DSCN0430 (2)
Kąt zarysu gwintu metrycznego wynosi 60°, a calowego 55°, Gwint metryczny określamy długością skoku w mm, a calowy — liczbą skoków na 1" (cal).
Gwint metryczny jest wygodniejszy i obejmuje większy zakres wymiarów niż gwint calowy. W nowo budowanych maszynach nie stosujemy już gwintu calowego. Jednakże ze względu na istnienie wielu urządzeń z gwintami calowymi nie możemy ograniczać naszych wiadomości tylko do gwintów metrycznych.
Gwint nacięty na stworzniu jest gwintem zewnętrznym i tworzy śrubę, a nacięty w otworze jest gwintem wewnętrznym i tworzy nakrętkę.
Nacinanie gwintów wewnętrznych odbywa się za pomocą gwintowników, które wycinają zwoje gwintów w ściankach okrągłego otworu. Najczęściej używa się kompletu złożonego z trzech gwintowników: zgrubnego, średniego i wykańczającego, oznaczo-
nych odpowiednio 1, 2 lub 3 paskami wyciętymi na nasadzie, albo numerami 1, 2, 3.
8 9
A-A
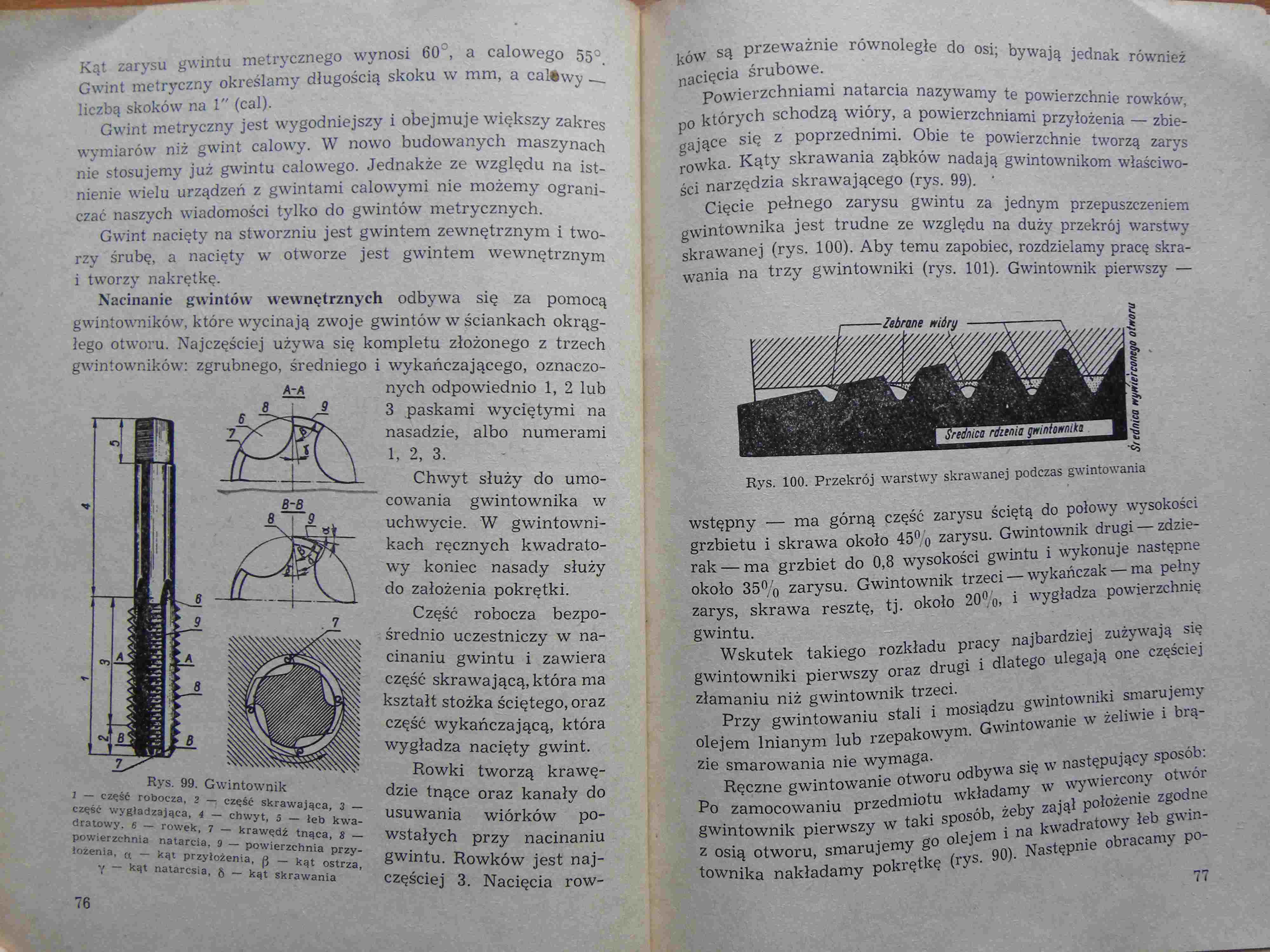
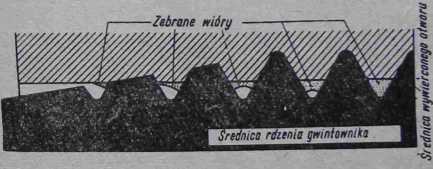
1 — część robocza, 2 część skrawająca, 3 =g, część wygładzająca, 4 — chwyt, 5 — łeb kwadratowy, 6 — rowek, 7 — krawędź tnąca, $ — powierzchnia natarcia, 9 — powierzchnia przyłożenia, ot — kąt przyłożenia, p — kąt ostrza,
Rys. 99. Gwintownik
y — kąt natarcsia, g — kąt skrawania
Chwyt służy do umo
cowania gwintownika w uchwycie. W gwintownikach ręcznych kwadratowy koniec nasady służy do założenia pokrętki.
Część robocza bezpośrednio uczestniczy w nacinaniu gwintu i zawiera część skrawającą, która ma kształt stożka ściętego, oraz część wykańczającą, która wygładza nacięty gwint.
Rowki tworzą krawędzie tnące oraz kanały do usuwania wiórków powstałych przy nacinaniu gwintu. Rowków jest najczęściej 3. Nacięcia rowków są przeważnie równoległe do osi; bywają jednak również nacięcia śrubowe.
Powierzchniami natarcia nazywamy te powierzchnie rowków, po których schodzą wióry, a powierzchniami przyłożenia — zbiegające się z poprzednimi. Obie te powierzchnie tworzą zarys rowka. Kąty skrawania ząbków nadają gwintownikom właściwości narzędzia skrawającego (rys. 99). ‘
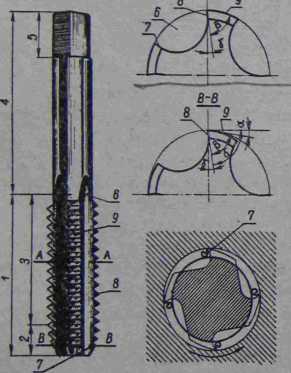
Cięcie pełnego zarysu gwintu za jednym przepuszczeniem gwintownika jest trudne ze względu na duży przekrój warstwy skrawanej (rys. 100). Aby temu zapobiec, rozdzielamy pracę skrawania na trzy gwintowniki (rys. 101). Gwintownik pierwszy —
Rys. 100. Przekrój warstwy skrawanej podczas gwintowania
wstępny —- ma górną pzęść zarysu ściętą do połowy wysokości grzbietu i skrawa około 45% zarysu. Gwintownik drugi — zdzie-rak —ma grzbiet do 0,8 wysokości gwintu i wykonuje następne około 35% zarysu. Gwintownik trzeci — wykańczak — ma pełny zarys, skrawa resztę, tj. około 20%, i wygładza powierzchnię gwintu.
Wskutek takiego rozkładu pracy najbardziej zużywają się gwintowniki pierwszy oraz drugi i dlatego ulegają one częściej złamaniu niż gwintownik trzeci.
Przy gwintowaniu stali i mosiądzu gwintowniki smarujemy olejem lnianym lub rzepakowym. Gwintowanie w żeliwie i brązie smarowania nie wymaga.
Ręczne gwintowanie otworu odbywa się w następujący sposób: Po zamocowaniu przedmiotu wkładamy w wywiercony otwór gwintownik pierwszy w taki sposób, żeby zajął położenie zgodne z osią otworu, smarujemy go olejem i na kwadratowy łeb gwintownika nakładamy pokrętkę (rys. 90). Następnie obracamy po-
Wyszukiwarka
Podobne podstrony:
DSCN0430 „0,r,T7neao wynosi 60 , a calowego 55° Kąt zarysu } długością skoku w mm,
skanuj0023 3.5.3.4. Charakterystyczne wymiary zarysu gwintu metrycznego zwykłego według PN-S3/M-0201
skanuj0005 (465) Charakterystyczne wymiary zarysu gwintu metrycznego zwykłegowedług PN-83/M-02013 T
5 (1592) Charakterystyczne wymiary zarysu gwintu metrycznego zwykłegowedług
18 Wytrzymałość ogólna elementów maszyi Tablica 1 Główne wymiary zarysu gwintu metrycznego M10, M12,
mechanika107 Rozwiązanie Stożek ruchomy jest w mchu kulistym typu precesja regularna. Kąt nut.iv ii
mechanika107 Rozwiązanie Stożek ruchomy jest w mchu kulistym typu precesja regularna. Kąt nut.iv ii
skanuj0002 (510) Charakterystyczne wymiary zarysu gwintu metrycznego zwykłego według
2 1 Zarys gwintu M 19.7.2. ZARYS GWINTÓW METRYCZNYCH PRZYKŁAD OZNACZENIA gwintu metrycznego o średni
CCF20111017�004 35-18 tle wynosi stała d siatki dyfrakcyjnej, którą można określać długość fal świet
70181 P2100788 4. MU. W troikącie prostokątnym jeden z kątów ostrych wynosi 60° Znajdź kąt za-i v ’
Oś gwintu H=0,86603P Rys. IV-31. Zarys podstawowy gwintu metrycznego ISO wg normy PN-60/M-02013 Rys.
Rozpoznanie gwintów Oznaczenie gwintów wg PN i ISO Rodzaj gwintu Kąt zarysu Wymiary, które należy
DSC07058 (2) W zależności od tworzącej zarysu gwintu rozróżniamy następujące gwinty: Zarys gwintu me
60°. Kąt ten może wyjątkowo wynosić 45°, a nawet 30°, ale wtedy powstaje duża siła pozioma oddziałuj
więcej podobnych podstron