366
13.4.1. Metale i stopy przeznaczone do spajania
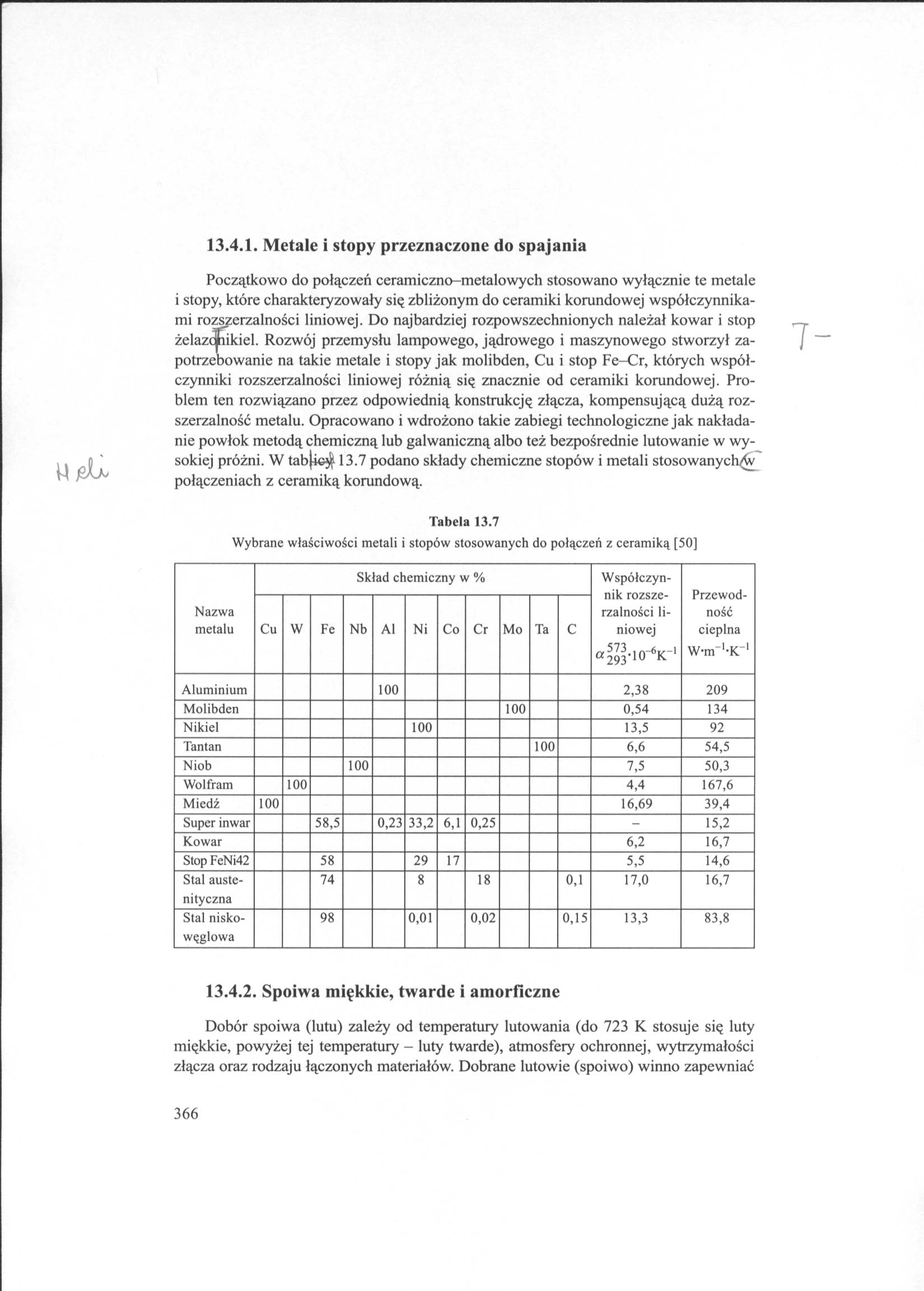
Początkowo do połączeń ceramiczno-metalowych stosowano wyłącznie te metale i stopy, które charakteryzowały się zbliżonym do ceramiki korundowej współczynnikami rozszerzalności liniowej. Do najbardziej rozpowszechnionych należał kowar i stop żelaz cEikiel. Rozwój przemysłu lampowego, jądrowego i maszynowego stworzył zapotrzebowanie na takie metale i stopy jak molibden, Cu i stop Fe-Cr, których współczynniki rozszerzalności liniowej różnią się znacznie od ceramiki korundowej. Problem ten rozwiązano przez odpowiednią konstrukcję złącza, kompensującą dużą rozszerzalność metalu. Opracowano i wdrożono takie zabiegi technologiczne jak nakładanie powłok metodą chemiczną lub galwaniczną albo też bezpośrednie lutowanie w wysokiej próżni. W tabfie$ 13.7 podano składy chemiczne stopów i metali stosowanych^ połączeniach z ceramiką korundową.
Tabela 13.7
Wybrane właściwości metali i stopów stosowanych do połączeń z ceramiką [50]
|
Nazwa metalu |
Skład chemiczny w % |
Współczyn-nik rozszerzalności liniowej a293*10 6K ' |
Przewod ność cieplna W*m-I,K-1 | ||||||||||
|
Cu |
W |
Fe |
Nb |
Al |
Ni |
Co |
Cr |
Mo |
Ta |
C | |||
|
Aluminium |
100 |
2,38 |
209 | ||||||||||
|
Molibden |
100 |
0,54 |
134 | ||||||||||
|
Nikiel |
100 |
13,5 |
92 | ||||||||||
|
Tantan |
100 |
6,6 |
54,5 | ||||||||||
|
Niob |
100 |
7,5 |
50,3 | ||||||||||
|
Wolfram |
100 |
4,4 |
167,6 | ||||||||||
|
Miedź |
100 |
16,69 |
39,4 | ||||||||||
|
Super inwar |
58,5 |
0,23 |
33,2 |
6,1 |
0,25 |
- |
15,2 | ||||||
|
Kowar |
6,2 |
16,7 | |||||||||||
|
Stop FeNi42 |
58 |
29 |
17 |
5,5 |
14,6 | ||||||||
|
Stal austenityczna |
74 |
8 |
18 |
0,1 |
17,0 |
16,7 | |||||||
|
Stal nisko-węglowa |
98 |
0,01 |
0,02 |
0,15 |
13,3 |
83,8 | |||||||
13.4.2. Spoiwa miękkie, twarde i amorficzne
Dobór spoiwa (lutu) zależy od temperatury lutowania (do 723 K stosuje się luty miękkie, powyżej tej temperatury - luty twarde), atmosfery ochronnej, wytrzymałości złącza oraz rodzaju łączonych materiałów. Dobrane lutowie (spoiwo) winno zapewniać
366
Wyszukiwarka
Podobne podstrony:
13.9.3. Lutowanie struktur półprzewodnikowych do podłoży ceramicznych 7 fu Sn, Lutowanie krzemu do
Tabela 13.10 Spoiwa metalowe najczęściej stosowane do połączeń ceramiki z metalami [50] Skład
361 (2) Tabela 13.1 Niektóre metale i stopy stosowane do spajania ze szkłami [50] Nazwa
img190 13.6. Kontrola sanitarno-bakteriologiczna wód przeznaczonych do picia i na potrzeby gosp
Stale narzędziowe - stopy przeznaczone na narzędzia tj. przedmioty służące do: •
INŻYNIERIA ŚRODOWISKA - MŁODYM OKIEM TOM 13.2015 3. Nawozy organiczne Nawozy to produkty przeznaczon
Stopy kobaltu przeznaczone do przeróbki plastycznej posiadają ograniczoną zawartość pierwiastków: C,
> Bazy danych - jak je ugryźć <13> la przeznaczona do przechowywania danych o kontaktach. D
187 2.13. Tarasy i ogrody na dachach Tarasy są przeznaczone do przebywania na nich ludzi lub ruchu p
Rysunek 13.23. Mikrostruktura spiekanego materiału ciernego z osnową z brązu, przeznaczonego do prac
DSC 45 (4) JAPOŃSKI DLA POCZĄTKUJĄCYCHWstęp Japoński dla początkujących" to kurs przeznaczony d
więcej podobnych podstron