DSC05829 (3)

216 Część Q Zarządzanie w XXI wieku
STATYSTYCZNA KONTROLA PROCESU. Przypuśćmy, że mamy łożysko kulkowe o średnicy 15,0 mm. Najpierw musimy ustalić granice dopuszczalnej tolerancji. Na przykład maszyna wytwarzająca te łożyska może podlegać jakimś wibracjom, kiedy są w ruchu również inne maszyny. Niekiedy więc łożysko ma średnicę 15,2 mm. Czy takie łożysko będzie wystarczająco dobre, czy też musi mieć średnicę bardziej zbliżoną do 15,0 mm? Przypuśćmy, że w porozumieniu z klientami kupującymi te łożyska ustalimy, że dopuszczalne granice tolerancji wynoszą 0,15 mm. To oznacza, że możliwa do przyjęcia średnica łożyska musi się mieścić w granicach 14,85-15,15 mm.
Jednym z możliwych sposobów postępowania byłoby produkowanie przez maszynę łożysk jednego po drugim. Następnie pracownik (zwany brukarzem) mierzyłby łożyska i uznawał za dobre te, które się mieszczą w granicach tolerancji, a wyrzucał pozostałe na złom. Maszyna pracowałaby do chwili, aż uzyskano by dostateczną liczbę łożysk mieszczących się w granicach tolerangi. Jednakże taki sposób postępowania może być bardzo kosztowny.
Innym sposobem są okresowe pomiary wyprodukowanych łożysk i zapisywanie ich rozkładu w czasie. Obserwaga układu takich pomiarów często może nam bardzo wiele powiedzieć o tym, jak przebiega proces produkcyjny. Przy wykorzystaniu statystycznego wykresu kontroli jakości, takiego jak na rysunku 8-1, możemy ustalić, kiedy wahania w pomiarach wytworzonych jednostek sygnalizują wystąpienie jakiegoś problemu, a> ną-• stępnie poszukać przyczyn tego problemu, zanim zacznie się wytwarzać łożyska w ogóle nie nadające się do wykorzystania.
Na rysunku 8-1 przyczynami wahań są być może wady materiału, wibracje maszyny albo skoki w natężeniu energii elektrycznej. Wykresy kontroli statystycznej pozwalają robotnikom i kierownikom uzyskać infor-mage potrzebne im do zlikwidowania trudności w procesie produkcyjnym, które mogłyby prowadzić do kosztownych błędów. Przy bardziej wyrafinowanych metodach kontroli jakości być może wprowadzilibyśmy udoskonalenia w procesie, ograniczające wahania w znacznie większym stopniu od tego, który jest potrzebny do utrzymania się w żądanych granicach toleran-g'i. Możemy też — ku naszemu zdziwieniu — przekonać się, że często taniej jest produkować łożyska o mniejszych odchyleniach niż o dużych odchyleniach od normy!
Firma Hayes Industrial Brake, z Mequon w stanie Wisconsin, wytwarza hamulce do motocykli Harley-Davidson, które muszą spełniać surowe wymagania. Hayes stosuje system statystycznej kontroli produkcji (SKP) do ciągłej poprawy jakości. Każde stanowisko pracy otrzymuje arkusz statystyczng' kontroli z wykazanymi wszystkimi testami jakości. Wyniki tych testów stanowią dane SKP, z których korzystają operatorzy w celu poznania naturalnych wahań w procesach pracy. Staranna kontrola i ciągłe ograniczanie wahań w procesie produkcji zmniejszają odpady i obniżają koszty wytwarzania. Firma wydała 8 tys. USD na wprowadzenie SKP, ale spodziewa się wielokrotnie większych korzyści w wyniku ob-
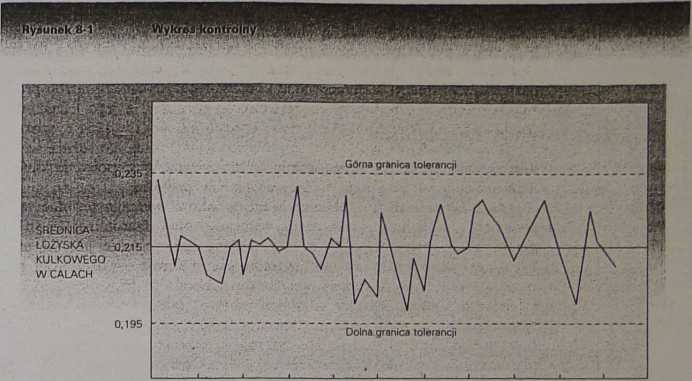
5 10 15 20 25 30 35 40 45 50
NUMER PRÓBY
4 5 8 9 10 11 12 15 16 17 18 19 22 23 24 25 28 29 30 1
DATA
Ź r 6 d I« M. Sashkln, K J. Kiser. jw., s. 170.
niżenia kosztów i uznania przez klientów lepszej jakości wyrobów. Już w ciągu 10 lat firma znacznie zmniejszyła wskaźnik zwrotów gwarancyjnych i podwoiła produkcję7.
ANGAŻOWANIE SIĘ ROBOTNIKÓW. Równie ważne jest to, aby techniki TQM stosować do usprawniania procesów produkcyjnych, a nie do obwiniania pracowników. Deming był przekonany, że robotnicy mogą dostrzegać wiele potrzebnych usprawnień, jeżeli będą mieli odpowiednią wiedzę i uzyskają wsparcie kierownictwa. Angażowaniu się pracowników powinno towarzyszyć stosowanie metod Shewharta. Deming połączył te koncepcje w zwarty system, a wielu uważa go za założyciela ruchu jakości. Japonia, doceniając to, co Deming zrobił dla odbudowy po wojnie jej systemu produkcyjnego, nazwała jego imieniem swoją najwyższą nagrodę
------za jakość. Prestiżowa nagroda Deminga, ustanowiona w 1951 r., jest
traktowana jako symbol japońskiej troski o wysoką jakość.
1 T. Nickerton, Tolal Qualily Succest with Continuom Quality Imprownent, t,Quality", czerwiec 1993.
Wyszukiwarka
Podobne podstrony:
DSC05831 (3) Część O Zarządzanie w XXI wieku długookresowy. Podstawowym dążeniem organizacji powinna
DSC05832 (3) Część n Zarządzanie w XXI wieku przeznaczony na ich dokonywanie zmniejszył się z 2 tys.
DSC05828 (4) 214 Crfść O Zarządzanie w XXI wieku 214 Crfść O Zarządzanie w XXI wieku Jakoś
DSC05830 (3) 218 Część O Zarządzanie w XXI wiekuJOSEPH JURAN Mniej więcej w tym samym czasie do
31151 ZT120 (2) 238 CZĘŚĆ 3. ZARZĄDZANIE TURYSTYKĄ A ŚRODOWISKO wszystkim kontrolę. Czy rząd nastawi
ZT109 (2) 216 CZĘŚĆ 3. ZARZĄDZANIE TURYSTYKĄ A ŚRODOWISKO często niczym się od siebie nie różnią pod
PA143511 Peter F. Drucker, "Zarządzanie w XXI wieku", Wydawnictwo MUZA, Warszawa
"Moda ekologiczna XXI wieku W marcu 2015 roku dzieci ze Środowiskowych Ognisk Wychowawczych To
16594 ZT123 (2) 244 CZĘŚĆ 3. ZARZĄDZANIE TURYSTYKĄ A ŚRODOWISKORamy prawnea optymalizacja procesów r
strI Funkcja ekonomiczna Turystyka w obliczu wyzwań XXI wieku Niestety zdarza się również, że tur
Przemysław Biecek Statystyka - laboratorium4.3 Model kasyna Przypuśćmy, że mamy możliwość gry w grę
CCF20091012�079 86 Biojurysprudencja. Podstawy prawa dla XXI wieku i medycyny, to prawo jest inżynie
11. Bezpieczeństwo narodowe i zarządzanie kryzysowe w Polsce w XXI wieku - wy
Katedra Zarządzania Przedsiębiorstwem zaprasza na V Konferencję Naukową_Przedsiębiorstwo XXI wieku-
więcej podobnych podstron