26826
prowadzony przed wystąpieniem, możliwej do przewidzenia awarii, jest z reguły mniej kosztowny i trwa krócej. Właściwa organizacja gospodarki konserwacyjno-remontowej powinna zatem stanowić taki system, w którym na równych prawach realizowane będą dwa podstawowe jej cele:
prewencja czyli zapobieganie oraz regeneracja czyli odnowa
W praktyce przemysłowej istnieje wiele takich systemów, których charakter uzależniony jest od parku maszynowego i rodzaju działalności produkcyjno-organizacyjnej.
7.3. System remontów planówo-zapobiegawczych (PZR)
System PZR został wprowadzony w polskim przemyśle maszynowym, w tym także w branży obrabiarkowej w 1967 roku. Opiera się on na czterech głównych zasadach:
a) przestrzeganie norm prawidłowego użytkowania maszyn i wykonanie w czasie użytkowania niezbędnych czynności konserwacyjnych.
b) wykonanie remontów po określonej z góry liczbie godzin pracy i w kolejności wynikającej z przyjętego cyklu remontowego.
c) ustalenie i wykonanie rzeczowego zakresu planowanych remontów tak, aby przywracały one maszynie pierwotny resurs pracy.
d) ustalenie statystycznych normatywów remontowych, tak pod względem zakresu robót, ich pracochłonności, jak i kosztu - jako wielkości wyjściowych przy ustalaniu planu remontów.
W systemie PZR podstawowe znaczenie planistyczne i organizacyjne ma cykl remontowy, który jest okresem między dwoma remontami kapitalnymi, lub od zainstalowania nowej maszyny do pierwszej jej naprawy głównej.
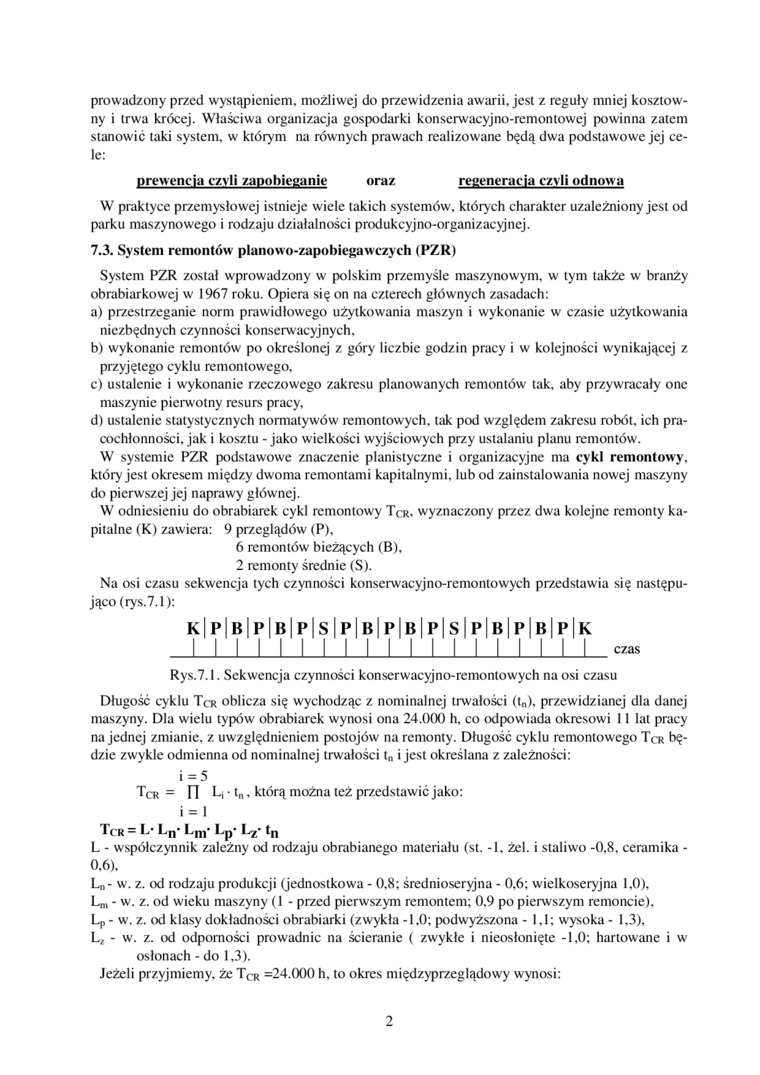
W odniesieniu do obrabiarek cykl remontowy Tcr. wyznaczony przez dwa kolejne remonty kapitalne (K) zawiera: 9 przeglądów (P).
6 remontów bieżących (B).
2 remonty średnie (S).
Na osi czasu sekwencja tych czynności konserwacyjno-remontowych przedstawia się następująco (rys.7.1):
k|p|b|p|b|p|s|p|b|p|b|p|s|p|b|p|b|p|k
Rys.7.1. Sekwencja czynności konserwacyjno-remontowych na osi czasu
Długość cyklu Tcr oblicza się wychodząc z nominalnej trwałości (t„). przewidzianej dla danej maszyny. Dla wielu typów obrabiarek wynosi ona 24.000 h, co odpowiada okresowi 11 lat pracy na jednej zmianie, z uwzględnieniem postojów na remonty. Długość cyklu remontowego Tcr będzie zwykle odmienna od nominalnej trwałości t„ i jest określana z zależności: i =5
Tcr = 11 Lj • tn, którą można też przedstawić jako: i = I
Tcr = k* I-n* ^m* 1-p* *n
L - współczynnik zależny od rodzaju obrabianego materiału (st. -1. żel. i staliwo -0,8. ceramika -
0.6).
L„- w. z. od rodzaju produkcji (jednostkowa - 0,8; średnioseryjna - 0,6; wielkoseryjna 1.0),
Ln, - w. z. od wieku maszyny (1 - przed pierwszym remontem; 0.9 po pierwszym remoncie),
Lp - w. z. od klasy dokładności obrabiarki (zwykła -1.0; podwyższona - 1,1; wysoka - 1,3),
L, - w. z. od odporności prowadnic na ścieranie ( zwykłe i nieosłonięte -1,0; hartowane i w osłonach - do 1,3).
Jeżeli przyjmiemy, że TCr =24.000 h, to okres międzyprzeglądowy wynosi:
2
Wyszukiwarka
Podobne podstrony:
242 2 wynik nie jest możliwy do przewidzenia. Decyduje to o celowości stosowania wielokrotnej mutage
może nie być równa wartości netto zapasów możliwej do uzyskania, ponieważ jest to wartość specyficzn
CCF20090610�052 (koto odradzania się) każda możliwa do pomyślenia anomia jest zintegrowana w całkowi
81373 ScannedImage 54 (koło odradzania się) każda możliwa do pomyślenia anomia jest zintegrowana w c
Niepożądane działanie leku Możliwe do przewidzenia (typ A) - znane właściwości farmakologiczne,
PAUL KONRAD KURZ SJ możliwym do przewidzenia terminie złożyć pisarzom wizytę w domu, ani też, by pis
65264 Zdjęcie0025 (6) Uwagi • Funkcja ma swoją nazwę, która ją identyfikuje. » Przed odwołaniem się
DSCN2637 i Funkcja ma swoją nazwę, która ją identyfikuje. i Przed odwołaniem się do nazwy wymagana j
dupa0010 i historycznego itp.). Świadomie wybrana do badania jednostka jest z reguły jednostką zasłu
szczerb002 Zad. 2. Dokonać przekształceń prowadzących do zrównoleglenia (o ile jest ono możliwe) pon
szczerb004 Zad. 2. a) Dokonać przekształceń prowadzących do zrównoleglenia (o ile jest ono możliwe)
DSC00720 przed wystąpieniem ruchu, na walce będą działać siły: P o wartości no,..---- Z możliwych do
więcej podobnych podstron