DSCN0424 (2)
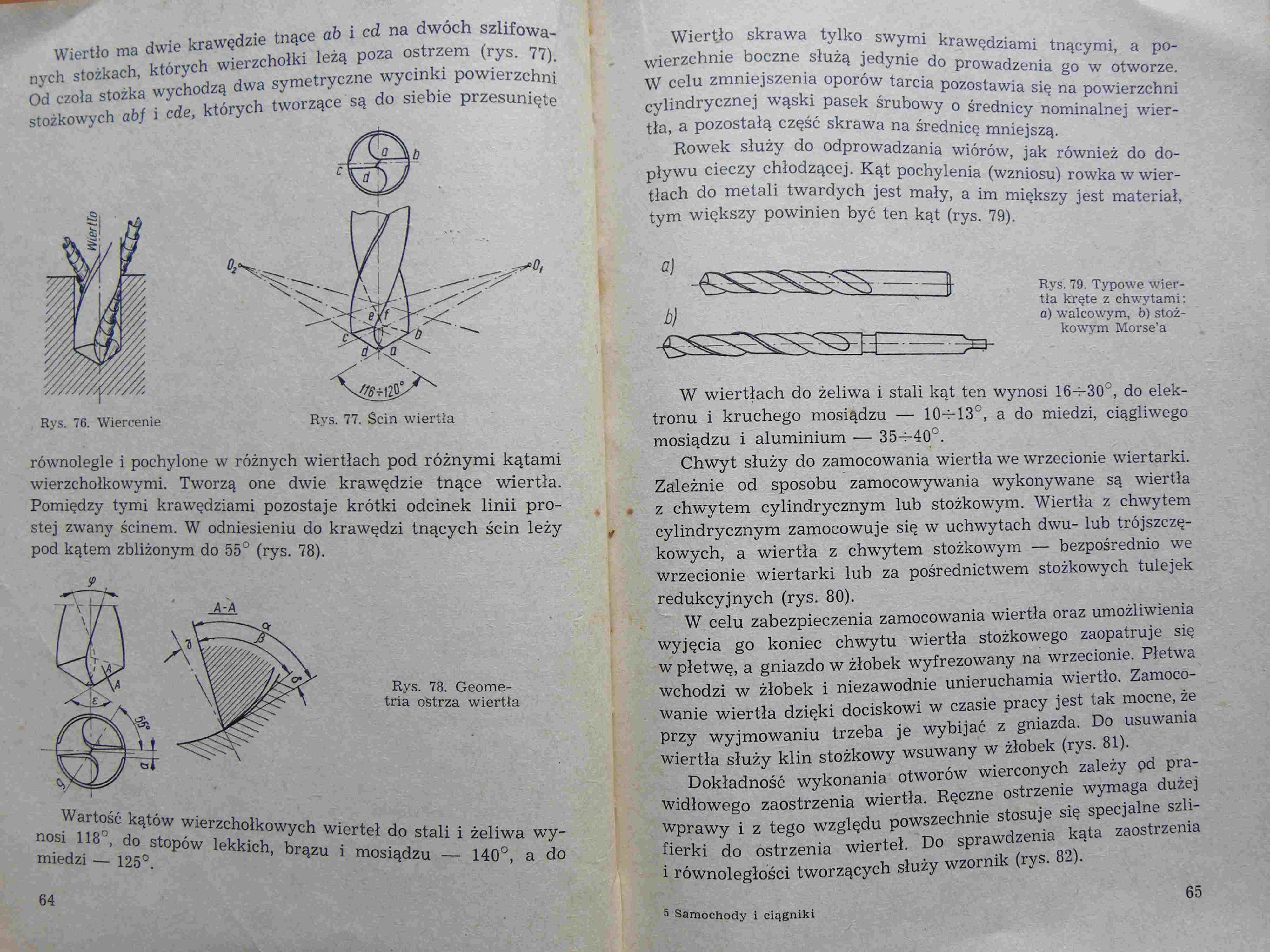
Wiertło ma dwie krawędzie tnące ab i cd na dwóch szlifowanych stożkach, których wierzchołki leżą poza ostrzem (rys. 77). Od czoła stożka wychodzą dwa symetryczne wycinki powierzchni stożkowych abf i cde, których tworzące są do siebie przesunięte
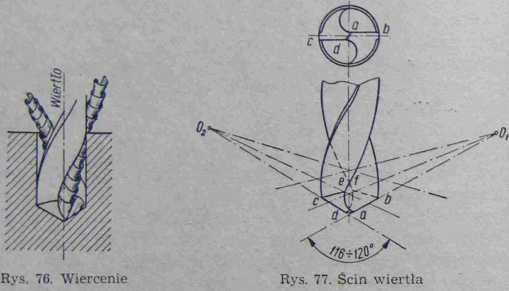
równolegle i pochylone w różnych wiertłach pod różnymi kątami wierzchołkowymi. Tworzą one dwie krawędzie tnące wiertła. Pomiędzy tymi krawędziami pozostaje krótki odcinek linii prostej zwany ścinem. W odniesieniu do krawędzi tnących ścin leży pod kątem zbliżonym do 55° (rys. 78).
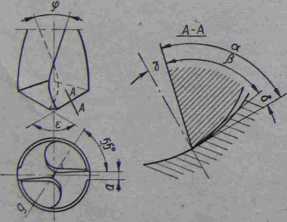
Rys. 78. Geometria oStrza wiertła
Wartość kątów wierzchołkowych wierteł do stali i żeliwa wynosi 118°, do stopów lekkich, brązu i mosiądzu ^ 140°, a do miedzi — 125°.
Wiertło skrawa tylko swymi krawędziami tnącymi, a powierzchnie boczne służą jedynie do prowadzenia go w otworze. W celu zmniejszenia oporów tarcia pozostawia się na powierzchni cylindrycznej wąski pasek śrubowy o średnicy nominalnej wiertła, a pozostałą część skrawa na średnicę mniejszą.
Rowek służy do odprowadzania wiórów, jak również do dopływu cieczy chłodzącej. Kąt pochylenia (wzniosu) rowka w wiertłach do metali twardych jest mały, a im miększy jest materiał, tym większy powinien być ten kąt (rys. 79).
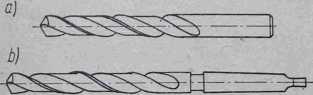
Rys'. 79. Typowe wiertła kręte z chwytami; a) walcowym, b) stożkowym Morse’a
W wiertłach do żeliwa i stali kąt ten wynosi 16—30°, do elektronu i kruchego mosiądzu — 10-^13°, a do miedzi, ciągliwego mosiądzu i aluminium ^ 35-^40°, -
Chwyt służy do zamocowania wiertła we wrzecionie wiertarki. Zależnie od sposobu zamocowywania wykonywane są wiertła z chwytem cylindrycznym lub stożkowym. Wiertła z chwytem cylindrycznym zamocowuje się w uchwytach dwu- lub trójszczę-kowych, a wiertła z chwytem stożkowym —1 bezpośrednio we wrzecionie wiertarki lub za pośrednictwem stożkowych tulejek redukcyjnych (rys. 80).
W celu zabezpieczenia zamocowania wiertła oraz umożliwienia wyjęcia go koniec chwytu wiertła stożkowego zaopatruje się w płetwę, a gniazdo w żłobek wyfrezowany na wrzecionie. Płetwa wchodzi w żłobek i, niezawodnie unieruchamia wiertło. Zamocowanie wiertła dzięki dociskowi w czasie pracy jest tak mocne, że przy wyjmowaniu trzeba je wybijać z gniazda. Do usuwania wiertła służy klin stożkowy wsuwany w żłobek (rys. 81).
Dokładność wykonania1 otworów wierconych zależy pd prawidłowego zaostrzenia wiertła, Ręczne ostrzenie wymaga dużej wprawy i z tego względu powszechnie stosuje się specjalne szlifierki do ostrzenia wierteł. Do sprawdzenia kąta zaostrzenia i równoległości tworzących służy wzornik (rys. 82).
65
5 Samochody i ciągniki
Wyszukiwarka
Podobne podstrony:
DSCN0424 I tnące ab i cd na dwóch szlifowa- Wiertl° m.a wierzchołki leżą poza ostr
fotografowanie architektury4 Rys. 76 linii zbieżnych lub ich przedłużeń. Na rysunku 77 linie (krawęd
MATEMATYKA - POZIOM ROZSZERZONY C 4<« W okręgu o środku S poprowadzono dwie prostopadłe średnice
rachunkowość zarządcza zaliczenie Rachunkowość Zarządcza ZALICZENIE TEST 2 Pi la Pllotta ma dwie res
DSCN0415 Rys. 43. Podstawy traserskie a) dwie krawędzie do siebie prostopadłe (rys
KARTA PRACY - DANUTA KLIMKIEWICZ 1. Jaką dfugość ma odcinek AE, jeśli AB = 5 cm, BC = 2 cm, CD = 1 c
glossmap AB CD Ę F G H i J K L MN O P Q R S I U V W X Y Z
Image069 ab cd Rys. 3.28. Przerzutnik
Image099 W przypadku dołączenia do tej bramki ekspanderów (rys. 4.20) układ realizuje funkcję: F = A
Image100 Na rysunku 4.22 przedstawiono schemat ideowy bramki I-LUB-NIE realizującej funkcję: F= AB+C
skrypt062 (2) 122 Laboratorium Ptuhktw hltklroltehniki 1______ Jak widać z (7.3) m
skanuj0059 (26) ECIA KRYTERIUM = óznice 0.08 3,62 5,33 13,29 serii — obie czenia, która szmy, ze ma-
img083 83 Rozdział 6. Sieci rezonansowe Opisany mechanizm ma dwie istotne zalety. Z jednej strony po
więcej podobnych podstron