P1090468
163
T
Przy prawidłowo prowadzonym procesie z boku pręta powstaje wypływka brzegowa, a z przodu wypływka czołowa (rys. 13).
Końcówkę pistoletu można zaopatrzyć w specjalną nakładkę podającą spoiwo do obszaru spawania - dyszę do szybkiego spawania (rys. 15). Uzyskuje się w ten sposób 3- 4-krotne zwiększenie prędkości spawania oraz bardziej stabilny nacisk i przesuw spoiwa. Tylko przy u2yciu bardzo długich odcinków pręta, spawacz musi podawać spoiwo do nakładki, aby nie następowało jego zatrzymywanie w wyniku tarcia.
W czasie tego spawania należy końcówką nakładki wciskać spoiwo w obszar spawania a pistolet z nakładką ciągnąć w kierunku spawania. W terminologii niemieckiej ta odmiana procesu nosi nazwę spawania „ciągnionego”.
Podstawowe parametry spawania gorącym powietrzem to temperatura powietrza, jego ciśnienie i wydajność oraz siła nacisku spoiwa. Ciśnienie powietrza najczęściej mieści się w zakresie 0,006 do 0,04 Mpa, a jego pobór od 40 do 60 l/min. Temperatura silnie zależy od rodzaju spawanego tworzywa i wynosi dla: HDPE (300 + 3508C), LOPE (260 + 320°C), PP (280 ♦ 330°C), PVC-U. PVC-HI (320 + 370°C), PVC-C (350 + 400°C), PMMA (320 ♦ 3708C), PVDF (350 + 400°C). Nacisk wywoływany na spoiwo o średnicy 3 + 4 mm mieści się w zakresie 4 + 25 N dla spawania bez końcówki prowadzącej i 8 + 35 przy zastosowaniu końcówki.
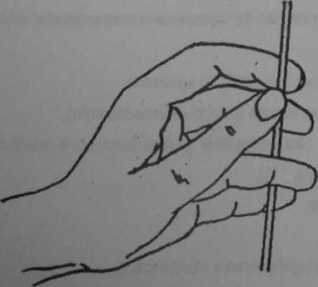
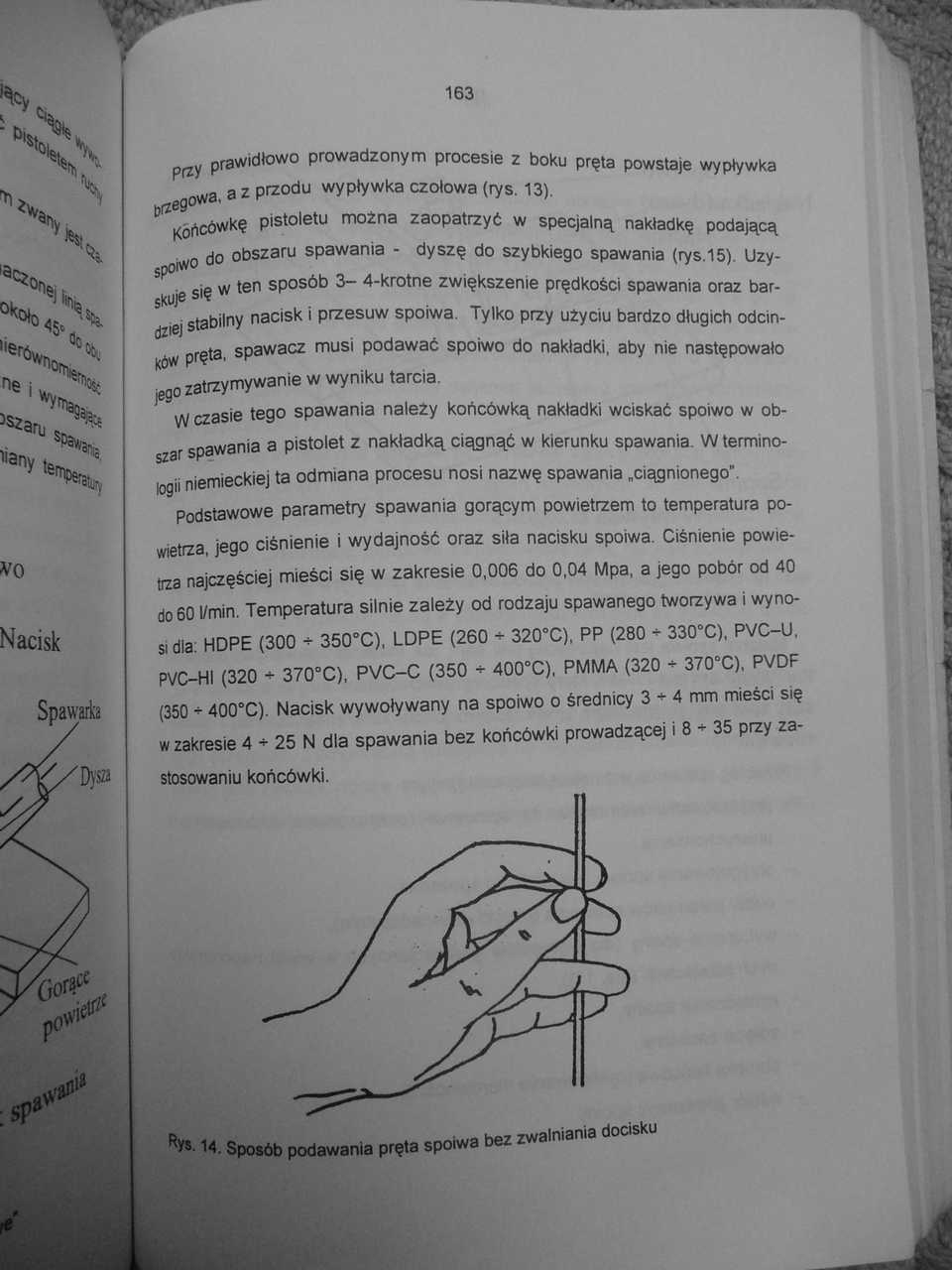
14. Sposób podawania pręta spoiwa bez zwalniania docisku
Wyszukiwarka
Podobne podstrony:
w5s11 Przy prawidłowym prowadzeniu procesu gotowania brzeczki przechodzi do niej około 50-65% alfa-k
DSC00613 (3) Dobra Praktyka Cateringowa -prawidłowość prowadzenia procesów technologicznych
Okulary a wada wzroku. Przy prawidłowo działających oczach widziany obraz powstaje na siatkówce. Jeś
img237 Istnieje także możliwo.^ prowadzenia procesu redukcji tak długo, aż się przy testowaniu okaże
H. Wojciechowska-Piskorska, BHP przy przetwórstwie tworzyw sztucznych Dopuszcza się prowadzenie proc
RECYRKULACJA PRZY POMOCY POMP I PRZEWODÓW W zależności od warunków prowadzenia procesu oczyszczania
img044 aktywność emulgacyjna bakterii prowadzących proces biodegradacji 3. Drobnou
img115 115 Dla prawidłowego przebiegu procesu spalania musi być zapewniona odpowiednia objętość komo
img260 260 ne, zarówno w zjednoczeniach jak i w poszczególnych zakładach* Za prawidłowość prowadzony
więcej podobnych podstron