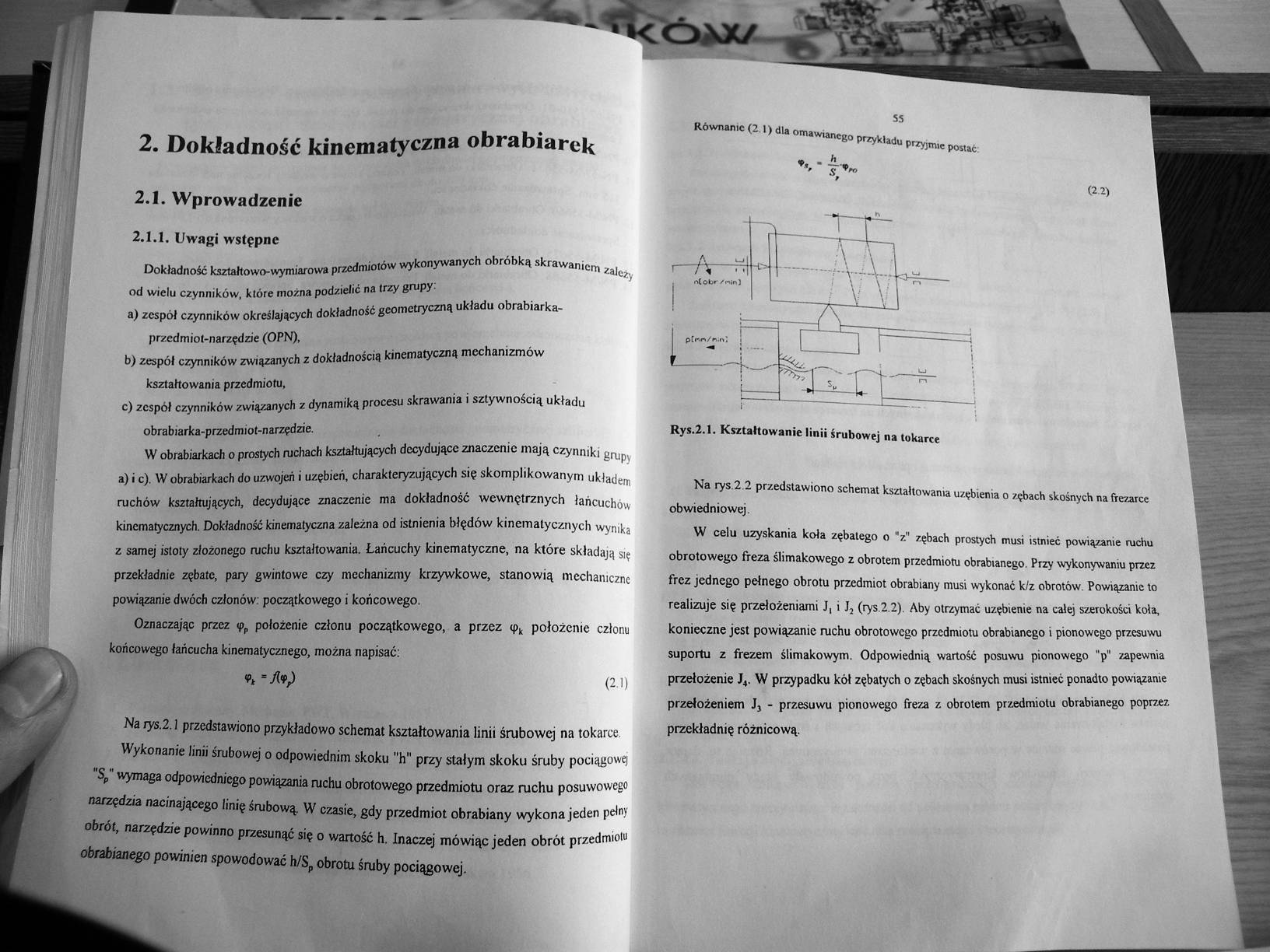
Na rys.2,1 przedstawiono przykładowo schemat kształtowania linii śrubowej na tokarce Wykonanie linii śrubowej o odpowiednim skoku "h" przy stałym skoku śruby pociągowej "V wymaga odpowiedniego powiązania mchu obrotowego przedmiotu oraz ruchu posuwowego narzędzia nacinającego linię śrubową. W czasie, gdy przedmiot obrabiany wykona jeden pełny obrót, narzędzie powinno przesunąć się o wartość h. Inaczej mówiąc jeden obrót przedmiotu obrabianego powinien spowodować h/S. obrotu śruby pociągowej.
Rys.2.1. Kształtowanie linii śrubowej na tokarce
Na iys.2.2 przedstawiono schemat kształtowania uzębienia o zębach skośnych na frezarce obwiedniowej.
W celu uzyskania koła zębatego o *z* zębach prostych musi istnieć powiązanie mchu obrotowego freza ślimakowego z obrotem przedmiotu obrabianego. Przy wykonywaniu przez frez jednego pełnego obrotu przedmiot obrabiany musi wykonać kIz obrotów. Powiązanie to realizuje się przełożeniami J, i J, (rys.2.2). Aby otrzymać uzębienie na całej szerokości koła, konieczne jest powiązanie ruchu obrotowego przedmiotu obrabianego i pionowego przesuwu suportu z frezem ślimakowym. Odpowiednią wartość posuwu pionowego ’p‘ zapewnia przełożenie J4. W przypadku kół zębatych o zębach skośnych musi istnieć ponadto powiązanie przełożeniem J} - przesuwu pionowego freza z obrotem przedmiotu obrabianego poprzez przekładnię różnicową.
Wyszukiwarka
Podobne podstrony:
Strona0043 43 Dla omawianego przykładu naprężenie dynamiczne - rozumiane podobnie ; ik ćddy„ w sensi
L.Kowalski - PODSTAWOWE TESTY STATYSTYCZNE Przykład Dokładność pracy obrabiarki sprawdza się
Metody numeryczne - 2. Metody dokładne rozwiązywania układów równań liniowych Przykład
Układy równań liniowych 4Układy równań liniowychPrzykładyUkłady Cramera • Przykład 4.1 Dla jakich wa
P1100277 dla wyrazu I
Image489 1 Żądaną liczbę impulsów ustawia się na nastawnikach kodowych. W omawianym przykładzie licz
skanuj0270 (3) 284 PHP i MySQL dla każdego Przykładowo, jeżeli zostanie zastosowany typ TINYINT UNSI
img169 160 160 140 120 100 80 60 40 20 0 -20 Rys. 6.4. Prosta regresji dla danych z przykładu 26.8.
statystyka skrypt�55 usunięcia zmiennej W naszym przykładzie przyjmiemy wartości F domyślne i w rezu
więcej podobnych podstron