PICT0116 (5)
224 J. Bendkowski, G. Radziejowska
Liczby w nawiasach podają ilość elementów podrzędnych wchodzących do elementu nadrzędnego. Element Aj nie jest produkowany w tym zakładzie, dlatego nie przedstawiono jego struktury.
Ilość materiałów I i 2 ustalono na podstawie technicznych norm zużycia materiału dla elementu Aj N,i “ 5 kg/szt, a dla elementu A2 Na = 3 kg/szt.
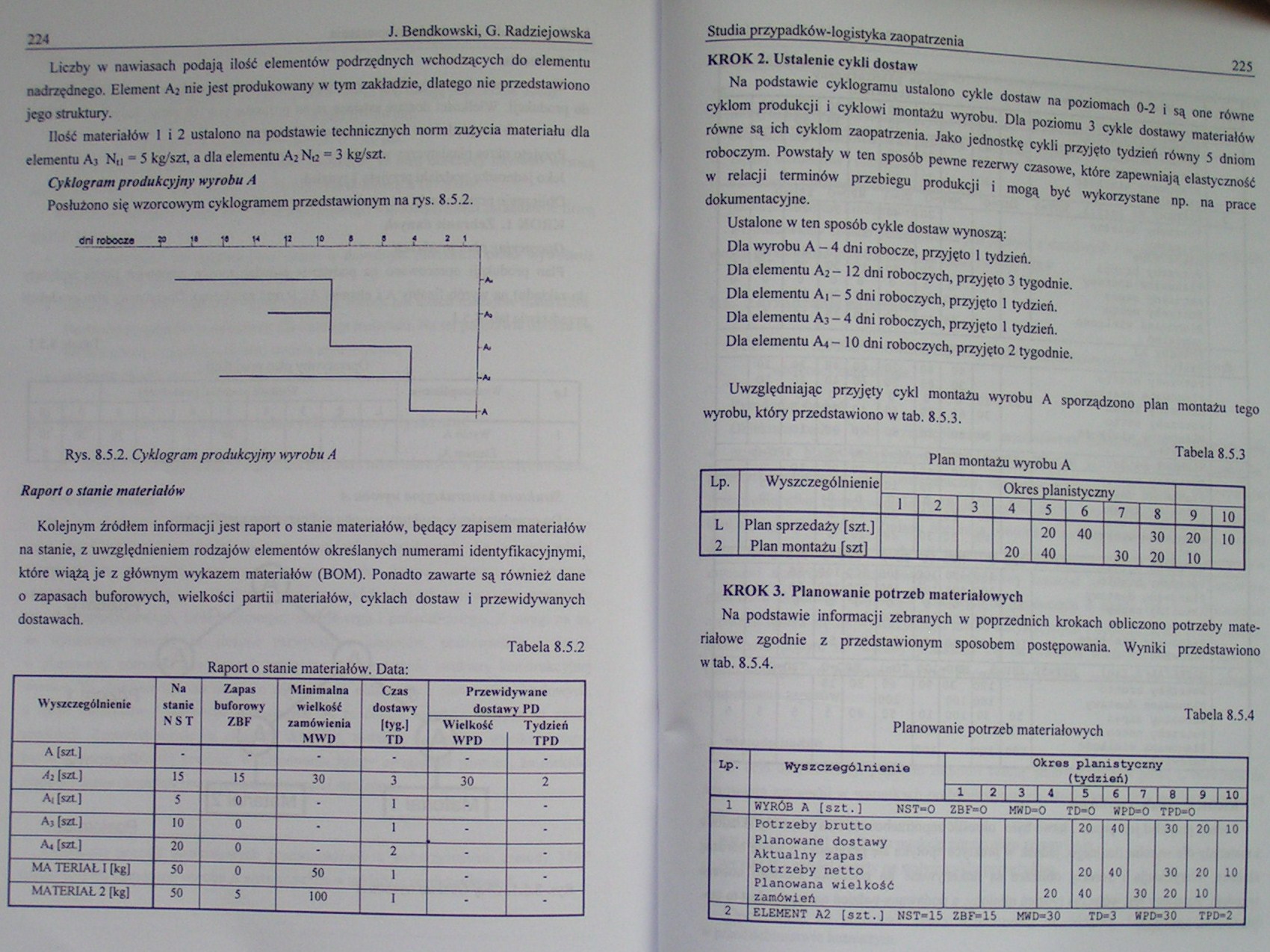
Cyklogram produkcyjny wyrobu A
Posłużono się wzorcowym cyklogramem przedstawionym na rys. 8.5.2.
dnlibbocza
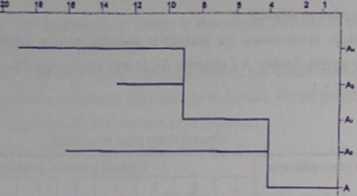
Rys. 8.5.2. Cyklogram produkcyjny wyrobu A Raport o stanie materiałów
Kolejnym źródłem informacji jest raport o stanie materiałów, będący zapisem materiałów na stanie, z uwzględnieniem rodzajów elementów określanych numerami identyfikacyjnymi, które wiążą je z głównym wykazem materiałów (BOM)- Ponadto zawarte są również dane o zapasach buforowych, wielkości partii materiałów, cyklach dostaw i przewidywanych dostawach.
Tabela 8.5.2
Raport o stanie materiałów. Data:
|
Wyszczególnienie |
Na stanie NST |
Zapas buforowy ZBF |
Minimalna wid koić zamówienia MWD |
Czas dostawy liyc-l TD |
Przewidywane dostawy PD | |
|
Wid koić WPD |
Tydzień TPD | |||||
|
A [SA] |
- |
• |
- |
- |
• |
- |
|
M I*A] |
15 |
15 |
30 |
3 |
30 |
2 |
|
A| [SA] |
5 |
0 |
- |
1 |
- |
- |
|
Aj [SA] |
10 |
0 |
• |
1 |
- |
• |
|
Msa] |
20 |
0 |
2 |
2 |
- |
• |
|
MA TERIAL1 [kg] |
50 |
0 |
50 |
1 |
• |
- |
|
MATERIAŁ 2 [kg] |
50 |
5 |
100 |
I |
- |
• |
Studia przypadków-logistyka zaopatrzenia_223
KROK 2. Ustalenie cykli dostaw
Na podstawie cyklogramu ustalono cykle dostaw na poziomach 0-2 i są one równe cyklom produkcji i cyklowi montażu wyrobu. Dla poziomu 3 cykle dostawy materiałów równe są ich cyklom zaopatrzenia. Jako jednostkę cykli przyjęto tydzień równy 5 dniom roboczym. Powstały w ten sposób pewne rezerwy czasowe, które zapewniają elastyczność w relacji terminów przebiegu produkcji i mogą być wykorzystane np. na prace dokumentacyjne.
Ustalone w ten sposób cykle dostaw wynoszą:
Dla wyrobu A - 4 dni robocze, przyjęto 1 tydzień.
Dla elementu A2- 12 dni roboczych, przyjęto 3 tygodnie.
Dla elementu A| - 5 dni roboczych, przyjęto 1 tydzień.
Dla elementu Aj - 4 dni roboczych, przyjęto 1 tydzień.
Dla elementu A» - 10 dni roboczych, przyjęto 2 tygodnie.
Uwzględniając przyjęty cykl montażu wyrobu A sporządzono plan montażu tego wyrobu, który przedstawiono w tab. 8.5.3.
Tabela 8.5.3
Plan montażu wyrobu A
|
Lp. |
Wyszczególnienie |
Okres planistyczny | |||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | ||
|
L 2 |
Plan sprzedaży [szt.] Plan montażu [szt] |
20 |
20 40 |
40 |
30 |
30 20 |
20 10 |
10 | |||
KROK 3. Planowanie potrzeb materiałowych
Na podstawie informacji zebranych w poprzednich krokach obliczono potrzeby materiałowe zgodnie z przedstawionym sposobem postępowania. Wyniki przedstawiono w tab. 8.5.4.
Tabela 8.5.4
Planowanie potrzeb materiałowych
|
Lp. |
Wyszczególniani© |
Okres planistyczny (tydzień) | |||||||||
|
1 |
2 |
3 |
< |
5 |
« |
7. |
8 |
9 |
10 | ||
|
1 |
WYRÓB A [szt.J NST-0 |
ZBF-0 |
MWD-0 TD-0 |
WPD-0 |
TPD-0 | ||||||
|
Potrzeby brutto |
20 |
40 |
30 |
20 |
10 | ||||||
|
Planowane dostawy | |||||||||||
|
Aktualny zapas | |||||||||||
|
Potrzeby netto |
20 |
40 |
30 |
20 |
10 | ||||||
|
Planowana Wielkość | |||||||||||
|
zamówień |
20 |
40 |
30 |
20 |
10 | ||||||
|
2 |
ELEMENT A2 [szt.] NST-15 |
ZBF- |
13 |
MMC |
>•30 |
TC |
i-3 |
WPC |
>■30 |
TP1 |
>2 |
Wyszukiwarka
Podobne podstrony:
PICT0102 (4) 200 J. Bendkowski, G. Radziejowska • środki z programów Unii Europejs
PICT0123 (3) 238 _J. Bendkowski, G. Radziejowska W większości jednostek gospodarcz
16271 PICT0120 (4) 232 J. Bendkowski, G. Radziejowska W prowadzonych badaniach zwrócono uwagę na opt
69138 PICT0109 (4) 210_______’_J. Bendkowski, G. Radziejowska_ ____ ed. tab. 8.2.1 1 NKn iMrnaiw
70038 PICT0122 (3) 236 J. Bendkowski, G. Radziejowska Stanowili.o ■}!»■ — części s
PICT0104 (4) 202____J. Bendkowski, G. Radziejowska 14. Przedyskutować funkcjonowan
PICT0110 (4) 212_J. Bendkowski, G. Radziejowska Listę materiałów uporządkowano w kolejności rosnącyc
PICT0112 (4) 216 J. Bendkowski, G. Radziejowska Port folio siły rynkowej Podstawą portfolio siły ryn
PICT0124 (3) 240 J. Bendkowski, G. Radziejowska Badania przeprowadzono wg podanego algorytmu. KROK I
więcej podobnych podstron