DSCN0430
„0,r,T7neao wynosi 60 , a calowego 55°
Kąt zarysu } długością skoku w mm, a caMwy -
r.wint metryczny określamy muS
Gw nt metryczny jest wygodniejszy i obejmuje większy zakres wymiarów niz gwint calowy. W nowo budowanych maszynach niestosujemy już gwintu calowego. Jednakże ze względu na .stanie wielu'urządzeń z gwintami calowym, me możemy ogram-Zć nasZvch wiadomości tylko do gwintów metrycznych.
Gwint nacięty na stworzniu jest gwintem zewnętrznym i two-
rZy śrubę, a nacięty w otworze jest gwintem wewnętrznym
i tworzy nakrętkę.
Nacinanie gwintów wewnętrznych odbywa się za pomocą gwintowników, które wycinają zwoje gwintów' w ściankach okrągłego otworu. Najczęściej używa się kompletu złożonego z trzech gwintowników: zgrubnego, średniego i wykańczającego, oznaczonych odpowiednio 1, 2 lub 3 paskami wyciętymi na nasadzie, albo numerami 1. 2, 3.
Chwyt służy do umocowania gwintownika w uchwycie. W gwintownikach ręcznych kwadratowy koniec nasady służy do założenia pokrętki.
Część robocza bezpośrednio uczestniczy w nacinaniu gwintu i zawiera część skrawającą, która ma kształt stożka ściętego, oraz część wykańczającą, która wygładza nacięty gwint.
Row'ki tworzą krawędzie tnące oraz kanały do usuwania wiórków powstałych przy nacinaniu gwintu. Rowków jest najczęściej 3. Nacięcia row-
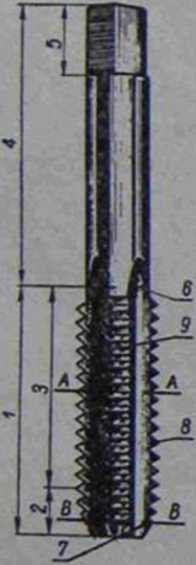
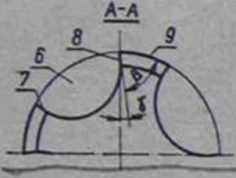
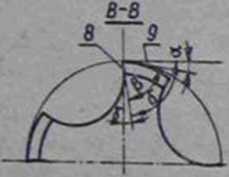
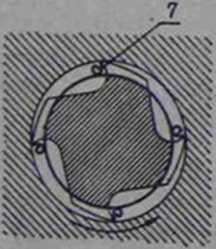
Rys. 99. Gwintownik I — część roboczo, 2 — część skrawająca, 3 część wygładzająca, 4 — chwyt, 5 — łeb kw; dratowy. 6 — rowek, 7 — krawędź tnąca, 8 powierzchnia natarcia. 0 - powierzchnia prz? łożenia, (l — kąt przyłożenia, ^ — kąt ostrz v — kąt nataresia. — kąt skrawania
ków s3 przeważnie równoległe do os -nacięcia śrubowe. ’’ bywają jednak również
Powierzchniami natarcia nazywamy t„ p0 których schodzą wióry, a powierzchninmP°WierZChnie rowtów. gające się z poprzednimi. Obie te „nu-; P'Zy,0Zenia ~ zbie-
rowka. Kąty skrawania ząbków nadaja ewint^ lW°rzą ści narzędzia skrawającego (rys 99) K lntownikom właściwo-
Cięcie pełnego zarysu gwintu za iednvn, gwintownika jest trudne ze wzeledn n= a Popuszczeniem
skrawanej (rys. 100). Aby temu zapobiec rozdzi^^ WarStWy wania na trzy gwintowniki (rys. 101). Gwintownik^i" -
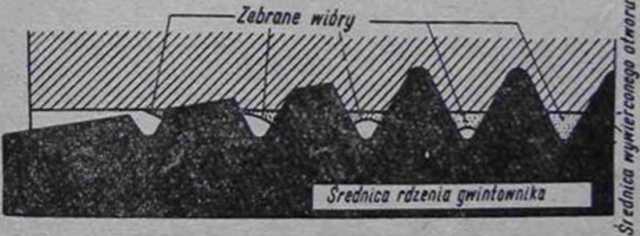
Rys. 100. Przekrój warstwy skrawanej podczas gwintowania
wstępny — ma górną część zarysu ściętą do połowy wysokości grzbietu i skrawa około 45° o zarysu. Gwintownik drugi zdz.<. rak — ma grzbiet do 0,8 wysokości gwintu i wykonuje następne około 35% zarysu. Gwintownik trzeci — wykańczak — ma pełny zarys, skrawa resztę, tj. około 20%, i wygładza powierzchnię
Wskutek takiego rozkładu pr3C^ o^c^ej
gwintowniki pierwszy oraz drugi i dlat g
złamaniu niż gwintownik trzeci. intowniki smarujemy
Przy gwintowaniu sta i i mos ią anie w żeliwie i brą-
olejem lnianym lub rzepakowym.
zie smarowania nie wymaga. w następujący sposób:
Ręczne gwintowanie otworu > c w ^wiercony otwór Po zamocowaniu przedmiotu " a położenie zgodne
gwintownik pierwszy w taki sposo . z ^ kwa(lrat0\vy łeb gwin-z osią otworu, smarujemy go o eJenV Następnie obracamy po-townika nakładamy pokrętkę (Os-
Wyszukiwarka
Podobne podstrony:
DSCN0430 (2) Kąt zarysu gwintu metrycznego wynosi 60°, a calowego 55°, Gwint metryczny określamy dłu
61523 Zdjecie2273 f skure kim mięśnia sercowego i wydłużenie wynosi 72.3% a w wieku 60 lot 55,9%); i
70181 P2100788 4. MU. W troikącie prostokątnym jeden z kątów ostrych wynosi 60° Znajdź kąt za-i v ’
mechanika107 Rozwiązanie Stożek ruchomy jest w mchu kulistym typu precesja regularna. Kąt nut.iv ii
mechanika107 Rozwiązanie Stożek ruchomy jest w mchu kulistym typu precesja regularna. Kąt nut.iv ii
Optymalny kąt pochylenia zależy od okresu ekspozycji kolektora, który zimą powinien wynosić 60°, a l
DSCN0479 duże przełożenie, co umożliwia zastosowanie podziałki 0,001 mm. Obszar pomiarowy wynosi 60
S5004429 3* Abb 51: KaL-Nr. 1465 ;nii> KOMISCHU MtlN/KN Abb. 55: Kat.-Nr. 1548 gen Kopf hal. Das
Skrypt PKM 1 00022 44 Ponieważ długość spoiny prostopadłej do osi y jest znana i wynosi c = 60 [mm],
41990 skanowanie0006 (183) Model 3Biała bluzka z ażurową bordiurą Rozmiary: 42 (48/50) 58/60 Materia
skanowanie0006 (183) Model 3Biała bluzka z ażurową bordiurą Rozmiary: 42 (48/50) 58/60 Materiały: 55
skanuj0054 3 Próba udarności 55 (3 - kąt odchylenia wahadła po zniszczeniu próbki, a - kąt podniesie
FP (18) **s 4. Cena opcji kupDa towaru X wynosi 60 PLN, cena wykonania = 800 PLN. opcja kupna jest w
Połączenie kolejowe pod kanałem La Manche średnica tunelu przewozowego wynosi 7,60 metrów; długość
Zadanie 2.3 (4 pkt.) Na tej samej martwej pętli minimalna wysokość z jakiej stoczyło się ciało wynos
więcej podobnych podstron