HPIM0888

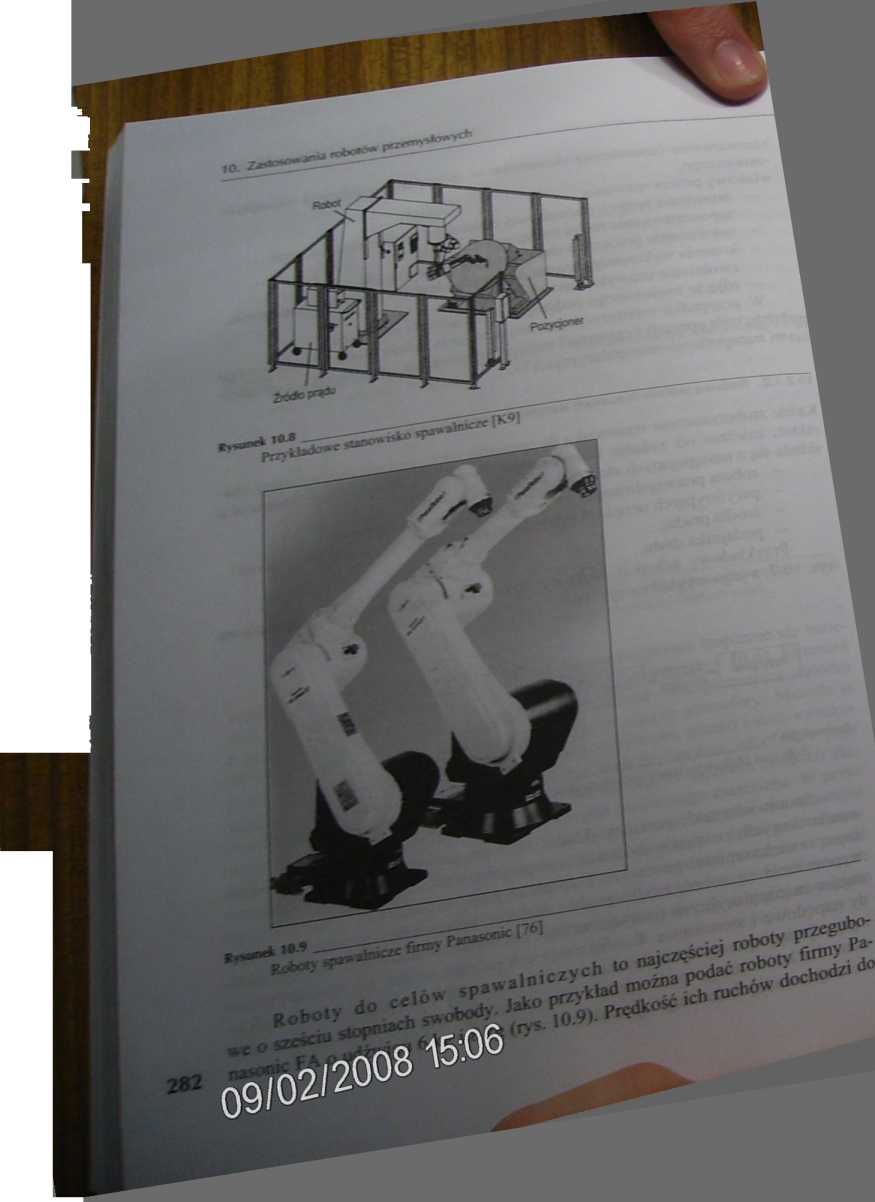
'2000 mm/s. aca5ywiście nic ona ^'ykorzystywana do samego spawania, ale bacznie skraca czas ruchów przesuwnych od spoiny do spoiny. Powtarzalność pozycjonowania robotów wynosi odpowiednio 0,1 mm i 0,15 mm. W przypadku bardziej skomplikowanych przestrzennie spoin roboty mogą współpracować i pozycjonerami, traktowanymi przez układ sterowania robota jako osie zewnętrzne i mogącymi wykonywać precyzyjnie wspólne ruchy z robotem.
Roboty spawalnicze powinny mieć wiele funkcji ułatwiających ich zastosowanie w procesie spawania, z których najważniejsze to: i Podprogramy różnych wzorów ruchów oscylacyjnych, niezbędnych przy K wykonywaniu szerokich spoin, zawarte w pamięci robota.
| Ponowny zapłon łuku. W razie nieudanego zapłonu hikn robot automatycznie r; przesuwa się w zaprogramowanym kierunku i ponownie próbuje zapocząt-; kować łuk. W chwili zajarzenia luku, robot wraca do położenia początko-wego i kontynuuje spawanie według zadanego programu.
• Automatyczne uwalnianie przy spawanego drutu. Jeżeli funkcja kontroli wskazuje, że drut został przyspawany w kraterze, robot automatycznie inicjuje
Ej niewielki hik w celu uwolnienia drutu.
• Nakładanie spoiny. W przypadku wznawiania spawania i chwilowym zatrzymaniu robot automatycznie cofa się. Dzięki temu uzyskuje się gładką ciągłą
I spoinę.
• Wznawianie pracy. Dokładny stan robota jest zapamiętywany w razie awarii zasilania. Kiedy zasilanie jest wznowione, użytkownik ma do wyboru wznowienie pracy dokładnie tam, gdzie zasilanie zanikło bądź uruchomienie nowego cyklu. Funkcja ta jest przydatna w systemach wiełorobotowych łub tam, gdzie zasilanie jest niestabilne i jego awarie są częste.
• Kalibrowanie narzędzia (TCP). Punkt pracy narzędzia jest ustalany z wyko-I rzystaniem punktu odniesienia. Prosta operacja programowa umożliwia łatwe K ustawienie punktu pracy narzędzia, np. po uderzeniu palnikiem lub jego wy-
mianie. Unika się wrtedy konieczności korygowania pozycji robota.
| Możliwość umieszczenia robota na torze jezdnym, pracującym jako ze-1 wnętrzna oś robota.
Podczas wykonywania bardziej skomplikowanych przestrzennie spoin robot współpracując z pozycjonerem, może sterować synchronicznie ruchem 3 zewnętrznych osi (wraz ze swoimi 6 osiami). Deklarowanie osi zewnętrznych jest bardzo proste i odbywa się w układzie sterowania robota. Do każdej z osa doprowadza się w trzech miejscach np. końcówkę drutu spawalniczego z palnika umieszczonego na robocie. Robot zapamiętuje położenie osi zewnętrznych l od tej chwili można realizować wspólny ruch robota z pozycjonerem zarówno w pracy ręcznej, jak i automatycznej. Na rysunku 10.10 podano algorytm działania stanowiska spawalniczego.
Peryferyjne urządzenia pozycjonująco-manipulacyjne (pozycjo nery) odgrywają bardzo istotną rolę w zrobotyzowanyin stanowisku spawał-niczym, umożliwiają bowiem rozszerzenie możliwości kinematycznych robota. 283

Wyszukiwarka
Podobne podstrony:
146 MATERIAŁY czone do samego miasta, ale nie kolportowane w regionie (np. tygodniki: Trójmiasto, Cz
15286 skanuj0031 mnie chronić. Niezwykłym doznaniem było usłyszeć, jak ona 10 przeżywała, nic biorąc
Obciążenie w postaci 2000 N/mm skierowane w kierunku przeciwnym do osi Z zostało przyłożone w miejsc
f0a085d3390b9cb7 SENTENCJA NA NOtfY TYDZIEŃ Nie mam nic przeciwko przychodzeniu do pracy, ale te&nb
skanuj0075 Pewnego razu ona powiedziała do niego: — Twoje wargi wyglądają jak pól
Scan124 (2) 124 P. Jaśkowski i P. Rusiak czytaniu i pisaniu. Oznacza to, że odnosi się ona jedynie d
skanuj0050 (13) Przy wydzielaniu samogłoski nagłosowej nic mamy jeszcze do czynienia z analizą głosk
IMG#85 276 ANl-ÓNŹ IÓNACY DMOCHOWSKI 72 cm. Przebiegała ona równolegle do usypiska wału. Warstwę II
więcej podobnych podstron