skanuj0030
1
176
4. Spawanie TiC
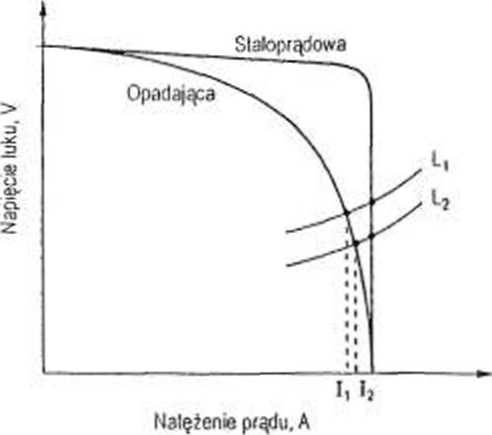
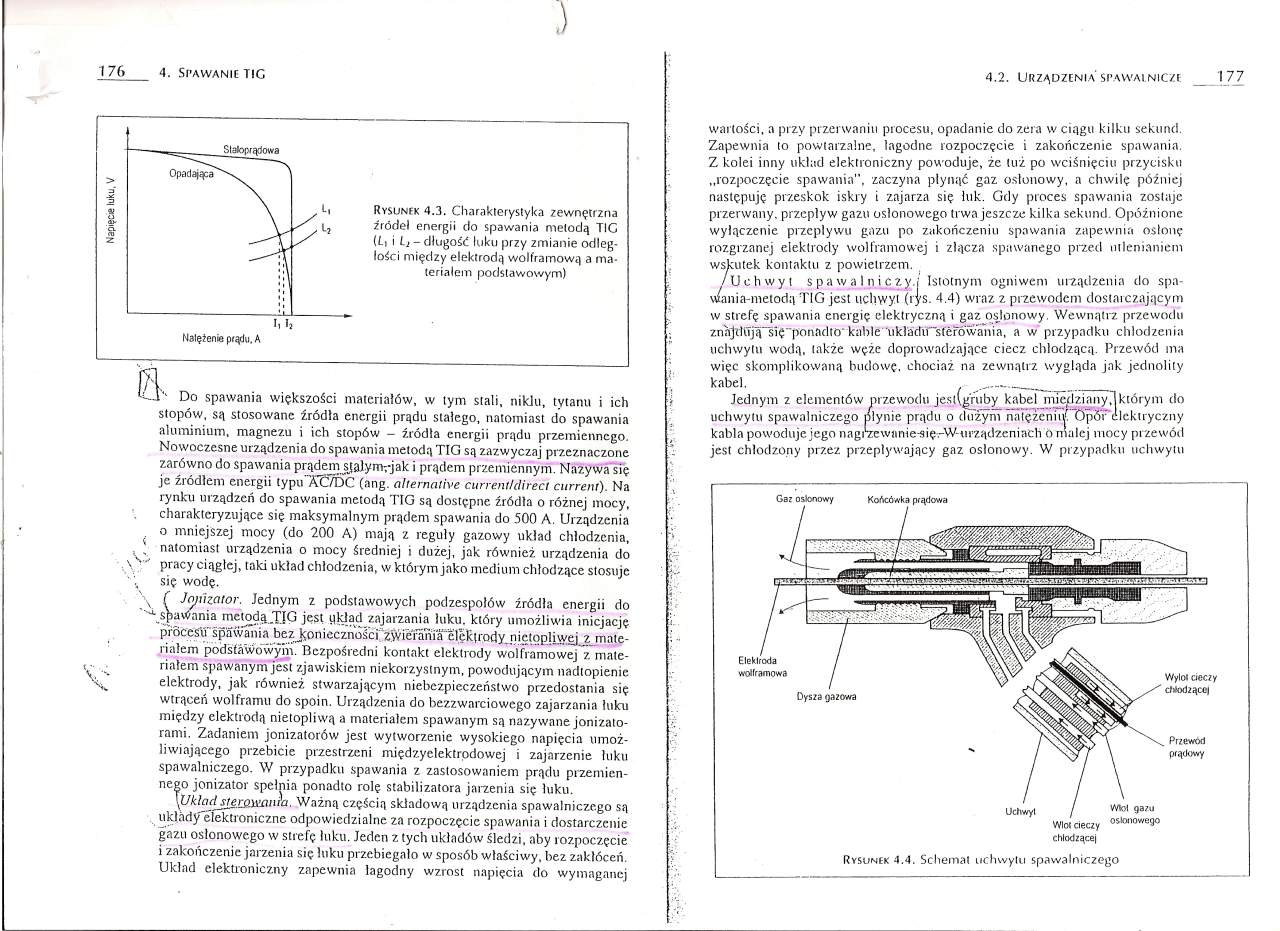
Rysunek 4.3. Charakterystyka zewnętrzna źródeł energii do spawania metodą TIC (Li i Lj - długość luku przy zmianie odległości między elektrodą wolframową a materiałem podstawowym)
Do spawania większości materiałów, w tym stali, niklu, tytanu i ich stopów, są stosowane źródła energii prądu stałego, natomiast do spawania aluminium, magnezu i ich stopów - źródła energii prądu przemiennego. Nowoczesne urządzenia do spawania metodą TIG są zazwyczaj przeznaczone zarówno do spawania prądem sjalymrjak i prądem przemiennym. Nazywa się jc źródłem energii typu 'AT?/DC (ang. altemntive current/direci current). Na rynku urządzeń do spawania metodą TIG są dostępne źródła o różnej mocy, charakteryzujące się maksymalnym prądem spawania do 500 A. Urządzenia
V-'
0 mniejszej mocy (do 200 A) mają z reguły gazowy układ chłodzenia, natomiast urządzenia o mocy średniej i dużej, jak również urządzenia do pracy ciągłej, laki układ chłodzenia, w którym jako medium chłodzące stosuje się wodę.
V
( Jcyuzator. Jednym z podstawowych podzespołów źródła energii do spadania metodą TIG jest yklacl zajarzania luku. który umożliwia inicjację proceslf spawania bezjęonicczności z>vieirańia clękłrody.nietopliwej^z materiałem podstawowym. Bezpośredni kontakt elektrody wolframowej z materiałem spawanym jest zjawiskiem niekorzystnym, powodującym nadtopienie elektrody, jak również stwarzającym niebezpieczeństwo przedostania się wtrąceń wolframu do spoin. Urządzenia do bezzwarciowcgo zajarzania łuku między elektrodą nietopliwą a materiałem spawanym są nazywane jonizalo-rami. Zadaniem jonizatorów jest wytworzenie wysokiego napięcia umożliwiającego przebicie przestrzeni międzyclektrodowcj i zajnrzenie łuku spawalniczego. W przypadku spawania z zastosowaniem prądu przemiennego jonizator spełnia ponadto rolę stabilizatora jarzenia się łuku.
\Układjjerp.miiira. Ważną częścią składową urządzenia spawalniczego są układy' elektroniczne odpowiedzialne za rozpoczęcie spawania i dostarczenie gazu osłonowego w strefę łuku. Jeden z tych układów śledzi, aby rozpoczęcie
1 zakończenie jarzenia się luku przebiegało w sposób właściwy, bez zakłóceń. Układ elektroniczny zapewnia łagodny wzrost napięcia do wymaganej
wartości, a przy przerwaniu procesu, opadanie do zera w ciągu kilku sekund. Zapewnia to powtarzalne, łagodne rozpoczęcie i zakończenie spawania. Z kolei inny układ elektroniczny powoduje, że tuż po wciśnięciu przycisku „rozpoczęcie spawania", zaczyna płynąć gaz osłonowy, a chwilę później następuję przeskok iskry i z aj ar z a się luk. Gdy proces spawania zostaje przerwany, przepływ gazu osłonowego trwa jeszcze kilka sekund Opóźnione wyłączenie przepływu gazu po zakończeniu spawania zapewnia osłonę rozgrzanej elektrody wolframowej i złącza spawanego przed utlenianiem wskutek kontaktu z powietrzem.
/Uchwyt spawalniczy.. Istotnym ogniwem urządzenia do spa-wania-metodą TIG jest uchwyt (rys. 4.4) wraz z przewodem dostaiczającym w strefę spawania energię elektryczną i gaz osłonowy. Wewnątrz przewodu znn}dffją“$ię"ponadto* kable układu-sterowania, a w przypadku chłodzenia uchwytu wodą. także węże doprowadzające ciecz chłodzącą. Przewód ma więc skomplikowaną budowę, chociaż na zewnątrz wygląda jak jednolity
kabel. ___.— _____
Jednym z elementów nrzewodu jest(^ruby kabel miedziaiiyHktórym do uchwytu spawalniczego płynie prądu o dużym natę^cnTnUC)p^r elektryczny kabla powoduje jego nagrzewnnie-się.-W--urządzeniach o malej mocy przewód jest chłodzony przez przepływający gaz osłonowy. W przypadku uchwytu
Gaz osłonowy
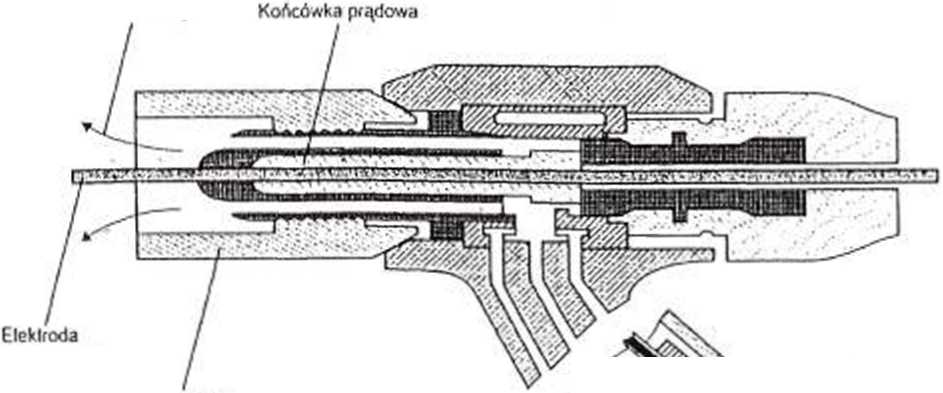
wolframowa
Dysza yazowa
Wyłoi creczy cfttodzącci

Przewód
prądowy
Uchwyt
Wiol cieczy chłodzącej
WV>I gazu osłonowego
Rysunek 4.4. Schemat uchwytu spawalniczego
Wyszukiwarka
Podobne podstrony:
skanuj0030 176 4. Spawanie TIC Rysunek 4.3. Charakterystyka zewnętrzna źródeł ener
skanuj0024 56__2. Spawanie metodą MIG/MAG J2.2. Spawalniczy łuk elektryczny2.2.1. Charakterystyka st
skanuj0026 60 2. Spawanie metodą MIG/MAG " - r prądu, gdy c
skanuj0006 (176) Zapotrzebowanieenergetyczne ♦ Kaloryczność diety powinna być adekwatna do stanu odż
skanuj0025 50 2. Spawanie metoda MIG/MAG J S autoregulacja długości luku polega na
skanuj0027 62 2. Spawanie metodą MIG/MAC większa ocl średnicy drutu elektrodowego (przy dużych natęż
skanuj0027 62 2. Spawanie metodą MIG/MAG większa od średnicy drutu cleklrodowego (przy dużych natęże
2. Ogólna charakterystyka odnawialnych źródeł energii: Słońca, grawitacji,
skanuj0023 54 2. Spawanie metodą MIG/MAG UYSUNKK 2.2. Stanowisko do spawania metod
skanuj0025 5fł 2. Spawanie metodą MIC/MAG J Samorcgulacja długości luku polega na samoczynnym zachow
skanuj0023 54 2. Spawaniu metodą MIG/MAG Kysunkk 2.2. Stanowisko do spawania metod
więcej podobnych podstron