Bez nazwyBa
78
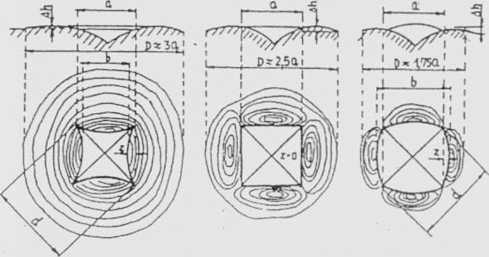
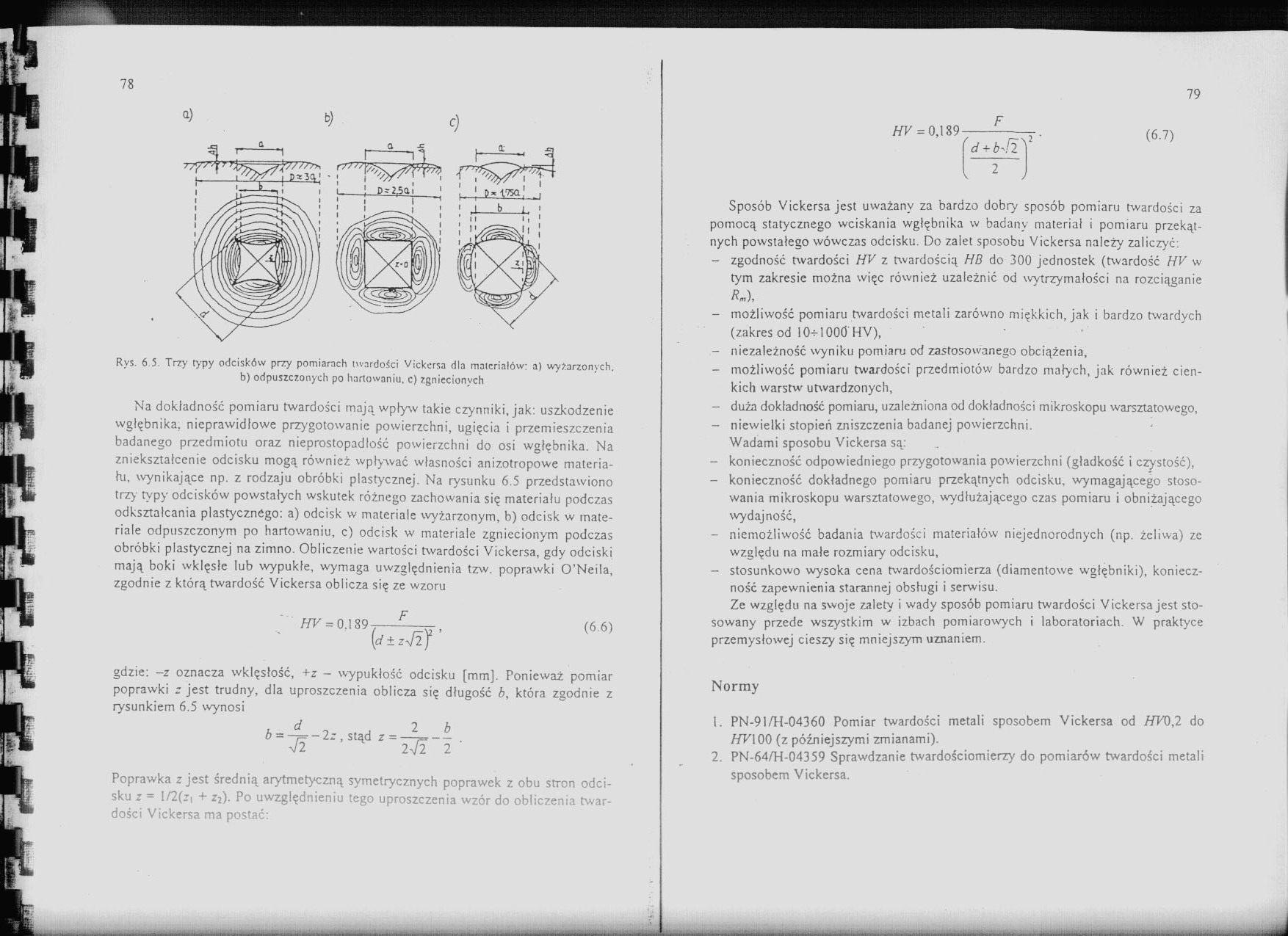
Rys. 6.5. Trzy typy odcisków przy pomiarach twardości Vickcrsa dla materiałów: a) wyżarzonych, b) odpuszczonych po hartowaniu, c) zgniecionych
Na dokładność pomiaru twardości mają wpływ takie czynniki, jak: uszkodzenie wgłębnika. nieprawidłowe przygotowanie powierzchni, ugięcia i przemieszczenia badanego przedmiotu oraz nieprostopadlość powierzchni do osi wgłębnika. Na zniekształcenie odcisku mogą również wpływać własności anizotropowe materiału. wynikające np. z rodzaju obróbki plastycznej. Na rysunku 6.5 przedstawiono trzy typy odcisków powstałych wskutek różnego zachowania się materiału podczas odkształcania plastycznego: a) odcisk w materiale wyżarzonym, b) odcisk w materiale odpuszczonym po hartowaniu, c) odcisk w materiale zgniecionym podczas obróbki plastycznej na zimno. Obliczenie wartości twardości Vickersa, gdy odciski mają boki wklęsłe lub wypukłe, wymaga uwzględnienia tzw. poprawki 0’Neila, zgodnie z którą twardość Yickersa oblicza się ze wzoru
F

(6 6)
gdzie: -z oznacza wklęsłość, +z - wypukłość odcisku [mm]. Ponieważ pomiar poprawki r jest trudny, dla uproszczenia oblicza się długość b, która zgodnie z rysunkiem 6.5 wynosi

Poprawka z jest średnią arytmetyczną symetrycznych poprawek z obu stron odcisku z = l/2(zi + Zi). Po uwzględnieniu tego uproszczenia wzór do obliczenia twardości Yickersa ma postać:
HV = 0,189--F-~t. (6.7)
f J + b,/2
Sposób Vickersa jest uważany za bardzo dobry sposób pomiaru twardości za pomocą statycznego wciskania wgłębnika w badany materia! i pomiaru przekątnych powstałego wówczas odcisku. Do zalet sposobu Vickersa należy zaliczyć:
- zgodność twardości HV z twardością HB do 300 jednostek (twardość HV w tym zakresie można więc również uzależnić od wytrzymałości na rozciąganie *„),
- możliwość pomiaru twardości metali zarówno miękkich, jak i bardzo twardych (zakres od lO-HOOd HV),
- niezależność wyniku pomiaru od zastosowanego obciążenia,
- możliwość pomiaru twardości przedmiotów bardzo małych, jak również cienkich warstw utwardzonych,
- duża dokładność pomiaru, uzależniona od dokładności mikroskopu warsztatowego,
- niewielki stopień zniszczenia badanej powierzchni.
Wadami sposobu Vickersa są:
- konieczność odpowiedniego przygotowania powierzchni (gładkość i czystość),
- konieczność dokładnego pomiaru przekątnych odcisku, wymagającego stosowania mikroskopu warsztatowego, wydłużającego czas pomiaru i obniżającego wydajność,
- niemożliwość badania twardości materiałów niejednorodnych (np. żeliwa) ze względu na małe rozmiary odcisku,
- stosunkowo wysoka cena twardościomierza (diamentowe wgłębniki), konieczność zapewnienia starannej obsługi i serwisu.
Ze względu na swoje zalety i wady sposób pomiaru twardości Vickersa jest stosowany przede wszystkim w izbach pomiarowych i laboratoriach. W praktyce przemysłowej cieszy się mniejszym uznaniem.
Normy
1. PN-91/H-04360 Pomiar twardości metali sposobem Vickersa od HV0,2 do HV100 (z późniejszymi zmianami).
2. PN-64/H-04359 Sprawdzanie twardościomierzy do pomiarów twardości metali sposobem Yickersa.
Wyszukiwarka
Podobne podstrony:
Bez nazwyB 78 Rys. 6.5 Trzy typy odcisków przy pomiarach twardości Vickersa dla materiałów: a) wyżar
Bez nazwyF 86 Rys. 7.3. Przykłady błędów spotykanych przy pomiarze twardości: a) zbyt doża chropowat
Bez nazwyb 118a)c) L EZEZh Trzy niewiadome stanu naprężenia można wyznaczyć na podstawie pomiarów od
spektroskopia039 78 Rys. 42. Zależność współczynnika odbicia od energii fotonów dla fosforku cynku —
zarządzanie ćwiczenia 5 Opis przypadkuKłopoty „Astry” Przedsiębiorstwo „Astra” produkuje trzy typy u
361 (23) - 361Tranzystory połowę ze złączem p-n Rys. 6.7 Układy włączenia tranzystora przy pomiarze
skanuj0008 (326) Rys. 17-2. Cytoszkielet tworzą trzy typy filamentów białkowych. Pokazane komórki&nb
skanuj0060 2 Pomiary twardości 61 Rys. 5.2. Prasa Brinella Pomiar odcisku kulki wykonuje się metodą
076(1) 76 Zgadnie z BN-76/4042-19 rozróżnia się trzy typy pochyleń (rys. 7): typ I -pochylenia powię
Bez nazwy5a 64 64 Rys 5 3. Podobieństwo geometryczne odcisków Brinella wykonanych kulkami o róZ
Bez nazwy5 64 64 Rys 5 3. Podobieńslwo geometryczne odcisków Brinella wykonanych kulkami o różn
25 (407) Rys. Trzy procesy (0,1,2) z własnymi zegarami bez korekty I z korektą wg. algorytmu Lamport
img040 VRozwój czaszki pierwotnej VTypy budowy czaszek c Rys. 216. Typy budowy czaszek związane z ró
więcej podobnych podstron