142
142
Tabl. 12.1.5. Dopuszczalne bicie promieniowe uzębienia Fr
|
Klasa dokładności | |||||||||||||||||||
|
6 |
7 |
8 |
9 | ||||||||||||||||
|
Moduł m |
Średnica podziałowa d, mm | ||||||||||||||||||
|
mt |
>125 |
>400 |
>800 |
>125 |
>400 |
>800 |
>125 |
>400 |
>800 |
>125 |
>400 |
>800 | |||||||
|
mm |
^125 |
$400 |
$800 |
$1600 |
$125 |
$400 |
$800 |
$1600 |
$125 |
$400 |
£800 |
<1600 |
<125 |
<400 |
<800 |
<1600 | |||
|
Dopuszczalne bicie promieniowe uzębienia Fr |
, /im | ||||||||||||||||||
|
1 ^m<3,5 |
25 |
36 |
45 |
50 |
36 |
50 |
63 |
71 |
45 |
63 |
80 |
90 |
71 |
80 |
100 |
112 | |||
|
3,5 ^ m < 6,3 |
28 |
40 |
50 |
56 |
40 |
56 |
71 |
80 |
50 |
71 |
90 |
100 |
80 |
100 |
112 |
125 | |||
|
6,3 ^ m < 10 |
32 |
45 |
56 |
63 |
45 |
63 |
80 |
90 |
56 |
80 |
100 |
112 |
90 |
112 |
125 |
140 | |||
|
10 ^ m< 16 |
— |
50 |
63 |
71 |
— |
71 |
90 |
100 |
— |
90 |
112 |
125 |
— |
125 |
160 |
160 | |||
|
16 < 723 < 25 |
— |
— |
— |
— |
— |
80 |
100 |
112 |
— |
100 |
125 |
140 |
— |
160 |
200 |
200 | |||
Tabl. 12.1.6. Tolerancja średniej długości pomiarowej Twn,
Dopuszczalne bicie promieniowe uzębienia Fr, /xm
|
Rodzaj ; pasowani |
Rodzaj tolerancji |
$8 |
>8 <10 |
>10 <12 |
>12 £16 |
>16 <20 |
>20 <25 N |
>25 <32 |
>32 <40 |
>40 <50 |
>50 <60 |
>60 <80 |
>80 <100 |
>100 <125 |
>125 <160 |
>160 <200 |
>200 <250 |
>250 $320 |
>320 <400 |
>400 <500 |
|
Tolerancja średniej długości pomiarowej Twm |
, /im | |||||||||||||||||||
|
H,E |
h |
16 |
16 |
18 |
20 |
20 |
20 |
22 |
25 |
25 |
28 |
30 |
40 |
55 |
70 |
80 |
100 |
100 |
140 |
160 |
|
D |
d |
20 |
25 |
25 |
25 |
28 |
30 |
35 |
40 |
40 |
40 |
60 |
70 |
80 |
100 |
120 |
140 |
160 |
240 |
250 |
|
C |
c |
28 |
30 |
30 |
35 |
40 |
45 |
45 |
50 |
60 |
70 |
90 |
110 |
120 |
140 |
180 |
240 |
280 |
300 |
400 |
|
B |
b |
35 |
40 |
40 |
40 |
45 |
50 |
55 |
60 |
70 |
100 |
100 |
120 |
140 |
200 |
250 |
300 |
350 |
450 |
550 |
|
A |
a |
45 |
50 |
50 |
55 |
60 |
60 |
80 |
90 |
100 |
110 |
140 |
150 |
180 |
240 |
280 |
350 |
450 |
550 |
700 |
|
— |
z |
60 |
60 |
60 |
70 |
70 |
80 |
100 |
110 |
120 |
140 |
180 |
200 |
250 |
300 |
400 |
500 |
600 |
800 |
800 |
|
— |
y |
70 |
80 |
90 |
90 |
100 |
110 |
120 |
160 |
180 |
220 |
240 |
300 |
350 |
400 |
500 |
600 |
800 |
900 |
1100 |
|
— |
X |
90 |
100 |
100 |
110 |
120 |
140 |
160 |
180 |
220 |
250 |
300 |
350 |
400 |
550 |
700 |
800 |
1100 |
1200 |
1400 |
2. KOŁA O ZĘBACH SKOŚNYCH
Do obliczeń długości wzdłuż wspólnej normalnej zębów kół skośnych korzysta się z zależności i tablic jak do zębów prostych. Dla obliczeń korzysta się z ekwiwalentnej liczby zębów Zfsą=zk, gdzie k— f (fi) (tabl. 12.1.7).
Zwykle ekwiwalentna liczba zębów zeq nie jest liczbą całkowitą. Z tego powodu wprowadza się korektę długości wzdłuż wspólnej normalnej , mm, której wielkość jest zależna od (z^ -ziq), gdzie zeq jest całkowitą częścią ekwiwalentnej liczby zębów Wcą = 0,0149 (Zeq~Z^).
Wtedy nominalna długość W\ wzdłuż wspólnej normalnej (dla a = 20°), mm
W\ = (W'+ Weą+0,684 x) m.
Dalsze obliczania wg p. 1.
PRZYKŁAD 2. Koło zębate z- 42, m - 5 mm, fi - 14°22’,
klasa dokładności 8-C, * = 0, zazębienie zewnętrzne (rys. 12.2.11). d—m z /cos 14°22' = 5 • 42/0,9687 = 216,78 mm; k - 1,0948 (tabl. 12.1.7); zeq=zk = 42 1,0948 = 45,98 {z^4S)\ Dla Zeg =45 z„,= 5 (tabl. 12.1.2); W = 13,915 (tabl. 12.1.2);
Weą = 0,0149 (Zeg-z^ą) = 0,0149 (45,98 - 45) = 0,0146;
^, = (1^+1^+0,684*)^-(13,915+0,015+0)-5 = 69,65 mm;
Tabl. 12.1.7. Wartości współczynnika k
do obliczeń ekwiwalentnej liczby zębów
|
P |
k |
fi |
k |
fi |
k |
|
8° |
1,0288 |
13° |
1,0768 |
18° |
1,1536 |
|
8°20' |
1,0309 |
13°20' |
1,0810 |
\8°20' |
1,1598 |
|
8°40' |
1,0333 |
13°40' |
1,0853 |
IS^O1 |
1,1665 |
|
9° |
1,0359 |
14° |
1,0896 |
19° |
1,1730 |
|
9°20' |
1,0388 |
14°20' |
1,0943 |
19°20’ |
1,1797 |
|
9°40' |
1,0415 |
14°40' |
1,0991 |
19°40* |
1,1866 |
|
10° |
1,0446 |
15° |
1,1039 |
20° |
1,1936 |
|
10°20' |
1,0477 |
15°20’ |
1,1088 |
20°20' |
1,2010 |
|
10°40’ |
1,0508 |
15°40' |
1,1139 |
20°40' |
1,2084 |
|
11° |
1,0543 |
16° |
1,1192 |
21° |
1,2160 |
|
11 °20' |
1,0577 |
16°20* |
1,1244 |
21 °20’ |
1,2239 |
|
11°40' |
1,0613 |
16°40’ |
1,1300 |
21 °40' |
1,2319 |
|
12° |
1,0652 |
17° |
1,1358 |
22° |
1,2401 |
|
12°20' |
1,0688 |
17°20’ |
1,1415 |
22°20' |
1,2485 |
|
12°40' |
1,0728 |
17°40' |
1,1475 |
22°40' |
1,2570 |
* - dla pośrednich p wartości k wyznacza się interpolacją. ** - dla p > 23° wartości k [48].
E wms~ 0,100 mm (tabl. 12.1.3); Fr =71 /zm (tabl. 12.1.5); Ewms = 0,018 mm (tabl. 12.1.4); 7'W7TJ = 0,090 mm (tabl. 12.1.6); Ewms=Ewms^~Ewms = 0,100 + 0,018 = 0,118 mm,
W = (WrEwms) -7’łra, = (69,65-0,118)-o,09 = 69,53.8,09 mm.
12.1.2.2. GRUBOŚĆ ZĘBA WZDŁUŻ STAŁEJ CIĘCIWY Sc
I WYSOKOŚĆ POMIAROWA ZĘBA hc
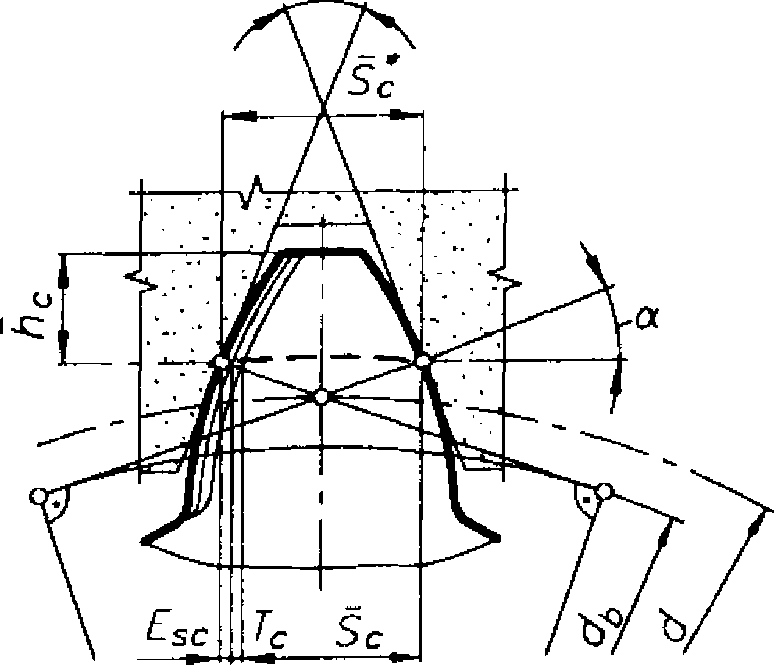
Rys. 12.1.3. Schemat pomiaru grubości zęba wzdłuż stałej cięciwy oraz odchyłki i tolerancje grubości zęba dla kół walcowych
1. Grubość zęba wzdłuż stałej cięciwy (Śc) - długość cięciwy odpowiadająca grubości nominalnej zęba (rys. 12.1.3).
Grubość nominalna zęba wzdłuż stałej cięciwy, odpowiadająca nominalnemu położeniu zarysu odniesienia, mm
Sc= (1,387 + 0,643x)/n.
Rzeczywista grubość zęba wzdłuż stałej cięciwy (podawana na rysunku wykonawczym koła), mm
Sc=(Se*-Eie)-Tc ,
gdzie Esc - najmniejsza odchyłka grubości zęba wzdłuż
stałej cięciwy, mm
Esc = EHs 2 tg a = 0,728 EHs,
Wyszukiwarka
Podobne podstrony:
IMG00159 159 Tabl. 12.1.5. Dopuszczalne bicie promieniowe uzębienia Fr Klasa
Str159 (2) 159 Tabl. 12.1.5. Dopuszczalne bicie promieniowe uzębienia F, Klasa
146 146 (a;=i,o) fr - dopuszczalne bicie promieniowe zwoju mm fr-kd +7 , d - średnica podziałowa śli
16691 Str163 (2) 163 fr - dopuszczalne bicie promieniowe zwoju mm fr = kd+l, d - średnica podziałowa
IMG00163 163 fr - dopuszczalne bicie promieniowe zwoju mm fr-kd+1, d - średnica podziałowa ślimaka,
spr003 5 Zmierzyć bicie promieniowe uzębienia Frr (rys. 6) - dokładność kinematyczna 5 Rys. 6. Zasad
IMG00184 184 Tabl. 12.4.5. Zalecana chropowatość powierzchni ślimaków 184 Klasa dokładności wykonani
169 Tabl. 12.4.10. Tolerancja bicia promieniowego otoczki średnicy wierzchołków zębów Tabl. 12.4.9.
IMG00186 186 Tabl. 12.4.10. Tolerancja bicia promieniowego Tabl. 12.4.9. Tolerancja fx wymiaru a (b)
img013 (26) - 89 - Zad.6.102 f Zad.6.110. Przyjmując dane z tabl.6.12, wykonać polecenie, będące tre
więcej podobnych podstron