Obraz0022 2
AA-
sstucsrc' ni- są potrzebna ćo prasy części w maszynie, dc. wyko-ArK-ia są .jedynie ’■ '--2^ leniej ,,0^-0 ustuaeaia przedmiotu prcu obróbce,, np. no.kieiki ,■ aby uzyskać wysoką « ...błędność obróbki , ket;iu-~sn« ^;£t pokrywania sie basy obrćbkouej z b«są kontrolną osra* baca konstrukcyjną,
3•3• Zasady wypory baz obróbkowych prsy p-ą^bcn n*ośn; uchwytąeh
a) Bazy wyjściowe ^rlany Być możliwie równe„ gładkie, bsc zsdsioróu., wybrzuszeń i innych vra.d powierzchniowych. Proces technologiez~ ny wykonania surówki winien .gwarantować minimalne jarseaanięcis tych powierzchni względem powierzchni obrabianych.
b) J«śii nie wszystkie powierzchnie części są obrabiane, to ca ba
zy wyjściowe przyjmuje się powierzchnie, które pozostaną nie obrobiono * Jeśli powierzchni takich jest kilka, to aa buzę wy;,.. śeiorą ; rz; się powierzchnię najdokładniej nolczoną wzglę-
■Aort. cbmbisnych powierzchni,
■-; jfs.i .-"'syssrif' uowieraeknie części są obrabiane, to za bazę \vyj~ scj.owę przy psuje zię powierzchnię z minimalnym naddatkiem, Iteieki teru ilość braków. spowodowana niawyetarczający® naddatkiem, sądzie wśiiicfilns.- Powierzchnie z minimalnym naddatkiem (bazy wyjściowe) będą przy dalszej obróbce współosiowe, równoległe jc.n. Ar"neo oc. speechu Obróbki) do povvierzchni op/brenreh jąko be— sowo v dalszych operacjach, tzn, błędy surówki, nogą być'usunięte przeć usunięcie większych naddatków z powierzchni obrabianych,
■■■/ Jeśli proces obróbki przewiduje zmiany bas, to baza wyjściowe ' winna być zamieniona na bazę obrobioną, gdyż ponowne bazowanie na nic obrobionej powierzchni powoduje znaczne błędy pcłożenia przedmiotu, 'wyjątek stanowi przypadek, gdy cała obróbka jest wykonywana z jednej bazy i przy jednym zamocowaniu, np, obróbka na rewolwerówkacii i półautomatach tokarskich,
s) Dla dalszych operacji należy przyjmować bazy konstrukcyjne, które określają położenie części w maszynie i współpracują z innymi częściami, 'Przyjęcie innych powierzchni za bazy powoduje powstanie dodatkowych błędów,
f) Przy dokładnej obróbce jako basg przyjmuje się powierzchnię, któ- • ra związana joot a obrabianą powierzchnia dokładnym wymiarem, tzn. hasa obróbkowe, pokrywać bię bęlsie z bazą kontrolną.
ki iuoierzonnie basowi winny być dostatecznie duże i usytuowane w pobliża powierzchni obrabiane jZwiększa to sztywność” przednio-iu. i znacznie zmniejsza. odkształcenia od sił skrawania i moco-
v?sa i a.
h) łsaieży stosować jedną bazę w kilku lub większości operacjach. Pozwala ta :ia podwyższenie dokładności obróbki. Każda śmiała ta-zy io.ioa.uj3 neraetanie błędów z powodu różnego położenia tych bai względom narzędzia skrawającego.
Dla rożnych sposobów obróbki, w zależności od kształtu i wymiarów przemictu, mogą oyo stosowane różne kombinacje powierzchni bazowych, r;p. :
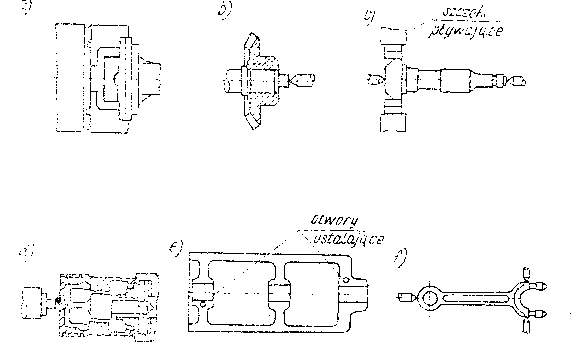
:iys. 3.2, różne warianty basowania; i czoła części, b) według otworu i
a) według powierzchni walcowe; zoła.f c)^ T/sdług dwóch nakie-powie-
łkow. c.; wediUg makie łka, otworu i czoła części według rzchni a.v;ocn otworew bazowych, f) w trzech kłach [20] w
Wyszukiwarka
Podobne podstrony:
Obraz0022 2 si:.-. Basy asiueuuc ni - gą potrzebne co prsr-.y części vj maszynie,- cic cv aouyYuaa s
DSCN2734 (4) 32 32 WYKŁADY Z ETYKI mzs,lH, I mówi nie przez to, co ludzie skłon ni są robić z cudzym
page0077 71 00 "O TS CS3 7T o o. o NI* Cr O i < T3 Ł P O- CO S3* ą ^
§ 13. 1. Komisja weryfikuje pytania egzaminacyjne w miarę potrzeby, co najmniej raz na trzy lata, w
11 (84) 19 aa przyjąć przewyższanie skali poziomej, co jednak będzie powodować deformację na przekro
101 MALI BRACIA i na lewo zależnie od potrzeb, i co tydzień stwierdzam ze smutkiem, ile rzeczy nie z
25 (23) KWASY omega - 6 linolowy LA . arachidowy AA . gamma 1 inolenowv G L A Są składnikiem hl
Untitled(31) C/IaA<3 , AC AA f iioCM) uosfc^ (A*2j^05, Co WI ^ pv^u ICicŁ (Mt€ c &nb
Obraz0050 1 S - Aa,€ vv» L^Viń,®4^
potrzeby fizjologiczne - są to pierwotne, podstawowe potrzeby ulokowane w dolnej części skali, wiążą
skanowanie0003 (2) 200 gdzie: P - potrzebny nacisk prasy, [KN], p - nacisk jednostkowy prasowania, [
312 JERZY MICHALCZYK jej potrzeby. Co więcej, potrafisz również przewidzieć, w jaki sposób oferowane
09032011(036) jjprai ■ąfrijirląj aą <f#fm aahdrf «*—■*§**, &m*ź M cMitfa aą aooąjsi ni «
więcej podobnych podstron