130859128
Open Access Library Aiuial V • 2015 • Issue 1
oddzielania się wzdłuż stycznej do płaszczyzny pękania wewnątrz metalu, opuszczając przylegający materiał po narzędziu lub w obrębie narzędzia, co staje się następnie przyczyną zużycia narzędzia. Obecność i rozmiar strefy przywierania zależy od wielkości sil normalnych i warunków tarcia wzdłuż tej powierzchni. Większość materiału obrabianego może narastać przez jakiś okres czasu. Materiał ten nazywany narostem znacząco zmienia geometrię ostrza narzędzia, co schematycznie przedstawiono na rysunku 2.7. Przerywanie lokalnych spoin utworzonych w procesie skrawania wpływa na krótkotrwałe podwyższanie temperatury na powierzchni przyłożenia narzędzia i obrabianego metalu oraz na powierzchni przylegania narzędzia i wióra. Powoduje to tworzenie się pól temperaturowych na powierzchniach narzędzia, przedstawionych na rysunku 2.8. o wartościach zależnych od prędkości skrawania i posuwu. W przypadku gdy podczas skrawania na powierzchni narzędzia tworzy się narost, rozkład temperatury w narzędziu jest nieco inny, a temperatura jest niższa. Rozkład temperatury w skrawanym materiale i narzędziu skrawającym na podstawie obliczeń teoretycznych przedstawiono przykładowo na rysunku 2.9,
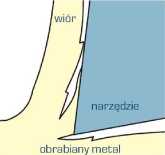
Rysunek 2.7. Schemat tworzenia się narostu na powierzchni natarcia narzędzia [1, 4]
p=0,5 mm V=152 m/min
Rysunek 2.8. Pole temperaturowe w nożach tokarskich podczas obróbki stali niskowęglowej z posuwem 0,25 mm w czasie 20 s [1,4]
24
L.A. Dobrzański, D. Pakuła, M. Staszuk, A.D. Dobrzańska-Danikiewicz
Wyszukiwarka
Podobne podstrony:
Open Access Library Aiuial V • 2015 • Issue 1 i efektywne mechanizmy zużycia zmieniają się w odkszta
Open Access Library Aiuial V • 2015 • Issue 1 Podczas procesu skrawania następuje lokalne sczepianie
Open Access Library Aiuial V • 2015 • Issue 1 powodując wykruszenie krawędzi skrawającej. Wielkość
Open Access Library Aiuial V • 2015 • Issue 1 wytrzymałość, wtedy cząstka materiału może przejść z
Open Access Library Aiuial V • 2015 • Issue 1 zwłaszcza podczas obróbki zautomatyzowanej. Właściwie
Open Access Library Aiuial V • 2015 • Issue 1 W wyniku wzajemnego przenikania atomów materiału ostrz
Open Access Library Aiuial V • 2015 • Issue 1 Narzędzie skrawające, by spełnić swoją rolę musi spros
Open Access Library Aiuial V • 2015 • Issue 1 • rysowaniem, gdy materiał jest częściowo odkształcany
Open Access Library Aiuial V • 2015 • Issue 1 Cykliczne oddziaływanie naprężeń kontaktowych w warstw
Open Access Library Yolume 5 2011 obrabianego przedmiotu wydziela się ciepło, a obrabiany przedmiot
Open Access Library Yolume 2 2011 Złożonym mechanizmem mszczenia odznaczają się laminaty, czyli komp
Open Access Library Yolume 5 2011 obróbki cieplno-chemicznej. jako nadal interesujące ze względów
Open Access Library Yolume 5 2011 • podeutektoidalną - o strukturze
Open Access Library Yolume 5 2011 stosowany jest propan (C3H8), etylen (C2H4), acetylen (C2H2) lub m
Open Access Library Yolume 5 20112.4. Azotowanie Azotowanie polega na nasycaniu warstwy powierzchnio
Open Access Library Yolume 5 2011 temperatury azotowania. W nicktóiych przypadkach operacja odpuszcz
Open Access Library Yolume 5 2011 ■ zakres temperatury □ zakres stężenia pierwiastka
Open Access Library Yolume 5 2011 - pierwiastek dyfundujący nie występuje w metalu osnowy ■
Open Access Library Yolume 5 2011 REAKCJE W OŚRODKU NASYCAJĄCYM Główne parametry: t - temperatu
więcej podobnych podstron