63611 skanuj0015 (205)

( 'wlrznitr '
W procesie wytwarzania matryc i form najczęściej stosowane są frezy trzpieniowe (rys. 3.10).
Do frezowania z dużymi prędkościami (HSM) stosuje się frezy monolityczne z węglików spiekanych lub z wymiennymi płytkami z azotku boru CBN. Na rysunku 3.11 pokazano frezy palcowe z węglików spiekanych.

Rys. 3.10. Schematyczne przedstawienie frezów trzpieniowych: a) frez walcowo-czolowy, b) frez torusowy, c) frez kulisty
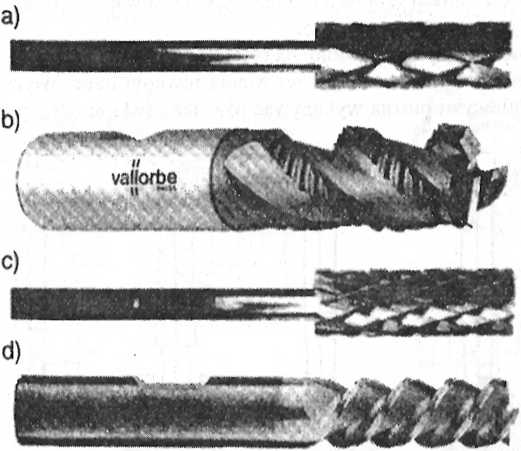
Rys. 3.11. Frezy palcowe z węglików spiekanych do obróbki zgrubnej - firmy: a) R1TZ. b) VALLORBE i obróbki wykańczającej - firmy c) RIT7., d) ROBB JACK
3.2. FREZARKI
3.2.1. FREZARKI WSPORNIKOWE
ITezarki odznaczają, się uniwersalnością zastosowania, po tokarkach, są obra-blin kami najbardziej rozpowszechnionymi. Stosowanie narzędzi wieloostrzowych mu/ dużych wartości parametrów skrawania czyni frezarki obrabiarkami o dużej wydajności.
Kuch główny obrotowy wykonuje wrzeciono z zamocowanym w nim frezem, ruch |in'Uiwowy, zazwyczaj prostoliniowy, wykonuje stół frezarki z zamocowanym na nim l>i/< dmiotem obrabianym. Napęd posuwów (wzdłużnego i poprzecznego) we frezar-I ni li jest najczęściej niezależny od napędu wrzeciona i realizowany jest odrębnym
Klinikiem.
Najbardziej są rozpowszechnione frezarki wspornikowe, tzw. konsolowe [6]. Ffc uhi le mogą mieć oś wrzeciona usytuowaną poziomo lub pionowo. Frezarki wspor lllkowe poziome mająwrzeciono o poziomej osi (rys. 3.12).

Rys. 3.12. Frezarka wspornikowa pozioma: 1 - korpus, 2 - wspornik, 3 - stół,
4 - sanie poprzeczne, 5 - obrotnica, 6 - belka wspornikowa,
7 - podtrzymki, 8 - trzpień frezarski
Na prowadnicach korpusu 1 przesuwa się pionowo wspornik 2 zwany konsolą, im którym umieszczony jest stół krzyżowy 3 lub krzyźowo-skrętny na saniach po pi /ocznych 4. W górnej części znajduje się belka wspornikowa 6 z podtrzymkami 7 do podpierania trzpieni frezarskich 8. Frez lub zespoły frezów walcowych osadza się
.‘i 7
Wyszukiwarka
Podobne podstrony:
31154 skanuj0019 (142) Przebieg procesu wytwarzania form skorupowych: 1. Podgrzani
skanuj0010 (205) 110 Polacy na emigracji 3.1.5. Edukacja „ Zakres uprawnień socjalnych obejmuje takż
46187 IMGP08 (3) wyrobów i kontroli przebiegu procesów wytwarzania — chociaż w czasie prób wyroby są
83119 skanuj0011 (205) powinni być podzieleni na grupy zależnie od wieku, płci czy posiadanych umiej
Oczyszczanie ścieków - natlenianie Tlenowy proces osadu czynnego jest najczęściej stosowanym procese
77193 skanuj0023 15. Technologia aromatów dla przemysłu spożywczegt najczęściej stosowany jest ciekł
SIMG0710 7. OTRAttWANU. PROCESU WYTWARZANIA ODLEWU W KOKILI Projektowanio procesu odlewania do form
170(1) 171 r 7. OPRACOWANIE PROCESU WYTWARZANIA ODLEWU W KOKILI Projektowanie procesu odlewania do f
skanuj0005 (26) Plan wykładu Proces wytwarzania produktów spożywczych 1. Wstęp 2. Postępy w zakr
Wy woływarka — urządzenie poligraficzne uczestniczące w procesie wytwarzania form drukowychSchemat b
więcej podobnych podstron