7133532052
4-2003 TRIBOLOGIA 17
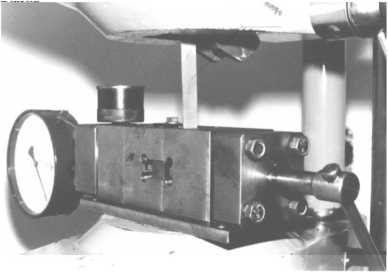
Rys. 4. Przyrząd do przeciągania pasa blachy pomiędzy wkładkami narzędziowymi
Fig. 4. A device used for “strip-drawing” test
Przeciąganie pasów blachy przeprowadzono bez smarowania (w warunkach tarcia technicznie suchego) oraz z zastosowaniem następujących smarów technologicznych:
- handlowych smarów olejowych oznaczonych literami A, H, P,
- smarów olejowych własnej kompozycji - smar nr 98 i 98a,
- smaru olejowego z dodatkiem syntetycznym - smar nr 04,
- smaru grafitowo-olej owego (smar nr 47b) i grafitowo-wodnego (smar 8 la).
Przykładowe wyniki badań przedstawiono na Rysunku 5. Z przeprowadzonych badań laboratoryjnych wynika, iż smar technologiczny powoduje istotne obniżenie wartości współczynnika tarcia i co się z tym wiąże zmniejszenie zużycia narzędzi. Ponadto smarowanie ogranicza bezpośredni kontakt obrabianego materiału z narzędziem, a zatem ogranicza możliwość powstawania „nalepień”, głównej przyczyny zużycia adhezyjnego. Należy również pamiętać o tym, że nie wszystkie smary są równie skuteczne w przypadku kształtowania różnych gatunków blach, czasami występuje tzw. zjawisko „slip-stick”, uniemożliwiające proces tłoczenia, 13] Smar nr P wykazywał najniższy współczynnik tarcia spośród badanych smarów, jednakże jego wadą jest wysoka lepkość. Smar ten sprawia trudności zarówno podczas nanoszenia na blachę, jak również podczas usuwania go z blachy.
Wyszukiwarka
Podobne podstrony:
20 TRIBOLOGIA 4-2003 chropowatości narzędzia po próbie przeciągania pasa blachy aluminiowej
choroszy79 379 379 Rys. 17.5. Schemat przyrządu do toczenia części mimośrodowych mośrodowa w stosunk
choroszy84 384 Rys. 17.10. Przyrząd do toczenia czopów korbowych wału wykorbionego W produkcji seryj
ScanImage10 [ FOTOGRAFIA] Rys 5 Przyrząd do badania rezystancji zestykowej 1 - pod
50 (175) UKŁAD ROZRZĄDU Rysunek 1.17 WYMIARY PRZYRZĄDU DO UNIERUCHOMIENIA
img323 (2) Rys. 380. Do przecinania desek służy piła płaska Rys. 382. Łączenie desek za pomocą wkręt
Ii9* / /ca* ? r Rys. 7. Przyrząd do spracowania profili lo autogra£ó%v Wild A7 1 A8 :ys. 8
5-2003 TRIBOLOGIA 17 0,24 0,20 CD 0,16 g ro 0,12 S c 0,08 nT 0,04‘I 0,00 0
7. METALOPLASTYKA 2K9 Rys.7.3. Przyrządy do gięcia blachy: a - zaginadło prosie, b - przyrząd drewni
dwukier przeginanie drutu <Jia) Schemat przyrządu do przeginania drutu: 1 - próbka. 2 - wałek. 3
Rys. 3.7. Ustawienie przyrządu do wycinania krążków podczas pomiaru sił: a) wykrawania, b) spychania
więcej podobnych podstron