P1080358 (2)
12. Badanie dokładności robotów przemysłowych
Kształt i rozmiar testowanych ścieżek należy oczywiście dokładnie dobrać do gabarytów danego robota. Ścieżka powinna być prowadzona po trajektoriach kołowych lub liniowych (rys. 12.12). Dla liniowych ścieżek długość przekątnej ścieżki powinna mieć maksymalnie 80% długości przekątnej badanego sześcianu (P2-P4). Dla kołowych ścieżek średnica okręgu nie powinna przekraczać 80% boku sześcianu, mniejszy okrąg powinien mieć wielkość ok. 10% boku sześcianu, punktem zerowym zarówno sześcianu, jak i wszystkich okręgów leżących na przekątnej sześcianu jest punkt P\. Dla prostokątnych ścieżek kierunki zmiany ścieżki są oznaczone jako E2, E3, E4 (rys. 12.12). Odległości tych punktów od
końca przekątnej sześcianu powinny mieścić się w przedziale (10±2)% przekątnej sześcianu.
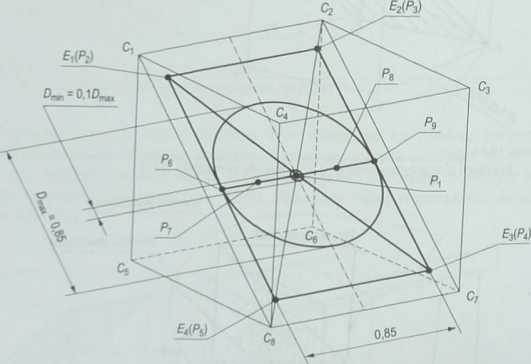
Rysunek 12.12 ____
Przykład sześcianu testowego i przykładowa ścieżka testowa [171]
12.3.2. Techniki pomiarów podczas badania dokładności robotów
Podczas kalibracji i pozycjonowania robotów przemysłowych są stosowane następujące sposoby pomiaru pozycji:
- odczytanie przemieszczeń poszczególnych par kinematycznych,
- wykorzystanie systemu kamer,
- dojazd do części referencyjnych,
- interferometria laserowa,
- triangulacja laserowa.

Najczęściej stosowaną metodą obliczania pozycji i pomiaru położenia końca fektora jest pomiar zmian położenia lub odczytanie przemieszczeń I ^szczególnych par kinematycznych, jednak aby otrzymane położenie było do-[Jadne, należy zamodelować geometrię manipulatora i jego sztywność [240].
Innąmetodąjest wykorzystanie systemu kamer, które są mocowane jo sprzęgu robota lub przytwierdzane do konstrukcji samego robota - ich zadaniem jest pobieranie informacj i o pozycj i obiektu referencyjnego.
Dojazd do części referencyjnych jest jedną z najprostszych metod pomiaru położenia robota. Polega na zainstalowaniu jako efektora czujnika zegarowego lub elektrycznego oraz dojazd nim do ustalonych z góry punktów pomiarowych (przeszkód). Jest to najprostszy sposób na badanie np. powtarzalności pozycjonowania. W czujnikach tego typu rozdzielczość wynosi przeważnie 0,01 lub 0,001 mm, nacisk do 2 N, a zakres wskazań do 50 mm [240].
^ TT J } Vl/łOUUy * * * w“ “ * 7
rob&T' ^°^adności oraz powtarzalności pozycjonowania podczas badania
Interferometr laserowy, opisany w rozdz. 9, znalazł zastosowanie do
Metoda triangulaci i laserowej polega na wyświetleniu plamki pro-
19 lan.__ J . . . ••______..L-łnrlu
Ptycznego (rys. 12.13).
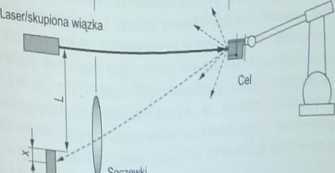
^nek _____—
Schemat układu do triangulacji laserowej
Ze zmianą odległości wiązki od obiektu obserwuje się zmianę kąta nachy-lenia promienia. Ważne jest to, że dokładność tego pomiaru zmniejsza się wraz Ze zwiększeniem odległości od badanego obiektu. Pomiar jest więc najdokładniejszy dla początkowego zakresu. System triangulacji laserowej składa się z głowicy laserowej i z zintegrowanej z nią minikamery [201]. Czujniki pomiaru odleolości metodą triangulacji laserowej wykorzystują zdefiniowane wzorce

uiouęi.iiu puusiawie wtasnosci 361
Wyszukiwarka
Podobne podstrony:
P1080358 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
38759 P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścież
P1080357 (2) 12. Badanie dokładności robotów przemysłowych Kształt i rozmiar testowanych ścieżek nal
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
43177 P1080355 (2) 12. Badanie dokładności robotów przemysłowych 1 cykl Ścieżka 1 —► P Ścieżka 1 —
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
29439 P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
73429 P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*
P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków środow
P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
P1080354 (2) 12. Badanie dokładności robotów przemysłowych przy czym 02.15) 02.16) h = J(xj -*Y +(yj
P1080355 (2) 12. Badanie dokładności robotów przemysłowych 1 cykl Ścieżka 1 —► P Ścieżka 1 —1►
P1080356 (2) 12. Badanie dokładności robotów przemysłowych Rysunek 118___ Relacja między punktem zad
P1080359 (2) 12. Badanie dokładności robotów przemysłowych geometrycznych jest wyznaczana odległość
29439 P1080353 (2) 12. Badanie dokładności robotów przemysłowych APX =(x-xc) APy
78504 P1080356 (2) 12. Badanie dokładności robotów przemysłowych Rysunek 118___ Relacja między punkt
67677 P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków
P1080352 (2) 12. Badanie dokładności robotów przemysłowych z zachowaniem tych samych warunków środow
więcej podobnych podstron