IMG106
Automatyczne zasilania zasobnikowe
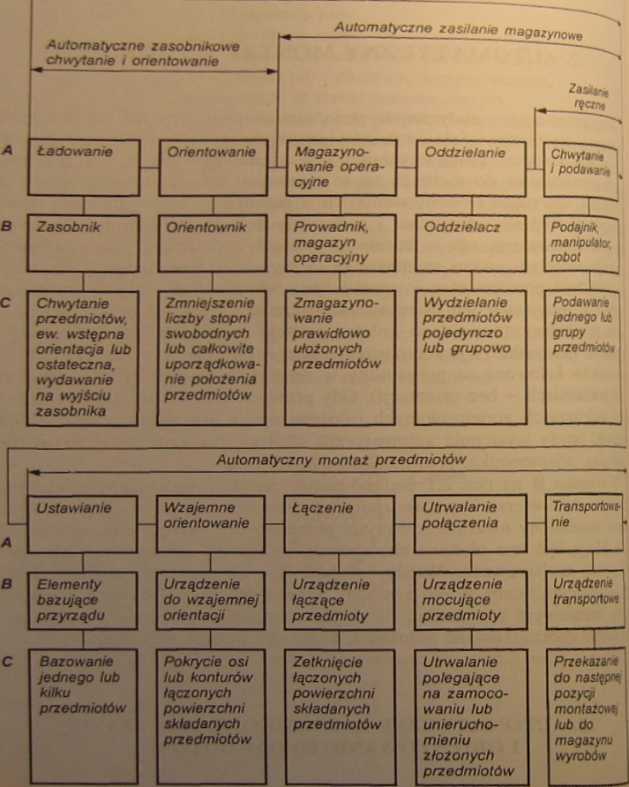
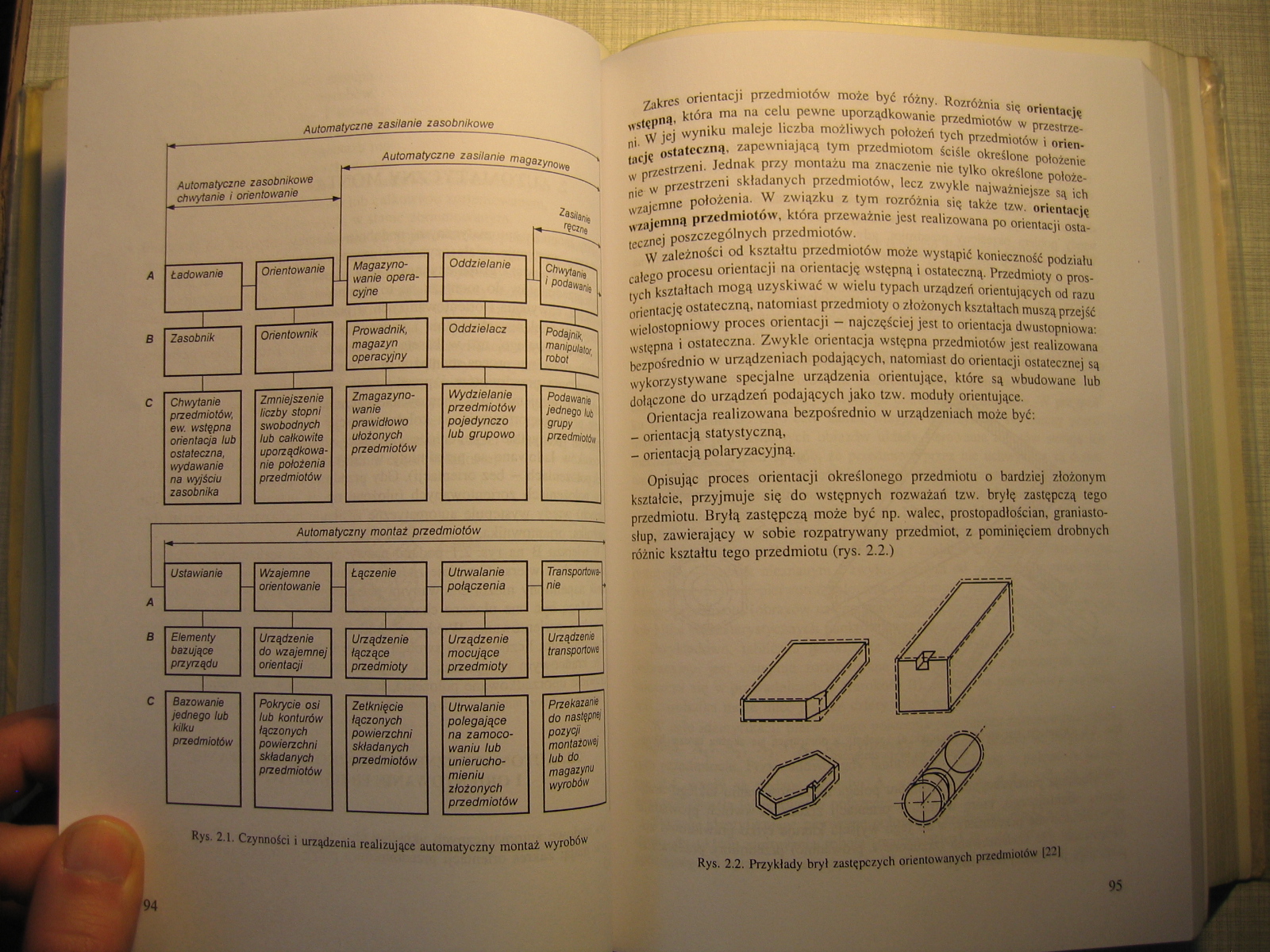
Rys. 2.1. Czynności i urządzenia realizujące automatyczny montaż wyrobów
Zakres orientacji przedmiotów może być różny. Rozróżnia się orientację wstępną, która ma na celu pewne uporządkowanie przedmiotów w przestrzeni. W jej wyniku maleje liczba możliwych położeń tych przedmiotów i orientację ostateczną, zapewniającą tym przedmiotom ściśle określone położenie w przestrzeni. Jednak przy montażu ma znaczenie nie tylko określone położenie w przestrzeni składanych przedmiotów, lecz zwykle najważniejsze są ich wzajemne położenia. W związku z tym rozróżnia się także tzw. orientację wzajemną przedmiotów, która przeważnie jest realizowana po orientacji ostatecznej poszczególnych przedmiotów.
W zależności od kształtu przedmiotów może wystąpić konieczność podziału całego procesu orientacji na orientację wstępną i ostateczną. Przedmioty o prostych kształtach mogą uzyskiwać w wielu typach urządzeń orientujących od razu orientację ostateczną, natomiast przedmioty o złożonych kształtach muszą przejść wielostopniowy proces orientacji — najczęściej jest to orientacja dwustopniowa: wstępna i ostateczna. Zwykle orientacja wstępna przedmiotów jest realizowana bezpośrednio w urządzeniach podających, natomiast do orientacji ostatecznej są wykorzystywane specjalne urządzenia orientujące, które są wbudowane lub dołączone do urządzeń podających jako tzw. moduły orientujące.
Orientacja realizowana bezpośrednio w urządzeniach może być:
- orientacją statystyczną,
- orientacją polaryzacyjną.
Opisując proces orientacji określonego przedmiotu o bardziej złożonym kształcie, przyjmuje się do wstępnych rozważań tzw. bryłę zastępczą tego przedmiotu. Bryłą zastępczą może być np. walec, prostopadłościan, graniasto-slup, zawierający w sobie rozpatrywany przedmiot, z pominięciem drobnych różnic kształtu tego przedmiotu (rys. 2.2.)
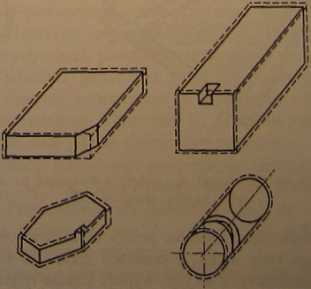
Rys. 2.2. Przykłady brył zastępczych orientowanych przedmiotów (22|
93
Wyszukiwarka
Podobne podstrony:
Rys. 1. Przykład urządzenia logicznego realizującego funkcję blokady przy osłonie
1tom203 -408 8. AUTOMATYKA I ROBOTYKA8.2. Elementy układów regulacji W URA (rys. 8.5) — oprócz urząd
Strona 162 Układ hamulcowy Rys. 6.25. Urządzenie diagnostyczne Scanner 11 1 — podłączenie przewodu z
Image099 W przypadku dołączenia do tej bramki ekspanderów (rys. 4.20) układ realizuje funkcję: F = A
Image114 Przerzutnik JK-MS — 72 przedstawiono na rys. 4.53. Bramki 1 i 2 realizują funkcje K = KX*K2
Image294 realizację operacji dodawania. Układ przedstawiony na rys. 4.335 umożliwia realizację opera
Image314 Rys. 4.360. Układ realizujący dodawanie i odejmowanie a) schemat logiczny układu dla jednej
Image450 "Wij~ f*teek TrNyT Rys. 4.545 Układ realizujący trzy niezależnie nas a) schemat logicz
img089 2 172 7. Badanie właściwości cieplnych i palności tworzyw sztucznych Rys. 7.7. Schemat urządz
img084 84 Zys. 94- Rys* 9^3 datkowe urządzenie pomocnicze, Wówczas luoeta służy do dokładnego wycelo
więcej podobnych podstron