5662539551
Rozdział 1
wlewowego. Na rysunku 1.1 przestawiono uproszony rysunek surowego odlewu, model, rdzeń oraz formę gotową do zalania płynnym metalem dla części, której formowanie pokazano na rysunku 1.2. Sposób tworzenia rysunku odlewu będzie szczegółowo omówiony dalej.
Dla ułatwienia wyjęcia modelu z formy i zapobieżeniu obrywaniu się krawędzi formy lub rdzenia pochyla się nieco powierzchnie pionowe w modelach i znakach rdzeniowych. Odchylenie o pewien kąt powierzchni modelu od pionu nazywa się pochyleniem odlewniczym lub zbieżnością. Można je wyrażać w stopniach lub procentach. Np. jeżeli na długości 100 mm odchylenie od pionu wynosi 1 mm, to pochylenie jest równe 1/100 xl00% = 1%. W innych metodach, np. przy odlewaniu kokilowym, ciśnieniowym - pochylenia służą do wyjęcia gotowego odlewu z formy.
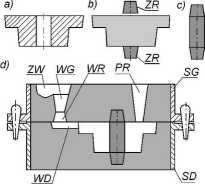
Rysunek 1.1. Elementy tworzenia formy odlewniczej: a) rysunek surowego odlewu, b) model, c) rdzeń, d) forma gotowa do zalania; ZR - znaki rdzeniowe,
ZW - zbiornik wlewowy, WG - wlew główny,
WR - wlew rozprowadzający, WD - wlewy doprowadzające,
PR - przelew, SG - skrzynka górna, SD - skrzynka dolna
Formowanie ręczne
Formę odlewniczą wykonuje się w skrzynkach formierskich ograniczających wymiary formy i zabezpieczających masę formierską przed rozsypaniem się. Po zagęszczeniu masy formierskiej i wyjęciu modelu (lub połówek modeli) formę wykańcza się, wkłada rdzeń i składa skrzynki za pomocą sworzni prowadzących. Przebieg procesu formowania i kolejność czynności formowania przedstawiono na przykładzie modelu nie-dzielonego na rysunku 1.2.
Strona 16
Wyszukiwarka
Podobne podstrony:
metalurgia070(1) 140 3,7.1. Rysunek surowego odlewu Rysunek surowego odlewu jest opracowywany na pod
metalurgia070 140 3.7.1. Rysunek surowego odlewu Rysunek surowego odlewu jest opracowywany na podsta
skanuj0098 (27) połączenia wielowypustowe przedstawia się na rysunkach w sposób uproszczony, zgodnie
rozdział 9 (10) Na rysunku 2 przedstawiono spadek wartości bieżącej inwestycji w wysokości I zł w za
IMGb65 połączenia wielowypustowc przedstawia się na rysunkach w sposób uproszczony, zgodnie z normą
M$4 244 Andrzej Zero - Mathead 7.0 Na rysunku 7.70 przedstawiono rysunek wstawiony do programu przy
Dane do rysunku surowego odlewu • Rysunek surowego odlewu powinien zawierać
048(1) 2 5. OPRACOWANIE RYSUNKU SUROWEGO ODLEWU Rysunek surowego odlewu stanowi powtórzenie rysunku
Zadanie 13. (3 pkt) Na rysunku przedstawiono uproszczony przekrój geologiczny. a) Wpisz obok każdego
Kierunki rozwoju konstrukcji nawierzchni dróg wiejskich Z kolei na rysunku 4. pokazano uproszczony m
pomiary ci?nie?�4 Na rysunku 8 zamieszczono uproszczony schemat stanowiska do pomiaru ciśnień. Przep
0000011 (14) 3. Przesył sygnałów 96 Na rysunku 3.3 przedstawiono uproszczony schem
Na rysunku przedstawiono uproszczony przekrój geologiczny. o * m_:_ piaski i gliny
o Na rysunku przestawiano przekrój pieczarki, a) Podpisz wskazane na rysunku części grzyba. b) Zamal
więcej podobnych podstron