93763854
Korzystanie z tych wzorów jest uciążliwe głównie z uwagi na konieczność odnajdywania współczynników poprawkowych w licznych tablicach. Dlatego wzory te zostały tu pominięte.
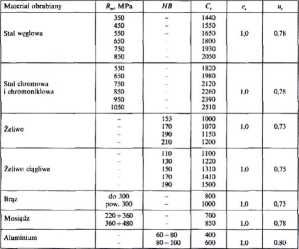
Tabela 2. Wartości stałej Cc oraz wykładników potęgowych ec i uc do wzoru Źródło: Brodowicz W., Grzegórski Z.: Technologia budowy maszyn. WSiP, Warszawa 1993
Wystarczająco dokładne wartości siły skrawania Fc otrzymuje się przy zastosowaniu wzoru:
Fc=Ccaecpf"cKKCKrcKrcKcc N,
gdzie: Cc, ee, uc wielkość stała i wykładniki potęgowe podane w tabl. 2; KKc, Krc, K^, Kcc współczynniki poprawkowe podane w tabl. 3
Wzór ten dotyczy ostrza noża tokarskiego bez oznak zużycia. Po obliczeniu siły skrawania Fc można pozostałe siły składowe Fp i Fr wyznaczyć na podstawie zależności. Siły te na ogół nie wymagają dokładnego obliczania, ponieważ nie ma ich we wzorze na moc skrawania.
Tabela 3. Wartości współczynników poprawkowych do wzoru Źródło: Brodowicz W., Grzegórski Z.: Technologia budowy maszy n. WSiP, Warszawa 1993
A. Współczynnik poprawkowy Kn, uwzględniający wpływ kąta przystawienia
I
B. Współczynnik poprawkowy Krc, uwzględniający wpływ promienia zaokrąglenia naroża wierzchołka) ostrza
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego"
18
Wyszukiwarka
Podobne podstrony:
IMAG0798 Obliczanie kosztów spawania jest czynnością bardzo pracochłonną, głównie z uwagi na koniecz
IMG?06 z pewnością cenna poznawczo, nic zawsze jest możliwa do zrealizowania głównie z uwagi na trud
P1000527a Liczba złamań zęba kręgu obrotowego nie jest właściwie znana z uwagi na wysoką śmiert
rynków dla zagranicznych funduszy, głównie z uwagi na wielkość rynku, ale także ze względu na najlep
Anonimowość jest także istotna z uwagi na jakość uzyskiwanych w ten sposób danych. Należy pamiętać,
025 3 w silnikach Stirlinga mniej przydatne, głównie z uwagi na bardziej skomplikowane rozwiązanie u
6. Utrzymanie kategorii B jest istotne także z uwagi na możliwość
DSCF5319 Jwant X tore jęCzut Czucie trzewne jest słabo zlokalizowane z uwagi na
228 (73) E (g 1 (X) + g2(X))= ę (gt (x4)+ £2(x*)) pk jp Bdyż rozważany tu szereg jest bezwzględnie z
Materiały 109 Oczywiście, z punktu widzenia wartości, trudniej jest obiektywizować cele z uwagi na
Słuchacze otrzymują umowę o odbycie praktyk zawodowych (z uwagi na konieczność pieczęci i podpisów j
więcej podobnych podstron