8063591357
3
ustalania położenia zespołu. Jak pokazano na rys.3 o wartości odchyłki ustalania położenia decydują zarówno odchyłki systematyczne jak i przypadkowe. Ogólnie można stwierdzić, że odchyłki systematyczne są wyznaczone przez warunki brzegowe pracy danej maszyny i dla każdego punktu pomiarowego na długości drogi przesuwu zespołu mają określoną wartość i określony znak. Są one spowodowane głównie, błędami geometrycznymi prowadnic, błędami wykonania śruby tocznej, obciążeniami, a także błędami układu do pomiaru drogi zastosowanego w maszynie NC. Z uwagi na stałą ich wartość można je łatwo skorygować Na rys. 3 pokazano przykładowy efekt uzyskany dla frezarki pionowej w wyniku wprowadzenia do układu sterowania odpowiednich poprawek, uzyskanych z pomiarów odchyłek ustalania położenia.
Frezarka pionowa AVIA
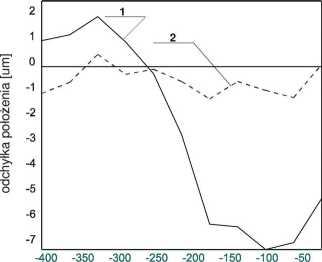
współrzędna w osi Y [mm]
Analiza trendu - liniowa
Rys.3. Zmniejszenie odchyłek pozycjonowania w wyniku korekcji.
(linia 1 przed korekcją, linia 2 po korekcji)
Odchyłki przypadkowe mogą mieć wiele przyczyn. Główne przyczyny to: zmienne warunki tarcia w parach kinematycznych, rozrzut czasów przełączania napędu, zmienna temperatura pracy obrabiarki, zmienne warunki zewnętrzne, zmienne obciążenia, drgania itp. Przypadkowe odchyłki położenia zmieniają swą wartość, pomimo zachowania stałych sterowalnych warunków pracy i eksploatacji. Są one powodem występowania rozrzutu położeń.
Wyszukiwarka
Podobne podstrony:
Rys. 14.1. Schemat połączeń jednofazowego silnika indukcyjnego Jak pokazano na rys. 14.2. rezystancj
SOISK8�9 Adresowanie IPPorada Aby odpowiedzieć na to pytanie, postępuj jak pokazano na rys. 1.12: pr
23177 IMG152 Czasami istnieje możliwość podawania przedmiotów do montażu dajników, jak pokazano na r
034 035 34 Wypełniamy tabelę jak pokazano na rys. 1.20, z której na podstawie wzorów (1.10), (1.11)
034 035 34 Wypełniamy tabelę Jak pokazano na rys. 1.20, z której na podstawie wzorów (1.10), (1.11)
P1110732 W czasie pracy ciągnika rozdzielacz 6 ustawiony jest w położeniu pokazanym na rys. 27 i stw
15554 str 090 czopem i panwią, jak to pokazano na rys. 13.1. Zgodnie z rys. 13.1 moment oporu tarcia
G wówczas samemu wyciąć odpowiedni krążek, jak to jest pokazane na rys. 15. Podklejenie cz. 21 odpow
str03 (2) Kirchhoffa dla wartości chwilowych. Metodę praw Kirchhoffa omówimy na przykładzie obwodu p
wytrzyma�1 PRACA KONTROLNA TEMAT: ZAPROJEKTOWAĆ PRZEKRÓJ BELKI POKAZANEJ NA RYS. NA MAK. WARTOŚCI MO
0044 SlajdD TOLERANCJE I PASOWANIA WYMIARÓW LINIOWYCH Położenie pól tolerancji i ich oznaczenia poka
wytrzyma�1 PRACA KONTROLNA TEMAT: ZAPROJEKTOWAĆ PRZEKRÓJ BELKI POKAZANEJ NA RYS. NA MAK. WARTOŚCI MO
więcej podobnych podstron