choroszyC7
437
obróbkowych oraz sprawdzenie odlewu pod względem możliwości wydania z półfabrykatu obrabianego przedmiotu.
Przewidziana w drugiej operacji obróbka zgrubna odlewu łoża ma za zadanie:
a) zdjęcie naddatku z naskórkiem odlewniczym,
b) przygotowanie baz obróbkowych do kształtowania łoża,
c) wykrycie wad materiałowych na odsłoniętych powierzchniach.
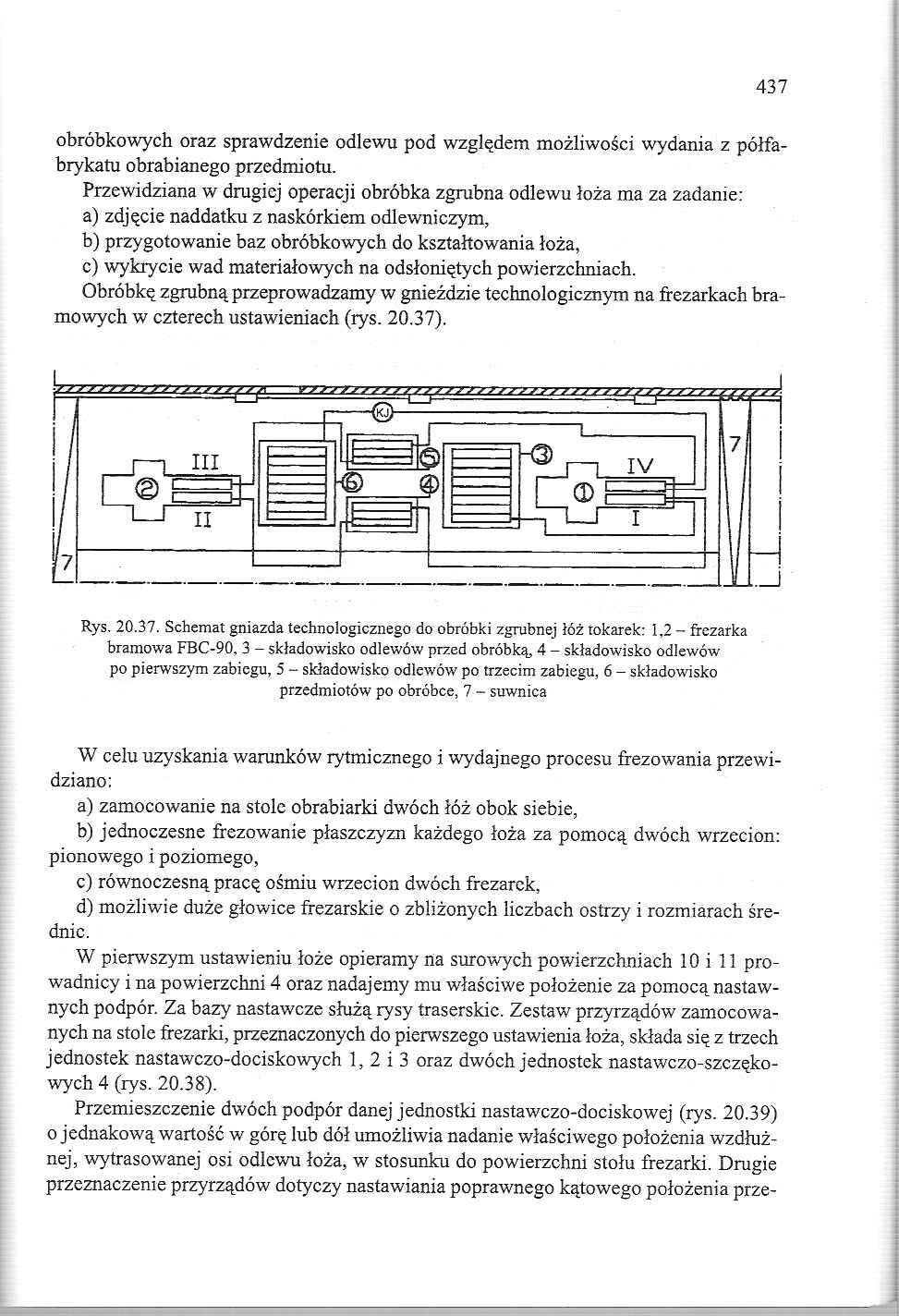
Obróbkę zgrubną przeprowadzamy w gnieździe technologicznym na frezarkach bramowych w czterech ustawieniach (rys. 20.37).
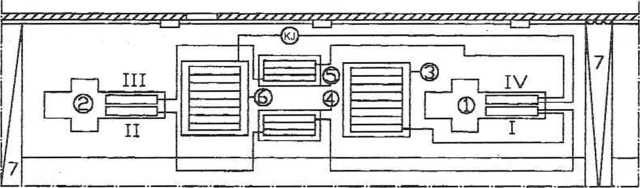
Rys. 20.37. Schemat gniazda technologicznego do obróbki zgrubnej łóż tokarek: 1,2 - frezarka bramowa FBC-90, 3 - składowisko odlewów przed obróbką, 4 - składowisko odlewów po pierwszym zabiegu, 5 - składowisko odlewów po trzecim zabiegu, 6 - składowisko przedmiotów po obróbce, 7 - suwnica
W celu uzyskania warunków rytmicznego i wydajnego procesu frezowania przewidziano:
a) zamocowanie na stole obrabiarki dwóch łóż obok siebie,
b) jednoczesne frezowanie płaszczyzn każdego łoża za pomocą dwóch wrzecion: pionowego i poziomego,
c) równoczesną pracę ośmiu wrzecion dwóch frezarek,
d) możliwie duże głowice frezarskie o zbliżonych liczbach ostrzy i rozmiarach średnic.
W pierwszym ustawieniu łoże opieramy na surowych powierzchniach lOill prowadnicy i na powierzchni 4 oraz nadajemy mu właściwe położenie za pomocą nastawnych podpór. Za bazy nastawcze służą rysy traserskie. Zestaw' przyrządów zamocowanych na stole frezarki, przeznaczonych do pierwszego ustawienia łoża, składa się z trzech jednostek nastawczo-dociskowych 1, 2 i 3 oraz dwóch jednostek nastawczo-szczęko-wych 4 (rys. 20.38).
Przemieszczenie dwóch podpór danej jednostki nastaw'czo-dociskowej (rys. 20.39) o jednakową wartość w górę lub dół umożliwia nadanie właściwego położenia wzdłużnej, wytrasowanej osi odlewu łoża, w stosunku do powierzchni stołu frezarki. Drugie przeznaczenie przyrządów dotyczy nastawiania poprawnego kątowego położenia prze-
Wyszukiwarka
Podobne podstrony:
Wrocław, Katowice, Szczecin) oraz w miastach atrakcyjnych pod względem turystycznym (Zakopane, Karpa
Przed potwierdzeniem ofert trzeba sprawdzić czy pod względem kompletności danych w niej zawartych je
IS Strona& REGULACJA ŁAŃCUCHA Regulacja napięcia łańcucha Sprawdzić łańcuch pod względem zużycia, na
Wyk.7Jak ocenia Pan(i) wiedzę uzyskaną podczas kursu pod względem możliwości jej wykorzystania w Pan
Analiza danych Pod względem możliwości analizy danych pobranych ze stron WWW najbardziej odpowiednia
W2- student zna metody analizy kursów walutowych oraz stóp procentowych pod kątem możliwości
page0441 437 i z punktu widzenia filozoficznego, i pod względem przyrodniczym pogląd Darwina nie da
Rys.2. Konstrukcyjne odmiany frezowania. Pod względem dokładności obróbki frezowanie dzieli się na:
Przykładowe pytanie sprawdzające: uszereguj metale pod względem malejącej twardości (patryca, czcion
IMAG0260 (7) Zad.lt. Zbadano 20 osób pod względem miesięcznych wydatków na zakup kosmetyków — zmienn
Czynniki określają strukturę Czynniki określają strukturę pod względem jakościowym oraz ilościowym
scan0022 bmp Sposób wykonania Przed przystąpieniem do wykonania leku należy receptę sprawdzić pod wz
3. Za przygotowanie egzaminu dyplomowego pod względem organizacyjnym oraz formalnoprawnym i administ
€ sprawdzenie otrzymanego wyrobu pod względem zgodności z projektem € sprawdzenie przydatności
nycb pod względem pożarowym ani wybuchowym oraz w obiektach z wyziewami żrącymi, zapylonych i o wilg
więcej podobnych podstron