IMGė77

‚ÄĘmi,' mmmmm prńôdkoŇõci obrotowej (tzw. prńôj.
fcńôgct Ingi ‚ÄĒijt iadańÖ wmum ¬ęńô > przybliŇľonej zaleŇľnoŇõci
‚ÄĘte*
V f *w¬ģ
(9.23)
¬ę IiM| MIwk strartto ugińôcia / jol wyraŇľona ¬Ľ metrach.
Ma aapefctsga√≥ea aukateMoa ¬ęŇāk>¬Ľ szybkoobrotowych waŇāy i czńôŇõci M ad i>aiM po*¬ę*} byńá wywaŇľone statycznie i dynamicznie, a pińôd-iede dMMa mb powinna wńÖ r√≥Ňľnińá znacznie od prńôdkoŇõci krytycznej (ca sńÖnusińÖ ‚ÄĘ Wtt
JeA ¬ęl mm pracowańá a prńôdkoŇõcińÖ ponad krytycznńÖ, naleŇľy zapewnińá nrhŇõa pragncM przez prńôdkoŇõńá krytycznńÖ lub stosowańá specjalne tŇāumiki
9 6 Zasady konstruowania osi i waŇā√≥w
ISstkloM: ostatecznego ksztaŇātu projektowanego waŇāu (osi) wymaga speŇānia tussspsińÖcych zaleceŇĄ:
' Sr wseynksek przekrojach waŇāu musi byńá zapewniona wymagana wy-w lyaŇārnr. w przypadku waŇā√≥w ksztaŇātowych (schodkowych) zaleca ańô ¬ę?r √≥nflcraae karb√≥w, powodujńÖcych m m. niekorzystne spińôtrzenie na-papkea
I tank waia musi zapewniańá ŇľńÖdane ustalenie czńôŇõci osadzanych na wak Mp pm stosowanie √≥dsadzeŇĄ zabezpieczajńÖcych przed przesunińôciem wadtaŇľnym czńôŇõci).
Ňā I inraŇārp waŇāu musi byńá dostosowana do warunk√≥w montaŇľu i demontaŇľu wwŇõa oraz osadzonych na nim czńôŇõci.
<- Kanak waŇāu powinien byńá moŇľliwie najprostszy w celu zapewnienia ŇāatwoŇõci sjŇõaaH oraz mazBwje niskich koszt√≥w produkcji.
Ňľsirrms czńôsto sńÖ sprzeczne ze sobńÖ. dlatego w kaŇľdym przypadku ‚Ė†kp dńÖŇľyńá do uzyskania moŇľliwie optymalnego rozwińÖzania.
7aheipar ama. czńôŇõci przed przesunińôciem wzdŇāuŇľnym wymaga stosowa-powMackni oporowych (rys. 9.1 la), sŇāuŇľńÖcych r√≥wnieŇľ do przejmowania uaAŇĄnyck Dfa zŇāagodzenia wpŇāywu karbu zaleca sie przyjmowańá Ody odsńÖdzenie h nie tworzy powierzchni oporowej, zaleca sińô, %Ňā(kl/(u> Odńá IJ) oraz daje sińô moŇľliwie duŇľy promieŇĄ przejŇõcia
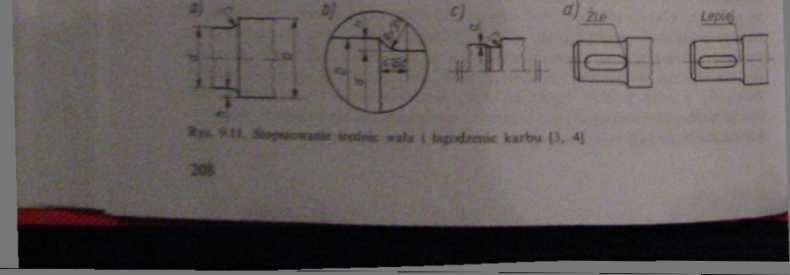
ft(ryi. 9.ll/>) lub stosuje sińô przejŇõcia stoŇľkowe; przejŇõcie promieniem R na ftugon ok. I,2</ prawic caŇākowicie zapobiega spińôtrzeniu naprńôŇľeŇĄ.
Czopy szlifowane wykonuje sińô czńôsto z rowkiem uskokowym p gŇāńôboko-o a*0.3-0.6 mm (rys. 9.1 Ir), co uŇāatwia wybieg tarczy szlifierskiej, ale powoduje osŇāabienie waŇāu; przy stosowaniu uskoku (podtoczenia) moŇľna przyjmowańá nieco wińôkszy promieŇĄ r, niŇľ zwykle stosowany przy powier/ch-ijitch oporowych. Podobne rozwińÖzanie wykonuje sińô jako wyjŇõcie dla gwintu (gdy element osadzony jest na wińôkszej Ňõrednicy i dociskany nakrńôtkńÖ ‚ÄĒ op. ¬Ľg rys 9.l2rf). ProjektujńÖc rozmieszczenie rowk√≥w pod wpusty naleŇľy je odsunńÖńá o kilka mm od powierzchni oporowej (rys. 9.1Ir/), aby uniknńÖńá ukŇāadania sińô dziaŇāania dw√≥ch karb√≥w.
Do ustalenia czńôŇõci na czopach najczńôŇõciej wykorzystuje sińô z jednej strony powierzchnie oporowe, z drugiej zaŇõ ‚ÄĒ zaleŇľnie od wymagaŇĄ konstrukcyjnych ‚ÄĒ pierŇõcienie osadcze lub sprńôŇľynujńÖce, nakrńôtki, pierŇõcienie dzielone skrńôcane, docisk wkrńôtem (rys. 9.l2a-f-e) itp.
Dob√≥r tolerancji dla czop√≥w waŇāu uzaleŇľnia sińô od warunk√≥w wsp√≥Ňāpracy 2 czńôŇõciami osadzonymi na wale ‚ÄĒ przewidzianych w zaŇāoŇľeniach konstrukcyjnych ‚ÄĒ oraz od przyjńôtych pasowa n Og√≥lnie naleŇľy pamińôtańá, Ňľe;
- przy pasowaniach ciasnych wyb√≥r klasy dokŇāadnoŇõci zaleŇľy m in. od ŇľńÖdanego wcisku skutecznego;
- przy pasowaniach luŇļnych zastosowanie dokŇāadniejszej klasy dokŇāadnoŇõci (o mniejszej tolerancji) powoduje polepszenie Ňõrodkowania czńôŇõci osadzonych na czopach waŇāu.
Czopy waŇā√≥w i osi powinny byńá wykonywane z niewielkńÖ chropowatoŇõcińÖ
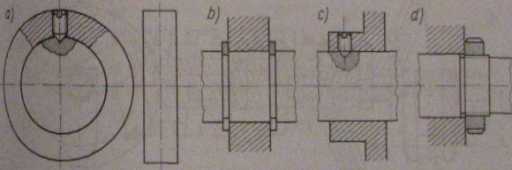

Rys. 9.12. PrzykŇāad) zabezpieczeŇĄ element√≥w przed przesunińôciem wzdŇāuŇľnym [4]
209
Wyszukiwarka
Podobne podstrony:
skanuj0208 (5) wisko rezonansu wystńôpuje przy okreŇõlonej prńôdkoŇõci obrotowej (tzw. prńôdkoŇõci krytycz
W pierwszej strefie regulacji prńôdkoŇõci obrotowej, od zera aŇľ do tzw. prńôdkoŇõci bazowej nb, silniki
Rysunek 8 Wykres ilustrujńÖcy prńôdkoŇõńá obrotowńÖ silnika (niebieski kolor) w momencie dziaŇāania moment
skanuj0250 (4) ‚ÄĘ zakres regulacji prńôdkoŇõci obrotowych, niezbńôdnych w maszynach roboczych, jest najc
Zdjńôcie020 WpŇāyw kńÖta dziaŇāania ŇāoŇľyska na sztywnoŇõńá wzdŇāuŇľnńÖ i dopuszczalnńÖ prńôdkoŇõńá obrotowńÖ dop
img145 5.4.9. OkreŇõlińá doŇõwiadczalnie krytycznńÖ prńôdkoŇõńá obrotowńÖ: a)
IMG226 "26 i. 19.3¬ę K¬ęcuŇāooJe prńôdkoŇõci obrotowej: n) przez zmianńô orńôatotliwoloi, b) przez zmi
skanuj0006 (94) Przy zaŇāoŇľonym posuwie na ostrze (0,3-r 0,8 mm) i znanej prńôdkoŇõci skrawania, prńôdko
wińôcej podobnych podstron