P1080383
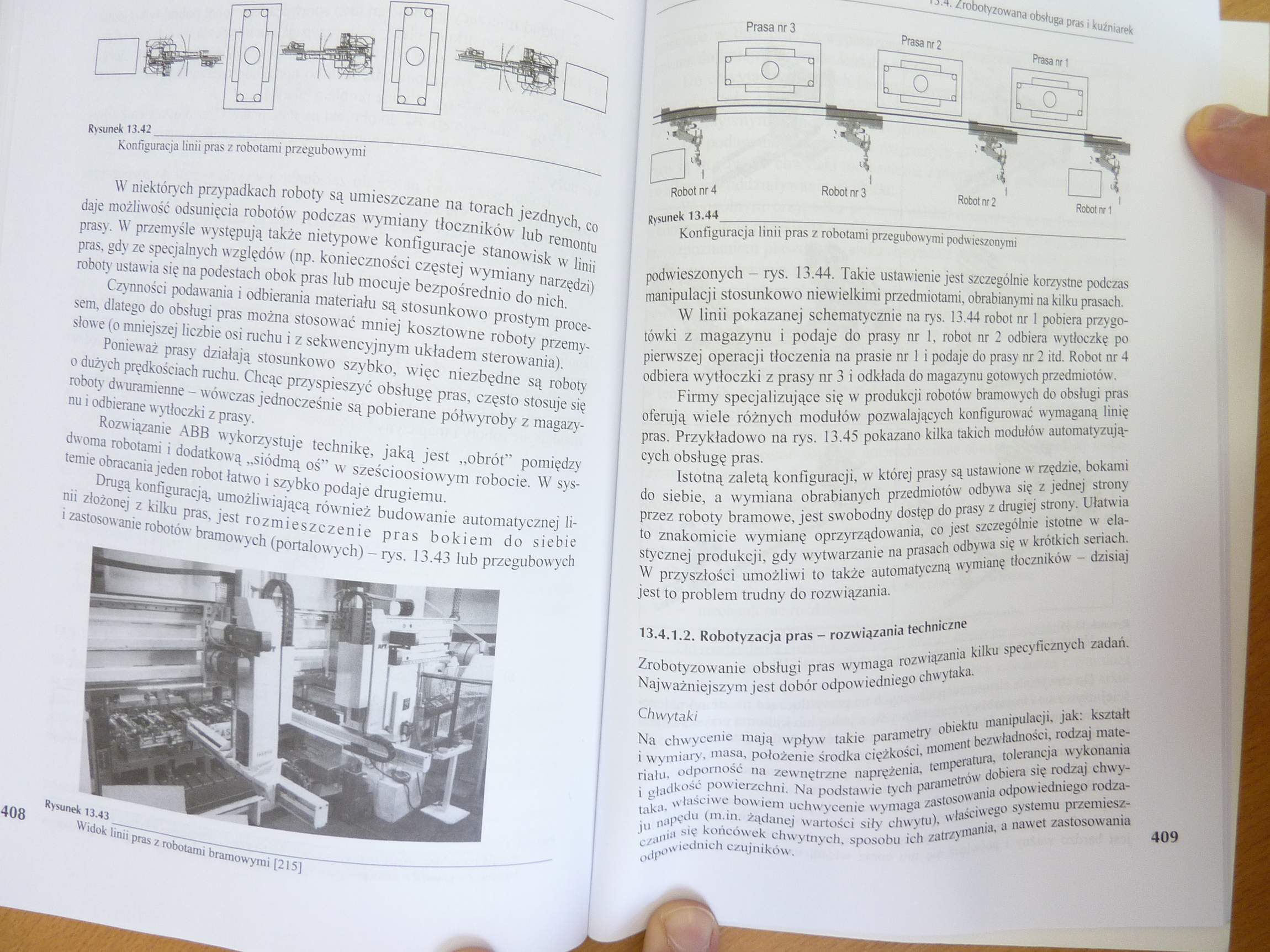
Rysunek 13.42____________________
Konfiguracja linii pras z robotami przegubowymi
W niektórych przypadkach roboty są umieszczane na torach jezdnych, co daje możliwość odsunięcia robotów podczas wymiany tłoczników lub remontu prasy. W przemyśle występują także nietypowe konfiguracje stanowisk w linii pras, gdy ze specjalnych względów (np. konieczności częstej wymiany narzędzi) roboty ustawia się na podestach obok pras lub mocuje bezpośrednio do nich.
Czynności podawania i odbierania materiału są stosunkowo prostym procesem, dlatego do obsługi pras można stosować mniej kosztowne roboty przemysłowe (o mniejszej liczbie osi ruchu i z sekwencyjnym układem sterowania).
Ponieważ prasy działają stosunkowo szybko, więc niezbędne są roboty o dużych prędkościach ruchu. Chcąc przyspieszyć obsługę pras, często stosuje się roboty dwuramienne - wówczas jednocześnie są pobierane półwyroby z magazynu i odbierane wytłoczki z prasy.
Rozwiązanie ABB wykorzystuje technikę, jaką jest „obrót” pomiędzy dwoma robotami i dodatkową „siódmą oś” w sześcioosiowym robocie. W systemie obracania jeden robot łatwo i szybko podaje drugiemu.

Widok linii pras z robotami bramowymi [215]
Rysunek 13.43
408
Drugą konfiguracją, umożliwiającą również budowanie automatycznej linii złożonej z kilku pras. iest rozmieszczenie pras bokiem do siebie i za
Prasa nr 3
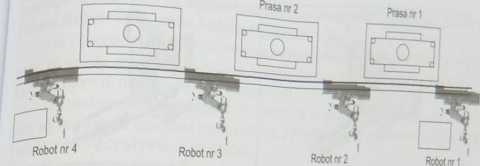
gysunek 13.44______
Konfiguracja linii pras z robotami przegubowymi podwieszonymi
podwieszonych — rys. 13.44. Takie ustawienie jest szczególnie korzystne podczas manipulacji stosunkowo niewielkimi przedmiotami, obrabianymi na kilku prasach.
W linii pokazanej schematycznie na rys. 13.44 robot nr 1 pobiera przygo-tówki z magazynu i podaje do prasy nr 1, robot nr 2 odbiera wytłoczkę po pierwszej operacji tłoczenia na prasie nr 1 i podaje do prasy nr 2 itd. Robot nr 4 odbiera wytłoczki z prasy nr 3 i odkłada do magazynu gotowych przedmiotów.
Firmy specjalizujące się w produkcji robotów bramowych do obsługi pras oferują wiele różnych modułów pozwalających konfigurować wymaganą linię pras. Przykładowo na rys. 13.45 pokazano kilka takich modułów automatyzujących obsługę pras.
Istotną zaletą konfiguracji, w której prasy są ustawione w rzędzie, bokami do siebie, a wymiana obrabianych przedmiotów odbywa się z jednej strony przez roboty bramowe, jest swobodny dostęp do prasy z drugiej strony. Ułatwia to znakomicie wymianę oprzyrządowania, co jest szczególnie istotne w elastycznej produkcji, gdy wytwarzanie na prasach odbywa się w krótkich seriach. W przyszłości umożliwi to także automatyczną wymianę tłoczników - dzisiaj jest to problem trudny do rozwiązania.
13.4.1.2. Robotyzacja pras - rozwiązania techniczne
Zrobotyzowanie obsługi pras wymaga rozwiązania kilku specyficznych zadań. Najważniejszym jest dobór odpowiedniego chwytaka.
Chwytaki
Na chwyceni mają w
li^TTTąją^wpływ takie parametry obiektu manipulacji, jak: kształt położenie środka ciężkości, moment bezwładności, rodzaj materiału- odporność na zewnętrzne naprężenia, temperatura, tolerancja wykonania i gładkość powierzchni. Na podstawie tych parametrów dobiera się rodzaj chwy-taka- °żI!w^''^C?nie wyma8a zastosowania odpowiedniego rodzą-
ju 5# wtóciwego" tell
c/^iednich czujników. ’ ppsobu ,ch zatrzymania, a nawet zastosowania odP
409
Wyszukiwarka
Podobne podstrony:
19228 P1080382 Rysunek 13.40___ Prasa hydrauliczna: a) szkic wymiarowy, b) widok •
Rysunek 13.42. Przykład Halowego zląc/a ciesielskiego do drewna: a), b) widok z boku. c) widok
P1080303 Rysunek 8.13_ Algorytm projektowania chwytaków - ustalenie warunków począ
P1080202 Rysunek 3.13 Robot bramowy liniowy firmy Fibro z przegubowym ramieniem i jego obszar manipu
P1080369 Po modernizacji Rysunek 13.15 ________ . Ł ... ____ Analiza
więcej podobnych podstron