HWScan00130
obowiązuje dla określonych parametrów h, r. Ponieważ zmienny współczynnik korekcyjny nie ma praktycznie żadnego znaczenia dla określenia średniej długości krawędzi tnącej ostrza, celowe jest dla zakresu kopania od <p = 0 do <p = qpu zdefiniować średni współczynnik korekcyjny km. Na
Rys. 4.31. Zależność chwilowej grubości urabiania od kąta urabiania [44]
rys. 4.32 przedstawiony jest przebieg długości łuku I* i promieniowej grubości skiby h<f w funkcji kąta tp. Obliczając średnią wartość promieniowych grubości skiby oraz stosunek obu wartości średnich km, boczna powierzchnia odcięcia daje się wyrazić zależnością
Cf - <p'h$ir>(p hf ~hsin<p
60 80 Kat urabiania <pL
Rys. 4.32. Rzeczywista długość bocznej krawędzi ostrza jako funkcja kąta urabiania [44]
«f=«pu « <tu
Fb = Lsb Rs(pu = I l\ Rtdq) = j <p' h sinę? Rt dę;
<f —0 <p“0
skąd przy założeniu, że promień odległości środka przekroju bocznej powierzchni odcięcia Rs ^ R, = const, otrzymamy średnią długość bocznej krawędzi odcięcia skiby jako
Lsb = -- I cph sin (p dq>
<Pu J
<p=0
Podobnie można określić średnią wysokość skiby mierzoną promieniowo z zależności
(4.83)
hs —• — | h sin<p dep = -(1 - ■ coswu)
<pu J Wu
Średni współczynnik korekcyjny km określamy jako
km
Lst
hs

sing? d(p
ąi — O
v=«fu
| sing? dcp
<p=0
(4.84)
Stosunek powierzchni wyznaczanych przez obydwie krzywe q> sing? — = Fi (g?) i sing? = F2 (9?) określa średni współczynnik korekcji km. Współczynnik ten podaje, o ile rzeczywista średnia skrawająca długość ostrza jest większa od średniej promieniowej długości skrawania, wynikającej z pominięcia zaokrąglenia naczynia. Współczynnik km zależy od następujących czynników:
— maksymalnej grubości skiby h, tj. grubości skiby, która osiągana jest przy kącie urabiania q? = 90°,
— wysokości urabiania Hu,
— zaokrąglenia naczynia, wyrażonego promieniem ostrza r.
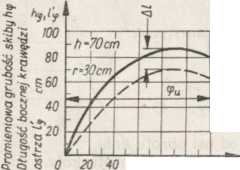
Rys. 4.33 (z lewej). Zależność chwilowej długości bocznej krawędzi ostrza l od grubości i kąta urabiania [44]
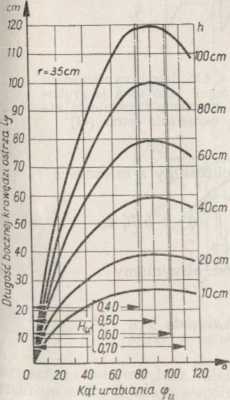
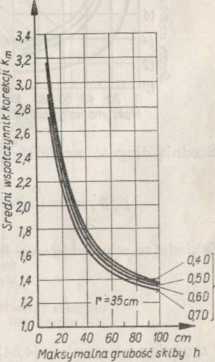
Rys. 4.34 (z prawej). Zależność średniego współczynnika korekcji km od wysokości i grubości urabiania [44]
Rysunek 4.33 ilustruje wpływ maksymalnej grubości skiby, wyrażonej 'y funkcji kąta urabiania i wysokości kopania, na długość skrawającą łuku *V Na rys. 4.34 przedstawiono średni współczynnik korekcyjny km w funkcji maksymalnej grubości skiby. Parametrem stałym jest stosunek wy-
ya sokości skiby Hu do średnicy koła naczyniowego D, D“ = 0,4 -4- 0,7.
Wyszukiwarka
Podobne podstrony:
62787 skanuj0281 (4) Wartość współczynnika q oblicza się osobno dla określonych zarysów, ponieważ wy
Przekładnie Zębate041 FHZw = 1,2 FHhb-130 1700 (3.11) Wzór ten obowiązuje dla zakresu 130 < FHBB
28 luty 09 (101) 100 Podana zależność obowiązuje dla przypadku, gdy A £ e > N$ d . Jeżeli powyższ
296 (38) - 296Tranzystor bipolarny wania tranzystora. Dla współczynnika k} = 1, gdy nie ma ładunku p
CCF20100422�004 (2) 100 11 Podana zależność obowiązuje dla przypadku, gdy Ny d > d . Jeżeli powyż
apele do autorów, hasła typu: „pisarze do produkcji!” - ponieważ literatura współczesna właściwie ni
CCF20100422�004 (2) 100 11 Podana zależność obowiązuje dla przypadku, gdy Ny d > N^ d . Jeżeli po
img068 Ponieważ F < aF {jjljj, więc nie ma żadnych podstaw do odrzucenia hipotezy o równości wari
194 V. Wittgenstein, Carmp i Rvle ralny. Powodem, dla którego jest tak niewiele, albo nawet nie ma w
nych poglądów. Wyrazem szacunku dla ucznia jest poważne traktowanie wszystkich pytań (nie ma pytań
46038 Slajd7 (28) Różnice między lokalnym i zdalnym wywołaniem procedury Wykorzystanie zmiennych glo
194 V. Wittgeastein. Camap i Rvłt ralny. Powodem, dla którego jest (ale niewiele, albo nawet nie ma
scan0087 3 112 ców spożywczych dla bezpośredniej konsumpcji przez ludzi. W wielu krajach nie ma waru
więcej podobnych podstron