31154 skanuj0019 (142)


Przebieg procesu wytwarzania form skorupowych:
1. Podgrzanie płyty modelowej do temperatury 230 + 280 °C.
2. Nałożenie płyty na zbiornik z piaskiem powlekanym.
5. Utwardzenie skorupy w piecu przez ok. 2 min w temperaturze 300 °C.
Trudność uzyskania skorup o jednakowej grubości powoduje brak stabilizacji parametrów procesu produkcyjnego.
3. Obrócenie płyty wraz ze zbiornikiem o 180°. Pod wpływem ciepła płyty żywica otaczająca ziarna piasku topi się i polimeryzując, w obecności formaldehydu powstałego z rozpadu urotropiny, wiąże ziarna w początkowo plastyczną, a w miarę postępowania procesu sieciowania żywicy stabilną twardą i wytrzymałą skorupę. Grubość formy skorupowej jest tym większa im:
c wyższa jest temperatura płyty; o dłuższy jest czas przetrzymywania masy na płycie.
4. Po 15 -MO s zbiornik z płytą odwraca się do początkowego położenia. Ziarna, które nie osiągnęły temperatury topnienia żywicy opadają do zbiornika, a na płycie pozostaje warstwa związanej masy o grubości 4 + 10 mm -„skorupa”.

W porównaniu z formami wykonanymi wg procesu „C”, wytworzone w procesie „D” wykazują szereg istotnych korzyści:
□ mają założoną stała grubość formy skorupowej;
□ jednoczesne dwustronne nagrzewanie masy powoduje skrócenie czasu wytwarzania formy do kilku sekund;
□ formy skorupowe wytwarzane metodą „D” charakteryzują się o około 30% większą wytrzymałością dzięki większemu zagęszczeniu masy formierskiej (proces wdmuchiwania);
□ do wykonania formy zużywa się mniej masy formierskiej.
Proces „D” wymaga jednak droższego oprzyrządowania i zastosowania nadmuchiwarek.
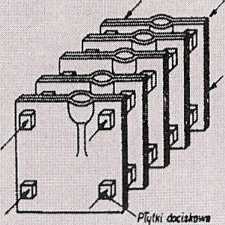
1 - połowa formy skorupowej, 2 - model; 3 - płyta konturowa; 4 - ramka;
5 - płyta podmodelowa; 6 - otwory dmuchowe; 7 - otwory odpowietrzające; 8 - głowica nadmuchiwarki

Zalewanie form:
Otrzymane w ten sposób połówki form skorupowych należy połączyć ze sobą (przez klamrowanie lub klejenie) i przed zalaniem zestawić w pakiety lub umieścić np. w metalowych pojemnikach, a w celu zabezpieczenia ich przed uszkodzeniem wskutek ciśnienia - obsypać suchym piaskiem, żwirem lub śrutem.
Wyszukiwarka
Podobne podstrony:
63611 skanuj0015 (205) ( wlrznitr W procesie wytwarzania matryc i form najczęściej stosowane są f
img254 (11) rzeczywistym przebiegu procesu wytwarzania towarów lub usług, porównania ich z celami or
46187 IMGP08 (3) wyrobów i kontroli przebiegu procesów wytwarzania — chociaż w czasie prób wyroby są
14 07pr PP Zadanie 14. (2 pkt) Do prawidłowego przebiegu procesu wytwarzania erytrocytów niezbędny j
88812 skanuj0066 (24) przebiega proces uczenia się takich elementów czynności, jak: realizowane prze
Wy woływarka — urządzenie poligraficzne uczestniczące w procesie wytwarzania form drukowychSchemat b
skanuj0001 I Leszek MINDUR2. PROCESY PRODUKCYJNE W TRANSPORCIE2.1. Charakterystyka transportu Transp
- minimalizację produkcji w loku. Proces wytwarzania kończy się wyrobem finalnym przekazywanym do od
img013 (3) VI. Wytwarzanie form odlewniczych. 1 Wykonać szkic formy do zalania. 2 Podaj rodzaje
więcej podobnych podstron