130859126
Open Access Library Aiuial V • 2015 • Issue 1
Podczas procesu skrawania następuje lokalne sczepianie narzędzia z obrabianym metalem na powierzchni przyłożenia oraz na powierzchni natarcia, na której wiór przylega do narzędzia, co schematycznie przedstawiono na przykładzie noża tokarskiego na rysunku 2.4 [1,4]
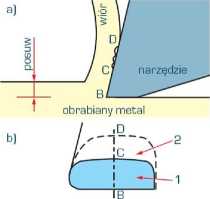
Rysunek 2.4. Schemat lokalnego spajania się narzędzia z obrabianym materiałem i wiórem a) przekrój w płaszczyźnie prostopadłej do krawędzi skrawającej, b) widok powierzchni natarcia narzędzia w pobliżu ostrza; 1 - strefa lokalnego spajania się, 2 - strefa kontaktu przerywanego[1, 4]
Zużycie ostrego narzędzia może następować na skutek oddziaływania prędkości skrawania oraz sil przyłożonych do niego w czasie procesu skrawania. Wzdłuż powierzchni natarcia ruch wióra i duże naprężenia normalne tworzą trwale uszkodzenie nazywane zużyciem kraterowym (kraterem). Może to wpływać na słabe wykończenie powierzchni obrabianej. Kiedy wzdłuż powierzchni przyłożenia posuw narzędzia i duży nacisk nonnalny wzrastają zwiększa się obszar styku między narzędziem a przedmiotem, powodując zużycie na powierzchni przyłożenia, które jest jednak łatwiejsze do zmierzenia, wobec czego przyjmuje się je jako wskaźnik określający trwałość ostrza. Położenie oraz rozmiar tego zużycia powierzchniowego odgrywają istotną rolę w określeniu okresu pracy narzędzia skrawającego [18-24],
Połączenie zużycia powierzchni przyłożenia oraz krateru prowadzi do pogorszenia powierzchni obrabianej i może spowodować przekroczenie tolerancji obrabianej części. Powoduje to zmniejszenie kąta między powierzchnią natarcia a powierzchnią przyłożenia. Te zmiany geometryczne prowadzą do osłabienia krawędzi skrawającej i mogą prowadzić do złamania ostrza. Rysunek 2.5 przedstawia jak proces zużycia zmienia geometrię narzędzia skrawającego [15, 25-28],
22
L.A. Dobrzański, D. Pakuła, M. Staszuk, A.D. Dobrzańska-Danikiewicz
Wyszukiwarka
Podobne podstrony:
Open Access Library Aiuial V • 2015 • Issue 1 zwłaszcza podczas obróbki zautomatyzowanej. Właściwie
Open Access Library Aiuial V • 2015 • Issue 1 oddzielania się wzdłuż stycznej do płaszczyzny pękania
Open Access Library Aiuial V • 2015 • Issue 1 powodując wykruszenie krawędzi skrawającej. Wielkość
Open Access Library Aiuial V • 2015 • Issue 1 wytrzymałość, wtedy cząstka materiału może przejść z
Open Access Library Aiuial V • 2015 • Issue 1 i efektywne mechanizmy zużycia zmieniają się w odkszta
Open Access Library Aiuial V • 2015 • Issue 1 W wyniku wzajemnego przenikania atomów materiału ostrz
Open Access Library Aiuial V • 2015 • Issue 1 Narzędzie skrawające, by spełnić swoją rolę musi spros
Open Access Library Aiuial V • 2015 • Issue 1 • rysowaniem, gdy materiał jest częściowo odkształcany
Open Access Library Aiuial V • 2015 • Issue 1 Cykliczne oddziaływanie naprężeń kontaktowych w warstw
Open Access Library Yolume 4 2011 of Materials Processing Technology) oraz 2 obronione prace doktors
Open Access Library Yolumc 1 (31) 20142.4. Zapewnienie jakości Zapewnienie jakości stanowi w procesa
Open Access Library Yolume 5 2011 obróbki cieplno-chemicznej. jako nadal interesujące ze względów
Open Access Library Yolume 5 2011 • podeutektoidalną - o strukturze
Open Access Library Yolume 5 2011 stosowany jest propan (C3H8), etylen (C2H4), acetylen (C2H2) lub m
Open Access Library Yolume 5 20112.4. Azotowanie Azotowanie polega na nasycaniu warstwy powierzchnio
Open Access Library Yolume 5 2011 temperatury azotowania. W nicktóiych przypadkach operacja odpuszcz
Open Access Library Yolume 5 2011 ■ zakres temperatury □ zakres stężenia pierwiastka
Open Access Library Yolume 5 2011 obrabianego przedmiotu wydziela się ciepło, a obrabiany przedmiot
Open Access Library Yolume 5 2011 - pierwiastek dyfundujący nie występuje w metalu osnowy ■
więcej podobnych podstron