DSCF2094 (2)
c) Przebieg ćwiczenia
- zapoznać się z obsługą stanowiska,
- wpisać do protokółu pomiarowego dane wyjściowe,
- przeprowadzić próby skrawania dla dwóch różnych materiałów obrabianych zmieniając prędkość skrawania v od ł (i>5) przy pozostałych warunkach stałych,i
I przeprowadzić próby skrawania przy zmienionych wartościach posuwu p.Dla każdej próby dokonać 5 powtórzeń,
- określić długość, rodzaj i odmianę wiórów oraz długość warstwy skrawanej (metodą pomiaru długości lub metodą wagową), 1
- dokonać wstępnej analizy wyników.
d) Opracowanie wyników i
- obliczyć wartości współczynnika spęczenia k _ i sporządzić wykresy
sp
|||j = f(v) oraz kgp = f(p) dla badanych materiałów obrabianych. Na wykresie kgp = f(v) zaznaczyć przedział ufności dla o. = 0,05,
- obliczyć kąty ścinania V oraz odkształcenie postaoiowe Ły dla średnich wartości współczynnika kg ,
- przedstawić wnioski z przeprowadzonych badań.
Lit eratura
1.1. Biernawski W.i Teoria obróbki metali skrawaniem. PWN,Warszawa 1956.
1.2, Kaczmarek J.i Podstawy obróbki wiórowej, ściernej i erozyjnej. WNT, Warszawa 1970.
1»5» Z o r i e w N.N.i Woprosy miechaniki processa riezanja mietałłow. Mćtszgiz, Moskwa 1956.
1.4. Klasyfikacja i ocena postaci wiórów w obróbce skrawaniem. Prace Instytutu Obróbki Skrawaniem, seria Materiały Instruktażowe |nr 111/ 1973, Kraków.
1.5. Jankowiak M.s Powrót sprężysty warstwy wierzchniej po skrawaniu. Praca doktorska. Politechnika Poznańska, Wydział Budowy Maszyn. Poznań.1980.
2. BADANIA SIŁ I MOMENTÓW PRZY SKRAWANIU!
Siła skrawania działająca na przedmiot obrabiany, równa co do wartości oporowi skrawania działającemu na narzędzie, jest jednym z użytkowych wskaźników skrawalności materiału, której znajomość jest niezbędna w czasie projektowania procesu technologicznego, przy doborze obrabiarki (zapotrzebowanie mocy, dobór sztywności układu obrabiarka-uohwyt--przedmiot-narzędzie) oraz narzędzia (wielkość narzędzia, geometria ostrza itp.).
2.1. ROZKłAD SKŁADOWYCH OPORU SKRAWANIA
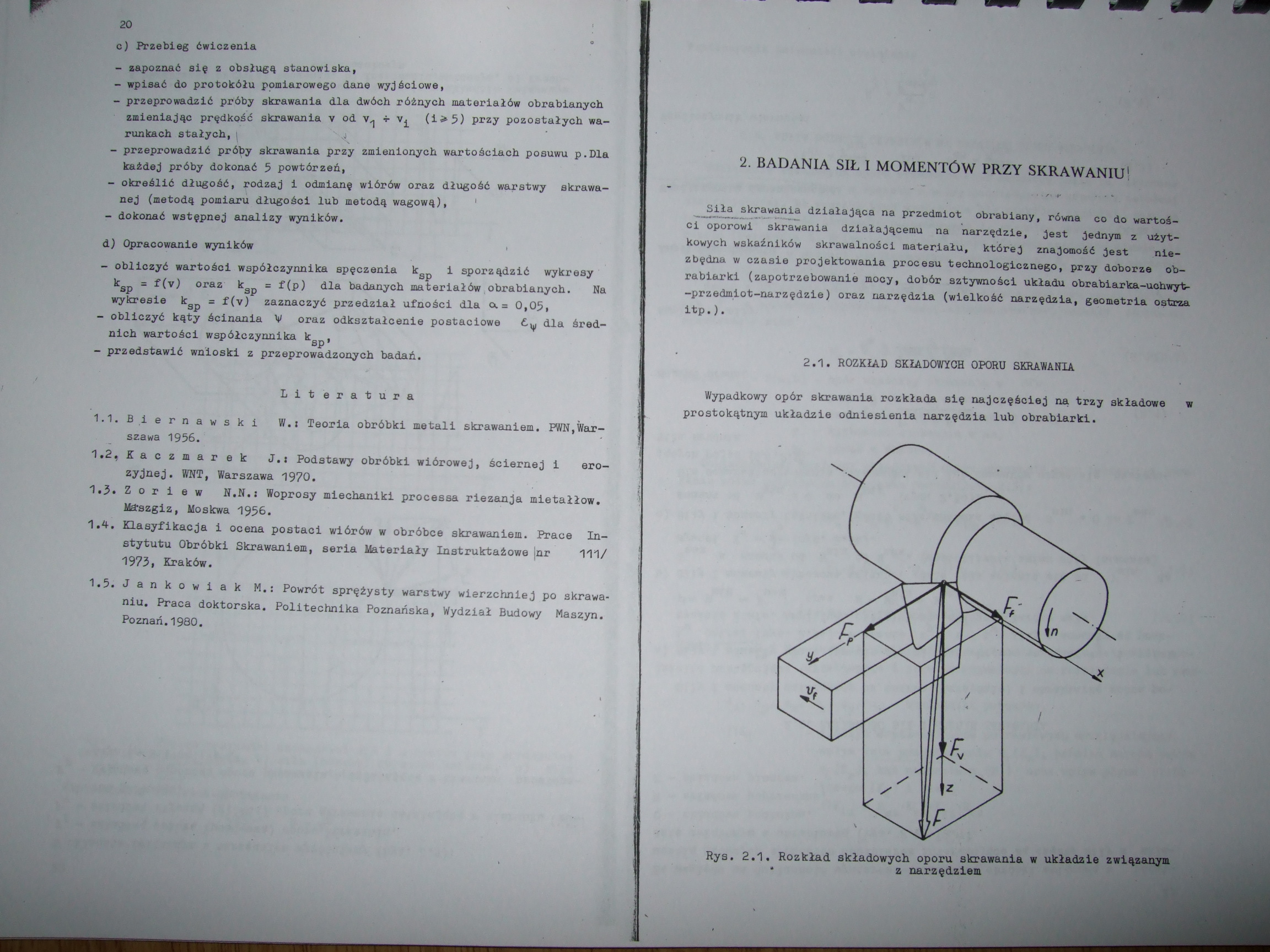
Wypadkowy opór skrawania rozkłada się najczęściej na trzy składowe w prostokątnym układzie odniesienia narzędzia lub obrabiarki.
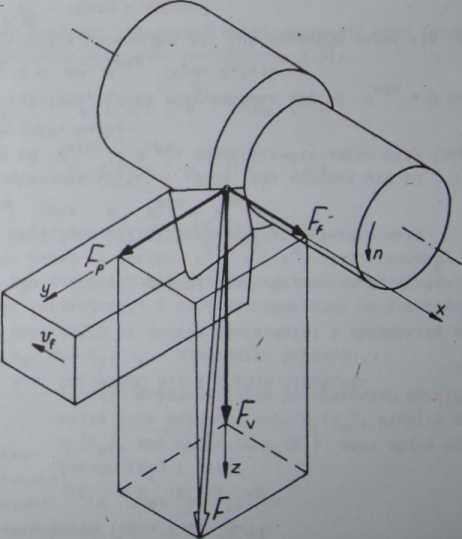
Rys. 2.1. Rozkład składowych oporu skrawania w układzie związanym * z narzędziem
Wyszukiwarka
Podobne podstrony:
DSC01256 III. Przebieg ćwiczenia 1. Zapoznać się z obsługą stanowiska badawczego. Schemat toru pomia
20 20 c) Przebieg ćwiczenia - zapoznać się z obsługą stanowiska, -
94 r c) Przebieg ćwiczenia - zapoznać się z obsługą obrabiarki i aparaturą
95 ■ c) Przebieg ćwiczenia - zapoznać się z obsługą obrabiarki i aparaturą
DSCF2132 (2) c) Przebieg ćwiczenia - zapoznać się z obsługą obrabiarki i aparaturą
10 Przemysłowe Systemy Automatyki - 13. Przebieg ćwiczenia 1. Zapoznać się z budow
skanowanie0005 (198) 501 500 Przebieg ćwiczenia 1. Zapoznać się z charakterystyką
skany014 2.4. Przebieg ćwiczenia 1) . Zapoznać się z budową i schematem systemu pomiarowego oraz jeg
73 (88) Przebieg ćwiczenia 1. Zapoznać się z charakterystyką licznika
11. Część praktyczna: 1. Cel ćwiczenia: Zapoznanie się i obsługa cyfrowego miernik
więcej podobnych podstron