3 (1728)
96
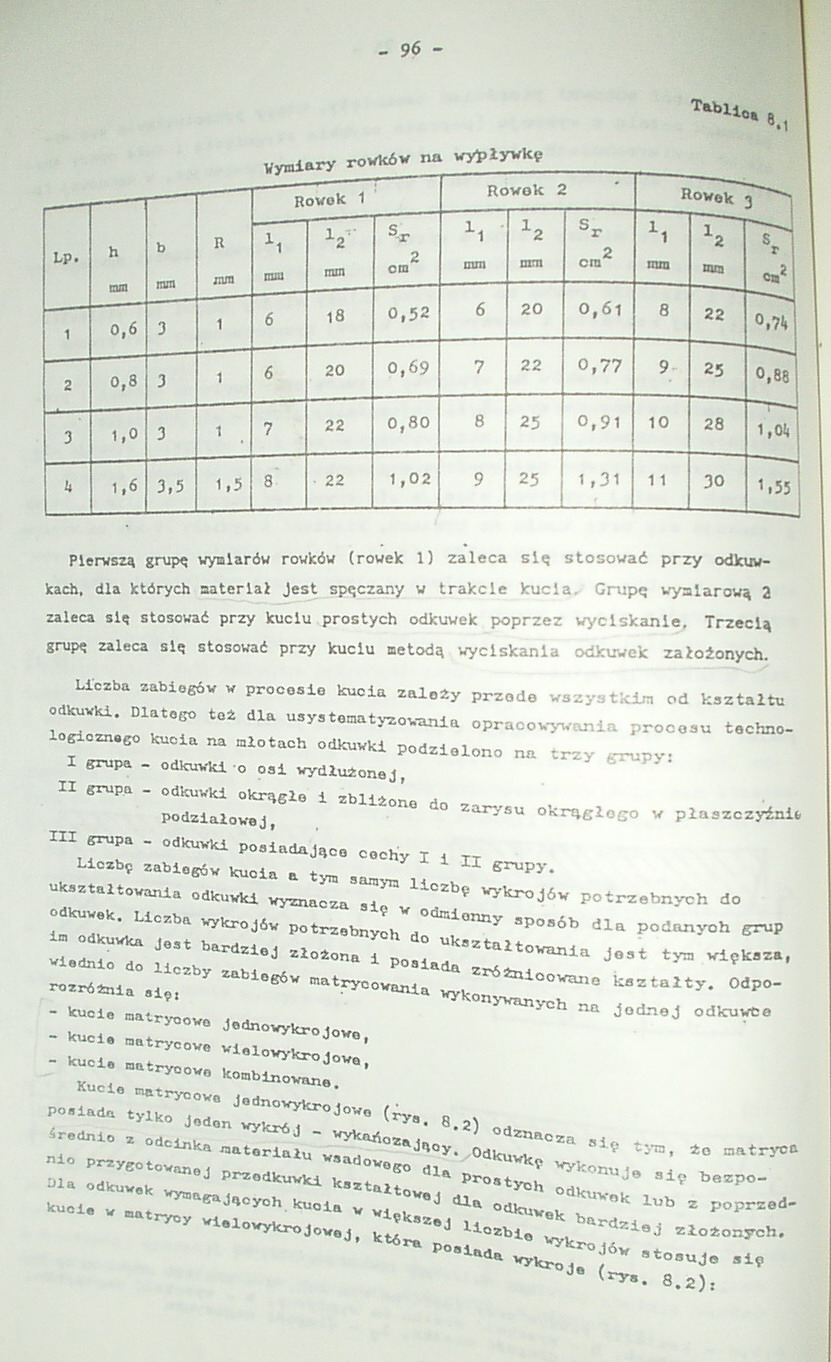
Wymiary rowków na wypływie?
|
Lp. |
h om |
b mm |
R jnm |
R |
owok 1 |
Rowek i |
• |
C | ||||
|
Ł1 RUU |
V mm |
S-r om2 |
Ł1 mm |
12 mm |
~"®r cm2 |
X1 mm |
owok |
3 ^ s" r | ||||
|
1 |
0,6 |
3 |
B |
6 |
18 |
0,52 |
6 |
20 |
0,61 |
8 |
22 |
«a* °,7ł |
|
2 |
0,8 |
3 |
i |
6 |
20 |
0,69 |
7 |
22 |
0,77 |
9 |
25 |
0,88 |
|
3 |
1,0 |
3 |
1 |
7 |
22 |
0,80 |
8 |
23 |
0,91 |
io |
28 |
1,08 |
|
k |
1 ,6 |
3,5 |
1,5 |
8' |
- 22 |
1,02 |
9 |
25 |
1 ,31 |
11 |
30 |
1.33 |
Pierwszą grupą wymiarów rowków (rowek i) zaleca sią stosować przy odkuw-kach. dla których aaterlal Jest spączany w trakcie kuciGrupą wymiarową a zaleca slą stosować przy kuciu prostych odkuwek poprzez wyciskanie. Trzecią grupą zaleca slą stosować przy kuciu aetodą wyciskania odkuwek założonych.
Liczba zabiegów w procesie kucia zależy przode wszystkim od kształtu odkuwki. Dlatego taż dla usystematyzowania opracowywania praaoaa techno— loglaznago kucia na miotach odkuwki podzielono na trzy grupy:
I grupa — odkuwki •© osi wydłużonej,
II grupa — odkuwki okrągłe i zbliżone do zarysu okrąglogo w płaszczyźnie podziałowej,
HI grupa — odkuwki poeiadająoe cechy I i XI grupy.
Liczbę zabiegów kucie a tym samym liozbę wykrojów potrzebnych do ukształtowania odkuwki wyznacza aię w odmienny sposób dla podanych grup odkuwek. Liczba wykrojów potrzebnych do ukształtowania Jest tym większa, im odkuwka Jest hardziej złoZona i posiada z rótni o o won o kształty. Odpowiednio do liczby zabiegów matrycowania wykonywanych na jednej odkuwce rozróżnia się:
— kuci o matrycowe Jednowylcrojowe,
— kucie matrycowe wielowykrojowe,
— kucie matrycowe kombinowane.
Kucie matrycowe JednowykroJowe (rys. 8.2) odznacza się tym, lo matryca posiada tylko Jeden wykrój — wyknóozaJnoy. .Odkuwkę wykonuje się bezpośrednio z odcinka materiału wsadowego dla prostych odkuwek lub z poprzednio przygotowanej przodkuwki kształtowej dla odkuwek bardziej złożonych. Dla odkuwek wymagających, kucia w większej llozbie wykrojów stosuje się kucie w matryoy wielowykrojoweJ, która posiada wykroje (rys. 8.2):
Wyszukiwarka
Podobne podstrony:
DSCN0834 Zasada wymiarowania od podstaw pomiarowych ma między innymi zastosowanie w wymiarowaniu row
skanuj0006 (291) 96__Rysunek techniczny Gwinty zaleca się wymiarować w rzucie na płaszczyznę równole
Tablica 1. Wymiary sprawdzianów gwintu Rpr (lp) Wielkość gwintu Liczba skoków na długości 25^4
uznaczame roazaju gwintu na rysunKU Lp. Rodzaj gwintu Wymiary, które należy podać w
DSC00160 96 Kywncfc Gwinty zaleca się wymiarować w rzucie na płaszczyznę równoległą ^ HIjŁ oznaczeni
63617 skanuj0006 (291) 96__Rysunek techniczny Gwinty zaleca się wymiarować w rzucie na płaszczyznę r
63617 skanuj0006 (291) 96__Rysunek techniczny Gwinty zaleca się wymiarować w rzucie na płaszczyznę r
skanuj0088 (12) 96 5.2. Popyt gospodarstwa domowego 96 Popyt rynkowy na dobra konsumpcyjne jest sumą
skanuj0093 (19) 96 JOANNA PRZYBYŚ na zachowanie walorów kultury, folklor istnieje tylko wtedy, gdy j
96 wały u mnie na przemian: ociężałość , lenistwo, niesmak, opryskliwość, to szkodliwe w działaniu 0
img120 (7) Zadanie 39. Na podstawie zamieszczonego fragmentu listy płac określ podstawę wymiaru skła
skanuj0093 (19) 96 JOANNA PRZYBYŚ na zachowanie walorów kultury, folklor istnieje tylko wtedy, gdy j
Skrypt PKM 1 00147 294 Zadanie 8.26 Sprzęgło o wymiarach jak na rys. 83 włączono i wyłączono pod obc
więcej podobnych podstron