P1040028
Niedokładność pomiaru określa się metodą różniczki zupełnej z następującej zależności:
|
AD = ± |
0D . . — AA |
f |
BD . — Ag |
+ |A5| |
|
BA |
dg |
Ostatecznie po wykonaniu przekształceń:
AD = [|AA| + 2|Ag| + |AS|] , \T ,(240)
gdzie:
AA — graniczny błąd stosu płytek wzorcowych,
Ag - odchyłka grubości wkładki płasko-walcowej lub wałeczka pomiarowego, AS — niedokładność określenia granicznego luzu pomiędzy wkładkami i mierzonym otworem — przyjmuje się ± 1 pm.
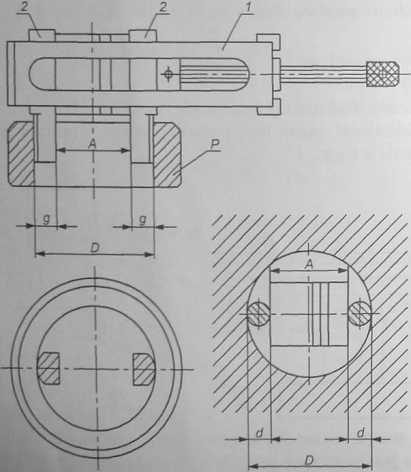
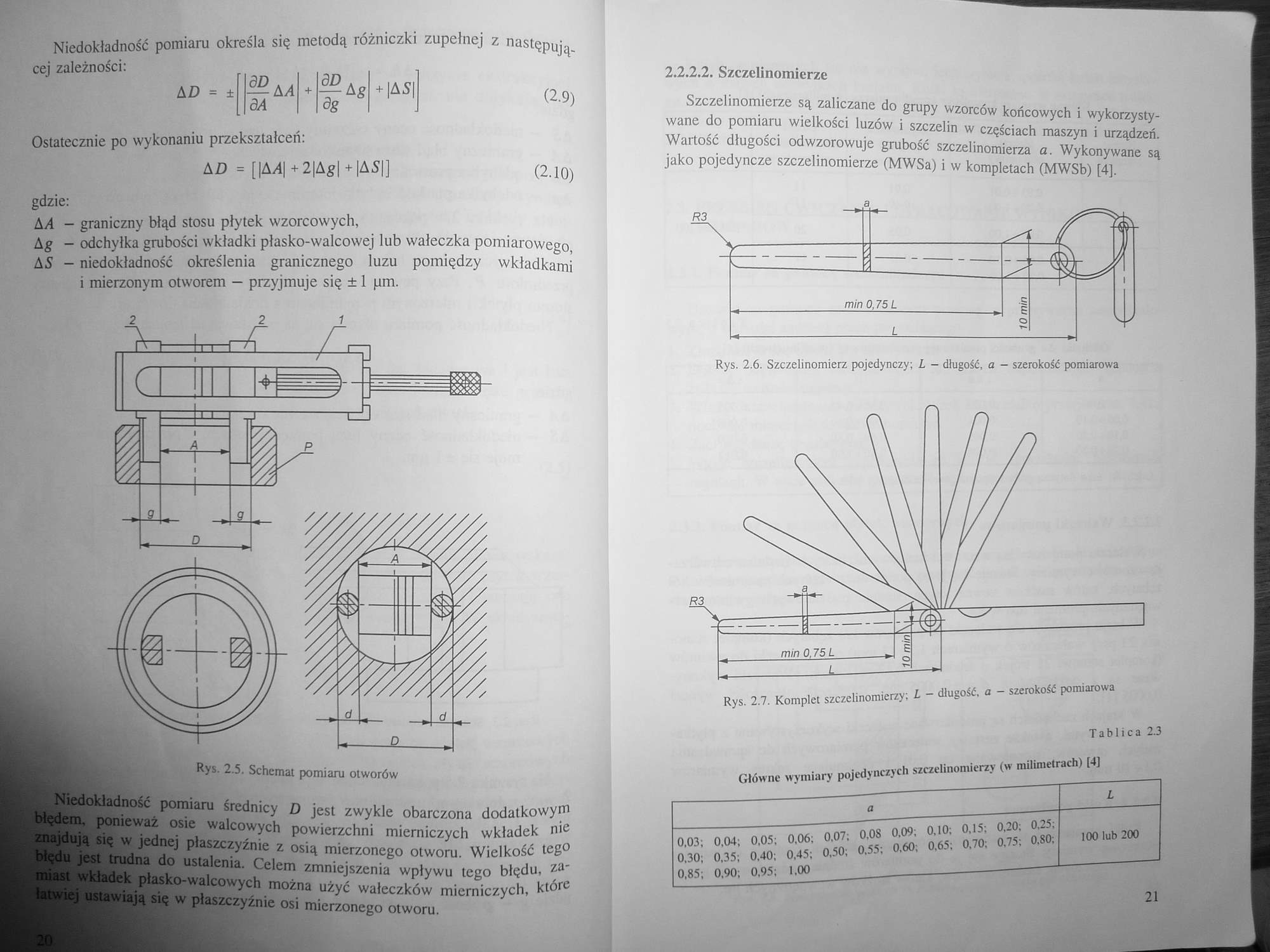
Rys. 2,5. Schemat pomiaru otworów

Niedokładność pomiaru średnicy D jest zwykle obarczona dodatkowym błędem, ponieważ osie walcowych powierzchni mierniczych wkładek nie znajdują się w jednej płaszczyźnie z osią mierzonego otworu. Wielkość tego gfigcst trudna do ustalenia. Celem zmniejszenia wpływu tego błędu, za-płasko-walcowych można użyć wałeczków mierniczych, które ustawiają się ttr płaszczyźnie osi mierzonego otworu.
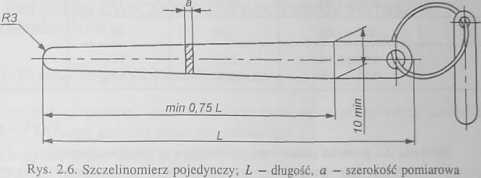
Szczelinomierze są zaliczane do grupy wzorców końcowych i wykorzystywane do pomiaru wielkości luzów i szczelin w częściach maszyn i urządzeń. Wartość długości odwzorowuje grubość szczelinomierza a. Wykonywane są jako pojedyncze szczelinomierze (MWSa) i w kompletach (MWSb) [4].
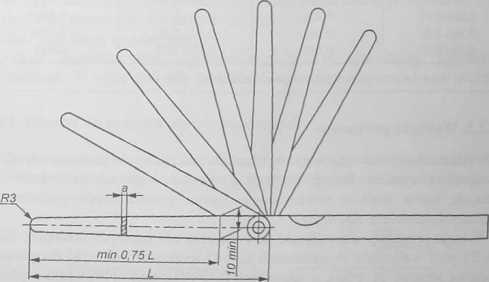
Rys. 2.7. Komplet szczelinomierzy; L — długość, a — szerokość pomiarowa
Tablica 23
Główne wymiary pojedynczych szczelinomierzy (w milimetrach) [4]
|
a |
L |
|
0,03; 0,04; 0,05; 0,06; 0,07; 0,08 0,09; 0,10; 0,15; 0,20; 0,25; 0,30; 0.35; 0,40; 0.45; 0,50; 0,55; 0,60; 0,65; 0,70; 0,75; 0,80; 0,85; 0,90; 0,95; 1,00 |
100 lub 200 |
21
Wyszukiwarka
Podobne podstrony:
23 5 Rachunek błędu przeprowadzić metodą różniczki zupełnej przyjmując niedokładności pomiaru: A mp
Zdjęcie0406 a23*45-16.41 ąd obliczam metodą różniczki zupełnej 1 Cm•Am *££
Średnicówka czujnikowa Pomiar średnicówką czujnikową (rys.24) odbywa się metodą różnicową. Przez
Czujnik indukcyjny -Bimetr Przyrząd stosuje się do pomiarów wymiarów zewnętrznych metodą różnicową.
P5202148 wuuiiiierza, amperomierza i stopera.Metodą różniczki zupełnej należy ocenić błąd obliczeń e
Slajd5 Metoda różniczki zupełnej Możemy i a stosować zawsze, ale musimy wtedy, gdy mierzona wielkość
powinna być większa od 5 mm Mając wykonane pomiary, określa się wartość średnią pomiaru Wpp> a
ściej określa się metodą polarymetryczną lub metodami opartymi na właściwościach redukujących glukoz
sz4 74. 74. O" masę drobnicy drzewa określa się: • jako różnicę między masą
5.3.1. Metoda różniczki zupełnej Niech szukana wielkość Z jest funkcją tylko jednej zmiennej Z = f(x
Rachunek błędu metodą różniczki zupełnej Wielkości mierzone: U (napięcie prądu)
konsystencję mieszanek betonowych określa się metodą opisową* Konsystencja wilgotna: mieszanka beton
więcej podobnych podstron