211
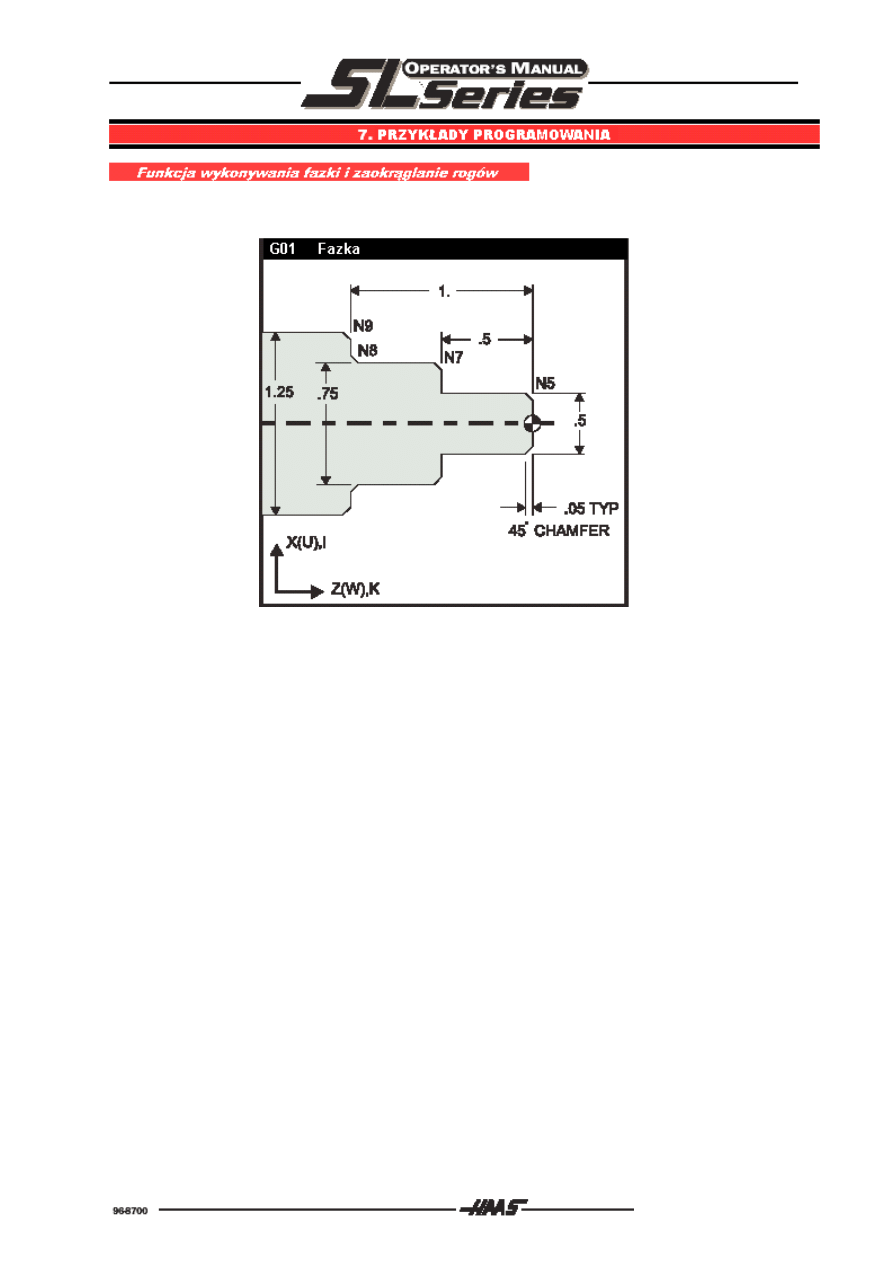
G01 FAZKI
PRZYKŁAD PROGRAMU
Automatyczne wykonywanie fazki
%
O0001 (AUTOMATIC CHAMFERING)
N1 G50 S1500
N2 G00 T101 G97 S500 M03
N3 G00 X0 Z0.25
(i dalej)
N4 G01 Z0 F0.005
N5 G01 X0.50 K-0.050
N6 G01 Z-0.50
N7 G01 X0.75 K-0.050
N8 G01 Z-1.0 I0.050
N9 G01 X1.25 K-0.050
N10 G01 Z-1.5
N11 G00 X1.5 Z0.25
G51
M30
%
212
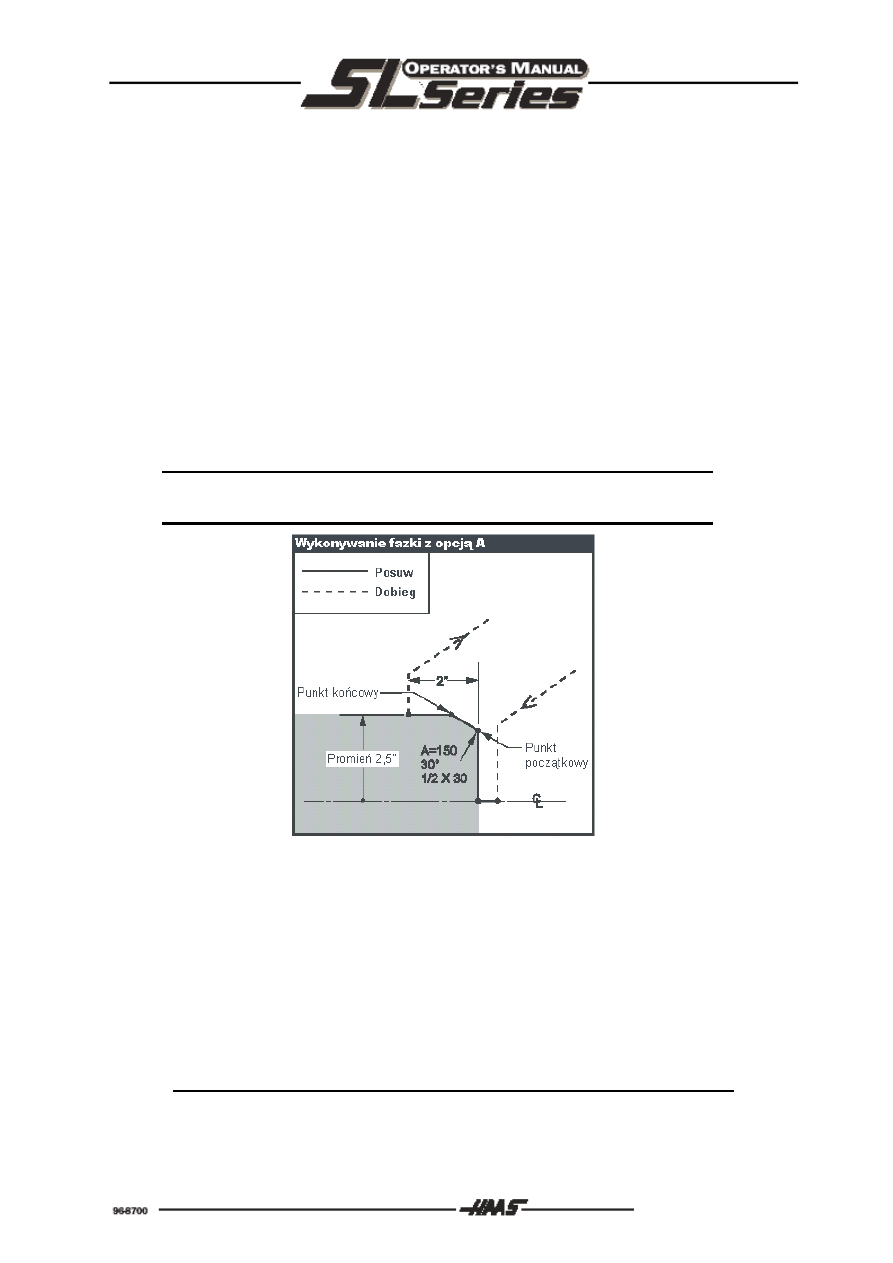
G01 Wykonywanie fazki z opcją A
Grupa 01
F Posuw
U Opcjonalna komenda ruchu inkrementalnego dla osi X
W Opcjonalna komenda ruchu inkrementalnego dla osi Z
X Opcjonalna komenda ruchu bezwzględnego dla osi X
Z Opcjonalna komenda ruchu bezwzględnego dla osi Z
A Opcjonalny kąt ruchu (używane tylko z jedną z osi X, Z, U, W)
Kod G zapewnia ruch po linii prostej do jednego punktu do drugiego. Ruch może się odbywać w
jednym lub dwóch wymiarach. Obie poruszane osie rozpoczną ruch i staną w tym samym czasie.
Prędkości są kontrolowane, tak że określony posuw jest utrzymywany na całej drodze. Komenda F
jest modalna, i może być określona w poprzednim bloku. Jedynie Wyszczególnione osie mogą zostać
poruszone, a poszczególne komendy określają czy poruszamy się w przyrostowym czy
bezwzględnym układzie współrzędnych. Osie pomocnicze B i V mogą być również poruszane za
pomocą G01, ale może się odbywać ruch jedynie w jednej osi na raz.
Gdy wybiera kąt należy używać tylko jednej osi, odpowiednio punkt na osi X lub Z jest obliczany w
zależności od kąta.
UWAGA: Ten kod G nie jest obsługiwany w cyklach obróbki zgrubnej G71, G72 lub G73.
PRZYKŁAD PROGRAMU
G54;
M03 S1500;
T606
G00 X5. Z0.1;
X0;
G01 Z0 F0.01
G01 X4. Z0 F0.012; (punkt początkowy)
X5. (punkt końcowy) A150. (kąt do punktu końcowego);
Z-2.;
X6.;
G28;
M30;
UWAGA: A -30 = A 150; A -45 = A 135
213
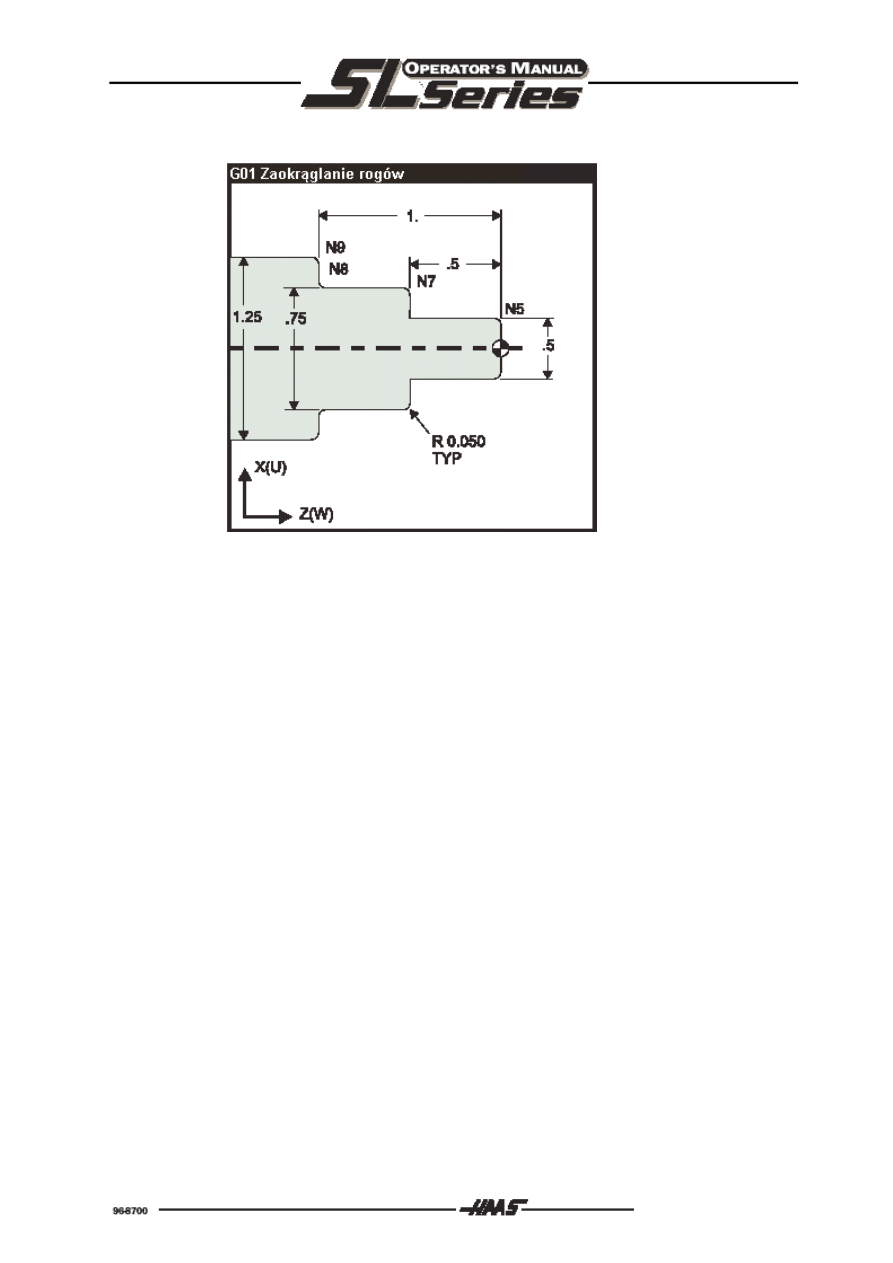
G01 Zaokrąglanie krawędzi
Grupa
01
PRZYKŁAD PROGRAMU
Automatyczne zaokrąglanie krawędzi
%
O0005 (AUTOMATYCZNE ZAOKRĄGLANIE KRAWĘDZI)
N1 G50 S1500
N2 G00 T101 G97 S500 M03
N3 X0 Z0.25
N4 G01 Z0 F0.005
N5 G01 X0.5 R-0.050
N6 G01 Z-0.50
N7 G01 X0.75 R-0.050
N8 G01 Z-1.0 R0.050
N9 G01 X1.25 R-0.050
N10 G01 Z-1.5
N11 G00 X1.5 Z0.25
G51
M30
%
214
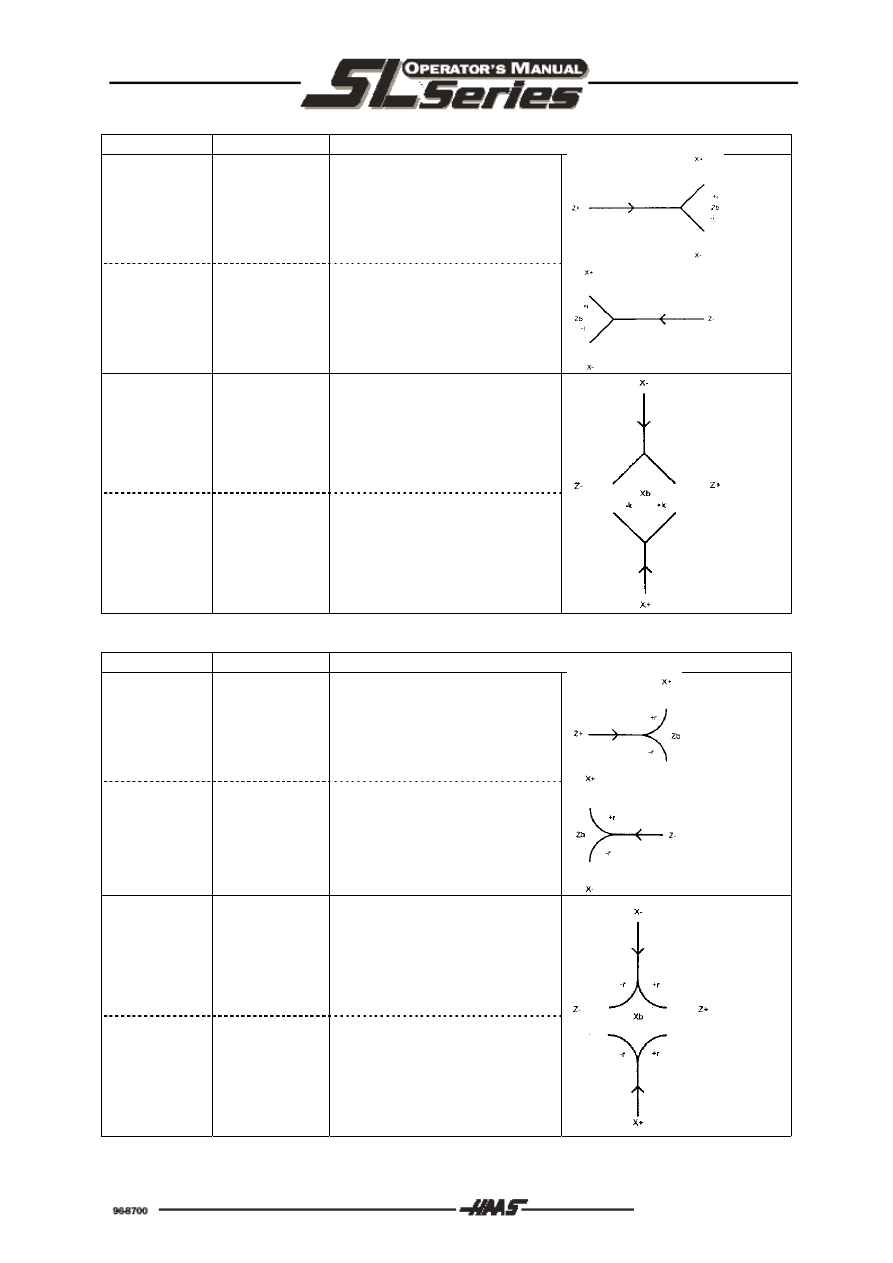
Przejście
Składnia
Ruch
Fazka
Z+
→ X+/-
N1 G01 Zb Ii
N2 Xc
G01 Z(b –
i)
GO1 X(POS
aktualna
+ i)Zb
G01 Xc
Fazka
Z-
→ X+/-
G01 Z(b +
i)
GO1 X(POS
aktualna
+ i)Zb
G01 Xc
Fazka
X-
→ Z+/-
N1 G01 Xb Kk
N2 Zc
G01 X(b –
k)
GO1 Z(POS
aktualna
+ k)Xb
G01 Zc
Fazka
X+
→ Z+/-
G01 X(b +
k)
GO1 Z(POS
aktualna
+ k)Xb
G01 Zc
Przejście
Składnia
Ruch
Zaokrąglenie
Z+
→ X+/-
N1 G01 Zb Rr
N2 Xc
G01 Z(b –
r)
r: GO3 X(POS
aktualna
+ r)Zb
R
r
-r: GO2 X(POS
aktualna
+ r)Zb
R
r
G01 Xc
Zaokrąglenie
Z+
→ X+/-
N1 G01 Zb Ii
N2 Xc
G01 Z(b +
r)
r: GO2 X(POS
aktualna
+ r)Zb
R
r
-r: GO3 X(POS
aktualna
+ r)Zb
R
r
G01 Xc
Zaokrąglenie
X-
→ Z+/-
N1 G01 Xb Rr
N2 Zc
G01 X(b –
r)
r: GO3 ZX(POS
aktualna
+ r)Xb
R
r
-r: GO2 Z(POS
aktualna
+ r)Xb
R
r
G01 Zc
Zaokrąglenie
X+
→ Z+/-
G01 X(b –
r)
r: GO3 Z(POS
aktualna
+ r)Xb
R
r
-r: GO2 ZX(POS
aktualna
+ r)Xb
R
r
G01 Zc
215
Uwagi:
1)
Programowanie przyrostowe jest możliwe, jeżeli jest zdefiniowane Ub albo Wb
zamiast Xb albo Zb,
2) Ruchy
byłyby zaprojektowane tak, jak poniżej: X(POS
aktualna
+ i) = Ui, Z(POS
aktualna
+
k) = Wk, X(POS
aktualna
+ r) = Ur, Z(POS
aktualna
+ r) = Wr,
3) Symbol
POS
aktualna
przedstawia aktualne położenie osi X lub osi Z,
4)
Parametry I, K i R zawsze definiują promień.
Zasady:
1) Adres K jest używany zawsze w połączeniu z adresem X (U). Adres I jest używany tylko w
połączeniu z adresem Z (W).
2)
Adres R jest używany razem z adresem X albo Z, adresy X i Z nie powinny występować razem w
tym samym bloku.
3) Użyjcie Państwo adresy I i K nie w tym samym bloku NC. A jeżeli stosujecie Państwo adres R, to
adres I albo K nie powinien być ustawiany.
4)
W bloku NC, który zawiera definicję fazki, ewentualnie zaokrąglenia, musi być wykonywany ruch,
który jest prostopadły do poprzedniego ruchu.
5)
Funkcja fazowania albo zaokrąglania nie może być użyta w cyklu toczenia gwintu albo w cyklu
modalnym.
6) Fazka albo zaokrąglenie muszą być wystarczająco małe, aby pasować do przewidzianego
wycinka strefy.
7) Zaokrąglenia albo fazki mogą być wykonywane tylko za pomocą ruchów równoległych do osi.
UWAGA!
Zasady te muszą być dotrzymywane, inaczej mogą pojawić się niepożądane wyniki.
216
PRZYKŁAD PROGRAMU
OPIS
%
O0070
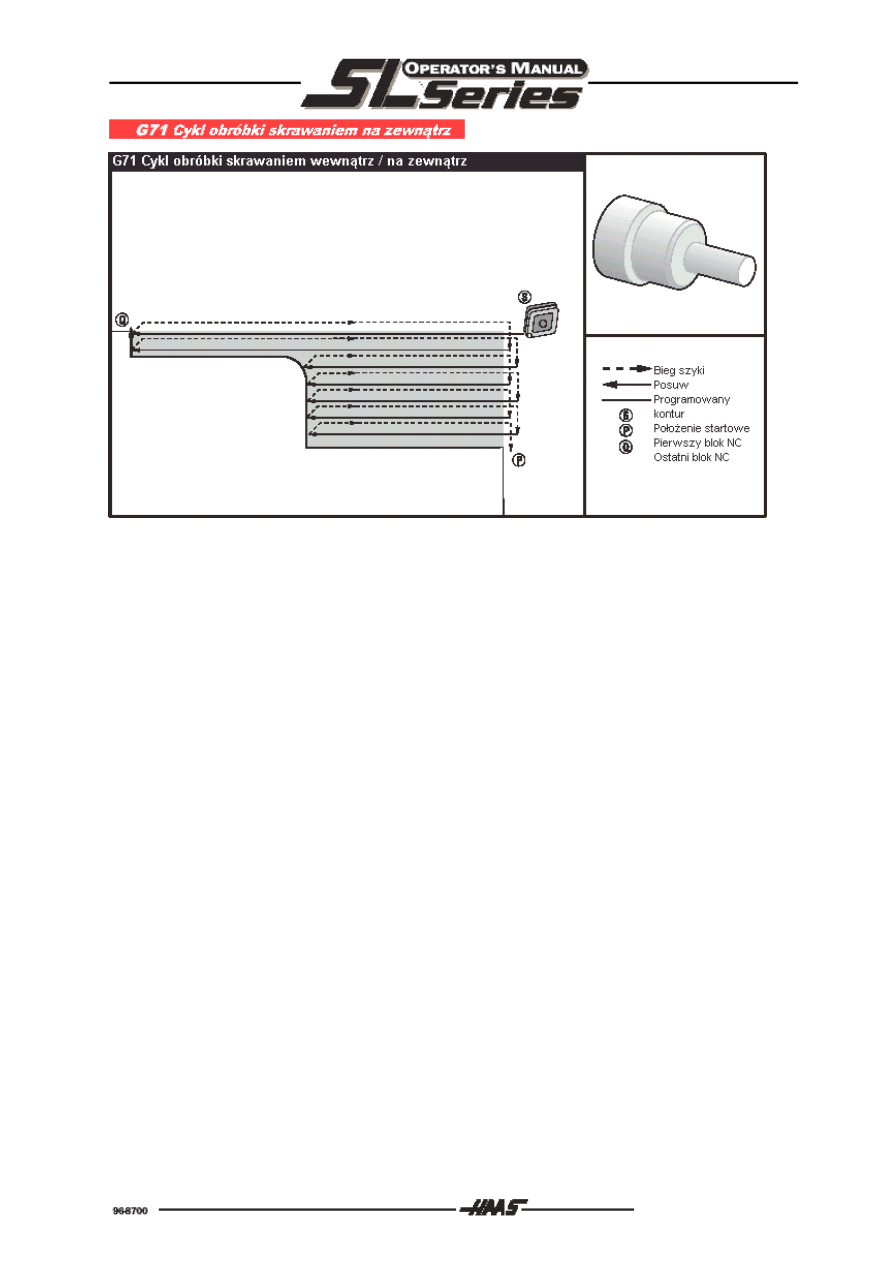
(G71 cykl obróbki zgrubnej)
G00 T101
G50 S2500
G97 S509 M03
G54 X6. Z0.05
G96 S800
G71 P1 Q2 D0.15 U0.01 W0.005 F0.014
N1 G00 X2.
G01 Z-3. F0.006
X3.4376
G03 X4.0002 Z-3.2813 R0.2813
G01 Z-6. X4.
N2 X6.
G70 P1 Q2
(przejście wykańczające)
M05
G28
M30
217
PRZYKŁAD PROGRAMU
OPIS
%
O0071
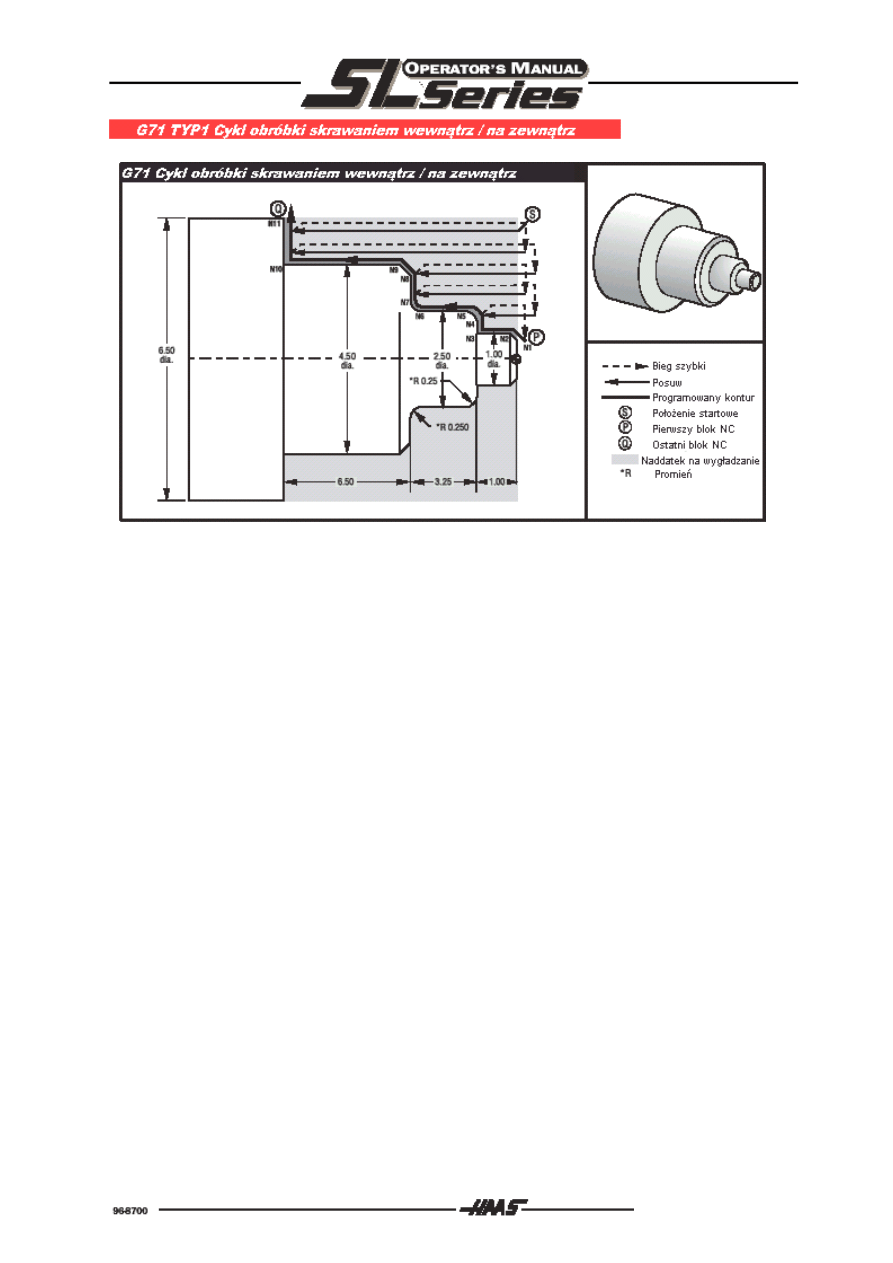
(PRZYKŁAD FANUC G71 TYP I)
G20
(Wymiary w calach)
G00 G54 X6.6 Z.05 M08
(Dojazd do pozycji wyjściowej)
T101 (CNMG 432)
(Zmiana narzędzia i wprowadzenie współrzędnych)
G50 S2000
(Ustawienie maks. prędkości 2000 obr/min)
G97 S636 M03
(włączenie wrzeciona)
G96 S750
(Włączenie stałej prędkości posuwu)
G71 P1 Q11 D0.15 U0.01 W0.005 F0.012
(Definicja cyklu obróbki zgrubnej)
N1 G00 X0.6634
P
(Początek definicji)
N2 G01 X1. Z-0.1183 F0.004
N3 Z-1.
N4 X1.9376
N5 G03 X2.5 Z-1.2812 R0.2812
N6 G01 Z-3.0312
N7 G02 X2.9376 Z-3.25 R0.2188
N8 G01 X3.9634
N9 X4.5 Z-3.5183
N10Z-6.5
N11X6.0 Q
(Koniec
definicji)
G00 X0 Z0 T100
(Odjazd)
T202
(Narzędzie wykańczające)
G50 S2500
G97 S955 M03
G00 X6. Z0.05 M08
G96 S1500
G70 P1 Q11
(Przejście wykańczające z posuwem .004")
G00 X0 Z0 T200
M30
%
218
PRZYKŁAD PROGRAMU
OPIS
%
O0001
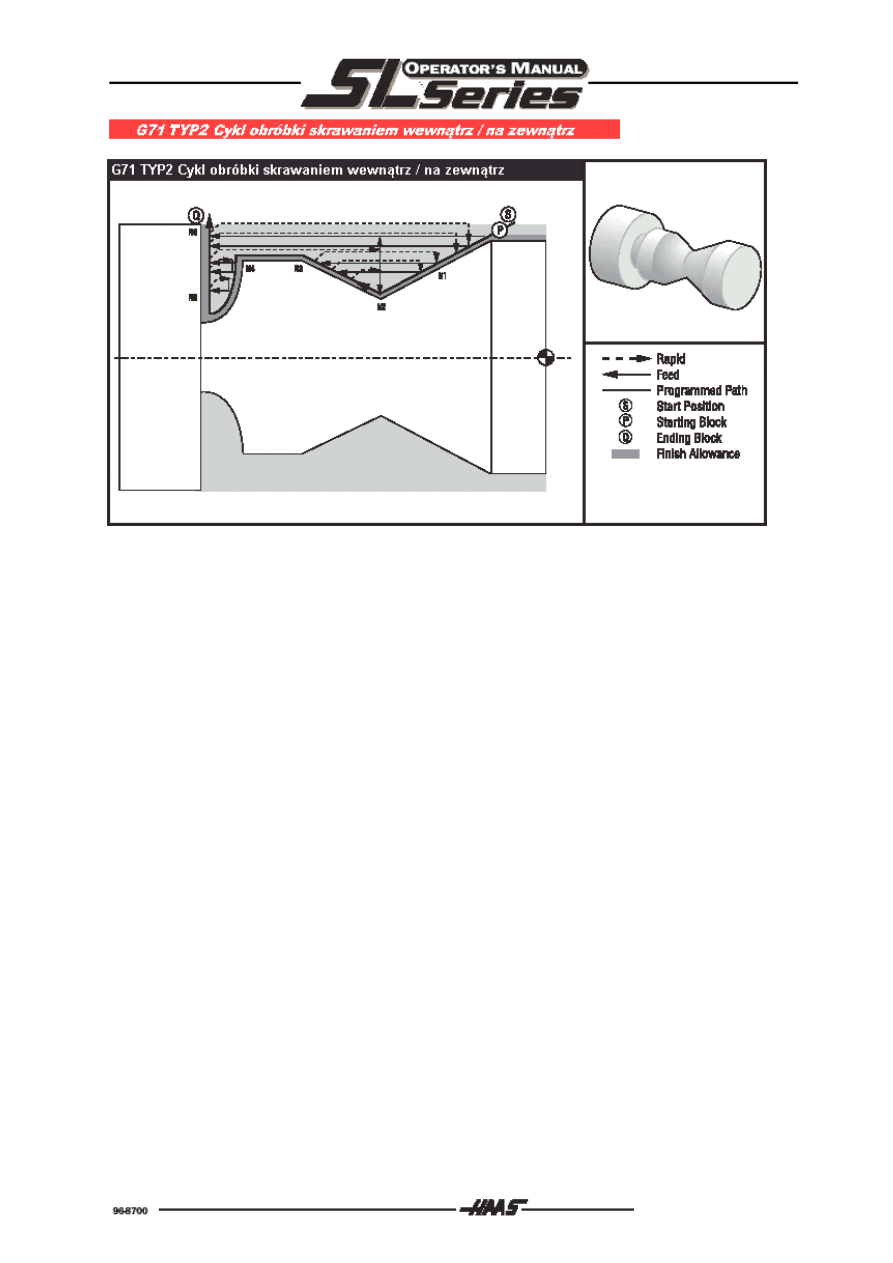
(PRZYKŁAD YASNAC G71 TYP II )
G50 T5100
(Wybór ustawienia YASNAC)
T101
(Narzędzie do obróbki zgrubnej)
S1000 M03
;
G0 X2.Z0
S (Pozycja początkowa)
G71 R1 P1 Q6 D.035 U.03 W.01 S1500 F.01
;
N1 G1 X1.5 Z-.5 F.004
P (PQ definicja ścieżki)
N2 X1.Z-1.
N3 X1.5 Z-1.5
N4 Z-2.
N5 G02 X.5 Z-2.5 R.5
N6 G01 X2.
Q (PQ Koniec ścieżki)
;
G50 T5200
T202
(Narzędzie wykańczające)
S1500 M03
;
G70 P1 Q6
(Przejście wykańczające))
;
G28 M30
%
219
PRZYKŁAD PROGRAMU
OPIS
%
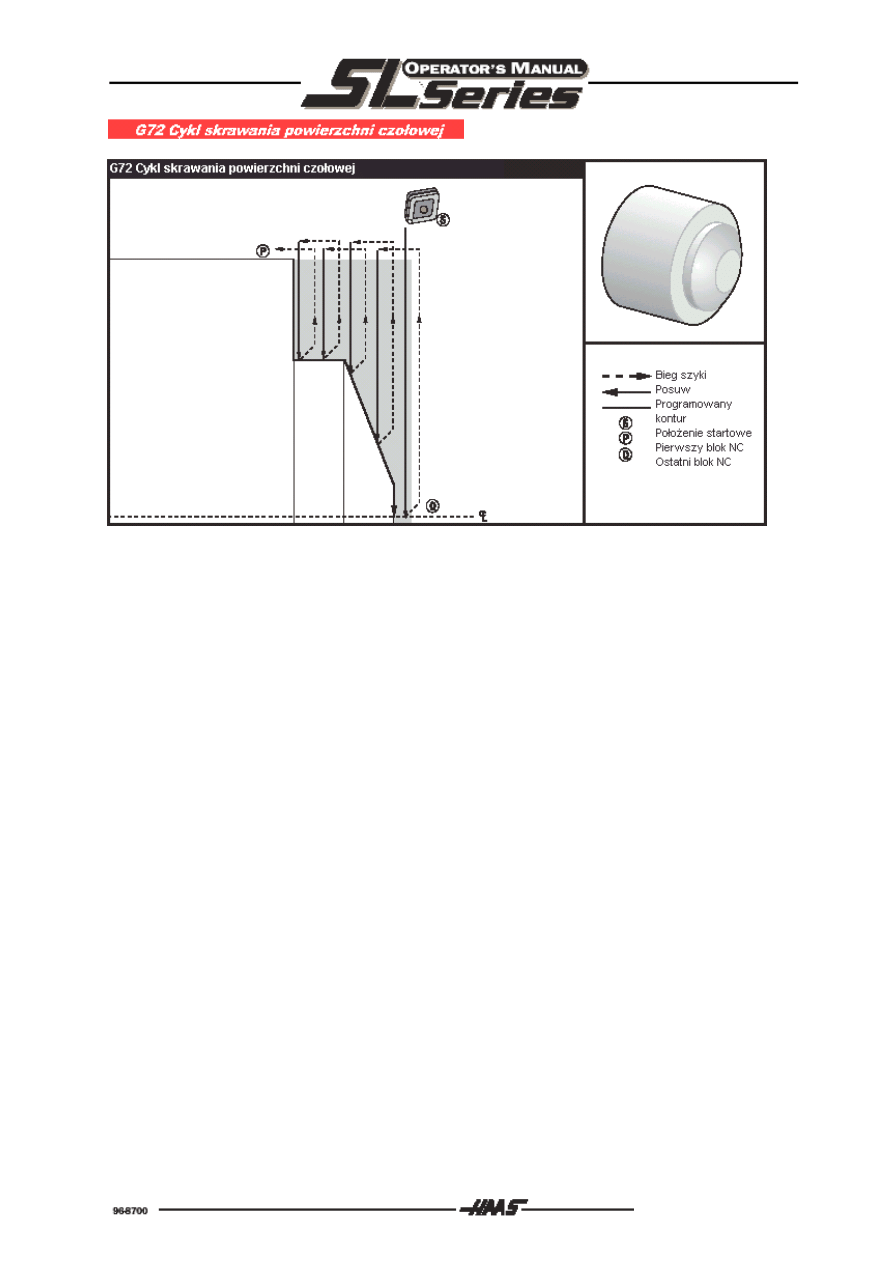
O0069
(G72 cykl obróbki zgrubnej)
G00 T101
G50 S2500
G97 S509 M03
G54 X6. Z0.05
G96 S800
G72 P1 Q2 D.075 U0.01 W0.005 F0.012
N1 G00 Z-0.65
G01 X3. F0.006
Z-0.3633
X1.7544 Z0.
X-0.0624
N2 Z0.02
G70 P1 Q2
(Przejście wykańczające)
M05
G28
M30
%
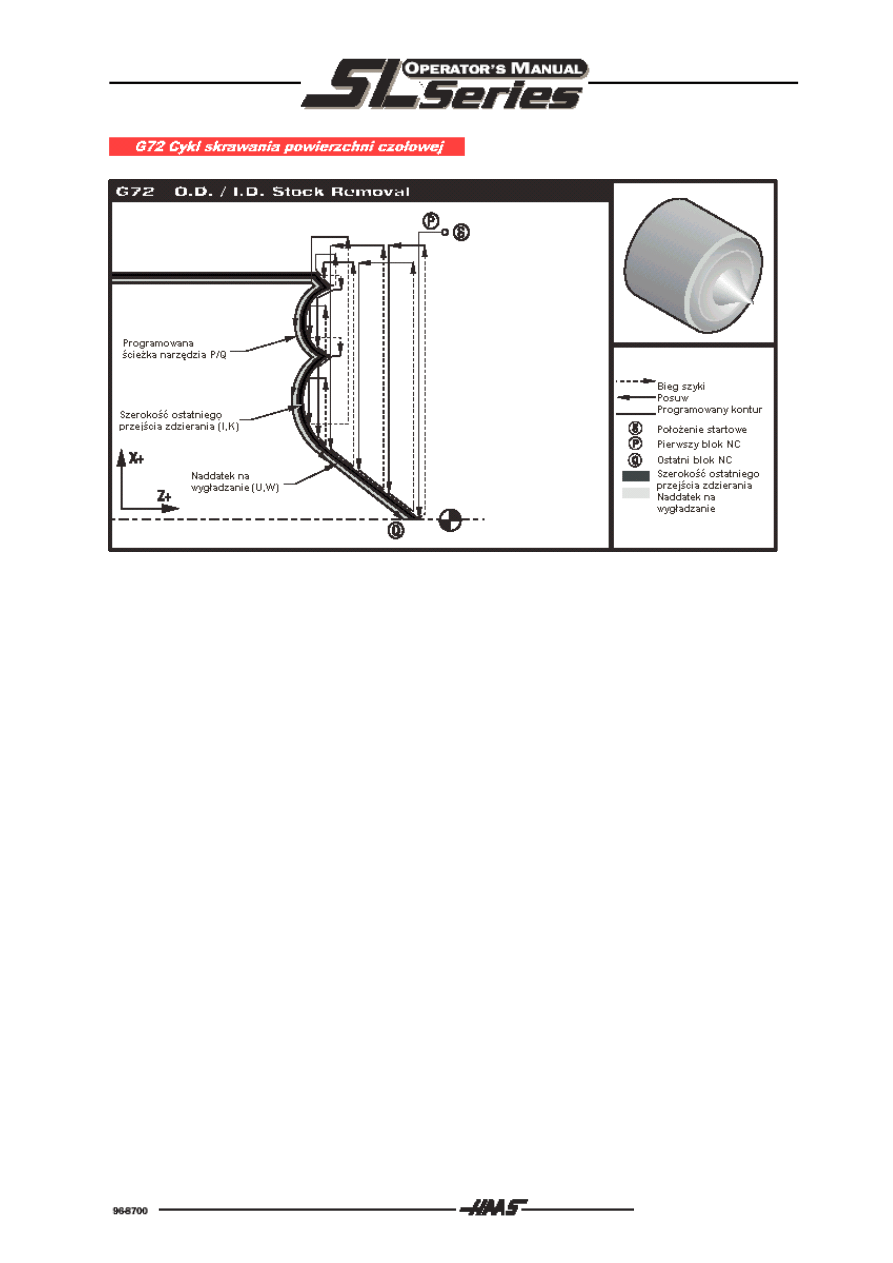
220
PRZYKŁAD PROGRAMU
OPIS
%
00722
(G72 cykl obróbki zgrubnej)
G28
T101
G00 G54 X2.1 Z0.1
S1000 M03
G72 R1 P1 Q2 D0.06 I0.02 K0.01 U0.02 W0.01 S1100 F0.015
N1 G01 Z-0.46 X2.1 F0.005
X2.
G03 X1.9 Z-0.45 R0.2
G01 X1.75 Z-0.4
G02 X1.65 Z-.4 R0.06
G01 X1.5 Z-0.45
G03 X1.3 Z-0.45 R0.12
G01 X1.17 Z-0.41
G02 X1.03 Z-0.41 R0.1
G01 X.9 Z-0.45
G03 X.42 Z-0.45 R0.19
G03 X.2 Z-0.3 R0.38
N2 G01 X.01 Z0
G70 P1 Q2
(Przejście wykańczające)
M05
G28
M30
%
221
PRZYKŁAD PROGRAMU
OPIS
%
O0071
T101M03 S750
G00 X3. Z0.05
(Ruch biegiem szybkim do położenia początkowego)
G74 Z-0.5 K0.1 F0.01
(Dostawienie na Z-5., z łamaniem wióra wiórów.100")
G28
M30
%
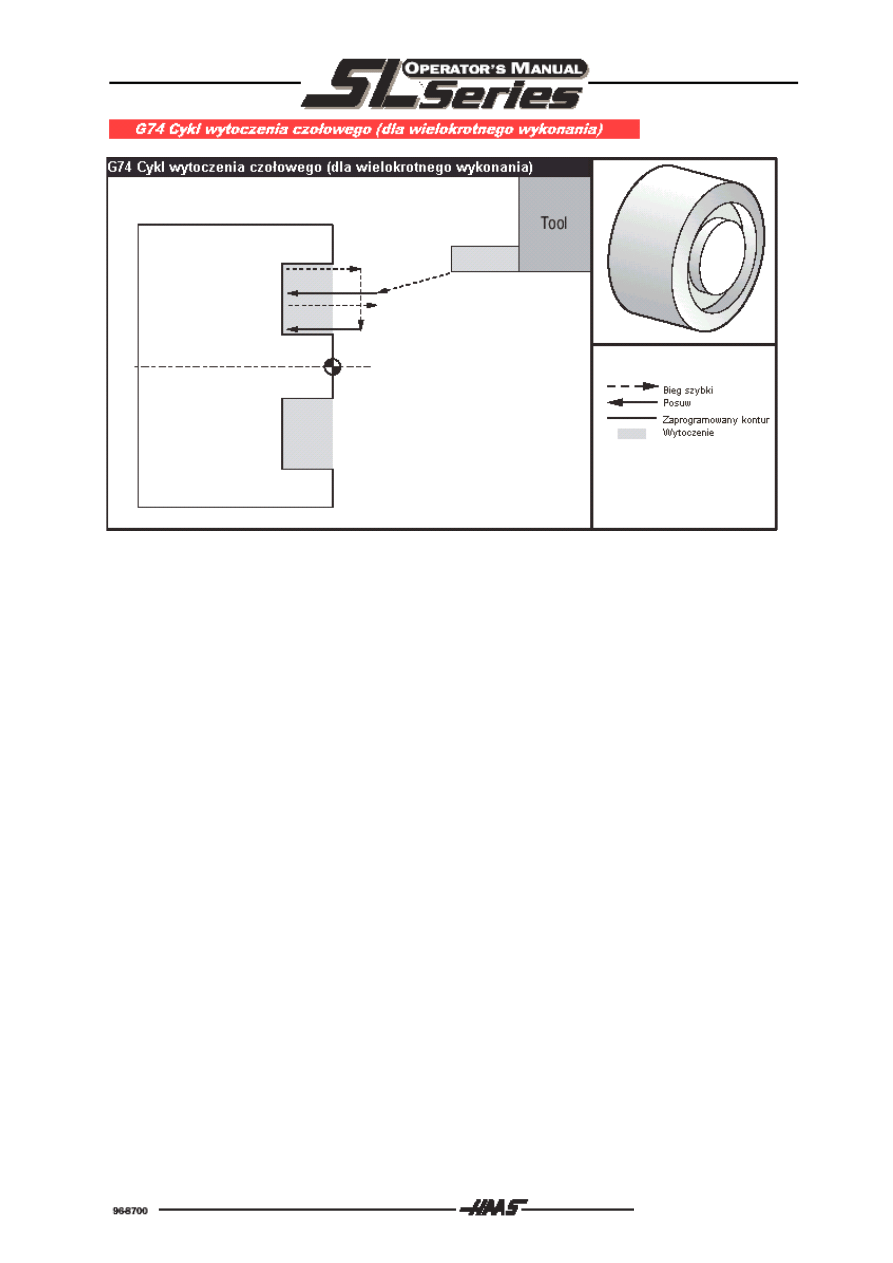
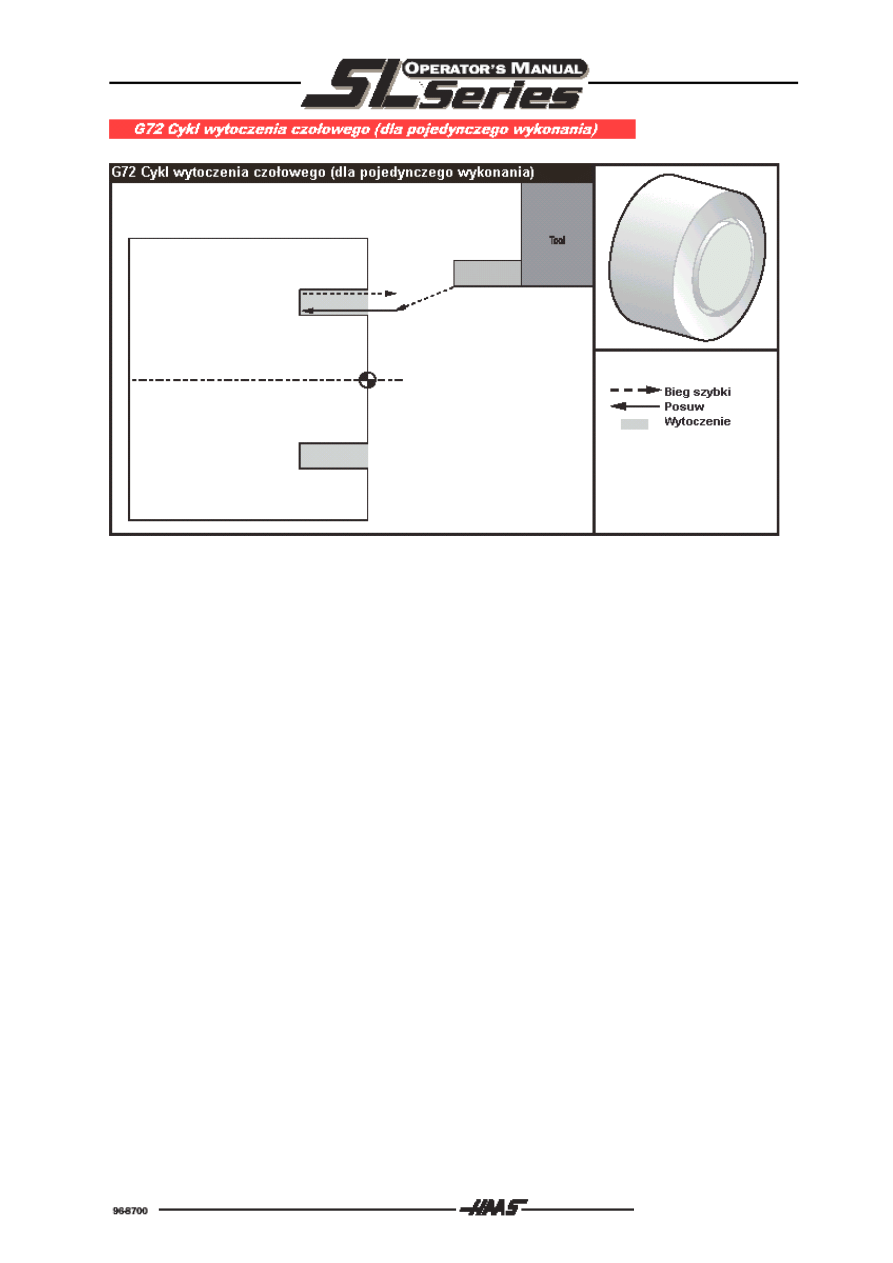
222
PRZYKŁAD PROGRAMU
OPIS
%
O0074
T101M03 S750
G00 X3. Z0.05
(Ruch biegiem szybkim do położenia początkowego)
G74 X1.75 Z-0.5 I0.2 K0.1 F0.01
(
Cykl wielokrotnego podtoczenia czołowego
)
G28
M30
%
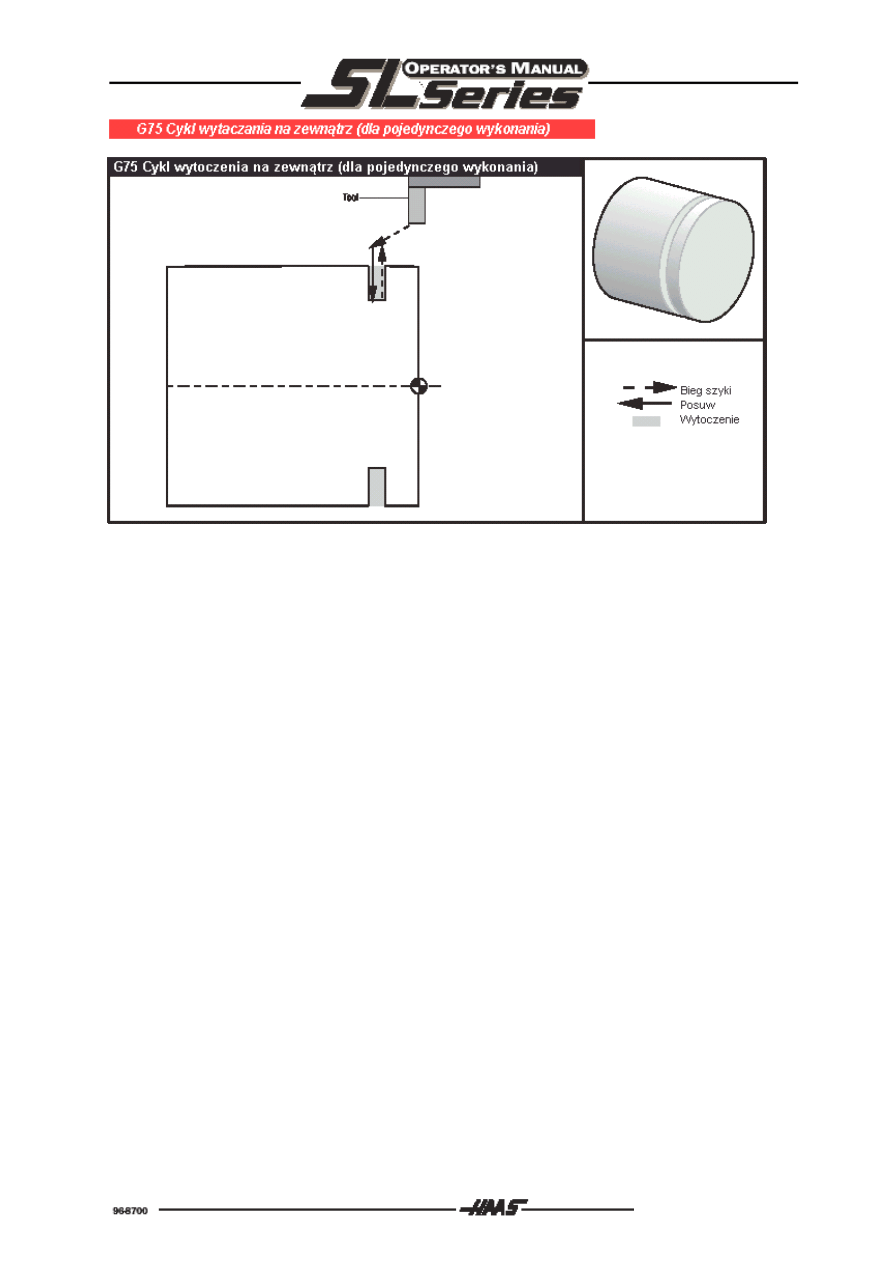
223
PRZYKŁAD PROGRAMU
OPIS
%
O0075
T101M03 S750
G00 X4.1 Z0.05
(Biegiem szybkim do położenia bezpieczeństwa)
G01 Z-0.75 F0.05
(Posuwem do położenia wytoczenia)
G75 X3.25 I0.1 F0.01
(Cykl wytaczania na zewnątrz, jedno wykonanie)
G00 X5. Z0.1
G28
M30
%
224
PRZYKŁAD PROGRAMU
OPIS
G54
(Wybór współrzędnych pracy)
G50 S2000
(Ustawienie maks. prędkości obr., wybór geometrii)
G97 S2000 T101 M03
(Włączenie wrzeciona, wybór narzędzia 1)
G00 X3.1 Z0.5
(Ruchem szybkim do punktu zerowego)
M08
(Włączenie chłodziwa)
G96 S1200
(Włączenie stałego posuwu)
G01 Z0 F0.01
(Pozycja do części Z0)
X-0.04
G00 Z0.025 X3.
G71P1 Q10 F0.015 U0.035 W0.005 D0.125
(Zdefiniowanie cyklu obróbki zgrubnej)
N1 X0.875 Z0
(Początek zaprogramowanego konturu)
N2 G01 X1. Z-0.075 F0.006
N3 Z-1.125
N4 G02 X1.25 Z-1.25 R0.125
N5 G01 X1.4
N6 X1.5 Z-1.3
N7 Z-2.25
N8 G02 X1.9638 Z-2.4993 R0.25
N9 G03X2.0172 Z-2.5172 R0.0325
N10G01 X3. Z-3.5
(Koniec zaprogramowanego konturu)
G00 Z0.1
G54 T100 Z0
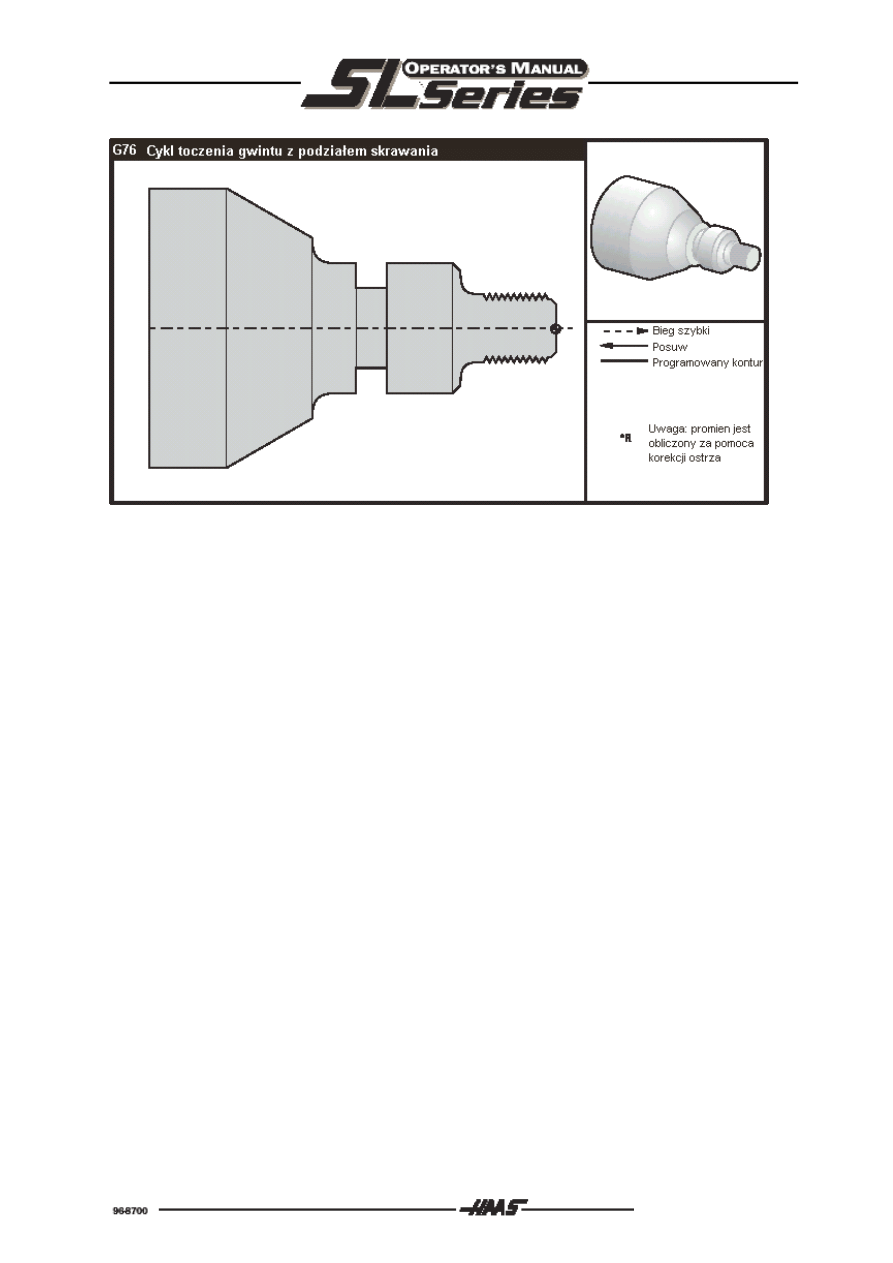
N20
(Przykładowy program gwintujący dla HAAS SL
FAUNC System)
G54
G50 S2000
G97 S1200 T505 M03
(Narzędzie gwintujące)
G00 X1.5 Z0.5
(Odjazd)
M08
G00 X1.1 Z0.1
G76 D0.0115 X0.913 K0.042 Z-0.85 F0.0714 ( cykl gwintowania)
G00X1.5 Z0.5 M09G54 T500 Z0
N30
(HAAS SL FANUC System)
G54

225
G50 S2000
G97 S1200 T404 M03
(rowkarka)
G00 X1.625 Z0.5
M08
G96 S800
G01 Z-1.906 F0.025
X1.47 F0.006
X1.51
W0.035
G01 W-0.035 U-0.07
G00 X1.51
W-0.035
G01 W0.035 U-0.07
X1.125
G01 X1.51
G00 X3. Z0.5 M09
G54 T400 Z0
M30
%
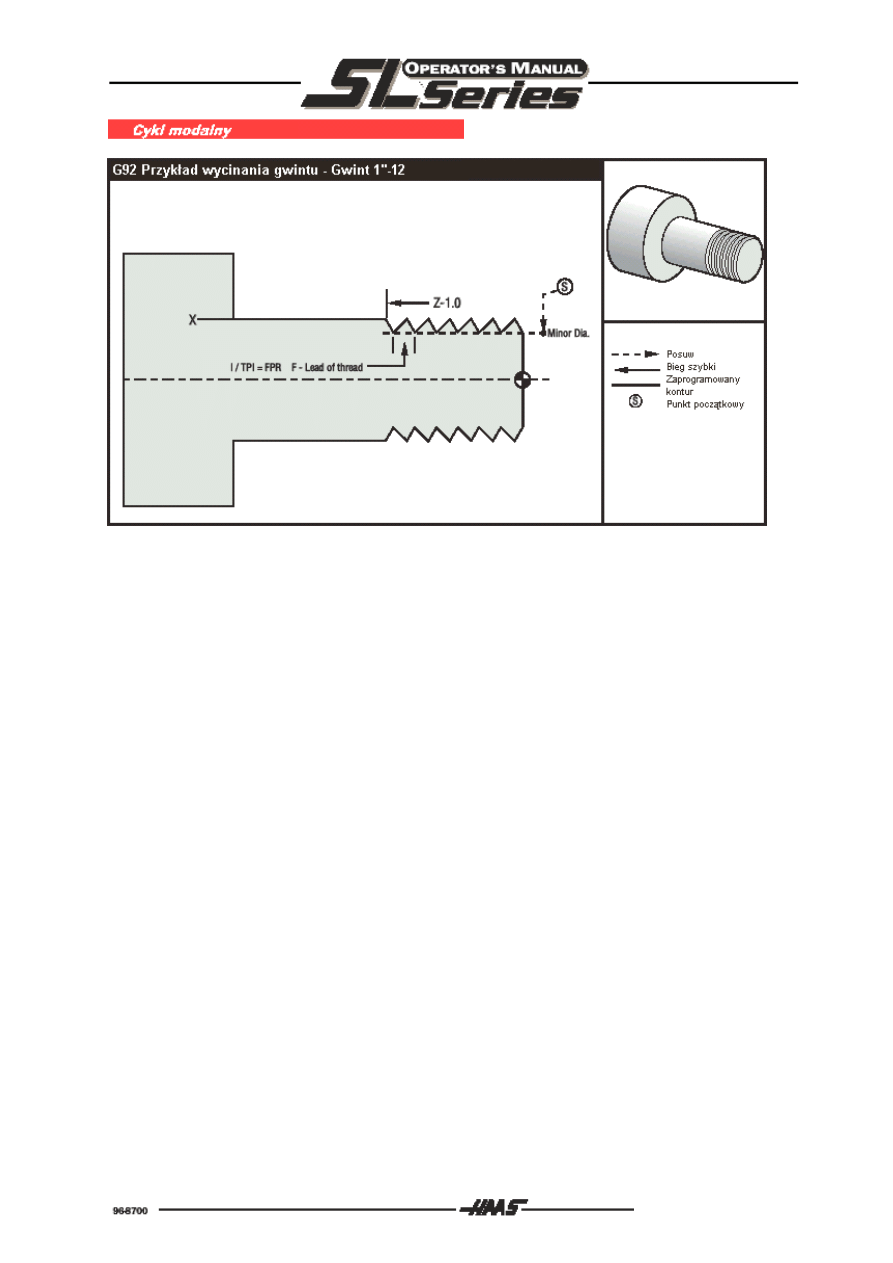
226
PRZYKŁAD PROGRAMU
OPIS
%
X1.2 Z.2
(Odjazd na pozycję bezpieczeństwa)
G92 X.980 Z-1.0 F.0833
(Ustawienie cyklu gwintowania)
2nd pass X.965
(Kolejne przejścia)
3rd pass X.955
"
4th pass X.945
"
5th pass X.935
"
6th pass X.925
"
7th pass X.917
"
8th pass X.910
"
9th pass X.905
"
10th pass X.901
"
11th pass X.899
(Kolejne przejścia)
%
Wyszukiwarka
Podobne podstrony:
haasPl roz05
haasPl roz04
haasPl roz06
haasPl roz01
haasPl roz08
haasPl roz12
haasPl roz09
haasPl roz02
haasPl roz10alarm
haasPl roz03
haasPl roz06
roz07 termodyn
haasPl roz05
haasPl roz04
więcej podobnych podstron