choroszy 0
90
Z ostatniego przykładu wynika ważny dla praktyki obróbki wniosek, że przy tolerancji T> 6<ri symetrycznym rozłożeniu pola tolerancji wzglądem pola rozrzutu w produkcji nie wystąpią braki. W razie gdy T < 6cr, braki są nieuniknione przy każdym położeniu pola tolerancji.
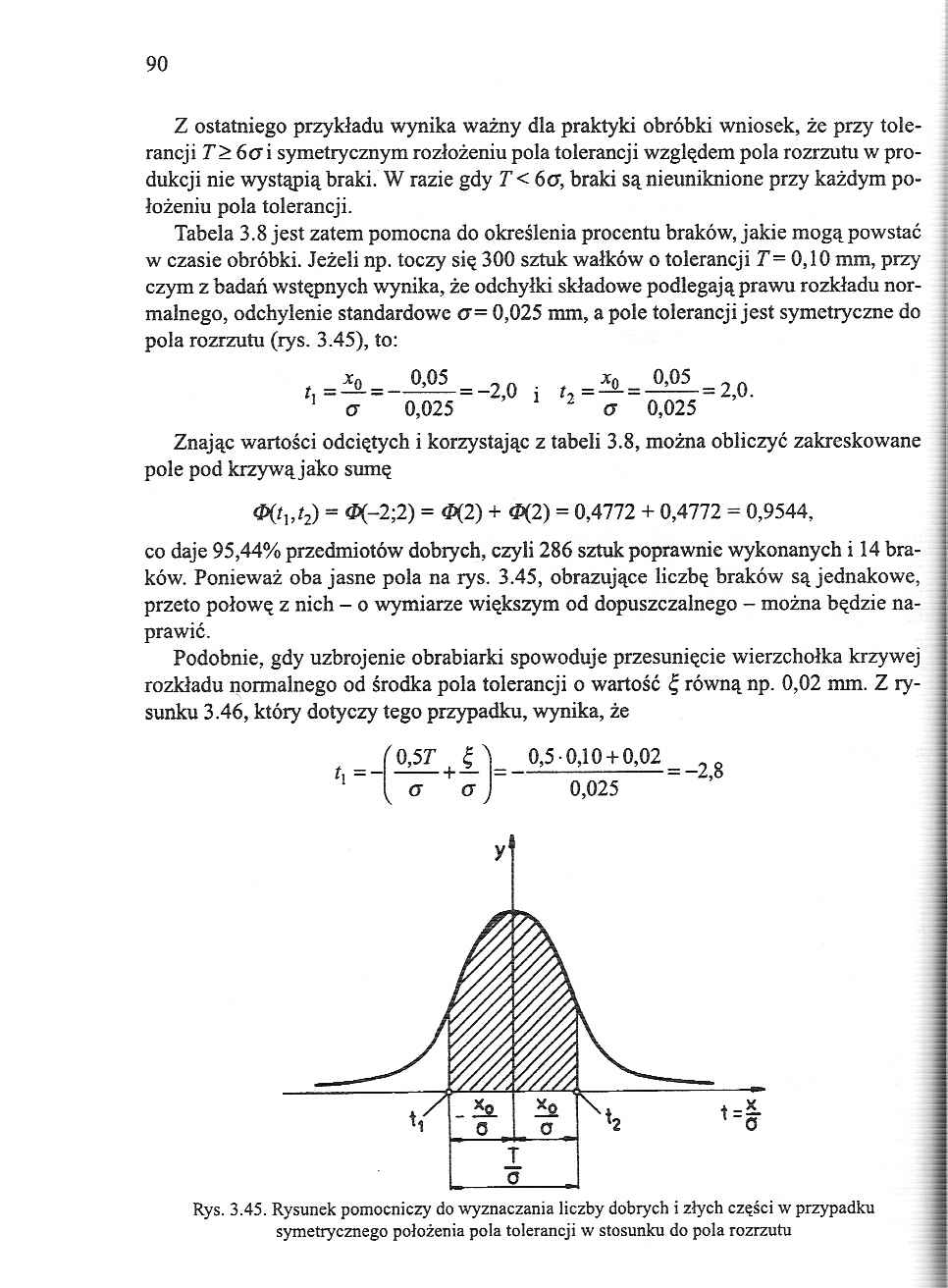
Tabela 3.8 jest zatem pomocna do określenia procentu braków, jakie mogą powstać w czasie obróbki. Jeżeli np. toczy sią 300 sztuk wałków o tolerancji T = 0,10 mm, przy czym z badań wstępnych wyraka, że odchyłki składowe podlegają prawu rozkładu normalnego, odchylenie standardowe cr= 0,025 mm, a pole tolerancji jest symetryczne do pola rozrzutu (rys. 3.45), to:

0,05
0,025

0,05
0,025
Znając wartości odciętych i korzystając z tabeli 3.8, można obliczyć zakrcskowane pole pod krzywą jako sumę
0(tht2) = 0(-2;2) = 0(2) + 0(2) = 0,4772 + 0,4772 = 0,9544,
co daje 95,44% przedmiotów dobrych, czyli 286 sztuk poprawnie wykonanych i 14 braków. Ponieważ oba jasne pola na rys. 3.45, obrazujące liczbę braków są jednakowe, przeto połowę z nich - o wymiarze większym od dopuszczalnego - można będzie naprawić.
Podobnie, gdy uzbrojenie obrabiarki spowoduje przesunięcie wierzchołka krzywej rozkładu normalnego od środka pola tolerancji o wartość £ równą np. 0,02 mm. Z rysunku 3.46, który dotyczy tego przypadku, wynika, że

0,5T ( gV 0.5-0,10 + 0,02 2g
a + a) 0,025
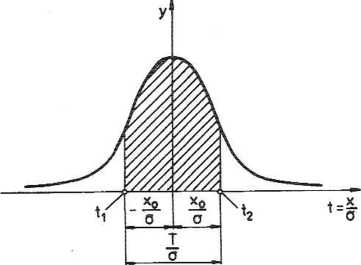
Rys. 3.45. Rysunek pomocniczy do wyznaczania liczby dobrych i złych części w przypadku symetrycznego położenia pola tolerancji w stosunku do pola rozrzutu
Wyszukiwarka
Podobne podstrony:
leksyka005 40 ZROZUMIEĆ LEKSYKOGRAFIĘ Co z tego wynika zaś dla użytkownika? Ogólnie rzecz biorąc, pr
img453 (2) Na podstawie ostatniego przykładu możemy wyciągnąć jeszcze jeden ciekawy wniosek. Jak łat
choroszyD3 443 dwojako. Pierwszy sposób polega na prowadzeniu obróbki kształtującej łoża przy jego s
Przykładowe zadanie egzaminacyjne w części praktycznej egzaminu w modelu „d” dla kwalifikacji E.24.
2. Przykład zadania do części praktycznej egzaminu dla wybranych umiejętności z kwalifikacji R.26.
120 4 DLA PRAKTYKI WYKON,AJ PONIŻSZY PRZYKŁAD NAPISZ PROGRAM. W KTÓRYM NARZĘD2IE POKONUJE ODLEGŁOŚĆ
musi wypełniać wymogi określone w efektach kształcenia opracowanych dla praktyki. Przykładowe proble
90. Motoryczność człowieka - nowe poglądy oraz ich znaczenie dla praktyki treningu
Liczba dni między dwiema datami >> n4 = bd/360 n4 = 0.4333 o Z powyższego przykładu wynika, że
Moduł 3. Wymagania egzaminacyjne z przykładami zadań2. Przykład zadania do części praktycznej egzami
ScannedImage 36 Ten ostatni przykład ilustruje kluczowe znaczenie działania dla miejsca religii w no
więcej podobnych podstron