24869 skanuj0310
Tablica ii
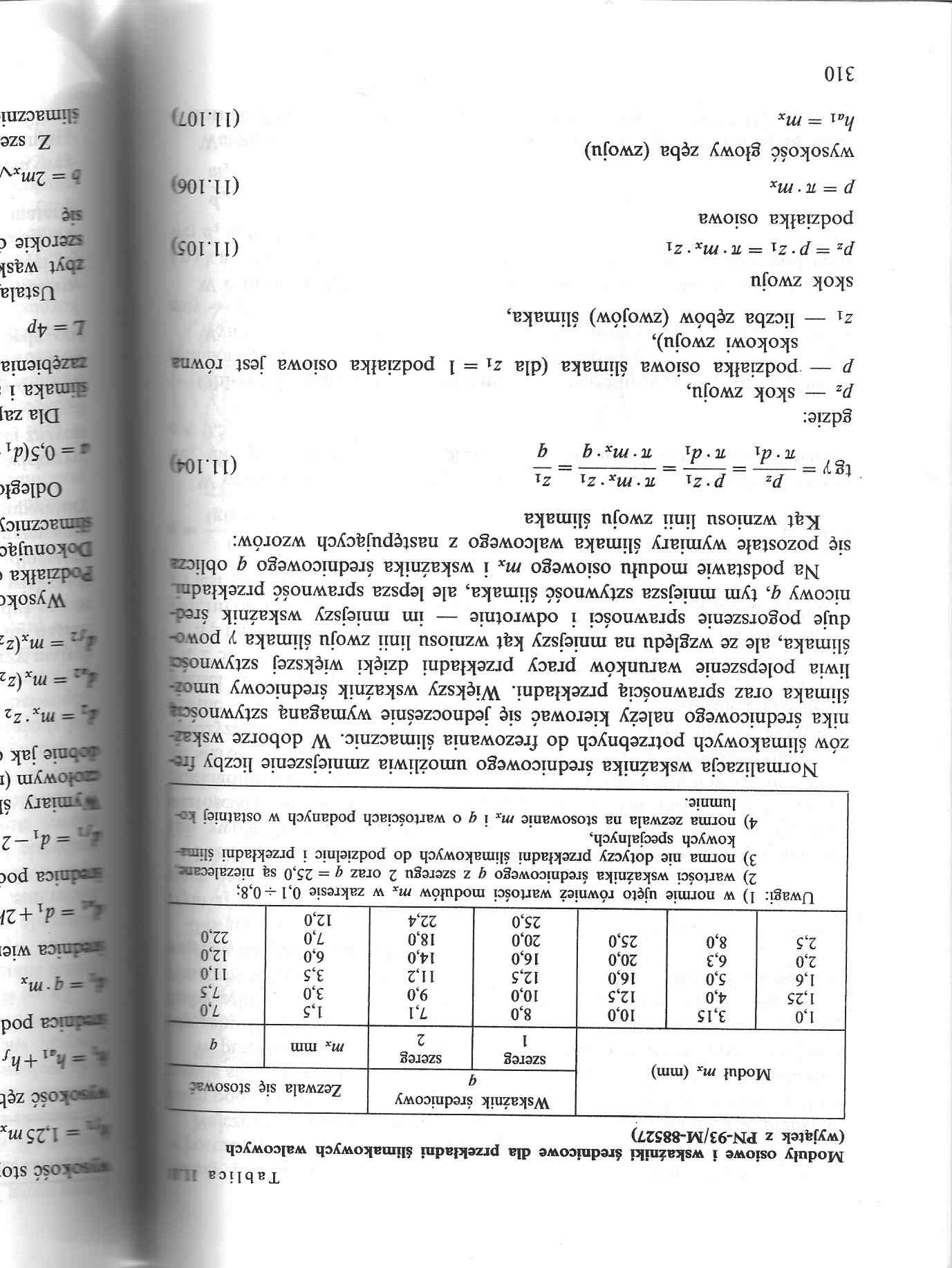
Moduły osiowe i wskaźniki średnicowe dla przekładni ślimakowych walcowych (wyjątek z PN-93/M-88527)
Wskaźnik średnicowy
Moduł mx (mm)
Zezwala się stosować
|
szereg 1 |
szereg 2 |
|
8,0 |
7,1 |
|
10,0 |
9.0 |
|
12,5 |
11,2 |
|
16,0 |
14,0 |
|
20,0 |
18,0 |
|
25,0 |
22,4 |
|
ix mm |
<7 |
|
1,5 |
7,0 |
|
3,0 |
7,5 |
|
3,5 |
11,0 |
|
6.0 |
12,0 |
|
7,0 12,0 |
22,0 |
Uwagi: 1) w normie ujęto również wartości modułów mx w zakresie 0,1 -h 0,8;
2) wartości wskaźnika średnicowego q z szeregu 2 oraz q = 25,0 są niezalecant,1
3) norma nie dotyczy przekładni ślimakowych do podzielnic i przekładni ślin ~ kowych specjalnych,
4) norma zezwala na stosowanie mx i q o wartościach podanych w ostatniej ko
lumnie.
Normalizacja wskaźnika średnicowego umożliwia zmniejszenie liczby fan zów ślimakowych potrzebnych do frezowania ślimacznic. W doborze wskaźnika średnicowego należy kierować się jednocześnie wymaganą sztywnością ślimaka oraz sprawnością przekładni. Większy wskaźnik średnicowy umożliwia polepszenie warunków pracy przekładni dzięki większej sztywnośa ślimaka, ale ze względu na mniejszy kąt wzniosu linii zwoju ślimaka y powoduje pogorszenie sprawności i odwrotnie — im mniejszy wskaźnik średnicowy q, tym mniejsza sztywność ślimaka, ale lepsza sprawność przekładni.
Na podstawie modułu osiowego mx i wskaźnika średnicowego q oblicza się pozostałe wymiary ślimaka walcowego z następujących wzorów:
Kąt wzniosu linii zwoju ślimaka
tg y =
Pz
TC • cłi
p-z 1
n • di
n • mx- Zi z i nmxq q
(11.104)
gdzie:
p2 — skok zwoju,
p — podziałka osiowa ślimaka (dla ii = 1 podziałka osiowa jest równa skokowi zwoju),
Zi — liczba zębów (zwojów) ślimaka, skok zwoju
Pz= p- Zi — n-mx- zi (11.105)
podziałka osiowa
p = n- mx (11.106)
wysokość głowy zęba (zwoju)
Ki=mx (11.107)
310
Wyszukiwarka
Podobne podstrony:
CCF20081203�039 Tablica 11.11 Moduły osiowe i wskaźniki średnicowe dla przekładni ślimakowych walcow
skanuj0014 76 II. Parametryczne testy istotności J § 2.3. TEST DLA WSKAŹNIKA STRUKTURY (PROCENTU) Po
14566 skanuj0367 Tablica 14.1 Orientacyjne wartości współczynnika przeciążenia K dla sprzęgieł [wg 1
skanuj0306 (2) Rys. 11.30 Przekładnie ślimakowe: a) walcowa, b) globoidalna [16] kołem czynnym jest
skanuj0306 (2) Rys. 11.30 Przekładnie ślimakowe: a) walcowa, b) globoidalna [16] kołem czynnym jest
skanuj0312 PRZYKŁAD 11.11. Obliczyć wymiary ślimaka dwuzwojowego (zt = 2) o module osiowym 5 mm i ws
skanuj0260 (4) Tablica 11 Normalne moduły m kół zębatych (wyjątek z PN-78/M-88502) Szeregi modułów w
skanuj0312 PRZYKŁAD 11.11. Obliczyć wymiary ślimaka dwuzwojowego (zt = 2) o module osiowym 5 mm i ws
skanuj0006 (5) TABLICA 9.5. Wartości idealnej średnicy krytycznej w zależności od sumy
PICT0088 (2) Tablica l Zależności między różnymi wskaźnikami odkształceń N II H i; sr =
skanuj0002 (117) TABLICA II ł — smukleń pryskacz Copella arnoldi, 2 — zwinnik nadobny Hemigrammus pu
skanuj0007 62 II. Parametryczne testy istotności Na poziomie istotności a = 0,10 zweryfikować hipote
więcej podobnych podstron