2740390689
Rys. 10. Pogłębiacze: a - stożkowy, b - czołowe [5, s. 75]
Rozwiercanie - jest stosowane w celu uzyskania dużej dokładności oraz gładkości otworu, lub też uzyskana otworu stożkowego. Rozwiertaki umożliwiają uzyskanie otworów o określonej klasie tolerancji, np. H7. Rozwiertaki dzielimy na: zdzieraki oraz rozwiertaki wykańczające. Kształty rozwiertaków są pokazane na rysunku 11.
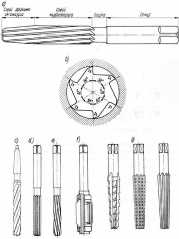
Rys. 11. Rozwiertaki: a - części składowe, b - podziałka zębów rozwiertaka, c - rozwiertak zdzierak, d - rozwiertak o zębach prostych, e - rozwiertak o zębach śrubowych, f - rozwiertak nastawny, g - komplet rozwiertaków stożkowych [5, s. 76]
Podczas rozwiercania otworów w stali rozwiertak oraz brzegi rozwiercanego otworu smarujemy olejem mineralnym. Przy rozwiercaniu miedzi używamy emulsji zawierającej 10% oleju wiertniczego. Natomiast przy rozwiercaniu aluminium używamy terpentyny z naftą. Naddatki na rozwiercanie wynoszą od ok. 0,5-1 mm dla średnic otworów do 25 mm do ok. 2,5-3 mm dla otworów o średnicach rzędu 55-65 mm.
Nacinanie gwintów (gwintowanie) - jest wykonywane przy pomocy narzynek (gwinty zewnętrzne) lub gwintowników (gwinty wewnętrzne). Narzędzia do gwintowania ręcznego są przedstawione na rysunkach 12 i 13.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
16
Wyszukiwarka
Podobne podstrony:
CCF20120509�017 5.1.14. (Rys. 1-5.10). Kanałem o przekroju prostokątnym, którego szerokość jest
Obraz0134 134 134 Rys. 8.15. Pogłębiacz walcowo-czołowy składany Pogłębiać ze składane umożliwiają n
Obraz0167 167 Rys. 10.9. Odmiany frezowania czołowego: a) pełne, b) niepełne symetryczne, c) niepełn
369 rysunkowej lub od prawej strony arkusza rysunkowego (rys. 10.6e). W obszarze, w którym zapis lic
12 (5) Odpuszczanie średnie jest stosowane w celu nadania obrabianym elementom wysokiej granicy sprę
521.5.4. Modyfikocjo linii zęba Modyfikacja linii zęba jest stosowana w celu zmniejszenia niekorzyst
teoria konstr�4 18. Blacha węzłowa w kratownicach jest stosowana w celu......(dokończ). 19. Podaj wz
temperatury pracy elementów. C3 jest stosowany w celu zapobiegania tym czynnikom. Sugeruje się aby s
Algorytm Binary Exponential Backoff jest stosowany w celu: Wybierz odpowiedź C a. Określenia zajętoś
Przy wierceniu wtórnym otworów, pogłębianiu czołowym, pogłębianiu stożkowym i rozwiercaniu: (d-dx)
więcej podobnych podstron