
150
Poniżej podane jest wyliczenie funkcji G systemu A. Znak „*“ oznacza stan załączenia wewnątrz
każdej grupy, jeżeli taki istnieje.
Kod
Grupa
Funkcja
Opis na
stronie
G00
01 *
Bieg szybki
152
G01
01
Interpolacja liniowa
152
G01
01
Fazki i zaokrąglenia rogów
179
G02
01
Interpolacja kołowa w kierunku zgodnym z ruchem
wskazówek zegara (CW)
G03
01
Interpolacja kołowa w kierunku przeciwnym do
ruchu wskazówek zegara (CCW)
154
G04
00
Czas wytrzymania
154
G09
00
Dokładność
154
G10
00
Programowalna korekcja dla narzędzia oraz punktu
zerowego
155
G18
02*
Wybór płaszczyzny obróbki Z/X
156
G20
06
Calowy system jednostek
156
G21
06
Metryczny system jednostek
156
G28
00
Przemieszczanie do punktu referencyjnego maszyny
156
G29
00
Położenie pośrednie przed punktem referencyjnym
maszyny
156
G31
00
Funkcja dotyku
157
G32
01
Cykl gwintowania
157
G40
07*
Anulowanie wyboru korekcji promienia ostrza
159
G41
07
Korekcja promienia ostrza w lewo
159
G42
07
Korekcja promienia ostrza w prawo
159
G50
11
ograniczenie liczby obrotów
162
G51
11
Anulowanie wyboru korekcji geometrii narzędzia
(Yasnac)
162
G52
00
Programowalne dodatkowe przesunięcie punktu
zerowego G52 System Fanuc
162
G53
00
Anulowanie wyboru przesunięcia punktu zerowego
162
G54
12*
Wybór przesunięcia punktu zerowego 1
162
G55
12
Wybór przesunięcia punktu zerowego 2
162
G56
12
Wybór przesunięcia punktu zerowego 3
162
G57
12
Wybór przesunięcia punktu zerowego 4
162
G58
12
Wybór przesunięcia punktu zerowego 5
162
G59
12
Wybór przesunięcia punktu zerowego 6
162
G61
13
Dokładność trybu modalnego
162
G64
13*
Anulowanie wyboru funkcji G61 (standardowe
zatrzymanie maszyny)
162
G70
00
Cykl wygładzania
164
G71
00
Cykl skrawania wewnątrz / na zewnątrz
165
G72
00
Cykl skrawania powierzchni czołowej
169
G73
00
Cykl skrawania konturu równoległego
173
G74
00
Cykl wykonywania nakiełka / i głębokie wiercenie
175
G75
00
Cykl rozwiercania wewnątrz / na zewnątrz
176
G76
00
Cykl gwintowania z podziałem skrawania
177
G80
09*
Anulowanie wyboru cyklu obróbki
180
G81
09
Cykl wiercenia
180
G82
09
Cykl wiercenia z czasem wytrzymania
181
G83
09
Cykl wiercenia głębokich otworów
182
G84
09
Cykl gwintowania w prawo
183
G85
09
Cykl rozwiercania / dokładnego rozwiercania
otworu
184
G86
09
Cykl rozwiercania z zatrzymaniem
185
G87
09
Cykl rozwiercania z powrotem ręcznym
186

151
G88
09
Cykl rozwiercania z czasem wytrzymania oraz
powrotem ręcznym
187
G89
09
Cykl rozwiercania z czasem wytrzymania
188
G90
01
Cykl modalny obróbki wewnątrz / na zewnątrz
190
G92
01
Cykl modalny gwintowania
191
G94
01
Cykl modalny obróbki powierzchni czołowej
192
G96
12
Załączenie stałej szybkości skrawania
193
G97
12*
Załączenie stałej liczby obrotów
193
G98
05
Posuw na minutę
193
G99
05*
Posuw na obrót wrzeciona
193
G100
00
Anulowanie wyboru funkcji lustra
194
G101
00
Wybór funkcji lustra
194
G102
00
Programowalne wydawanie danych poprzez interfejs
RS-232
194
G103
00
Ograniczenie wstępnego obliczania bloku
195
G110
12
Wybór przesunięcia punktu zerowego 7
195
G111
12
Wybór przesunięcia punktu zerowego 8
195
G112
12
Wybór przesunięcia punktu zerowego 9
195
G113
12
Wybór przesunięcia punktu zerowego 10
195
G114
12
Wybór przesunięcia punktu zerowego 11
195
G115
12
Wybór przesunięcia punktu zerowego 12
195
G116
12
Wybór przesunięcia punktu zerowego 13
195
G117
12
Wybór przesunięcia punktu zerowego 14
195
G118
12
Wybór przesunięcia punktu zerowego 15
195
G119
12
Wybór przesunięcia punktu zerowego 16
195
G120
12
Wybór przesunięcia punktu zerowego 17
195
G121
12
Wybór przesunięcia punktu zerowego 18
195
G122
12
Wybór przesunięcia punktu zerowego 19
195
G123
12
Wybór przesunięcia punktu zerowego 20
195
G124
12
Wybór przesunięcia punktu zerowego 21
195
G125
12
Wybór przesunięcia punktu zerowego 22
195
G126
12
Wybór przesunięcia punktu zerowego 23
195
G127
12
Wybór przesunięcia punktu zerowego 24
195
G128
12
Wybór przesunięcia punktu zerowego 25
195
G129
12
Wybór przesunięcia punktu zerowego 26
195
G184
09
Cykl gwintowania otworów (lewy gwint)
189
G187
00
Kontrola dokładności przy wyższych posuwach
195
Każdy kod G zdefiniowany w tym układzie sterowania jest częścią grupy kodów G. Kody grupy 0 są
niemodalne, tzn. określają one funkcję używana tylko w jednym bloku i nie mają żadnego wpływu na
inne bloki. Inne grupy są modalne, i specyfikacja jednego kodu grupy anuluje przedtem występujący
kod tej samej grupy. Modalny kod G jest aktywny we wszystkich kolejnych blokach, co oznacza, że ten
sam kod G nie musi być ponownie specyfikowany w tych blokach.
Istnieją także wypadki, gdy kody G grupy 01 anulują niektóre kody grupy 09 (wcześniej
zaprogramowane cykle). Jeżeli zaprogramowany wcześniej cykl jest aktywny (G81 do G89), to użycie
kodu G00 albo G01 anuluje ten cykl.
152
G00 Bieg szybki
Grupa 01
X
Polecenie ruchu biegiem szybkim w osi X
U
Polecenie przyrostowego ruchu biegiem szybkim w osi X
Z
Polecenie ruchu biegiem szybkim w osi Z
W
Polecenie przyrostowego ruchu biegiem szybkim w osi Z
Ten kod G służy do wyzwolenia ruchu biegiem szybkim dwóch osi maszyny. Osie dodatkowe B, C i V
również mogą być przesuwane za pomocą polecenia G00. Ten kod G jest modalny, tzn. występujący
wcześniej blok z poleceniem G00 wykonuje ruchy biegiem szybkim dla wszystkich następnych bloków
aż do chwili, gdy zostanie wyspecyfikowany kolejny kod grupy 01. Szybkość biegu szybkiego zależy
od maksymalnej możliwej szybkości każdej osi. Za pomocą potencjometru znajdującego się na
pulpicie obsługi można wpływać na ruch biegu szybkiego.
Najczęściej przesunięcia biegiem szybkim nie są ruchami prostoliniowymi. Wszystkie
wyspecyfikowane osie poruszają się jednocześnie, jednak niekoniecznie kończą swoje ruchy
jednocześnie. Poruszają się tylko wyspecyfikowane osie a przyrostowe albo bezwzględne stany
modalne zmieniają odpowiednio interpretację tej wartości.
G01 Interpolacja liniowa
Grupa 01
F Posuw w mm/min
X Polecenie ruchu w osi X
U Polecenie przyrostowego ruchu osi X
Z Polecenie ruchu w osi Z
W Polecenie przyrostowego ruchu w osi Z
Ten kod G służy do wyzwolenia prostoliniowego (liniowego) przesunięcia od punktu do punktu. Ruch
może odbywać się w 1 albo w 2 osiach. Obie osie zaczynają oraz kończą ruch w tym samym czasie.
Szybkość posuwu każdej osi jest sterowana, aż będzie osiągnięta wyspecyfikowana szybkość posuwu
wzdłuż efektywnej drogi.
Polecenie F jest modalne i może być wyspecyfikowane we wcześniejszym bloku. Poruszają się tylko
wyspecyfikowane osie, a przyrostowe albo bezwzględne stany modalne zmieniają odpowiednio
interpretację tej wartości. Osie dodatkowe B, C i V również mogą być przesuwane za pomocą
polecenia G01, jednak oś przesuwa się tylko jeden raz.
G02 Interpolacja kołowa Grupa
01
F Posuw w mm/min
I Odstęp wzdłuż osi X do środka okręgu
K Odstęp wzdłuż oś Z do środka okręgu
R Promień okręgu
X Polecenie ruchu w osi X
U Polecenie przyrostowego ruchu w osi X
Z Polecenie ruchu w osi Z
W Polecenie przyrostowego ruchu w osi Z
Ten kod G służy do specyfikowania ruchu po okręgu w kierunku zgodnym z ruchem wskazówek
zegara dla dwóch osi liniowych. Ruch po okręgu jest możliwy w osiach X i Z, zgodnie z wyborem za
pomocą funkcji G18. Parametry X i Z służą do opisu punktu końcowego ruchu, przy czym ruch może
być bezwzględny albo przyrostowy. Jeżeli parametr X lub Z nie jest wyspecyfikowany dla zaznaczonej
płaszczyzny, to punkt końcowy łuku odpowiada punktowi startowemu tej osi. Istnieją dwa rodzaje
specyfikowania środka ruchu po okręgu; przy pierwszym parametry I albo K używane są do
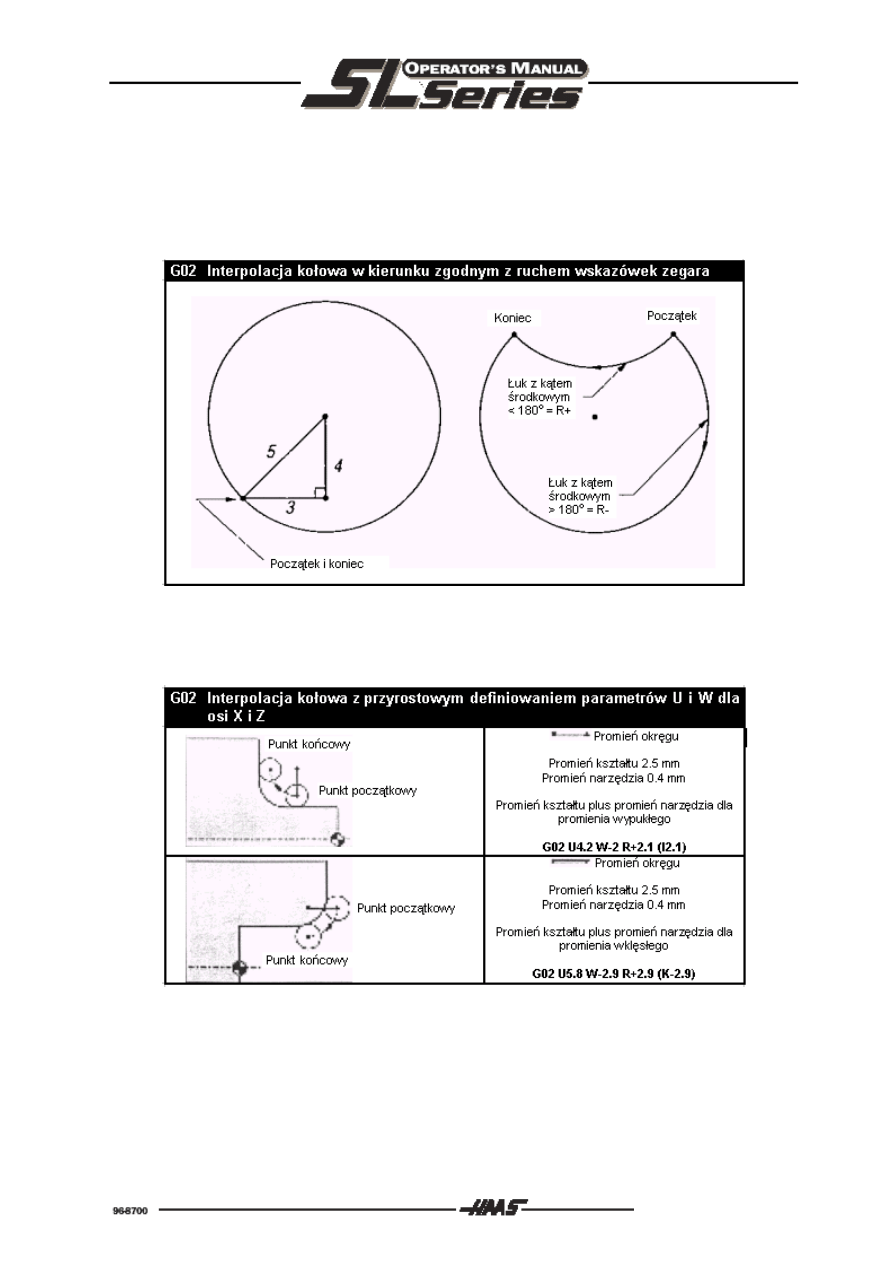
153
specyfikowania odstępu od punktu startowego do środka łuku okręgu, a przy drugim parametr R służy
do specyfikowania promienia łuku okręgu. Rodzaje są dokładnie opisane poniżej:
I, K: Jeżeli I albo K służą do specyfikowania środka łuku okręgu, to parametr R nie powinien być
używany. Tylko wartości I i K należące do wybranej płaszczyzny są dopuszczalne dla funkcji G 18.
Jeżeli wyspecyfikowana jest tylko jedna z wartości I albo K, to dla drugiej przyjmowana jest wartość
zero. Wartości I albo K są traktowane jako odstęp od punktu startowego do środka okręgu i są
podawane ze znakiem wartości.
Rys. 5.0-1
W wielu wypadkach ruch po okręgu z użyciem parametru promienia R jest prostszy do
zaprogramowania niż za pomocą parametrów I i K.
Rys. 5.0-2 G02
Jeżeli parametr promienia R jest użyty do definiowania promienia okręgu, to musi być zdefiniowany
punkt końcowy okręgu za pomocą współrzędnych X i Z. Parametr R odpowiada odstępowi pomiędzy
punktem startowym a punktem środka okręgu albo promieniowi okręgu. Dla ruchu po okręgu z kątem
łuku mniejszym niż 180 stopni, promień okręgu definiowany jest jako R+nn.nnn. Dla ruchu po okręgu z
kątem łuku większym niż 180 stopni, promień okręgu definiowany jest jako R-nn.nnn. Małe błędy
punktu końcowego okręgu do 0.025 mm są tolerowane przez układ sterowania CNC przy tym
sposobie programowania.
154
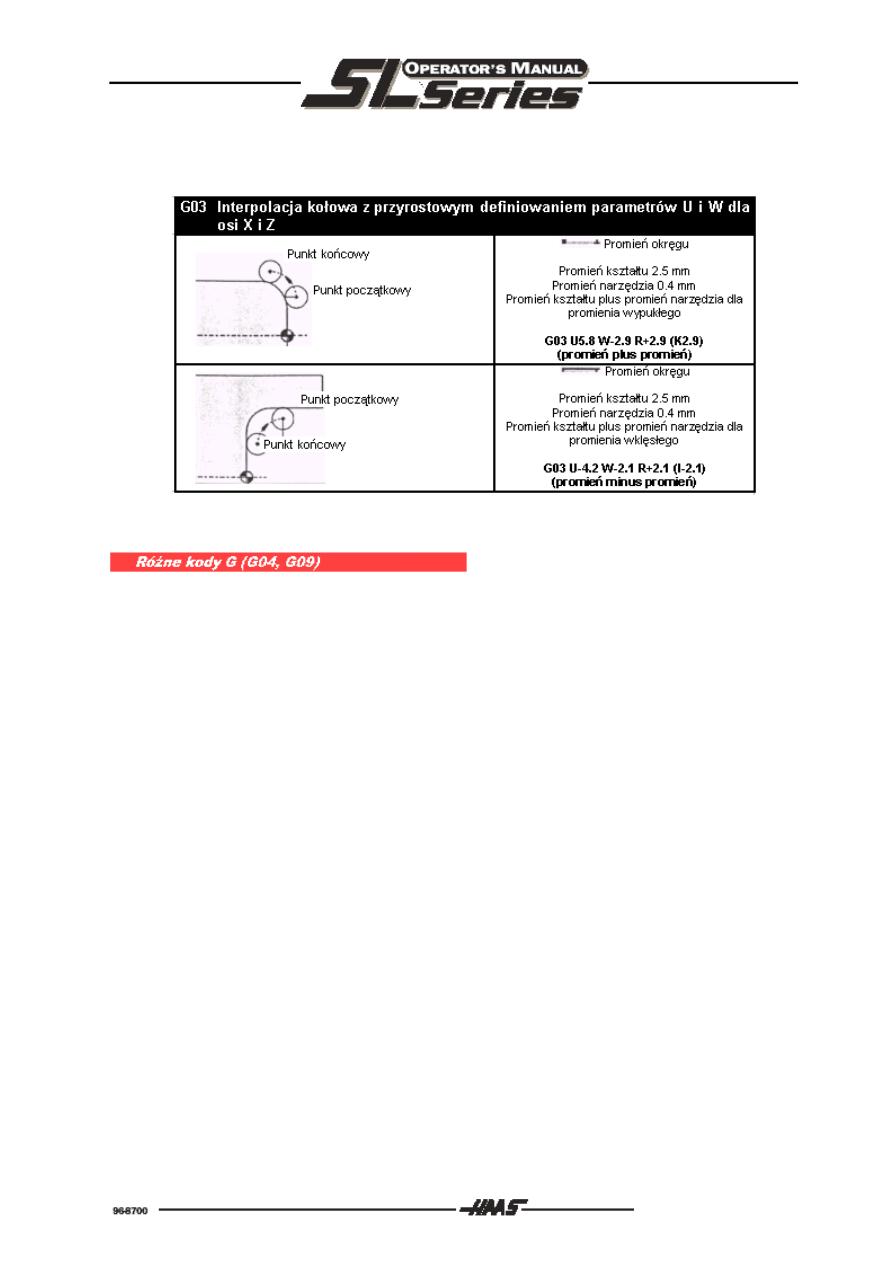
G03
Interpolacja kołowa w kierunku przeciwnym do ruchu wskazówek zegara Grupa 01
Kod G03 powoduje ruch po okręgu w kierunku przeciwnym do ruchu wskazówek zegara, działa jednak
tak samo jak G02.
Fig. 5.0-3 G03
G04 Czas wytrzymania
Grupa 00
P Czas wytrzymania w sekundach albo w milisekundach
Kod G04 służy do wytworzenia zwłoki lub czasu wytrzymania w programie. Blok, w którym zawarty
jest kod G04 zostaje opóźniony o czas wyspecyfikowany w parametrze kodu P. Jeżeli parametr kodu
P nie posiada miejsca dziesiętnego, to czas opóźnienia podawany jest w milisekundach (0.001
sekundy), w przeciwnym razie w sekundach.
G09 Dokładność Grupa
00
Kod G09 służy do specyfikowania zatrzymania dokładnego. Jest on niemodalny i nie ma żadnego
wpływu na kolejne bloki. Szybkie i interpolowane ruchy zostaną zahamowane do stanu dokładnego
zatrzymania, zanim zostanie obrobiony inny blok. Podczas dokładnego zatrzymania ruchy wymagają
dłuższego czasu oraz nie występują żadne ciągłe ruchy narzędzia. W położeniu zatrzymania
dokładnego narzędzie jest pozbawiane ciśnienia.

155
G10
Programowalna korekcja narzędzia i przesunięcia punktu zerowego
Grupa 00
L Wybór długości, zużycia długości, średnicy, zużycia
średnicy albo współrzędnych roboczych,
P Wybór numeru korekcji,
Q Definicja kierunku ostrza narzędzia,
R Promień ostrza narzędzia,
U Przyrost przesunięcia punktu zerowego przedmiotu
obrabianego dla osi X,
W Przyrost przesunięcia punktu zerowego przedmiotu
obrabianego dla osi Z,
X Punkt zerowy w osi X,
Z Punkt zerowy w osi Z.
Za pomocą kodu G10 mogą być zmieniane korekcje narzędzia i korekcje punktu zerowego wewnątrz
programu. Kolejne kody służą do wyboru korekcji narzędzia:
L2 Dla zapamiętywanych przesunięć punktu zerowego G52
i G54-G59
L10 Korekcja geometrii narzędzia
L1 lub
L11 Wartość korekcji zużycia narzędzia
L20 Dla zapamiętywanych przesunięć punktu zerowego
G110-G129
Parametr kodu P służy do wyboru następujących ustawień korekcji:
P1-P50
Służy do wyboru korekcji geometrii lub korekcji
zużycia albo punktu zerowego przedmiotu
obrabianego
L10-L11
P51-P100
Służy do wyboru korekcji narzędzia systemu Yasnac
L10-L11
P0
Służy do wyboru programowalnego stałego
przesunięcia punktu zerowego
L2
P1-P6
G54-G59 Definicja programowalnego przesunięcia
punktu zerowego
L2
P1-P20
G110-G129 Wybór programowalnego przesunięcia
punktu zerowego
L20
Adresy R, X i Z są programowane jako wartości liczbowe z trzema miejscami dziesiętnymi (w
milimetrach). Za pomocą adresów U i W są definiowane przyrostowe miary dla osi X i Z. Jeżeli
parametr użytkownika nr 33 ustawiony jest na system Fanuc, to z parametrów P51 do P100 korzysta
się przy korekcji narzędzia 1 do 50. Zalecane jest używanie parametrów L10 i P1 do P50 do
przydziału korekcji narzędzia, jeżeli mają być obrabiane na systemie kompatybilnym z systemem
Fanuc.
Przykłady G10:
G10 L2 P1 U120.
(Przesunięcie punktu zerowego G54 o 120 mm
w prawo)
G10 L20 P2 X-250. Z-160. (Definicja punktu zerowego G111 X-250 mm i
Z-160 mm)
G10 L10 P51 X250.
(Definicja korekcji narzędzia nr 1 = 250mm)
G10 L10 P5 R75.
(Definicja korekcji geometrii nr 5 =75mm)
G10 L12 P5 R4.
(Definicja promienia narzędzia nr 5 =4mm)
156
G18 Wybór płaszczyzny obróbki Z/X
Grupa 02
Za pomocą funkcji G18 definiowana jest płaszczyzna obróbki Z/X dla interpolacji kołowej. Funkcja jest
aktywna modalnie i wpływa na wszystkie kolejne interpolacje kołowe aż do momentu zdefiniowania
innej funkcji grupy 02. Dla tokarek serii SL kod G18 jest domyślnie załączony. Oznacza to, że
interpolacja kołowa może być wykonana bez wcześniejszego definiowania funkcji G18. W
płaszczyźnie obróbki Z/X kierunek obrotów jest ustalany jako kierunek zgodny z ruchem wskazówek
zegara albo kierunek przeciwny do ruchu wskazówek zegara dla ruchu po okręgu stojąc przed
tokarką, patrząc z góry na płaszczyznę Z/X. Przemieszczenie narzędzia definiowane jest jako
względne do przedmiotu obrabianego.
G20 Programowany calowy system jednostek
Grupa 06
G21 Programowany metryczny system jednostek
Grupa 06
Standardowe funkcje G, tj. G20 i G21 są używane przez różne układy sterowania do wyznaczenia
jednostek miary w programach NC. W tym układzie sterowania, funkcje G20 i G21 są używany tylko
do sprawdzenia, czy program NC oraz ustawienie w parametrach użytkownika są zgodne.
Wybór systemu jednostek do obróbki może być dokonany tylko przez parametr użytkownika nr 9.
G28
Przemieszczanie do punktu referencyjnego maszyny
Grupa 00
Funkcja G28 jest używana, do poruszania wszystkich osi maszyny do położenia punktu
referencyjnego maszyny. Jeżeli oś X, Z, U albo W jest zaprogramowana w tym samym bloku NC, to
do punktu referencyjnego zostaną przesunięte tylko wyspecyfikowane osie maszyny. Jeżeli parametry
X, Z, U albo W definiują inne położenie niż położenie aktualne, to oś zostanie przesunięta do punktu
referencyjnego maszyny poprzez zdefiniowane położenie. Jeżeli definiowany jest parametr U albo W,
to definiowane położenie pośrednie znajduje się o odstęp przyrostowy od aktualnego położenia. To
położenie jest opisywane jako punkt referencyjny funkcji G29. Może być ono zapamiętane dla
dalszego użycia w funkcji G29. Wszystkie osie pomocnicze (V) są przesuwane po osiach X i Z. Kod
G28 anuluje wybór korekcji narzędzia.
G29 Położenie pośrednie przed punktem referencyjnym maszyny
Grupa 00
Funkcja G29 jest używana do poruszania zdefiniowanej osi X i /lub Z do punktu referencyjnego
maszyny poprzez położenie pośrednie. Położenie pośrednie jest definiowane za pomocą funkcji G29
albo jako przyrostowe położenie U albo W za pomocą funkcji G28.
157
G31 Funkcja dotyku
Grupa 00
F Szybkość posuwu w mm/min
U Polecenie przyrostowego ruchu w osi X
W Polecenie przyrostowego ruchu w osi Z
X Polecenie dla ruchu w osi X
Z Polecenie dla ruchu w osi Z
Funkcja dotyku jest operacją niemodalną, która uaktywnia liniowe przesunięcie w osiach X albo Z. Obowiązuje
ona tylko dla bloku, w którym wyspecyfikowany jest kod G31. Szybkość posuwu musi być wyspecyfikowana
wcześniej albo w tym samym bloku. Wyspecyfikowane przesunięcie zostanie uruchomione i będzie realizowane
aż do punktu końcowego albo do sygnału przełączenia. Sygnał przełączenia jest sygnałem wejściowym i
normalnie pokazuje, że został osiągnięty koniec przesunięcia; normalnie jest to przycisk pomiarowy. W czasie
funkcji dotyku nie może być aktywna żadna korekcja narzędzia. W celu sprawdzenia czy sygnał przełączenia
został odebrany mogą być użyte parametry M78 albo M79. Przy odbieraniu sygnału wejściowego jest wydawany
sygnał akustyczny.
Parametr M75 może być używany do zaznaczania punktu dotknięcia jako punktu referencyjnego dla funkcji G35
lub G136.
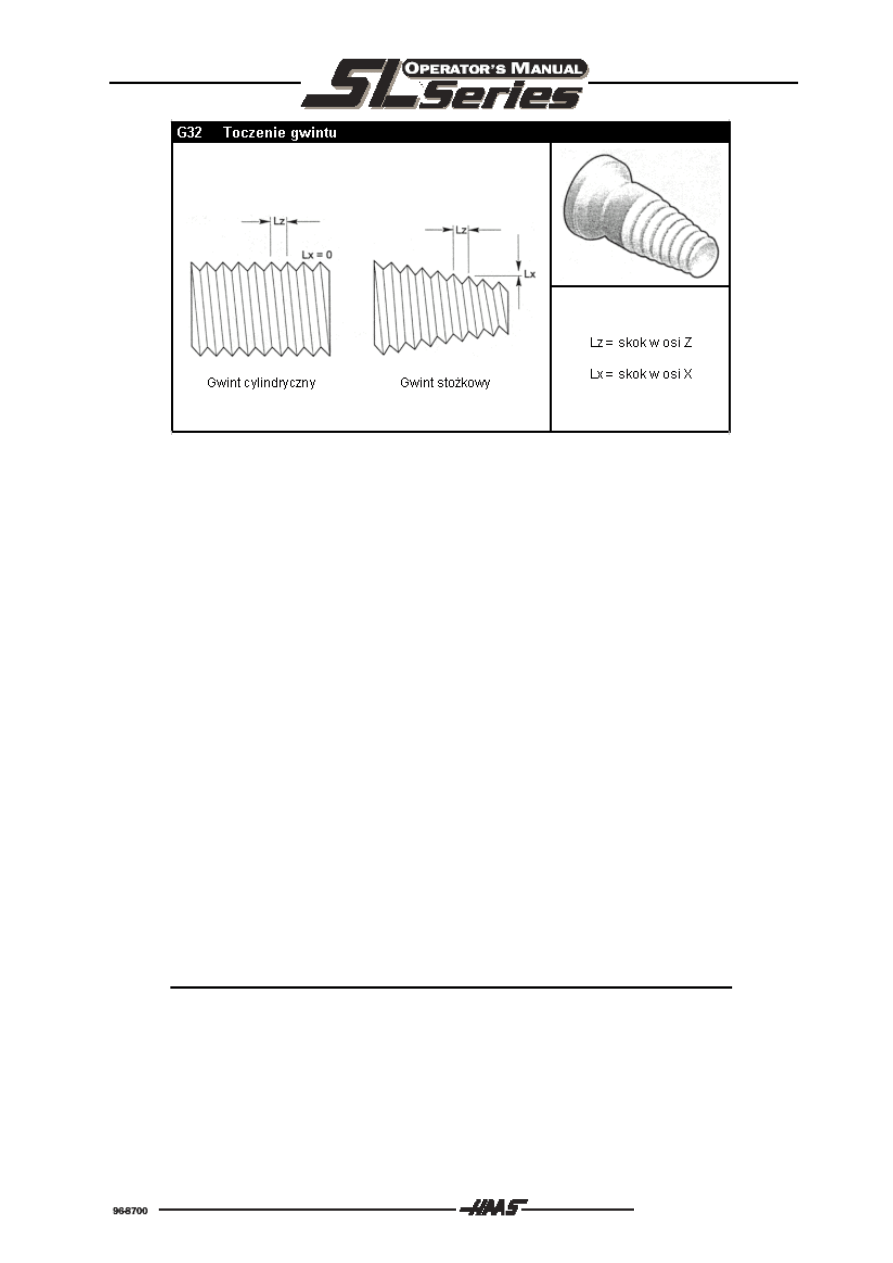
G32 Cykl gwintowania
Grupa 01
F Posuw
U Polecenie przyrostowego ruchu w osi X
W Polecenie przyrostowego ruchu w osi Z
X Polecenie bezwzględnego ruchu w osi X
Z Polecenie bezwzględnego ruchu w osi Z
Wskazówka:
- Wszystkie
wyżej wymienione adresy są opcjonalne,
-
Programowany posuw odpowiada żądanemu skokowi gwintu,
- Musi
być zdefiniowany ruch w co najmniej jednej osi,
- Gwinty
stożkowe mają skok w dwóch osiach, w osi X oraz w osi Z. Przy tego
typu zastosowaniu jako posuw jest używany większy z obu skoków. W takim
wypadku należy użyć kodu G99, posuw na obrót wrzeciona,
- Ta funkcja NC jest aktywna modalnie a jej wybór jest anulowany przez inną
funkcję G z tej samej grupy funkcyjnej (np. G00, G01, G02, G03), ale również
przez naciśnięcie przycisku „RESET“.
158
Rys. 5.0-4 Definiowanie skoku (posuw) dla gwintów cylindrycznych i stożkowych
Funkcja G32 jest aktywna modalnie i normalnie obowiązuje dla wielu linii w programie NC. Układ
sterowania rozważa szereg kolejnych bloków NC jako jeden „blok G32“. Oznacza to, że w trybie pracy
przebiegu programu pojedynczymi blokami, przebieg programu zostanie przerwany dopiero, jeżeli
układ sterowania obrobi ostatni blok NC należący do bloku z kodem G32. Ponieważ funkcja G32 jest
aktywna modalnie, to kod G32 dla przebiegu w kilku blokach NC musi być zdefiniowany tylko jeden
raz, w pierwszym bloku NC na początku stosowania. Po zakończonym używaniu, działanie funkcji
G32 jest anulowane, jeżeli zostanie wybrana inna funkcja NC z tej samej grupy (01), np. G00, albo
zostanie naciśnięty przycisk „RESET”.
W pierwszej linii programu, w którym jest zaprogramowana funkcja G32, posuw osi jest
synchronizowany z sygnałem nadajnika obrotów wrzeciona. Jest możliwe anulowanie wyboru funkcji
G32 w ciągu wykonania tego samego bloku NC oraz ponowne wybranie funkcji bez utraty pierwotnej
synchronizacji. Wprawdzie liczba obrotów wrzeciona między różnymi przebiegami nie powinna być
zmieniana. Punkt początkowy i punkt końcowy przebiegu ruchu zawsze muszą leżeć wystarczająco
daleko od przedmiotu obrabianego, aby ograniczyć deformację gwintu przy przyśpieszaniu oraz
zwalnianiu osi.
Wskazówki:
- Działanie funkcji pojedynczego bloku (SINGLE BLOCK) oraz funkcji „FEED HOLD“ zostaje
uaktywnione dopiero po ostatnim bloku NC ciągu bloków z funkcją G32,
- Potencjometr
służący do zmiany posuwu jest nieaktywny w czasie trwania funkcji G32. Jako
rzeczywisty posuw jest używany posuw o wartości 100% zaprogramowanego posuwu,
- Parametry M23 i M24 nie są rozważane w funkcji G32, wybieg gwintu, jeżeli jest wymagany, to
musi być odpowiednio zaprogramowany,
-
Funkcja G32 nie powinna być używana wewnątrz innego cyklu, np. G71,
- Zmiana liczby obrotów wrzeciona podczas obróbki gwintu może prowadzić do niepożądanych
rezultatów.
Uwaga! : Funkcja G32 jest aktywna modalnie. Należy wybrać kod G32
zawsze na końcu operacji, w której wybieracie inną funkcję z tej
samej grupy (01). (Funkcje G grupy 01: G00, G01, G02, G03, G32,
G90, G92 i G94).
159
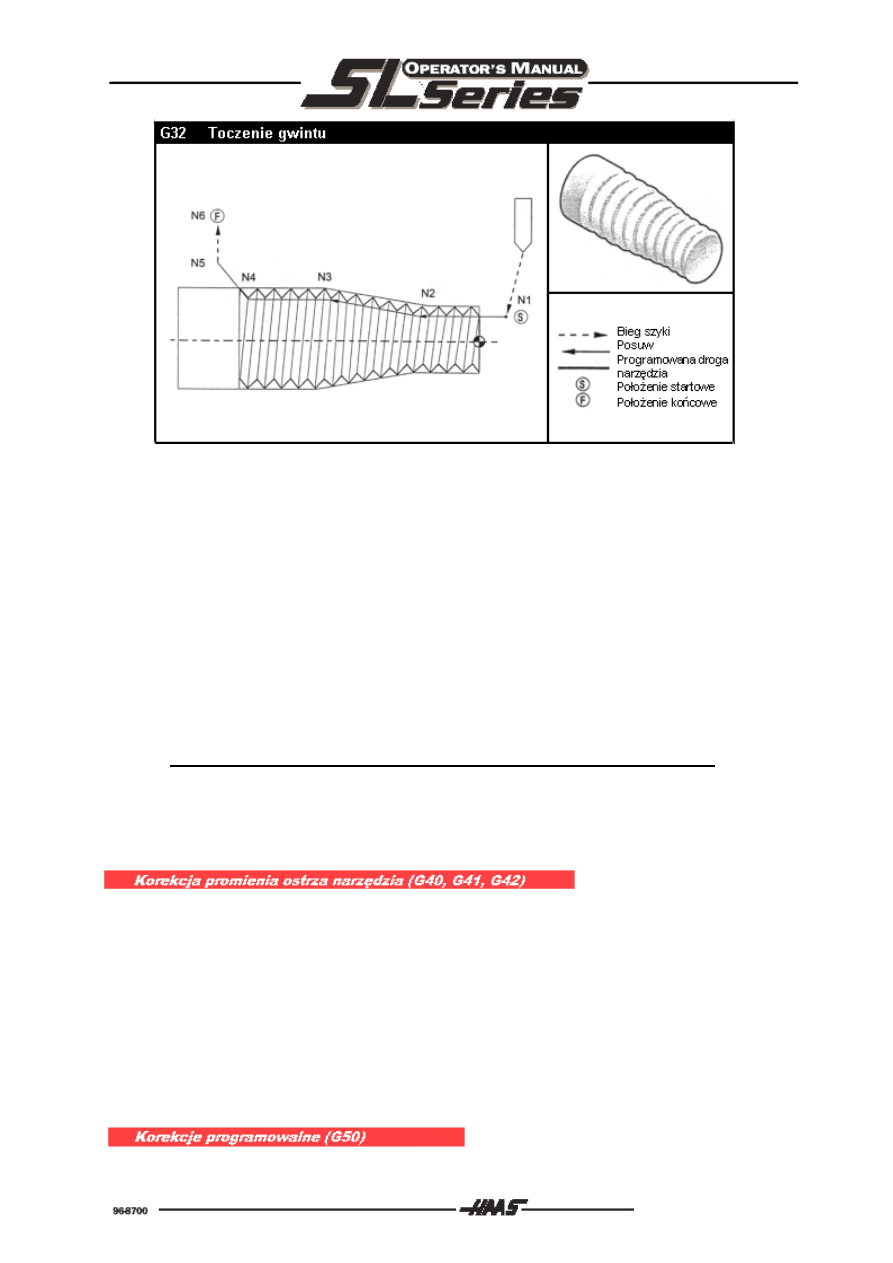
Rys. 5.0-5 Używanie cyklu gwintowania dla kształtu cylindryczny / stożkowy / stożkowy / cylindryczny
Przykład programu G32: Komentarze:
...;
G97 S400 M03;
(Załącz stałą liczbę obrotów wrzeciona),
N1 G00 X6. 20.25;
(W biegu szybkim do położenia początkowego),
N2 G32 Z-10. F1.;
(Gwint cylindryczny ze skokiem 1 mm),
N3 X12. Z-20.;
(Gwint stożkowy ze skokiem 1mm),
N4 Z-30.;
(Gwint cylindryczny ze skokiem 1 mm),
N5 X17. Z-22.5;
(Wybieg gwintu pod kątem 45 stopni),
G00 X25.;
(Ruch biegiem szybkim do położenia bezpieczeństwa oraz anulowanie
wyboru funkcji G32),
G00 20.25;
...;
Uwaga:
Ten przykład służy jedynie jako schemat przebiegu,
normalnie do wykonania gwintu wymaganych jest więcej
przebiegów.
G40 Anulowanie wyboru korekcji promienia ostrza
Grupa 07
Za pomocą funkcji G40 zostaje anulowana korekcja ostrza G41 albo G42.
G41 Korekcja promienia ostrza w lewo
Grupa 07
Za pomocą funkcji G41 zostaje wybrana korekcja promienia ostrza w lewo, tzn. narzędzie zostanie
skorygowane w lewo od zaprogramowanej ścieżki dla skompensowania promienia ostrza.
G42 Korekcja promienia ostrza w prawo
Grupa 07
Za pomocą funkcji G42 zostaje wybrana korekcja promienia ostrza w prawo, tzn. narzędzie zostanie
przesunięte na prawo od zaprogramowanej ścieżki w celu skompensowania promienia narzędzia.

160
G50 Korekcje programowalne Fanuc, Yasnac
Grupa 11
U = Przyrostowe przesunięcie punktu zerowego przedmiotu obrabianego w osi X,
X = Bezwzględne przesunięcie punktu zerowego przedmiotu obrabianego w osi X,
W = Przyrostowe przesunięcie punktu zerowego przedmiotu obrabianego w osi Z,
Z = Bezwzględne przesunięcie punktu zerowego przedmiotu obrabianego w osi Z,
S = Ograniczenie maksymalnej liczby obrotów wrzeciona,
T = Używanie korekcji narzędzia Yasnac.
Kod G50 może wykonywać różne funkcje. Kod G50 może definiować punkt zerowy przedmiotu
obrabianego oraz ograniczać maksymalną liczbę obrotów wrzeciona. Zobacz rozdział „Punkty zerowe
i korekcje“ w celu wyjaśnienia tych ustawień.
Aby zdefiniować punkt zerowy przedmiotu obrabianego, należy dla funkcji G50 wprowadzić wartość
liczbową pod adresy X i/lub Z. Aktualne położenie osi, aktualny punkt zerowy przedmiotu obrabianego
i korekcja narzędzia zostaną przy tym uwzględnione.
Przykład:
G50 XO ZO
(Aktualne położenie osi odpowiada teraz punktowi zerowemu
przedmiotu obrabianego).
Aby przesunąć punkt zerowy przedmiotu obrabianego, należy dla funkcji G50 wprowadzić wartość
liczbową pod adresy U (dla osi X) oraz W (dla osi Z). Punkt zerowy przedmiotu obrabianego zostanie
odpowiednio przesunięty w zależności od znaku wartości o przyrostowe wartości liczbowe podane pod
adresami U i W. Aktualnie aktywne przesunięcia punktu zerowego zostaną uwzględnione przy
definiowaniu. Ta metoda jest używana w celu zdefiniowania punktu zerowego przedmiotu
obrabianego leżącego poza drogami posuwów osi maszyny.
Przykład:
G50 W-25.0
(Aktualne przesunięcie punktu zerowego w osi Z zostanie przesunięte
o zdefiniowaną wartość).
Aby zaprogramować punkt zerowy korekcji w systemie Yasnac, należy dla funkcji G50 wprowadzić
adres T. Ten sposób programowania może być użyty, jeżeli parametr użytkownika 33 jest ustawiony
na „YASNAC”. Punkt zerowy przedmiotu obrabianego zostanie ustawiony na wartości, które są
zapamiętane w tabeli korekcji pod obecnymi adresami X i Z. Wartości pod adresem T mogą być
zaprogramowane jako Txxyy, gdzie xx ma wartość od 51 to 100, a yy od 00 do 50.
Przy czym T5100 jest dla narzędzia nr l a T5200 dla narzędzia nr 2. Aby wybrać następny, kod Txxyy
musi byc poza blokiem G50.
Poniższe przykłady ilustrują tą metodę używaną aby wybrac narzędzie nr 7.
Przykład 1
G51; (Przemieszczanie do punktu referencyjnego maszyny, anulowanie wyboru korekcji)
T700 M3; (Zmiana na narzędzie nr 7, włączenie wrzeciona)
G50 T5707; (Uaktywnienie korekcji narzędzia, korekcja dla narzędzia nr 7)
Przykład 2
G51; (Przemieszczanie do punktu referencyjnego maszyny, anulowanie wyboru korekcji)
G50 T5700; (Włączenie korekcji)
T707 M3; (Zmiana na narzędzie nr 7, uaktywnienie korekcji zużycia dla narzędzia)
161
Aby ograniczyć maksymalną liczbę obrotów wrzeciona, należy zaprogramować w tym samym bloku
NC funkcję G50 i adres S wraz z żądaną maksymalną liczbą obrotów wrzeciona. Po takiej definicji
liczba obrotów wrzeciona nie przekroczy zdefiniowanego limitu.
Przykład:
G50 S1800
(Liczba obrotów wrzeciona nie przekroczy limitu 1800 obr/min).
Jeżeli parametr użytkownika nr 33 jest ustawiony na system „YASNAC“, to do dyspozycji jest 50
korekcji narzędzia. Te korekcje są zapamiętane w tabelach korekcji od korekcji 51 do 100. Do
systemu Yasnac zostaną przydzielone korekcje narzędzia dla długości i średnicy od punktu
referencyjnego maszyny. Można także mówić o narzędziu zależnej korekcji punktu zerowego.
Narzędzie zależnej korekcji punktu zerowego można traktować inaczej jako zapamiętywane
przesunięcia punktu zerowego. Każde narzędzie wyposażone w indywidualną korekcję. Zanim
zostanie wykonana zmiana narzędzia, muszą być uaktywnione korekcje narzędzia dla nowego
narzędzia za pomocą funkcji G50. Punkt referencyjny maszyny może być zdefiniowany w zależności
od korekcji narzędzia za pomocą funkcji ustawiających w sposób opisany w rozdziale „Ustawianie“.
Następstwem jest typowy przebieg wymiany narzędzia programowany z uaktywnieniem korekcji
narzędzia za pomocą funkcji G50.
N1 G51 ;
(Przemieszczanie do punktu referencyjnego maszyny, anulowanie wyboru
korekcji)
N2 G50 T5700 ;
(Uaktywnienie korekcji narzędzia, korekcja dla narzędzia nr 7)
N3 T700 M3 ;
(Wybór narzędzia nr 7, uruchomienie wrzeciona)
N4 G0 X1.9428 T707 ; (Przemieszczanie biegiem szybkim do położenia X, uaktywnienie korekcji
zużycia dla narzędzia nr 7)
Korekcje narzędzia od 51 do 100 dla osi X zostaną przedstawione jako wartości średnicy, jeżeli oś X
jest skonfigurowana dla średnicy.
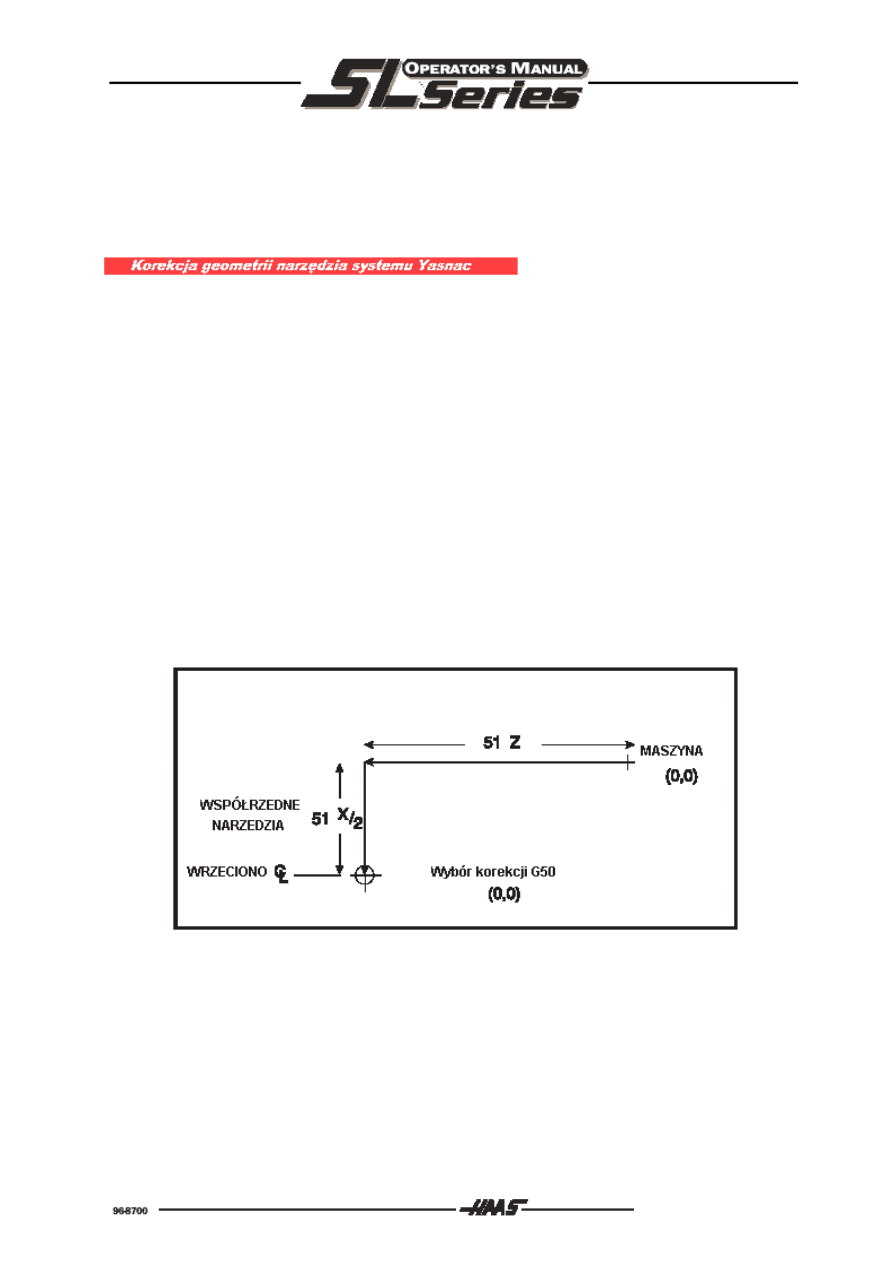
Rys. 3-4 G50 Korekcja narzędzia dla systemu Yasnac
Rys. 5.0-6 G50 Korekcja narzędzia dla systemu Yasnac
O0101
(Program do rysunku 5.0-6),
N1 G51;
(Przemieszczenie osi do punktu referencyjnego maszyny),
N2 G50 T5100;
(Korekcja średnicy / długości dla narzędzia nr 1),
.
.
%
(Korekcja średnicy narzędzia X i długości Z)
162
G50 Ograniczenie liczby obrotów
Funkcja G50 może być użyta do ograniczenia maksymalnej liczby obrotów wrzeciona. Układ
sterowania CNC ogranicza maksymalną liczbę obrotów wrzeciona dla ostatniego polecenia S, które
razem z funkcją G50 zostało zaprogramowane w tym samym bloku NC. Funkcja ta jest używana
najczęściej, gdy obróbka wykonywana jest ze stałą szybkością skrawania (kod G96).
N1 G50 S3000;
(Liczba obrotów wrzeciona nie przekroczy 3000 obr/min),
N2 G96 S650 M03;
(Wybór stałej szybkości skrawania, uruchomienie wrzeciona).
G51
Anulowanie wyboru korekcji geometrii narzędzia (system Yasnac)
Kod G51 jest używany, w celu anulowania wyboru aktywnej korekcji zużycia i aktywnej korekcji
narzędzia oraz w celu końcowego przesunięcia osi maszyny do punktu referencyjnego maszyny. Kod
G51 odpowiada następującym poleceniom NC:
N1 G51 T0000;
(Anulowanie wyboru korekcji narzędzia i korekcji zużycia),
N2 G00 X0. Z0.;
(Ruch biegiem szybkim do punktu referencyjnego maszyny).
G52
Wybór lokalnego systemu koordynat FAUNC
Grupa 00
Ten kod wybiera system koordynat określony przez użytkownika. Jest to funkcja niemodalna, kompatybilna z
FAUNC.
G53
Wybór koordynat maszyny
Grupa 00
Ten kod chwilowo kasuje ustawienie koordynat pracy i sprawia, że używane są koordynaty maszyny.
Jest niemodalny; czyli następny blok spowoduje powrót do poprzednich warunków pracy.
G54-59 Przesunięcia punktu zerowego 1 - nr 6
Grupa 12
Te kody wybierają z pamięci jedno z zapamiętanych przesunięć punktu zerowego. Wszystkie kolejne
współrzędne odnoszą się do aktywnego przesunięcia punktu zerowego. Przesunięcia punktu
zerowego są zapamiętane w pamięci korekcji geometrii.
G61 Dokładność trybu modalnego
Grupa 13
Kod G61 służy do specyfikowania dokładnego zatrzymania. Jest on aktywny modalnie, a ma więc
następstwo w kolejnym bloku. Szybkie i interpolowane ruchy zostaną zahamowane w toku dokładnego
zatrzymania, zanim zostanie rozpoczęta obróbka innego bloku. Przy zachowaniu dokładności ruchy
wymagają dłuższego czasu i może nie być zachowany ciągły ruch narzędzia.
W jego wyniku może powstać znak na powierzchni w miejscu zatrzymania narzędzia.
G64
Anulowanie wyboru funkcji G61 (standardowe zarządzanie maszyną) Grupa
13
Kod G64 służy do anulowania dokładnego zatrzymania. Jest on aktywny modalnie, ma więc
następstwo w kolejnym bloku. Szybkie i interpolowane ruchy zostaną zahamowane w toku dokładnego
zatrzymania, zanim zostanie rozpoczęta obróbka innego bloku. Szybki blok zostanie zahamowany w
obrębie dystansu odpowiedniego do parametrów 101-104, zanim zostanie rozpoczęta obróbka innego
bloku, a interpolowany ruch nie zostanie niestety zahamowany, dopóki nie będzie zakończona
obróbka następnego bloku.

163
Cykl obróbki jest używany w celu zredukowania kosztów programowania oraz uproszczenia programowania
programu częściowego. Cykle obróbki mogą być stosowane dla większości możliwych do stosowania
przebiegów. Przebiegi te mogą być podzielone na dwie grupy. Jedna grupa obejmuje cykle skrawania i cykle do
wykonywania rowków (wytoczeń). Druga grupa obejmuje cykle wiercenia oraz gwintowania. Cykle obróbki mogą
być modalne lub mogą być uaktywniane w blokach.
Cykle aktywne modalnie są aktywne po ich zdefiniowaniu i zostaną wykonane w każdym nowo osiągniętym
położeniu w osi Z i X. Pojedyncze definiowane wartości w cyklu mogą być dodatkowo zmieniane także już po ich
zdefiniowaniu. Są to (najważniejsze): parametr R dla płaszczyzny referencyjnej, głębokość obróbki X i Z. Po
zdefiniowaniu cyklu może być również zmieniony sposób wykonywania, tzn. albo kod G99 albo G98. Nowa
definicja funkcji G99 albo G98 zostaje przejęta jako modalna we wszystkich kolejnych definicjach cyklu. Wybór
aktywnych modalnie cykli obróbki zostaje anulowany za pomocą funkcji G80, G01 lub G00. Ruch pozycjonowania
między wykonaniami cyklu zostaje wykonany w biegu szybkim (G00).
Jeżeli zostanie zaprogramowany aktywny modalnie cykl obróbki przemieszczania osi X lub Z, to dla różnych
układów sterowania są określane dwa różne sposoby postępowania. W niektórych układach sterowania cykl
obróbki jest wykonywany w aktualnym położeniu osi, dla innych cykl nie zostanie wykonany. W układach
sterowania serii SL ustawiane są dowolnie oba sposoby postępowania. Parametr użytkownika nr 28 wpływa na
sposób postępowania układu sterowania. Niezależnie od ustawienia parametru użytkownika nr 28 wykonywanie
cyklu obróbki może zostać pominięte. Jeżeli cykl obróbki z jakichś przyczyn nie powinien być nigdy wykonywany,
to wykonywanie w aktualnym bloku NC może być pominięte za pomocą funkcji L0.
Wykonywanie cyklu obróbki jest programowane zmiennie w zależności od tego, czy definiowanie jest przyrostowe
(U i W), czy bezwzględne (Z i X). Ruch programowany przyrostowo może być zalecany, jeżeli szereg obróbek
musi być wykonany z jednakowym odstępem. Aktualny blok NC zostanie wykonany, za pomocą programowania
funkcji powtórzenia L, taką ilość razy, jaka została zdefiniowana pod adresem L a dzięki temu zostaną
zachowane również przyrostowo zdefiniowane odstępy U i W między wykonaniami cyklu.
Pozycjonowanie osi Z i X przed wykonaniem cyklu normalnie odbywa się w trybie biegu szybkiego (G00).
Pozycjonowanie osi nie odbywa się w trybie pracy dokładnej (G09 albo G61). Oznacza to, że pozycjonowanie
drugiego ruchu osi zaczyna się w płaszczyźnie referencyjnej, zanim pierwsza oś osiągnie swoje położenie
końcowe. Mogłoby to prowadzić do kolizji. Przez parametr użytkownika nr 57 może być zdefiniowana dokładność
wykonywania cykli obróbki.
W trybie pracy DNC cykle obróbki G70, G71, G72 i G73 nie mogą być użyte, ponieważ cykle te układ sterowania
nakazuje odczytywać najpierw pojedynczymi blokami NC (Ograniczenie (Lookahead)). Tylko te funkcje wymagają
nie interpolowanych przebiegów przesunięć w zdefiniowanym przebiegu pomiędzy początkiem (P) i końcem (Q)
opisu konturu. Aby zaprogramować ograniczenie wykonywania ruchów w trybie biegu szybkiego, zamiast
pożądanego jak w posuwie roboczym, należy na początku opisu konturu zaprogramować interpolację liniową
(G01). Cykle obróbki G70, G71, G72 i G73 nie mogą być wykonane, jeżeli jest aktywna korekcja promienia
ostrza. Jeżeli korekcja promienia ostrza ma być używana, to musi być zdefiniowana korekcja na początku (P)
opisu konturu.
Cykle obróbki dla wytaczania i skrawania
Poniższa lista wylicza cykle skrawania i wytaczania układu sterowania HAAS
G70 Cykl wygładzania
Grupa 00
G71 Cykl obróbki skrawaniem wewnątrz / na
zewnątrz
Grupa 00
G72 Cykl skrawania
Grupa 00
G73 Cykl skrawania powierzchni czołowej
równolegle do konturu
Grupa 00
G74 Cykl wykonywanie nakiełka / i głębokie
wiercenie
Grupa 00
G75 Cykl wytaczania wewnątrz / na zewnątrz
Grupa 00
G76 Cykl toczenie gwintu z podziałem skrawania
Grupa 00
G90 Cykl obróbki wewnątrz / na zewnątrz
Grupa 01
G92 Cykl toczenia gwintu
Grupa 01
G94 Cykl obróbki powierzchni czołowej
Grupa 01
164
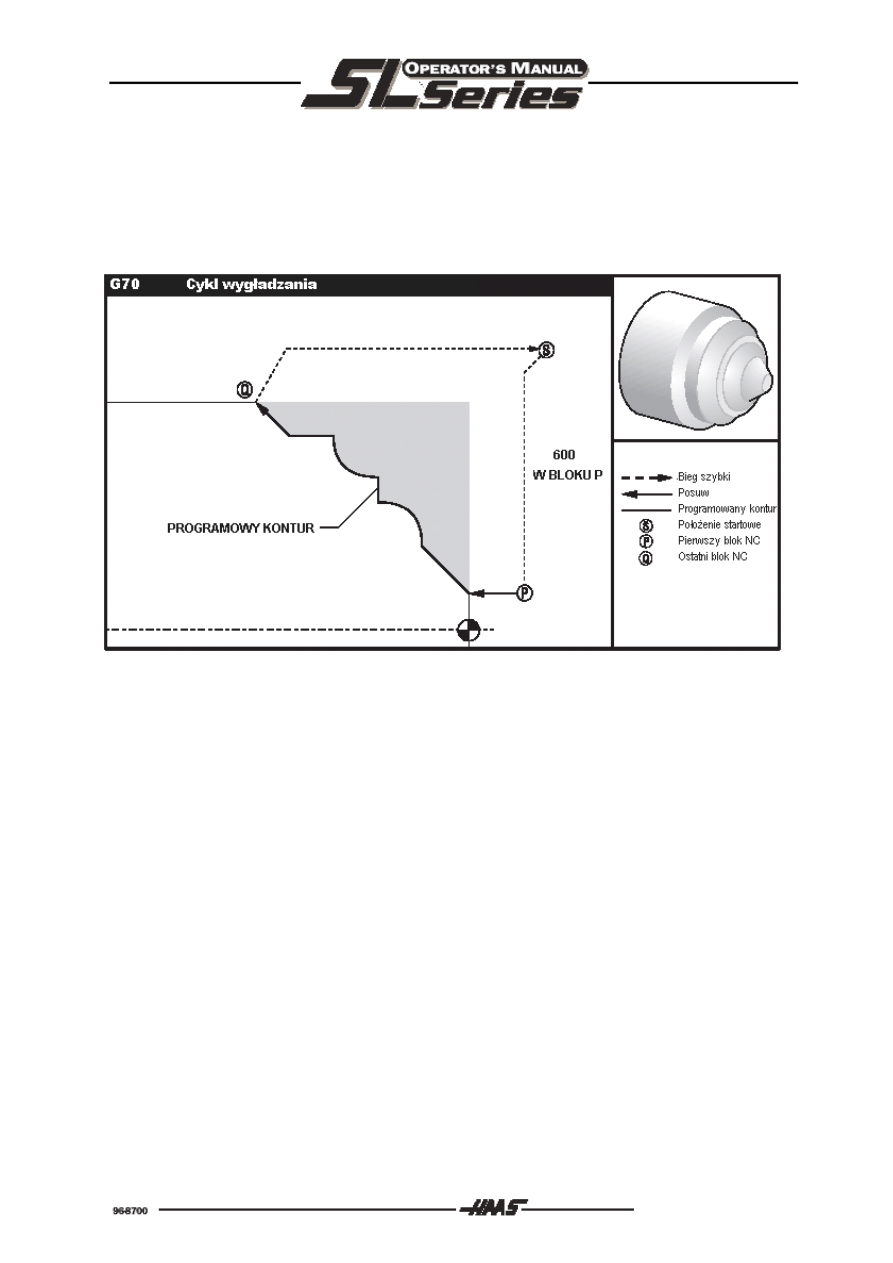
G70 Cykl wygładzania Grupa
00
Cykl wygładzania G70 może być użyty do wygładzenia powierzchni, które powstały za pomocą cykli
skrawania G71, G72 i G73.
P Pierwszy blok NC wykonywanego wycinka programu,
Q Ostatni blok NC wykonywanego wycinka programu.
Rys. 5.0-7 G70.
Poniżej przedstawiono wycinek programu z zastosowaniem cyklu G70.
G71 P10 Q50 F0.5;
(Skrawanie odcinka kształtu definiowane pomiędzy N10 i N50),
...
N10
F0.8;
N50
...
G70 P10 Q50
(Wygładzanie odcinka kształtu definiowane pomiędzy N10 i N50).
Nie jest niezbędne wykonywanie funkcji G71, G72 albo G73 zanim zostanie wykonana funkcja G70.
Kod G70 jest funkcją samodzielną i indywidualną. Kod G70 jest wywoływany podobnie jak lokalny
podprogram. Zamiast wywołania wycinka programu za pomocą funkcji M97, za pomocą funkcji G70
definiowany jest początek wycinka programu NC za pomocą (Pnn) i koniec wycinka za pomocą (Qnn).
Wszystkie bloki NC pomiędzy numerami bloków zdefiniowanymi pod adresami P i Q zostaną
wykonane. Zakończenie wycinka zdefiniowanego za pomocą P i Q nie wymaga polecenia skoku M99.
Cykl G70 jest wykonywany normalnie po zastosowaniu cyklu G71, G72 albo G73. Wszystkie funkcje
pod adresami F, S albo T zostaną wykonane. Wycinek programu zdefiniowany za pomocą adresów P
i Q będzie poszukiwany przez układ sterowania CNC od początku programu NC. Jeżeli blok NC nie
zostanie znaleziony, to układ sterowania generuje meldunek błędu. Jeżeli blok NC zostanie
znaleziony, to układ sterowania zapamiętuje to położenie jako adres skoku powrotnego. Bieżące
położenia osi będą zapamiętane jako położenie startowe. Na końcu zostanie wykonany pierwszy blok
NC wycinka (Pnn), następnie kolejne bloki NC, aż zostanie wykonany blok o numerze, który
odpowiada numerowi znajdującemu się pod adresem Q w bloku NC definicji cyklu G70. Po wykonaniu
165
tego ostatniego bloku NC zdefiniowanego wycinka osie maszyny poruszają się biegiem szybkim do
zapamiętanego pośrednio położenia startowego. Układ sterowania na końcu obrabia blok NC, który
następnie zawiera blok funkcji G70.
Funkcja ta jest nie kompatybilna z układami sterowania systemu Fanuc lub Yasnac. W układach
sterowania typu SL odcinek definiowany za pomocą P i Q nie może znajdować się przed definicją
funkcji G70 w programie NC.
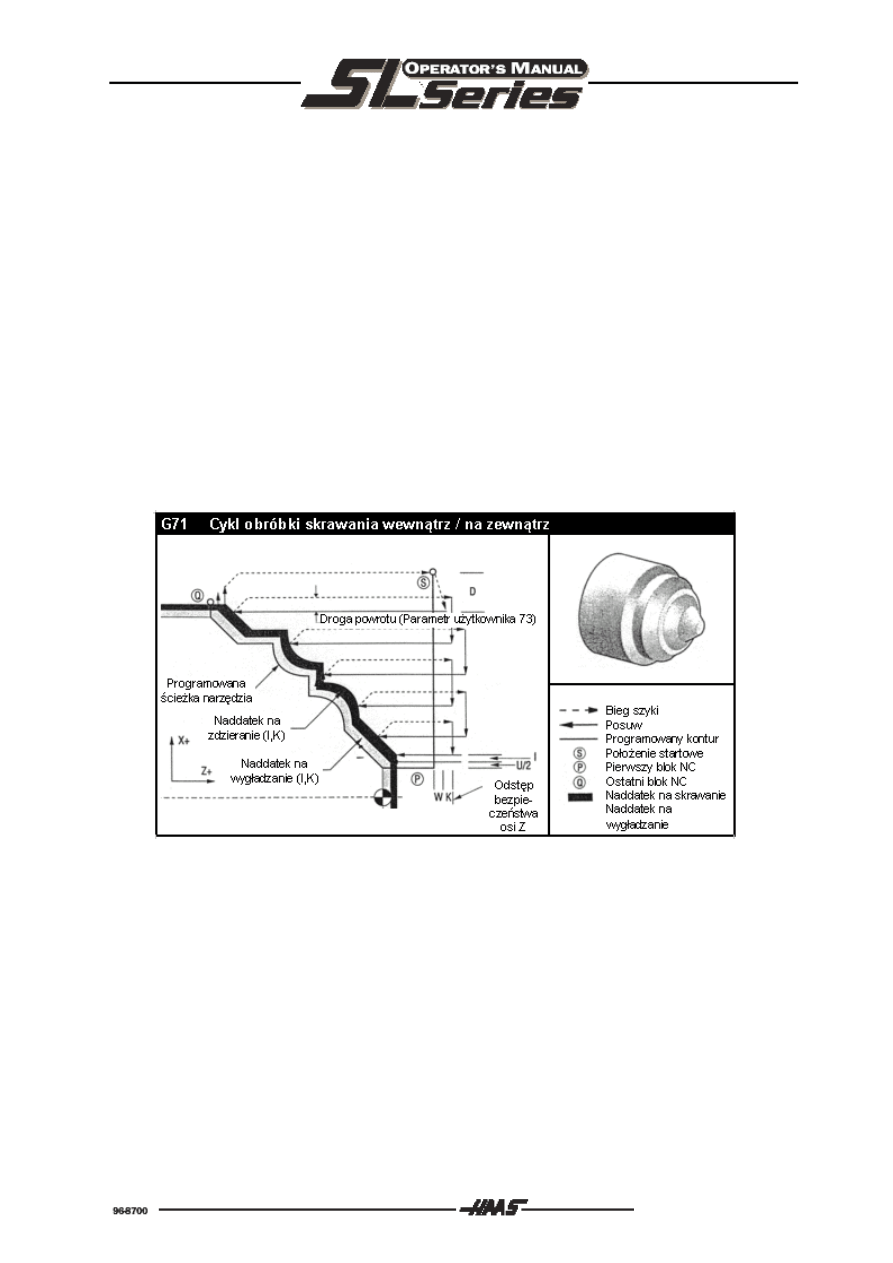
G71
Cykl obróbki skrawaniem wewnątrz / na zewnątrz Grupa
00
D Głębokość skrawania na przejście, dodatnio odniesiony promień,
*F
Posuw używany w funkcji G71 od Pnn do Qnn,
*I
Naddatek na wygładzanie i kierunek korekcji w osi X, odniesiony do promienia,
*K
Naddatek na wygładzanie i kierunek korekcji w osi Z,
P
Pierwszy blok NC z definicją korekcji
*S
Liczba obrotów wrzeciona używana wewnątrz cyklu G71 P/Q,
*T
Używane narzędzie i korekcja narzędzia,
Q
Ostatni blok NC z definicją korekcji,
U
Naddatek na wygładzanie i kierunek korekcji w osi X, odniesiony do średnicy,
W
Naddatek na wygładzanie i kierunek korekcji w osi Z,
*R1
Wybór cyklu typ Yasnac,
*
Oznacza opcję.
Rys. 5.0-8 G71
Ten cykl obróbki obrabia materiał pomiędzy średnicą materiału surowego a kształtem końcowym.
Wszystkim co trzeba przy tym zaprogramować jest droga narzędzia dla końcowego kształtu. Wycinek
programu jest programowany za pomocą parametrów P i Q w jednym bloku NC za pomocą kodu G71.
Wszystkie definicje liczby obrotów wrzeciona, posuwu albo narzędzia definiowane w wycinku
programu pomiędzy P i Q są ignorowane. Tutaj są używane definicje stosowane przy definiowaniu
cyklu G71. Normalnie po cyklu skrawania następuje cykl wygładzania G70, który jest używany dla
tego samego wycinka programu P i Q oraz przejmuje zaprogramowane liczby obrotów, posuwy,
narzędzia oraz korekcje.
Za pomocą funkcji G71 mogą być wykonane dwa różne typy ścieżki narzędzia. Pierwszy rodzaj drogi
narzędzia (typ I) polega na tym, że oś X na zaprogramowanej ścieżce nie zmienia kierunku. Jest to
pokazane na rysunku 3-8. Ten rodzaj drogi narzędzia jest opisywany jako ścieżka monotonna. Drugi
rodzaj (typ II) drogi narzędzia polega na tym, że oś X zmienia kierunek na zaprogramowanej ścieżce.
Jest to pokazane na rysunku 3-12. Dla obu rodzajów ścieżki narzędzia droga osi Z jest monotonna co
oznacza to, że oś Z nie może zmieniać kierunku. Jeżeli przy wywołaniu funkcji G71 P musi być
166
wykonany tylko ruch osi X, to zostaje wybrany typ 1. Jeżeli obie osie, oś X oraz oś Z, mają być
przesuwane w wycinku zdefiniowanym za pomocą P i Q, to wtedy definiowane jest skrawanie typu II.
Jeżeli układ sterowania pracuje w trybie Yasnac, to zostanie wybrany typ II, jeżeli w bloku NC zostanie
wprowadzony parametr R1 definicji kodu G71.
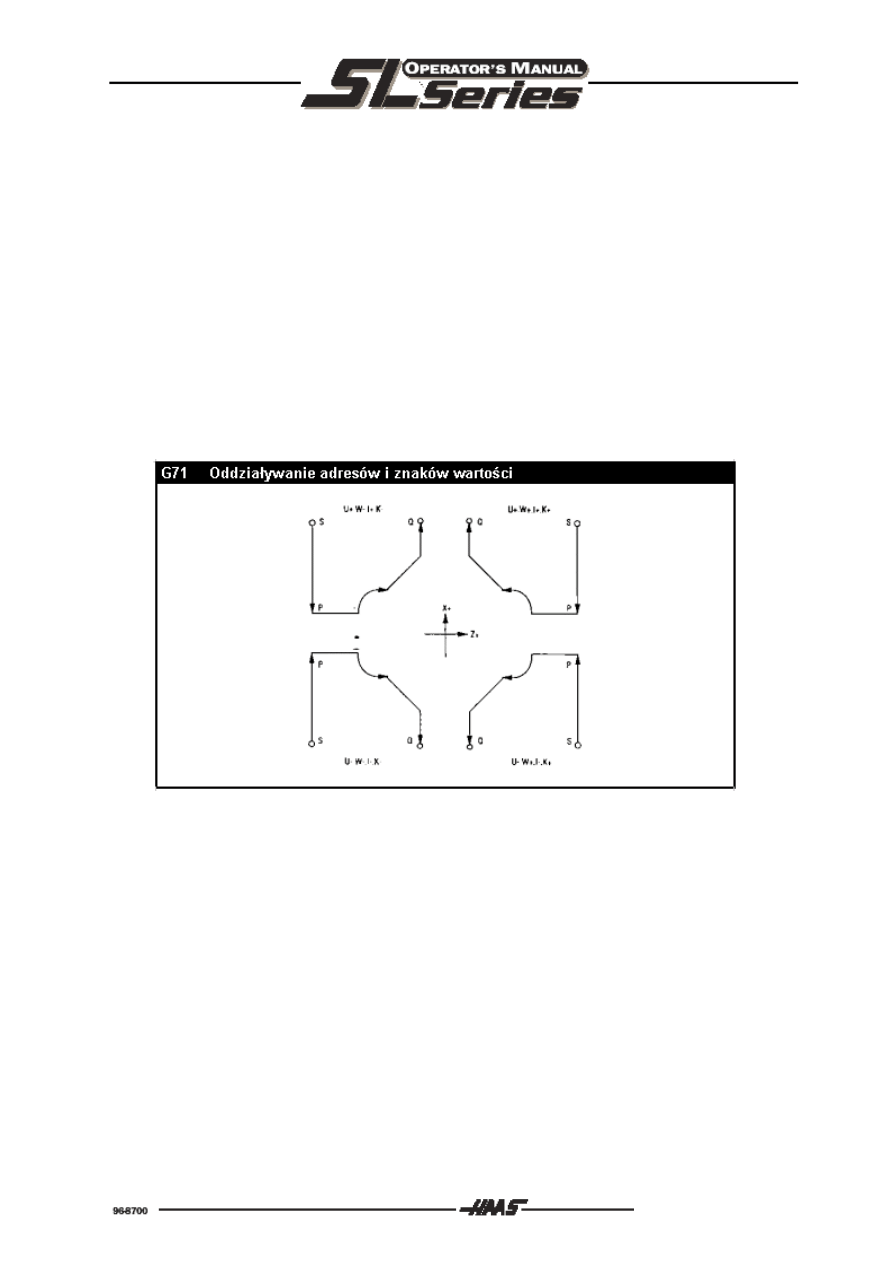
Każdy z czterech kwadrantów w płaszczyźnie obróbki Z/X może być obrabiany, jeżeli prawidłowo
będą zdefiniowane adresy D, I, K, U i W. Rysunek 3-6 pokazuje prawidłowe znaki wartości do obróbki
różnych kwadrantów.
Funkcja G71 składa się z fazy skrawania oraz fazy wygładzania. Dla wykonanie typu I i typu II są
używane różne fazy skrawania oraz fazy wygładzania. Generalnie faza skrawania składa się z kilku
powtarzanych przebiegów w osi Z z określonym posuwem. Faza wygładzania składa się z przebiegu
wzdłuż zaprogramowanej drogi narzędzia w celu usunięcia resztek materiału na poziomie naddatku na
wygładzanie. Naddatek na wygładzanie zostanie usunięty za pomocą cyklu wygładzania G70.
Końcowym ruchem dla obu typów jest ruch powrotny do położenia początkowego S.
Na rysunkach położenie S przedstawia położenie narzędzia przed zdefiniowaniem cyklu G71. Odstęp
bezpieczeństwa w osi Z jest obliczany z położenia startowego Z plus suma W plus naddatek na
wygładzanie K.
Fig. 5.0-9 G71 Oddziaływanie adresów i znaków wartości
Szczegóły do wykonania typu I:
Jeżeli programujący zdefiniuje wykonanie typu I, to przyjmuje się, że mówi się o monotonnym
przebiegu ruchu w osi X. Zanim maszyna wykona ruch, zostanie sprawdzone, czy przebieg ruchu
odpowiada założeniom. Jeżeli układ sterowania wykryje błąd, to zostanie wyzwolony meldunek błędu.
Skrawanie zaczyna się przesunięciem od punktu startowego S do pierwszego przebiegu skrawania.
Wszystkie przebiegi skrawania zaczynają się oraz kończą z odstępem bezpieczeństwa Z. Położenie
osi X jest obliczane dla każdego przebiegu skrawania gdy wartość liczbowa z adresu D zostanie
dodana do aktualnego położenia osi X. Kierunek, w którym nastąpi korekcja, określają znaki wartości
adresów U i W. Sposób przesunięcia dla każdego Przebiegu skrawania wzdłuż odstępu
bezpieczeństwa w osi Z, jest definiowany za pomocą funkcji G w bloku P programu NC. Jeżeli blok P
programu NC zawiera warunek drogi G00, to ruch zostanie wykonany w trybie biegu szybkiego. Jeżeli
w bloku P programu NC jest zdefiniowana funkcja G01, to ruch w czasie posuwu zostanie wykonany
w bloku NC z funkcją G71. Proces skrawania zostanie zakończony, gdy przekroczone będzie
położenie osi X określone w bloku P programu NC.
167
Każdy przebieg skrawania zostanie przerwany, zanim programowana droga narzędzia przetnie kontur
przy uwzględnieniu obu wymienionych wymiarów dla skrawania oraz wygładzania. Po osiągnięciu
ograniczenia narzędzie zostanie odsunięte pod kątem 45 stopni aby zachować odstęp zdefiniowany
przez parametr nr 73. Na zakończenie narzędzie zostanie przesunięte w osi Z w trybie biegu
szybkiego o odstęp bezpieczeństwa.
Jeżeli proces skrawania jest zakończony, to narzędzie przesuwa się wzdłuż ścieżki narzędzia w celu
wygładzenia powierzchni. Jeżeli parametry I i K są zdefiniowane, to na końcu cyklu skrawania
zostanie wykonana dodatkowa operacja wygładzania równoległa do konturu.
Szczegóły do wykonania typu II:
Jeżeli w programie NC został zdefiniowany typ wykonania II, to ruch, zdefiniowany w definicji konturu
od P do Q, może być wykonywany nie tylko monotonnie, lecz również w obu kierunkach. Ruchy osi Z
muszą jednak zawsze przebiegać w tym samym kierunku jak ruch pierwotny. Przebieg przesunięcia
pomiędzy początkiem (opis numeru bloku P) a końcem konturu (opis numeru bloku Q) jest
sprawdzany przed rozpoczęciem obróbki. Jeżeli nie występują akceptowalne definicje, to zostanie
wyzwolony meldunek błędu.
Wykonanie typu II zostanie uaktywnione, jeżeli parametr użytkownika nr 33 zostanie ustawiony na
system Yasnac a w definicji cyklu G71 będzie zdefiniowany parametr R1.
Uwaga:
Parametr R1 musi być definiowany bez punktu dziesiętnego.
Jeżeli parametr użytkownika nr 33 jest ustawiony na system Fanuc, to wykonanie typu II zostanie
uaktywnione, jeżeli w bloku NC z opisem P jest zdefiniowana referencja dla obu osi X i Z.
Skrawanie odbywa się podobnie jak przy wykonaniu typu I, z tym wyjątkiem, że po każdym przebiegu
w osi Z nastąpi przesunięcie narzędzia ścieżką zdefiniowaną od P do Q. Narzędzie zostanie wtedy
wycofane równoległe do osi X o wartość zdefiniowaną przez parametr nr 73 (cykl powrotu).
Wykonanie typu II nie pozostawia w procesie skrawania wzdłuż konturu żadnych znaków, generalnie
jest uzyskiwana lepsza jakość powierzchni.
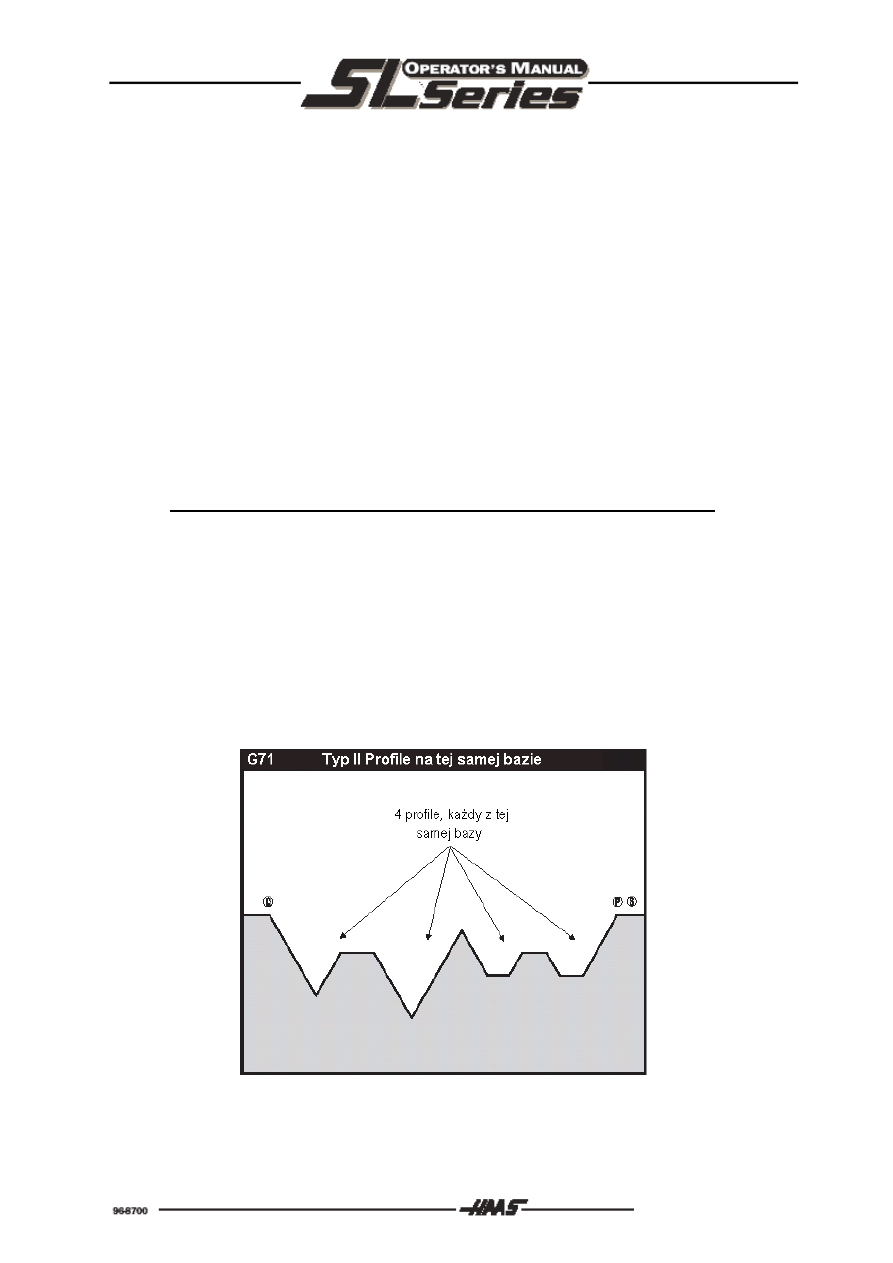
Rys.3-8 Profile na tej samej bazie
168
W zasadzie nie istnieje żadne ograniczenie liczby bloków NC pomiędzy P i Q, które definiują kształt do
obróbki typu II. Istnieje ograniczenie liczby profili albo wytoczeń kształtu, które powinny znaleźć się w
opisie konturu od P do Q. Definicja wytoczenia kształtu albo profilu jest programowana ze zmianą
kierunku, która pozostawia wklęsły kształt na przedmiocie obrabianym. Jeżeli kilka takich zmian
kierunku wykonywanych jest obok siebie z tej samej bazy, to liczba takich profili jest nieograniczona.
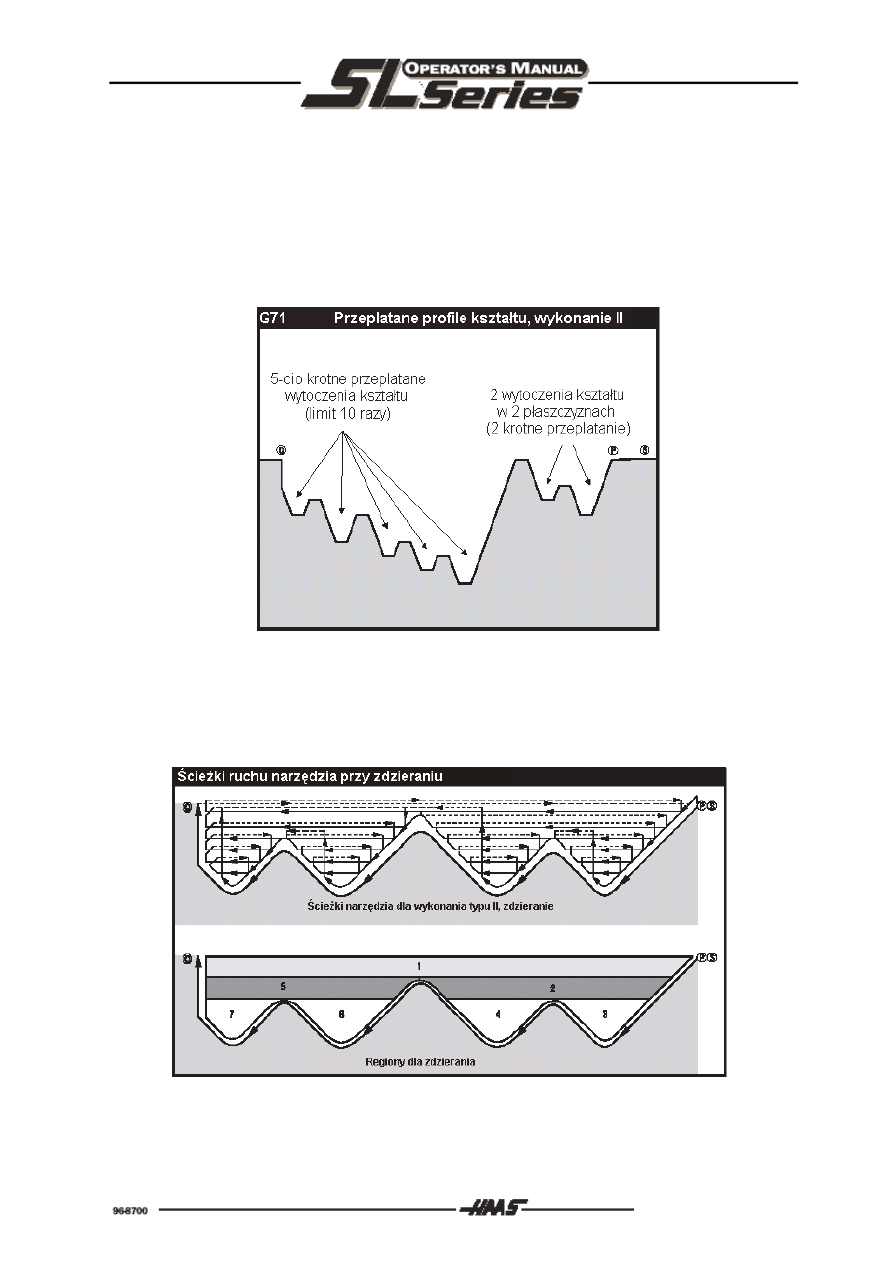
Gdy takie zagłębienie leży wewnątrz innego zagłębienia, to wytoczenia kształtu są przeplatane.
Pierwsze zagłębienie może zawierać maksymalnie 10-cio krotne zagłębienie. Meldunek błędu jest
generowany, gdy ta maksymalna pętla zostaje przekroczona. Rysunki 5.0-10 i 5.0-11 ilustrują różne
wersje przeplatanych profili.
Rys.5.0-11 Profile przeplatane
Rysunek 5.0-12 pokazuje przebieg ruchów zdzierania przy obróbce kształtu, który składa się z kilku
wytoczeń kształtowych zdefiniowanych w blokach NC od P do Q. Materiał jest usuwany poprzez
wytoczenia kształtów przy skrawaniu, na zakończenie są obrabiane wytoczenia kształtu w kierunku Z.
Następnie jest przedstawiony powrót narzędzia dla obu rodzajów wykonania, typu I oraz typu II
.
Rys.5.0-12 Ścieżki narzędzia dla wykonania typu II, zdzieranie
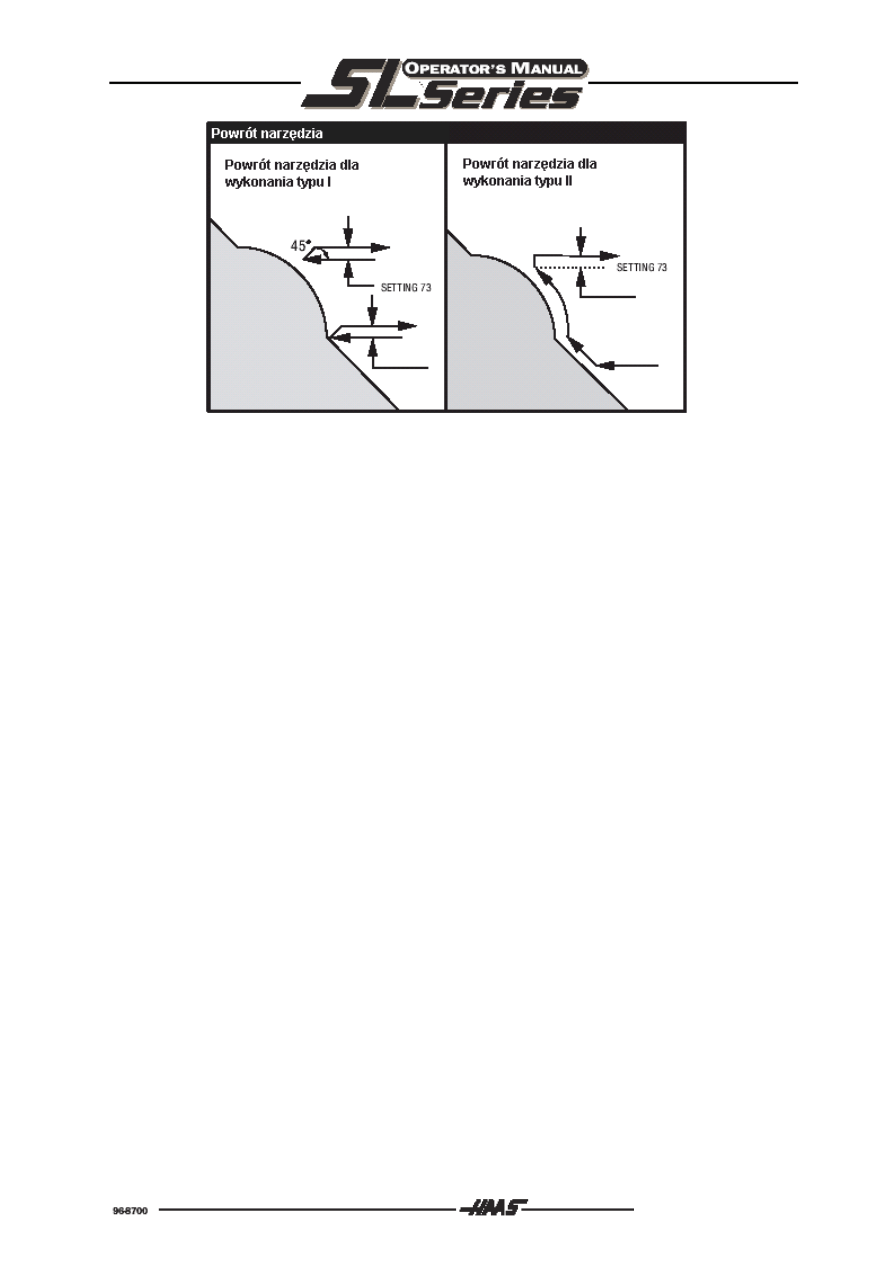
169
Rys.5.0-13 Powrót narzędzia dla wykonania typu I i typu II
Suma naddatku na skrawanie i naddatku na wygładzanie jest oznaczona w tym opisie po prostu jako
wywołany wymiar. Konsekwencją zastosowania wywołanego wymiaru w osi Z jest powstająca w jego
wyniku redukcja pozostającej wolnej przestrzeni w zagłębieniu konturu (wytoczenie kształtowe), która
jest do dyspozycji w czasie obróbki.
Odstęp musi być większy niż podwojona suma obu wywołanych wymiarów skrawania i wygładzania.
Na przykład, jeśli G71 dla 2 ścieżek zawiera:
...
X-5. Z-5.
Z-5.1 Z-5.1
Z-3.1 Z-8.1
...
Wtedy największy dystans jaki można określić to 0.999.
Jeżeli ten dystans jest za mały, to programowany kształt zostanie przecięty. Ponieważ wymienione
wymiary z reguły są relatywnie małe, to niebezpieczeństwo, że taka sytuacja powstanie, istnieje raczej
rzadko, ale najczęściej przy kompletnych kształtach składających się z wielu krótkich elementów
konturu.
Znane są problemy obróbki z wycinkiem konturu (P-Q) przy ostatnim przejściu oraz uwzględnieniu
naddatku na wygładzanie (W...), jeżeli przebieg przesunięcia nie jest monotonny. W takiej sytuacji
może wystąpić przecięcie. Aby obejść problem, należy zaprogramować ruch powrotny.
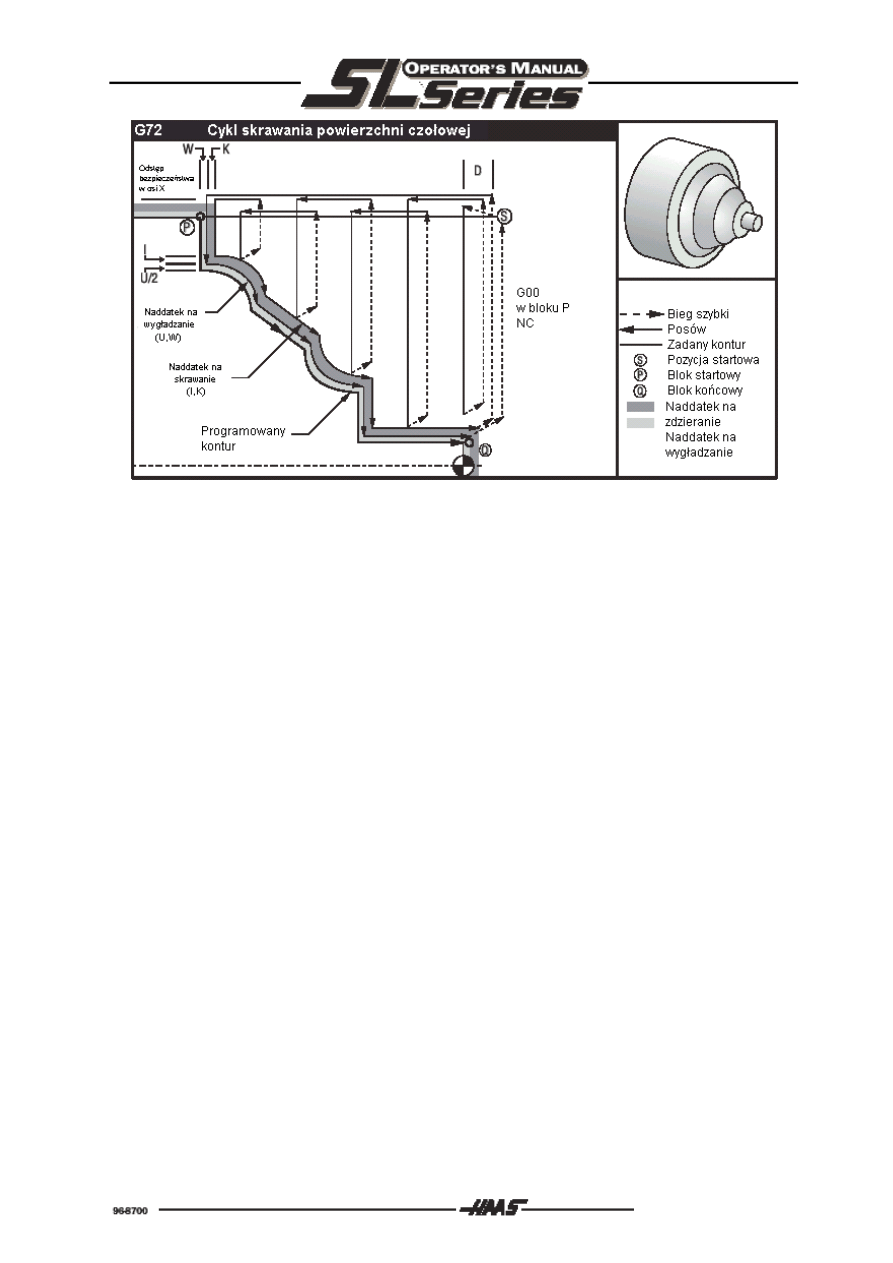
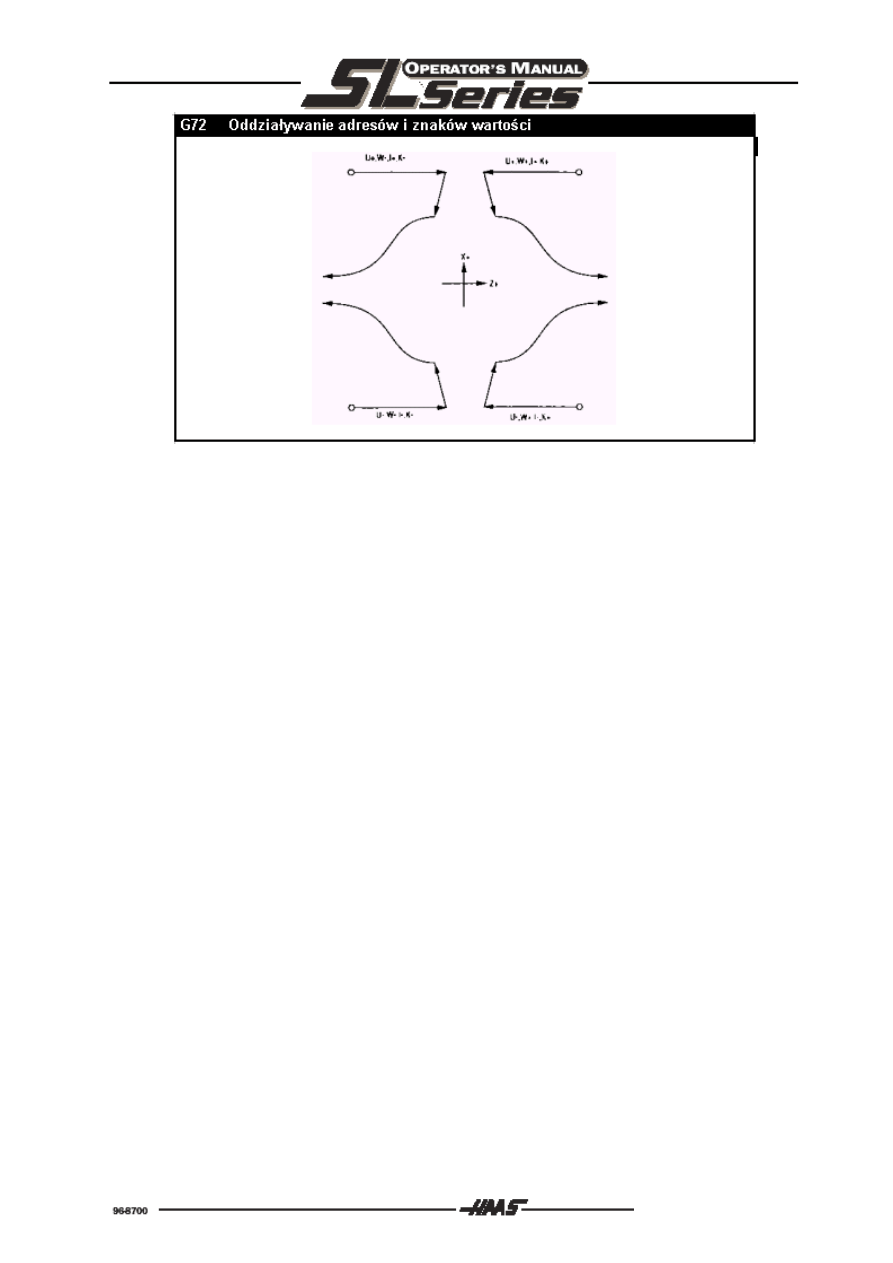
G72 Cykl skrawania powierzchni czołowej Grupa
00
D
Głębokość skrawania na przejście, dodatnia,
*F
Posuw używany w funkcji G72 od Pnn do Qnn,
*I
Szerokość skrawania i kierunek korekcji w osi X dla ostatniego kroku obróbki zdzierającej,
odniesiona do promienia,
*K
Szerokość skrawania i kierunek korekcji w osi Z dla ostatniego kroku obróbki zdzierającej,
P
Numer bloku pierwszego bloku NC definicji konturu,
*S
Liczba obrotów wrzeciona używana wewnątrz cyklu G72 od P do Q,
*T
Używane narzędzie i korekcja narzędzia,
Q
Numer ostatniego bloku NC definicji konturu,
U
Naddatek na wygładzanie i kierunek korekcji w osi X dla obróbki wygładzającej, odniesiony do
średnicy,
W
Naddatek na wygładzanie i kierunek korekcji w osi Z dla obróbki wygładzającej,
*Oznacza opcję.
170
Rys. 5.0-14 G72
Ten cykl obróbki obrabia kształt równoległy do osi X. Jest on podobny jak cykl G71, jednak obróbka
jest wykonywana od początku ścieżką równoległą do osi X. Aby zastosować ten cykl, należy
zdefiniować kontur końcowy, definicja ta jest realizowana w cyklu G72 poprzez przydział części
programu P i Q. Wszystkie posuwy, liczby obrotów wrzeciona i wywołania narzędzi, które są
definiowane w części programu konturu są ignorowane przez cykl G72. Wszystkie definicje S, F albo
T, które zostały zaprogramowane w tej samej linii programu co funkcja G72 albo były już
zaprogramowane wcześniej, będą używane w cyklu G72 w czasie skrawania. Normalnie cykl G70 dla
obróbki wygładzającej jest ustawiany na końcu. Za pomocą definicji adresów P i Q jest określana ta
sama część programu, która zostanie użyta w części programu definiującej liczby obrotów wrzeciona,
posuwy i narzędzia oraz ich korekcje.
Za pomocą cyklu G72 mogą być użyte dwa rodzaje ścieżki narzędzia (typ I i typ II). Pierwszy rodzaj
przebiegu ruchu (typ I) jest ustawiany dla ruchów, których przebieg ruchu nie zmienia kierunku w osi
Z. Taki przebieg ruchu został przedstawiony na rysunku 3-13. Ten rodzaj ruchu jest opisywany jako
ruch monotonny, co oznacza, że ruch odbywa się zawsze w tym samym kierunku.
Drugi typ przebiegu ruchu (typ II) umożliwia zmianę kierunku przesunięcia w osi Z. Dla obu rodzajów
(typu I i typu II) ruch osi X musi być monotonny, a więc odbywać się w tym samym kierunku. Przebieg
przesunięcia typu I jest uaktywniany, gdy w pierwszym bloku NC danej części programu (P) zostanie
zaprogramowany tylko ruch osi X. Jeżeli w pierwszym bloku NC danej części programu (P) zostaną
zaprogramowane obie osie, oś X i oś Z, to układ sterowania wykona cykl G72 zgodny z typem II.
Każdy z czterech kwadrantów w płaszczyźnie obróbki Z/X może być obrabiany przy prawidłowym
zdefiniowaniu adresów D, I, K, U i W. Rysunek 3-14 pokazuje w jakich kwadrantach występują adresy
z jakimi znakami.
Przebieg cyklu G72 składa się z operacji zdzierania oraz operacji wygładzania. W wykonaniu typu I i
typu II operacja zdzierania i operacja wygładzania są łatwo odróżniane. Generalnie operacja
zdzierania składa się z kilku przebiegów w osi X ze zdefiniowanym posuwem. Operacja wygładzania
składa się z przebiegu, który uwzględnia naddatek na wygładzanie i ma na celu usunięcie wszelkich
resztek materiału. Normalnie za pomocą cyklu wygładzania G70 naddatek na wygładzanie usuwany
jest za pomocą ostrza wygładzającego, przy użyciu określonego narzędzia do wygładzania. Ostatni
ruch w cyklu jest to ruch powrotu do położenia startowego S.
Na poniższym przebiegu położenie startowe S odpowiada aktualnemu położeniu narzędzia do
momentu zdefiniowania cyklu G72. Odstęp bezpieczeństwa w osi X odpowiada położeniu startowemu
w osi X plus suma obu adresów U i I.
171
Rys.5.0-15 G72 Oddziaływanie adresów i znaków wartości
Szczegóły do wykonania typu I:
Jeżeli programujący zdefiniuje wykonanie typu I, to przyjmuje się, że mówi się o monotonnym
przebiegu ruchu w osi X. Zanim maszyna wykona ruch zostanie sprawdzone, czy przebieg
przesunięcia odpowiada założeniom. Jeżeli układ sterowania wykryje błąd, to zostanie wyzwolony
meldunek błędu.
Skrawanie zaczyna się od przesunięcia z punktu startowego S do pierwszego przebieg skrawania.
Wszystkie przebiegi skrawania zaczynają oraz kończą się z odstępem bezpieczeństwa. Położenie osi
Z zostanie obliczone dla każdego przebiegu skrawania, gdy wartość liczbowa spod adresu D zostanie
dodana do aktualnego położenia osi Z. Kierunek, w którym nastąpi korekcja o wartość D, określają
znaki wartości adresów U i W. Rodzaj przesunięcia dla każdego przebiegu skrawania wzdłuż odstępu
bezpieczeństwa w osi X jest definiowany za pomocą funkcji G w bloku P programu NC. Jeżeli blok P
programu NC zawiera warunek drogi G00, to ruch zostanie wykonany w trybie biegu szybkiego. Jeżeli
w bloku P programu NC jest zdefiniowana funkcja G01, to ruch zostanie wykonany w czasie posuwu
określonego w bloku NC z kodem G72. Proces skrawania zostanie wykonany, gdy położenie osi Z
zostanie przekroczone w bloku P programu NC.
Każdy przebieg skrawania zostanie przerwany, zanim programowana droga narzędzia uwzględniająca
oba wywołane wymiary dla skrawania i wygładzania przetnie kontur. Po osiągnięciu ograniczenia
narzędzie zostanie wycofane pod kątem 45 stopni, aby ponownie odnieść się do odstępu
zdefiniowanego przez parametr nr 73. Na końcu narzędzie zostanie przesunięte w trybie biegu
szybkiego o odstęp bezpieczeństwa w osi X.
Jeżeli proces skrawania jest zakończony, to narzędzie przesuwa się wzdłuż ścieżki narzędzia w celu
wygładzenia powierzchni. Jeżeli zdefiniowane są parametry I i K, to na końcu cyklu zostanie
wykonana dodatkowa operacja wygładzania równoległa do konturu.
172
Szczegóły do wykonania typu II:
Jeżeli w programie NC zdefiniowane jest wykonanie typu II, to ruch definiowany w definicji konturu od
P do Q nie powinien być tylko monotonny, lecz powinien być wykonywany również w dwóch
kierunkach. Ruch osi X musi być zawsze wykonywany w tym samym kierunku, w jakim przebiegał
ruch pierwotny. Przebieg przesunięcia między początkiem (opis numeru bloku P) a końcem konturu
(numer bloku z opisem Q) jest sprawdzony przed rozpoczęciem obróbki. Jeżeli nie zawiera ono
definicji zgodnych, to zostanie wyzwolony meldunek błędu.
Wykonywanie typu II jest uaktywniane, jeżeli parametr użytkownika nr 33 jest ustawiony na system
Yasnac oraz parametr R1 jest określony w definicji cyklu G72.
Uwaga:
Parametr R1 musi być definiowany bez punktu dziesiętnego.
Jeżeli parametr użytkownika nr 33 jest ustawiony na system Fanuc, to wykonanie typu II zostanie
uaktywnione, gdy w bloku NC z opisem P są zdefiniowane jako referencja obie osie, oś X i oś Z.
Skrawanie odbywa się podobnie jak przy wykonaniu typu I z tym wyjątkiem, że po każdym przebiegu
w osi X narzędzie przejdzie drogę narzędzia zdefiniowaną od P do Q. Następnie narzędzie będzie
odniesione z powrotem w osi Z o drogę zdefiniowaną przez parametr nr 73 (Cykl powrotu). Wykonanie
typu II w procesie skrawania przed ostatnim skrawaniem zdzierającym nie pozostawia żadnych stopni,
generalnie zostaje osiągnięta lepsza jakość powierzchni.
Konsekwencją zastosowania wywołanego wymiaru w osi Z jest powstająca w jego wyniku redukcja
pozostającej wolnej przestrzeni w zagłębieniu konturu (wytoczenie kształtowe), która jest do
dyspozycji w czasie obróbki.
Oznacza to, że odstęp pomiędzy punktem przecięcia przesunięcia kończącego ruch poziomy
prowadzącego do zagłębienia a punktem przecięcia, który powstaje poprzez ruch poziomy kończący
ruch wychodzący z zagłębienia, zmniejsza się. Następnie odstęp zostanie zmniejszony przez promień
ostrza narzędzia, jeżeli obróbka odbywa się z korekcją promienia ostrza.
Dla przykładu, jeśli G72 zawiera:
...
X-5. Z-5.
X-5.1 Z-5.1
X-8.1 Z-3.1
...
wówczas największy odstęp jaki może być określony to 0.999, ponieważ odległość pozioma od punktu
początkowego cięcia nr 1 do odpowiedniego punktu ciecia nr 3 wynosi 0.2. Jeśli określi się większy
odstęp, , to programowany kształt zostanie przecięty. Ponieważ wymienione wymiary z reguły są
relatywnie małe, to istnieje niebezpieczeństwo, że taka sytuacja powstanie, raczej rzadko, ale
najczęściej przy kompletnych kształtach składających się z wielu krótkich elementów konturu.
Kompensacja jest aproksymowana poprzez ustawienie odstępu dla skrawania zgrubnego zależnego
od promienia i typu końca noża. W związku z tym ograniczenia odstępu również odnoszą się do sumy
odstępu i promienia narzędzia.
UWAGA: Znane są problemy obróbki z wycinkiem konturu (P-Q) przy ostatnim
przejściu oraz uwzględnieniu naddatku na wygładzanie (W...), jeżeli
przebieg przesunięcia nie jest monotonny. W takiej sytuacji
przecięcie może wystąpić. Aby obejść problem, Należy
zaprogramować ruch powrotny.
173
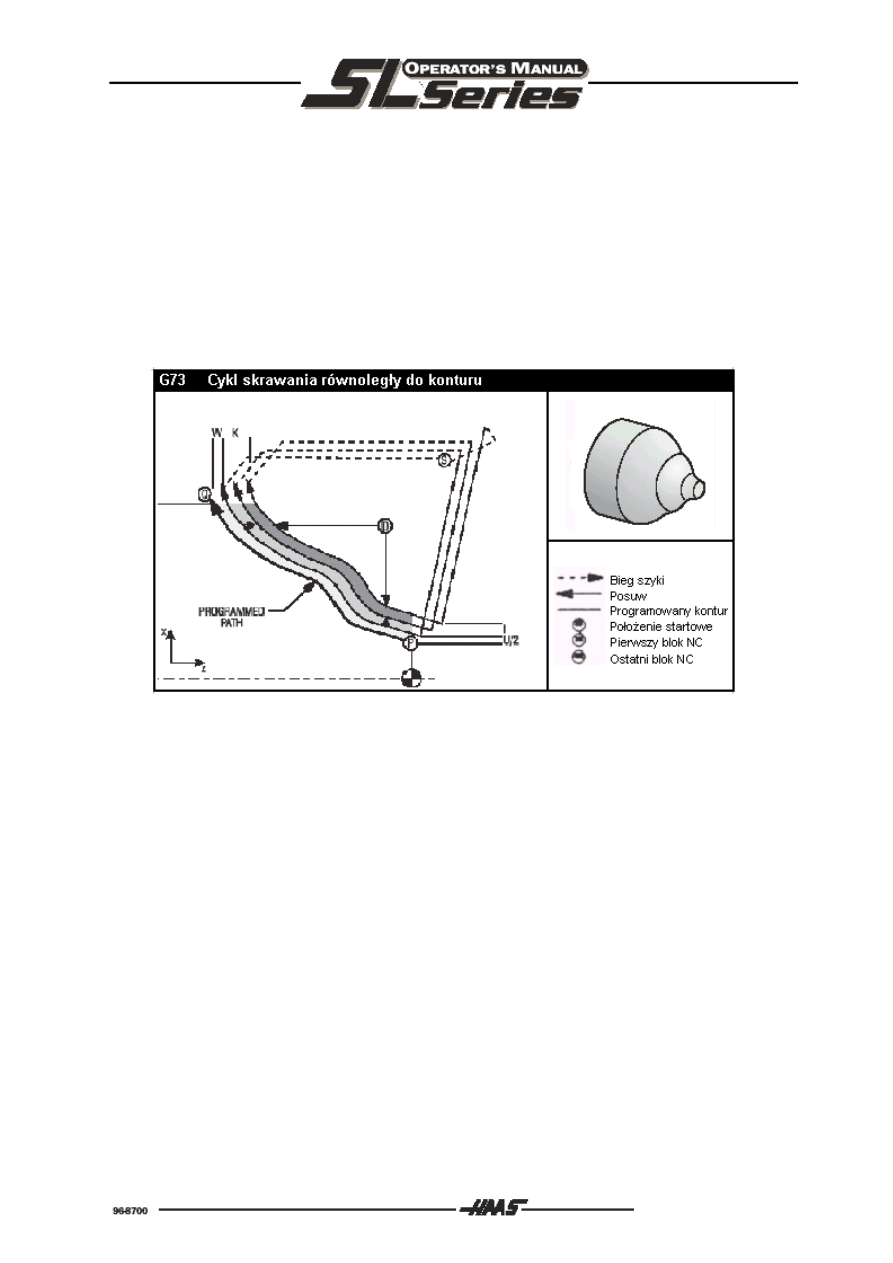
G73
Cykl skrawania powierzchni czołowej równoległy do konturu
Grupa 00
D
Liczba przejść zdzierania, dodatnia wartość liczbowa,
*F
Posuw używany w funkcji G73 od Pnn do Qnn,
*I
Całkowita grubość materiału od pierwszego aż do ostatniego cięcia, w osi X, odniesiona do
promienia,
*K
Całkowita grubość materiału od pierwszego aż do ostatniego cięcia, w osi Z,
P
Numer pierwszego bloku definicji konturu programu NC,
*S
Liczba obrotów wrzeciona używana w obrębie cyklu G73 od P do Q,
*T
Używane narzędzie i korekcja narzędzia w cyklu G73
Q
Numer ostatniego bloku definicji konturu programu NC,
U
Naddatek na wygładzanie i kierunek korekcji w osi X, odniesiony do średnicy,
W
Naddatek na wygładzanie i kierunek korekcji w osi Z,
*
Oznacza opcję.
Rys. 5.0-16 G73
Cykl G73 może być ustawiony do obróbki części odlewanych albo wstępnie obrobionych części
toczonych. W cyklu jest definiowana grubość materiału pomiędzy gotowym konturem i surowym
kształtem.
Ruch maszyny zaczyna się od aktualnego położenia osi, położenia startowego S. Pierwszy ruch, ruch
do pierwszego punktu konturu zostanie wykonany albo w biegu szybkim (G00) albo w czasie posuwu
(G01). Warunek drogi G00 albo G01 zdefiniowany w pierwszym bloku NC w definicji konturu jest
przejmowany dla dojazdu do pierwszego punktu części toczonej. Obróbka wykańczająca odbywa się
równolegle do konturu. Jeżeli zostanie osiągnięty blok o numerze ostatniego bloku NC w definicji
konturu (Q), to narzędzie przesunie się w biegu szybkim do punktu początkowego. Położenie punktu
startowego jest korygowane po każdym przebiegu o odstęp głębokości dostawienia. Przejście
zdzierające jest wykonywane w ten sposób, aż zostanie osiągnięta liczba przejść zdefiniowana pod
adresem D. Po ostatnim przejściu narzędzie zostaje wycofane do pierwotnego punktu startowego (S).
Możliwe zdefiniowane posuwy, liczby obrotów i wywołania narzędzi w blokach NC definicji konturu (od
P do Q) zostaną zignorowane. Zostaną użyte posuwy, liczby obrotów i narzędzia, które były
zaprogramowane przed definicją cyklu albo w tej samej linii z definicją cyklu.
Korekcja dla pierwszego cięcia zdzierającego jest obliczana w poniższy sposób. Dla osi X obowiązuje
równanie: (U/2 + I), a dla osi Z obowiązuje: (W + K). Każde wykonywane przejście zdzierające
przenosi narzędzie bliżej ostatniego przejścia zdzierającego. Poszczególne dostawienia zostaną
obliczone w sposób podany poniżej: (I/[D-1]) dla osi X oraz (K/[D-1]) dla osi Z. Ostatnim przejściem

174
zdzierającym jest w istocie obróbka wygładzająca z odstępem do zaprogramowanego konturu
zdefiniowanym poniżej: U/2 dla osi X oraz W dla osi Z.
Zaprogramowane ruchy w osiach X i Z wzdłuż konturu nie muszą być monotonne albo przebiegać w
tym samym kierunku. Należy jednak zauważyć, że w linii dojazdu i odjazdu nie są dostępne resztki
materiału.
Wartość liczbowa zdefiniowana pod adresem D musi być dodatnia i musi być liczbą całkowitą. Jeżeli
zdefiniowana wartość liczbowa zawiera miejsca dziesiętne, to zostanie wyzwolony meldunek błędu.
Cztery kwadranty w płaszczyźnie obróbki Z/X mogą być obrabiane za pomocą następujących
kombinacji adresów i znaków wartości:
Oś X
Oś Z droga narzędzia dla dojazdu z kwadrantu:
U I W K
+ + + +
I
+ + - -
II
- - - - III
- - + +
IV
Patrz rysunek 5.0-16.
175
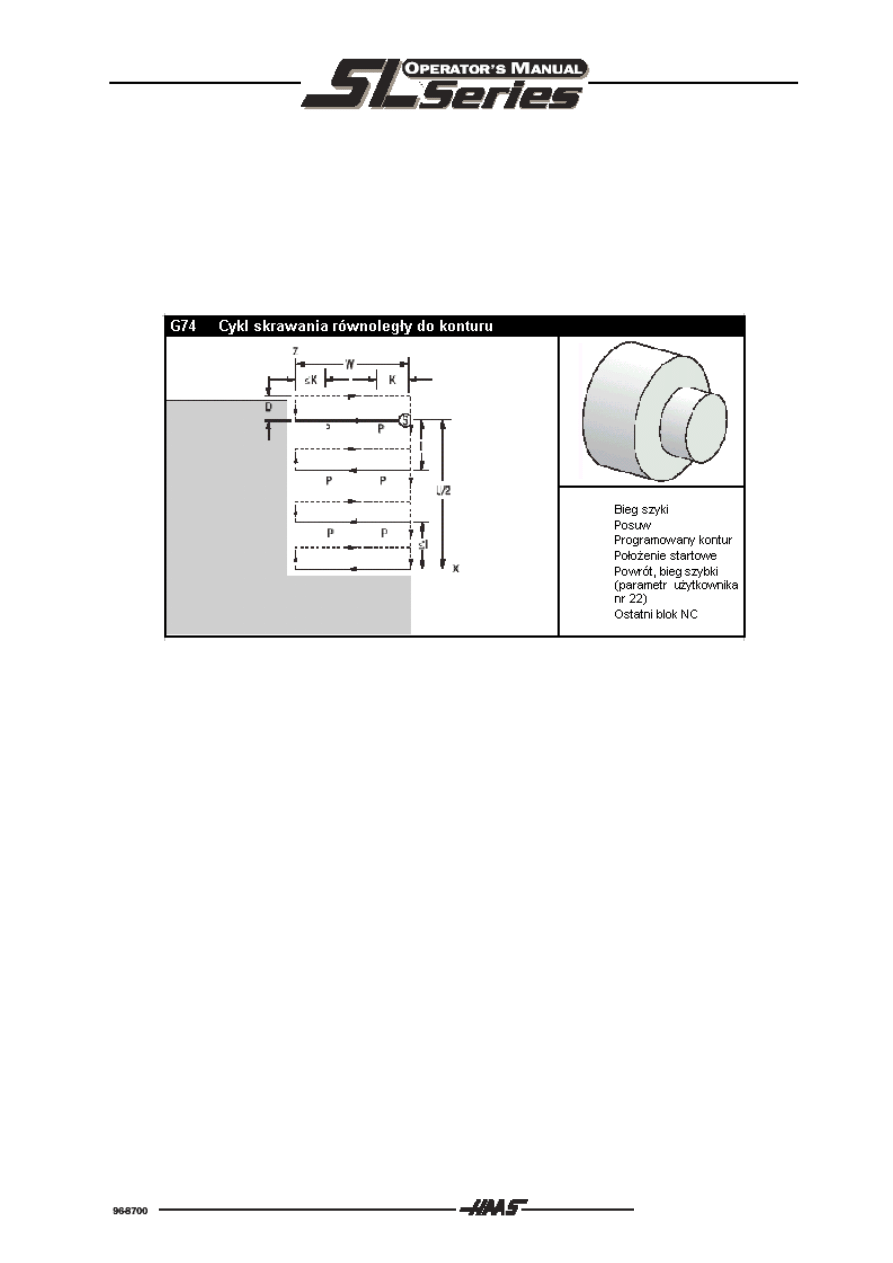
G74
Cykl wykonywania nakiełka / i głębokie wiercenie
Grupa 00
*D
Odstęp bezpieczeństwa dla wykonywanej obróbki, wartość liczbowa dodatnia,
*F
Posuw używany w cyklu G74,
*I
Przyrost dostawiania w cyklu, dla osi X, odniesiony do promienia, dodatni,
K
Przyrost dostawiania w cyklu, dla osi Z,
*U
Odstęp przyrostowy w osi X do najmniejszej średnicy, odniesiony do średnicy,
W
Odstęp przyrostowy w osi Z do podstawy wytoczenia,
*X
Wymiar bezwzględny najmniejszej średnicy, odniesiony do średnicy,
Z
Wymiar bezwzględny najgłębszej powierzchni,
* Oznacza opcję.
Rys. 5.0-17 G74
Cykl G74 może być użyty w celu obróbki podtoczeń na powierzchniach czołowych lub w celu
wykonania głębokiego wiercenia z łamaniem wióra, albo w celu obróbki toczenia z łamaniem wióra. Za
pomocą tego cyklu mogą być wykonywane pojedyncze obróbki, takie jak wiercenie otworu w środku
wrzeciona lub może być wykonana seria cykli obróbki z łamaniem wióra.
Jeżeli jeden z adresów U albo X zostanie zaprogramowany w cyklu G74, a wymiar X nie odpowiada
aktualnemu położeniu osi, to zostaną wykonane co najmniej dwa dostawienia, jedno w aktualnym
położeniu a jedno w zdefiniowanym położeniu X. Adres I określa szerokość dostawienia w osi X.
Zdefiniowanie adresu I powoduje, że materiał będzie zabierany równomiernymi partiami od położenia
startowego S w kierunku X. Jeżeli odstęp po podzieleniu przez I nie jest liczbą całkowitą, to ostatnie
dostawienie jest mniejsze niż I.
Jeżeli adres K został określony w definicji cyklu G74, to maszyna przerywa wykonywany ruch i
wycofuje narzędzie, w trybie biegu szybkiego w kierunku przeciwnym, o wartość określoną przez
parametr użytkownika nr 22. Adres D określa w cyklu G74 odstęp pomiędzy ostrzem narzędzia
a powierzchnią przedmiotu obrabianego przy powrocie do punktu początkowego S.
176
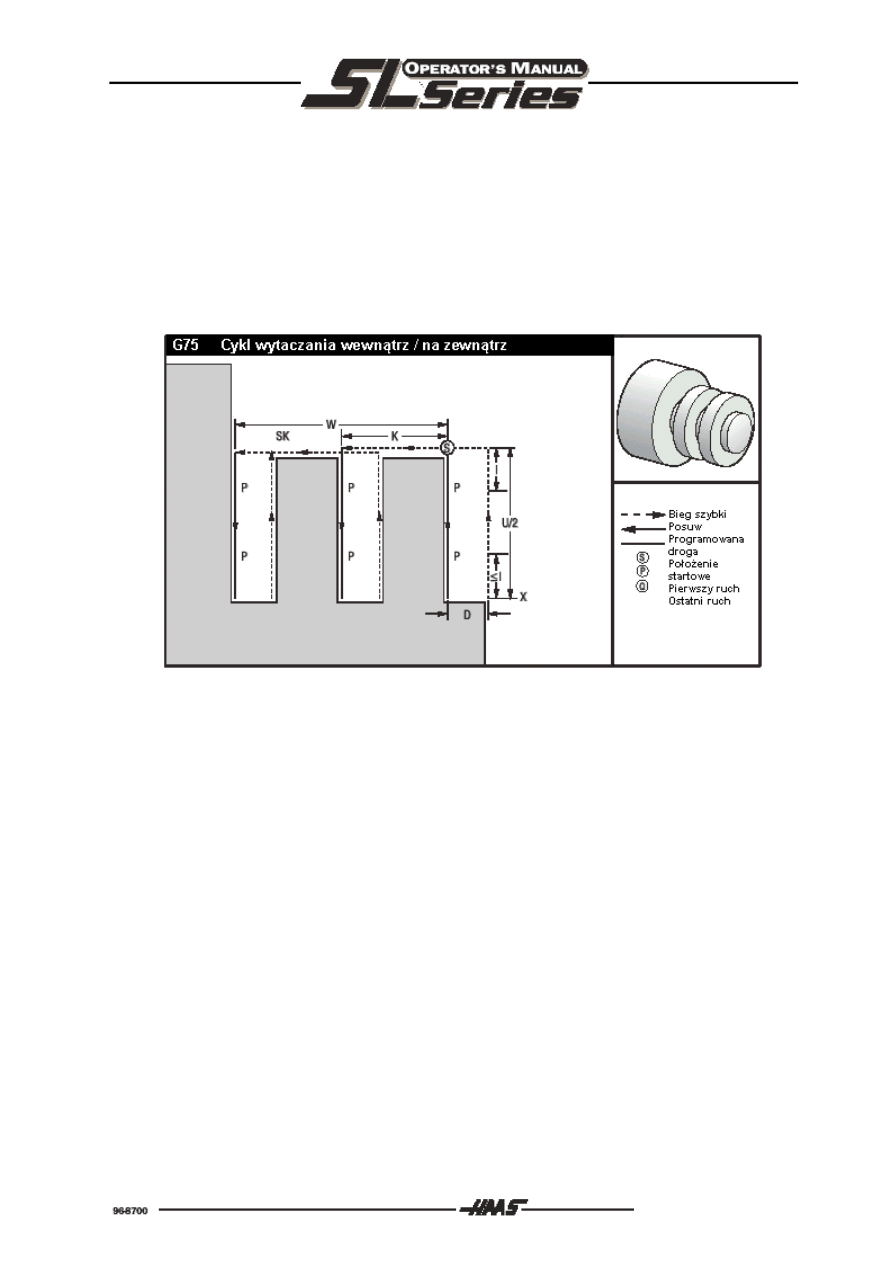
G75 Cykl wytaczania wewnątrz / na zewnątrz Grupa
00
*D
Odstęp bezpieczeństwa dla wykonywanej obróbki, wartość liczbowa dodatnia,
*F
Posuw używany w cyklu G75,
*I
Przyrost dostawiania w cyklu, dla osi X, odniesiony do promienia, dodatni,
*K
Przyrost dostawiania w cyklu, dla osi Z,
*U
Odstęp przyrostowy w osi X do najmniejszej średnicy, odniesiony do średnicy,
W
Odstęp przyrostowy w osi Z do ostatniego wytoczenia,
*X
Wymiar bezwzględny najmniejszej średnicy, odniesiony do średnicy,
Z
Wymiar bezwzględny najgłębszej powierzchni,
*
Oznacza opcję.
Rys. 5.0-18 G75
Cykl G75 może być użyty do wykonania podtoczenia albo wiercenia. Przesunięcia obejmują łamanie
wióra. Za pomocą tego cyklu może być wykonane albo pojedyncze wytoczenie albo szereg rowków
(wytoczeń).
Jeżeli w cyklu G75 został zdefiniowany adres Z albo W a zdefiniowana wartość Z nie odpowiada
aktualnemu położeniu osi, to zostaną wykonane co najmniej dwa cykle. Jeden raz w aktualnym
położeniu osi Z a drugi raz w położeniu zdefiniowanym za pomocą parametru Z. Za pomocą adresu K
jest definiowany przyrostowy odstęp pomiędzy wykonaniami cyklu G75. Zdefiniowanie adresu K
powoduje więc, że cykl zostanie wykonany w równomiernych odstępach między położeniem
startowym S a najgłębszą powierzchnią Z. Jeżeli odstęp pomiędzy S i Z, po podzieleniu przez wartość
liczbową adresu K, nie daje liczby całkowitej, to odstęp między ostatnimi dwoma wytoczeniami jest
krótszy.
Jeżeli adres I został określony w definicji cyklu G75, to maszyna przerywa wykonywany ruch i
wycofuje narzędzie w trybie biegu szybkiego w kierunku przeciwnym o wartość określoną przez
parametr użytkownika nr 22.
Za pomocą adresu D można określić odstęp bezpieczeństwa przy powrocie do punktu początkowego
S.
177
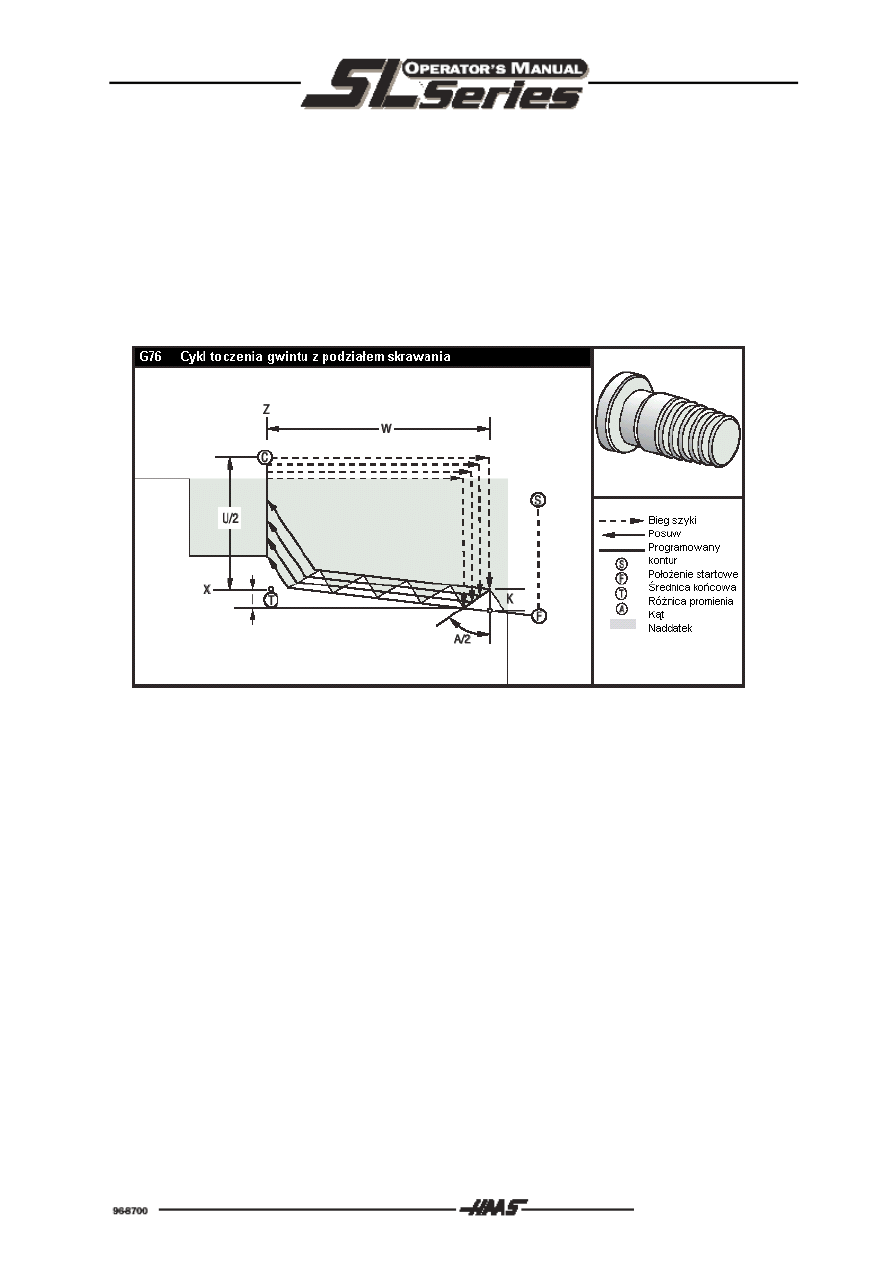
G76 Cykl toczenia gwintu z podziałem skrawania
Grupa 00
*A
Kąt nacinania,
D
Głębokość skrawania pierwszego przejścia,
*F (E)
Posuw,
*I
Kąt gwintu, odniesiony do promienia,
K
Wysokość gwintu, ograniczenie podziału skrawania, odniesione do promienia,
*P
Algorytm pozycjonowania kolejnych nacięć, metoda obróbki,
*U
Odstęp w osi X pomiędzy początkiem i końcem gwintu, przyrostowy, wewnętrzny,
*W
Odstęp w osi Z pomiędzy początkiem i końcem gwintu, przyrostowy,
*X
Wymiar bezwzględny osi X, położenie maksymalnej średnicy, wewnętrzny
*Z
Wymiar bezwzględny osi Z, położenie końca gwintu,
*
Oznacza opcję.
Rys. 5.0-19 G76
Cykl G76 może być używany do wykonania stożkowego lub cylindrycznego gwintu zewnętrznego i
gwintu wewnętrznego. Użycie funkcji G76 z wielokrotnym dostawieniem jest programowane w prosty
sposób. Poprzez zdefiniowanie parametru P wpływa się na obciążenie i zużycie narzędzia. Parametr
P definiuje, która krawędź narzędzia jest stosowana i z jaką głębokością skrawania powinna być
prowadzona obróbka.
Wysokość gwintu jest definiowana przez parametr K. Wysokość gwintu jest określana jako odległość
od czubka do podstawy gwintu. Znak wartości wymiaru pod parametrem K musi być dodatni. Sama
głębokość obróbki odpowiada Głębokości gwintu minus naddatek na wygładzanie. Przez parametr nr
86 (Naddatek gwintu na wygładzanie) jest podawany naddatek na wygładzanie. Ustawieniem
podstawowym jest 0.
Zbieżność gwintu jest definiowana przez parametr I. Mierzony jest odstęp od położenia docelowego X,
do punktu T położenia osi Z. Punktem odniesienia dla zbieżności jest punkt startowy B. „Normalnie”
stożkowy gwint wewnętrzny jest definiowany za pomocą ujemnej wartości pod adresem I.
Głębokość pierwszego nacięcia jest definiowana przez parametr D. Dzięki temu definiuje się także, ile
przejść jest niezbędnych do osiągnięcia głębokości gwintu K. Również metoda obróbki wpływa na
liczbę przejść.
Głębokość skrawania ostatniego nacięcia jest sprawdzana przez parametr użytkownika nr 99
(Minimalna głębokość nacięcia gwintu). Niezależnie od definicji adresu P, ostatnie nacięcie ma
głębokość równą co najmniej wartości określonej przez parametr nr 99. Ustawieniem podstawowym
jest 0.1 mm.
178
Kąt ostrza narzędzia jest definiowany za pomocą adresu A. Programowana wartość liczbowa może
leżeć między 0 a 120 stopni. Jeżeli adres A nie został zdefiniowany, to układ sterowania przyjmuje 0
stopni.
Adres F definiuje szybkość posuwu dla toczenia gwintu. Przy toczeniu gwintu posuw powinien być
programowany zawsze jako posuw na obrót wrzeciona. Oznacza to, że przed zdefiniowaniem cyklu
G76 muszą być zaprogramowane funkcje G99/G95 (Posuw na obrót wrzeciona). Parametr F
odpowiada przy tym skokowi gwintu.
Na końcu gwintu opcjonalnie zostanie wytoczony wybieg. Wielkość wybiegu jest definiowana przez
parametr użytkownika nr 95 (Wielkość wybiegu gwintu) a kąt wybiegu przez parametr użytkownika nr
96 (Kąt wybiegu gwintu). Wielkość wybiegu jest definiowana za pomocą liczby skoków gwintu, a to
jest określane przez parametr nr 84. Jeżeli np. skok gwintu (posuw) wynosi 2.5 mm na obrót
wrzeciona i przez parametr nr 84 podawana jest wartość 1.000, to wybieg wynosi 2.5 mm. Wybieg
może poprawić funkcjonalność i wygląd optyczny gwintu, gdy musi być obrobiony aż przy obsadzie.
Jeżeli na końcu gwintu znajduje się podcięcie, to wybieg jest zbyteczny. W takim wypadku przez
parametr nr 95 może być wprowadzona wartość 0. Ustawieniem podstawowym dla parametru
użytkownika nr 84 jest 1.000 a dla parametru użytkownika nr 96 (Kąt gwintu) jest 45 stopni.
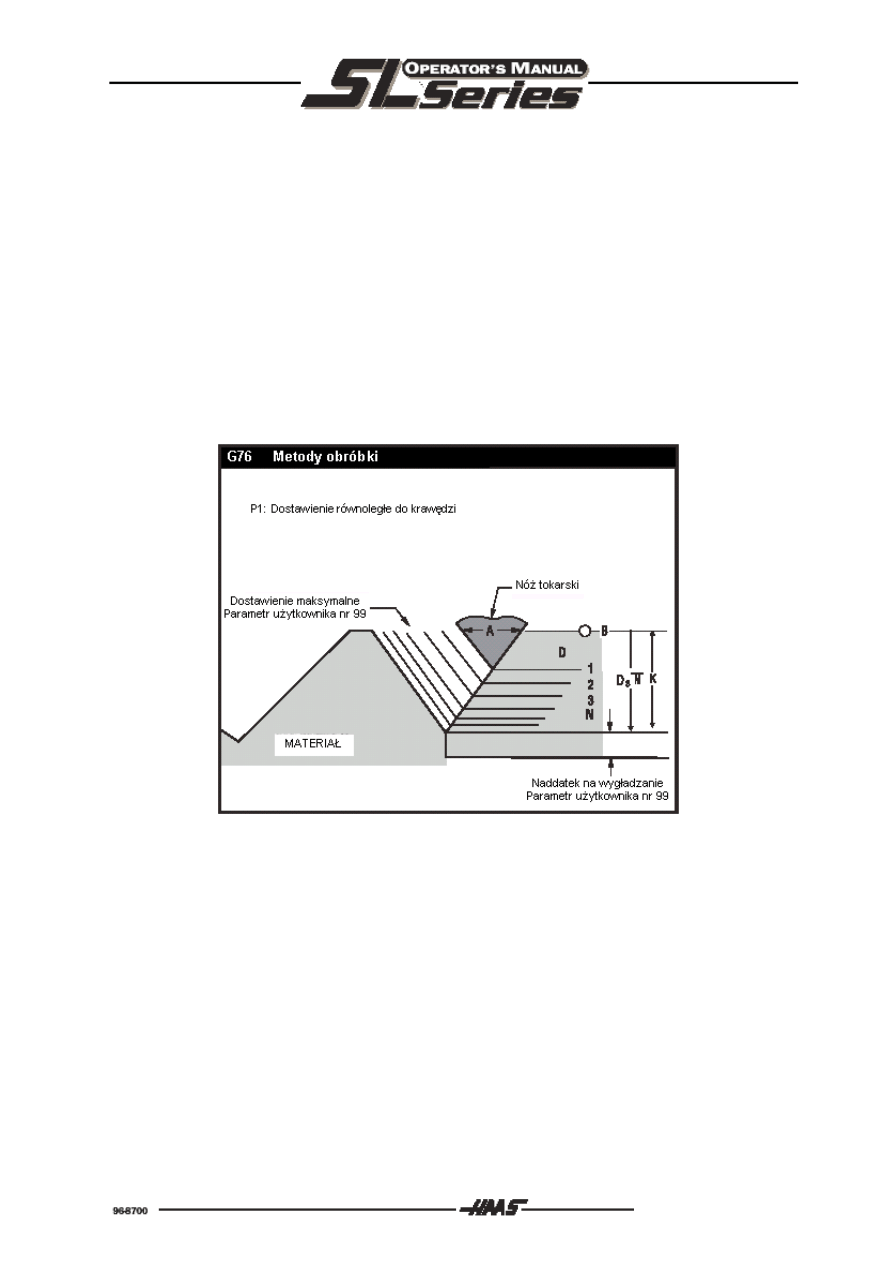
Rys. 5.0-20 G76, metody obróbki
Poniżej zostały przedstawione cztery metody obróbki gwintu kompatybilne z systemem Fanuc, które
są do dyspozycji w układzie sterowania systemu Haas.
P1
DOSTAWIENIE RÓWNOLEGŁE DO KRAWĘDZI, STAŁY NACISK OSTRZA
Adres D definiuje pierwszą głębokość skrawania. Każde kolejne nacięcie jest obliczane przez
równanie D * (n), gdzie n odpowiada przejściu numer X. Materiał jest odprowadzany za pomocą czoła
ostrza.
P2 PRZYROSTOWE DOSTAWIENIE PROMIENIOWE, STAŁY NACISK OSTRZA
Zastosowanie przyszłościowe. Przydział do P1.
P3
DOSTAWIENIE RÓWNOLEGŁE DO KRAWĘDZI, STAŁA GŁĘBOKOŚĆ DOSTAWIANIA
Zastosowanie przyszłościowe. Przydział do P1.
P4
PRZYROSTOWE DOSTAWIENIE PROMIENIOWE, STAŁA GŁĘBOKOŚĆ DOSTAWIANIA
Zastosowanie przyszłościowe. Przydział do P1.

179
G01
Funkcja wykonywania fazki i zaokrąglanie rogów
Grupa 01
Funkcja zaokrąglania rogów i funkcja fazowania nie mogą być użyte w cyklu toczenia gwintu
albo w cyklu modalnym. Zwróćcie Państwo uwagę na poniżej podane zasady.
Poniżej podane warunki drogi dotyczą fazki 45 stopni albo promienia zaokrąglenia pomiędzy dwiema
interpolacjami liniowymi, które przecinają się pod kątem 90 stopni (kąt prawy).
Składnia dla fazek:
Składnia dla zaokrągleń:
G01 X(U) x Kk
G01 X(U) x Rr
G01 Z(W) z Ii
G01 Z(U) x Rr
Znaczenie adresów:
I = Fazki od Z do X,
K = Fazki od X do Z,
R = Zaokrąglenie rogów.
Znaki wartości:
k = Szerokość fazek (oś Z, kierunek +/-),
i = Szerokość fazek (oś X, kierunek +/-),
r = Promień zaokrąglenia (kierunek X- albo oś Z +/-).
Cykle obróbki do wiercenia i gwintowania.
Poniższa lista jest zestawieniem cykli będących do dyspozycji w układach sterowania systemu HAAS.
Kod G
Operacja
wiercenia Z
Operacja na dnie
otworu
Kierunek powrotu Z
Zastosowanie
G81
Posuw
Brak
Bieg szybki
Centrowanie
G82
Posuw
Czas wytrzymania
Bieg szybki
Pogłębianie
G83
Przerwanie
Brak
Bieg szybki
Głębokie wiercenie
G84
Posuw
Bieg wrzeciona w lewo
Posuw
Gwintowanie, bieg w prawo
G85
Posuw
Brak
Posuw
Rozwiercanie
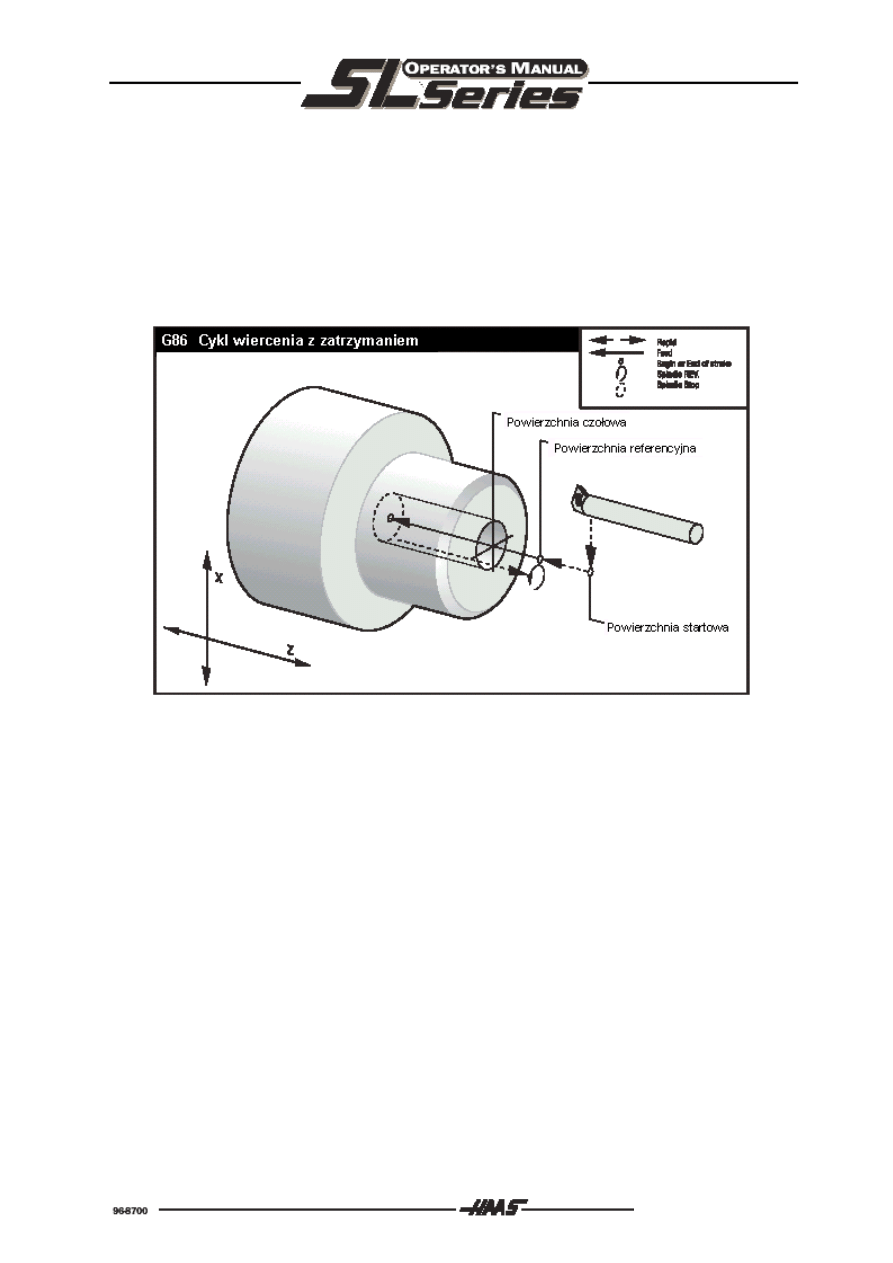
G86
Posuw
Zatrzymanie wrzeciona Bieg szybki
Rozwiercanie
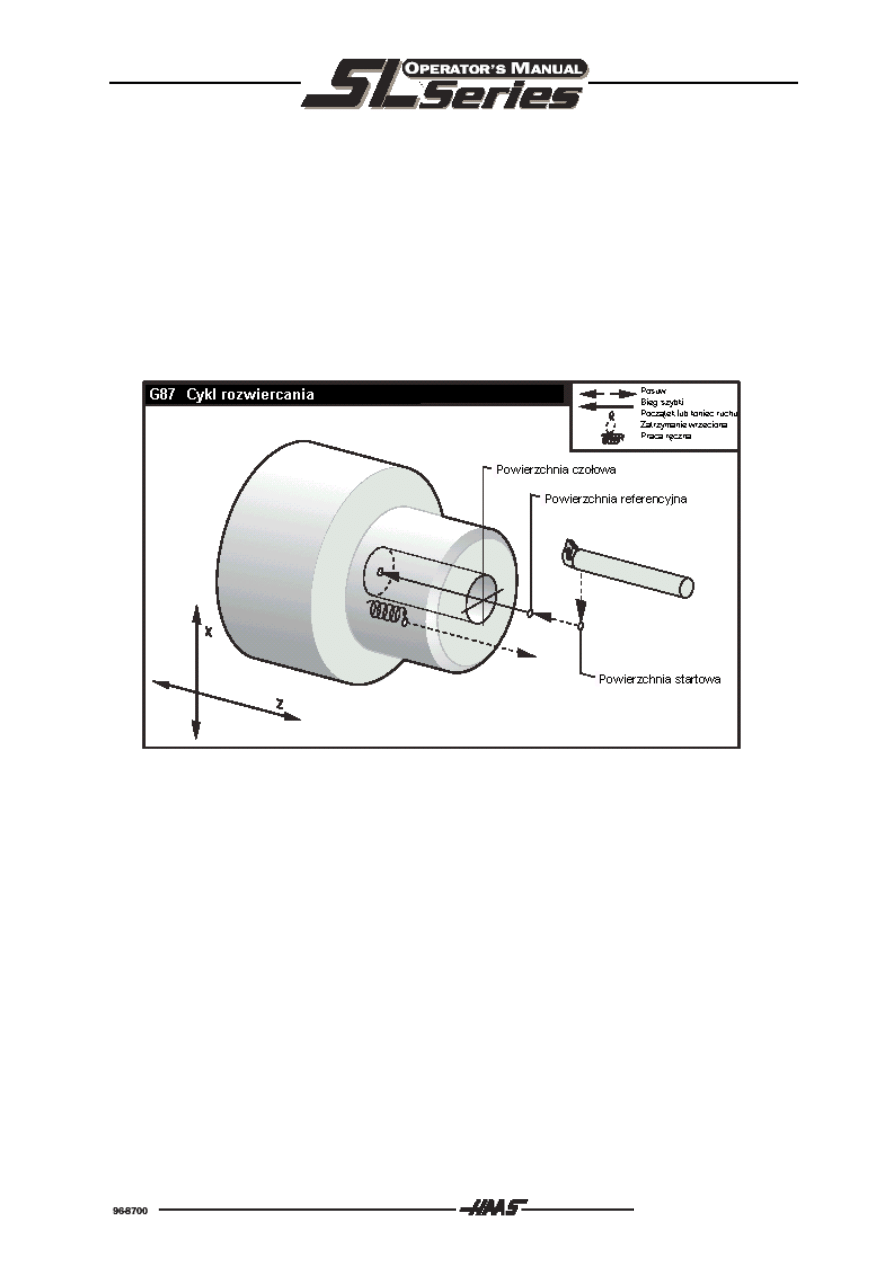
G87
Posuw
Zatrzymanie wrzeciona Ręczny / bieg szybki
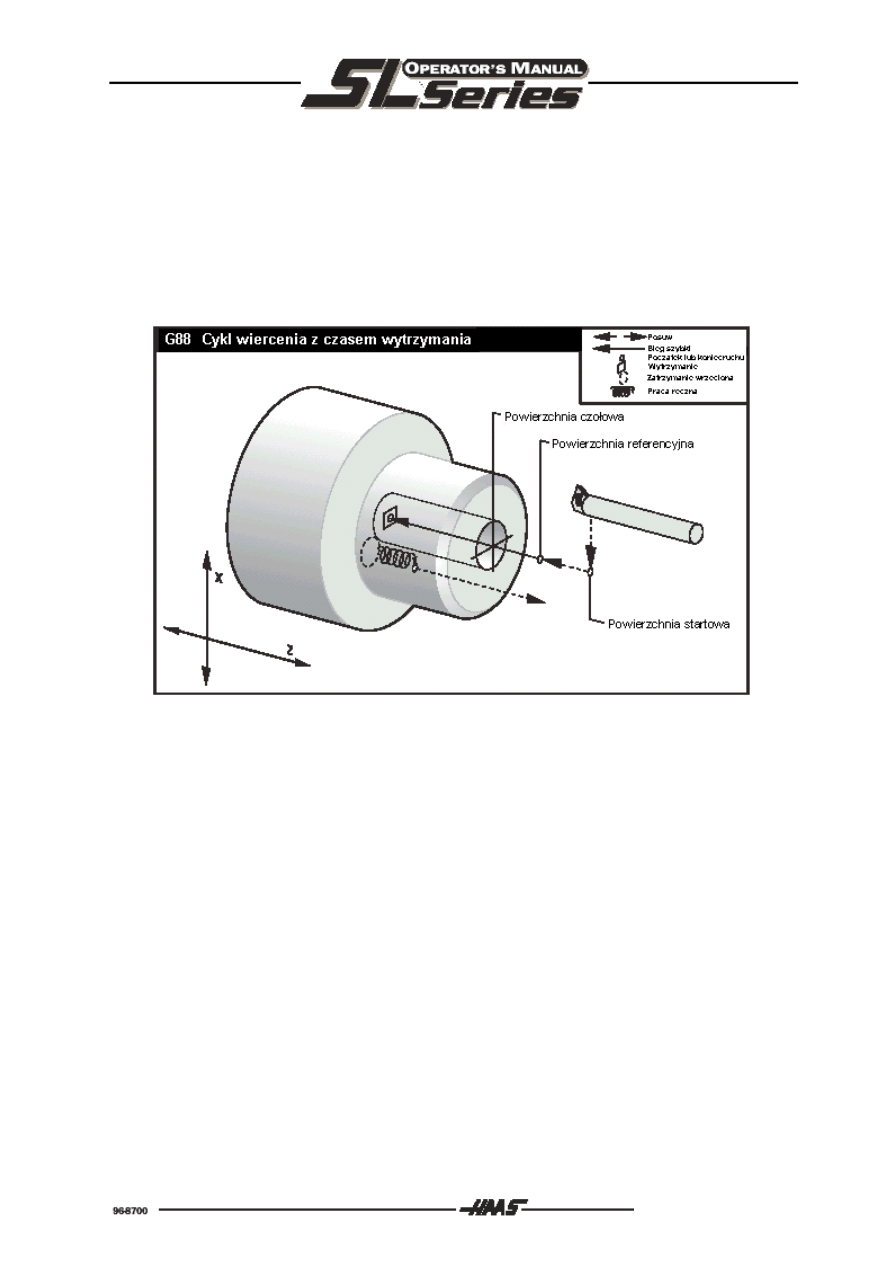
G88
Posuw
Czas wytrzymania
Ręczny / bieg szybki
Rozwiercanie, zatrzymanie
wrzeciona
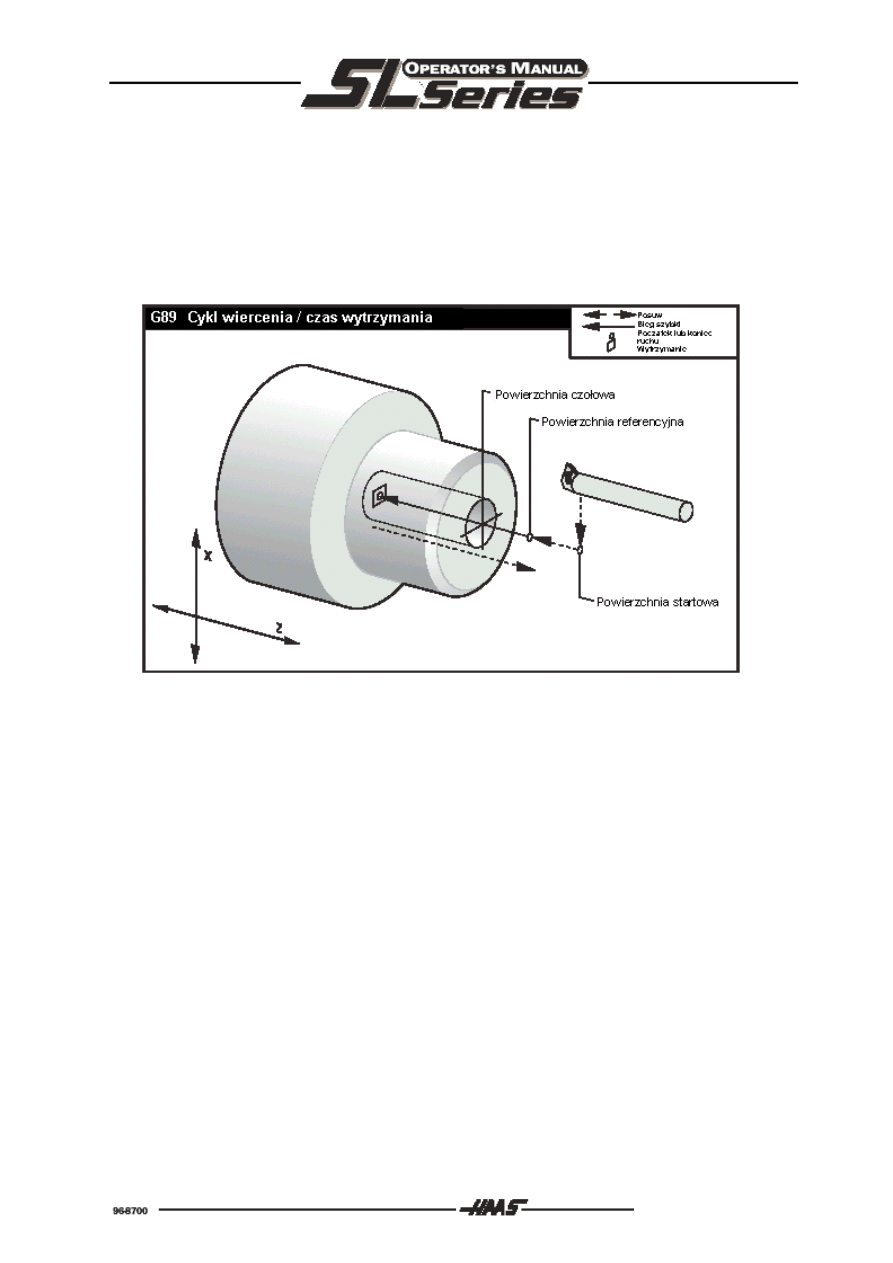
G89
Posuw
Czas wytrzymania
Posuw
Rozwiercanie
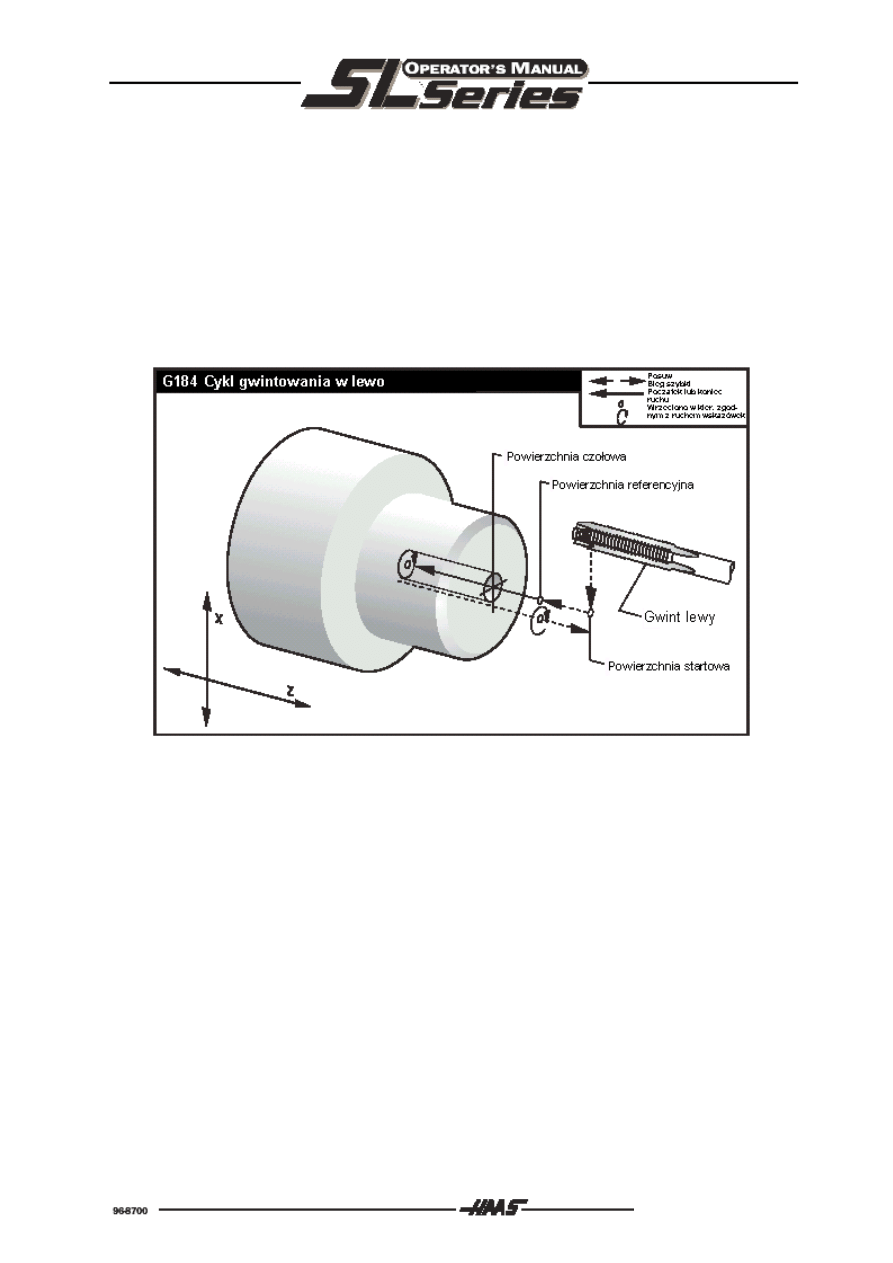
G184
Posuw
Bieg wrzeciona w
prawo
Posuw
Gwintowanie, bieg w lewo
Aktualnie stosowanie wymienionych cykli jest ograniczone do wykonywania w płaszczyźnie obróbki
G18. Oznacza to, że cykl w osi Z zostanie wykonany jeżeli oś X znajduje się w konkretnym położeniu.
W celu zastosowania cyklu zawsze jest niezbędne wykonanie 5 przebiegów:
1)
Pozycjonowanie osi X,
2)
Przesunięcie w trybie biegu szybkiego do płaszczyzny referencyjnej,
3)
Wykonanie cyklu
4)
Powrót do płaszczyzny referencyjnej,
5)
Przesunięcie w trybie biegu szybkiego do położenia początkowego.
180
G80 Cykl Anulowanie wyboru
Grupa 09
Ten kod G jest modalny, anuluje on wszystkie wcześniej zaprogramowane cykle, aż do momentu, gdy
zostaną wybrane ponownie. Zwróćcie Państwo uwagę, że w wyniku użycia funkcji G00 albo G01
również zostanie odwołany cykl zaprogramowany wcześniej.
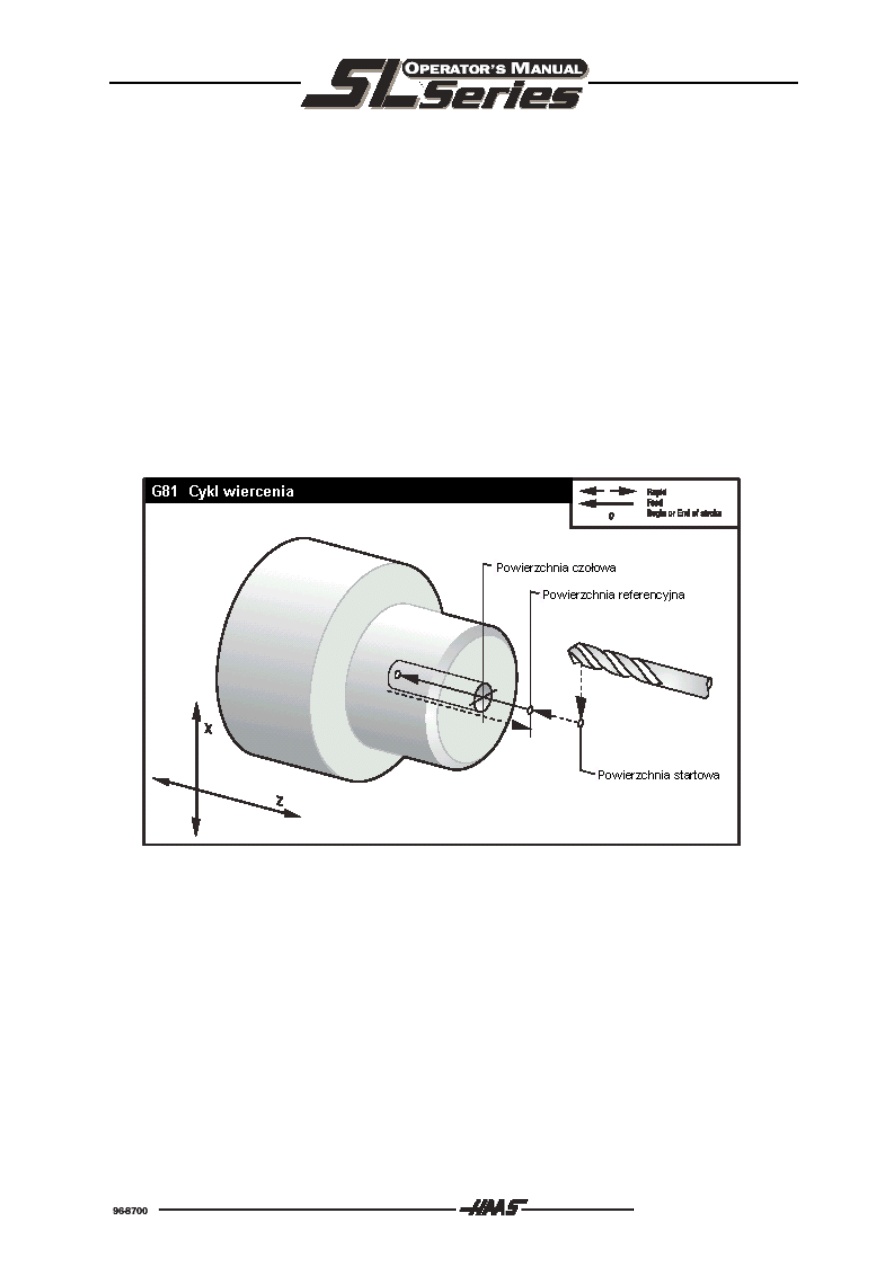
G81 CYKL WIERCENIA
Grupa 09
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
R Płaszczyzna referencyjna,
W Odstęp przyrostowy Z,
X Ruch osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
CYKL WIERCENIA G81
181
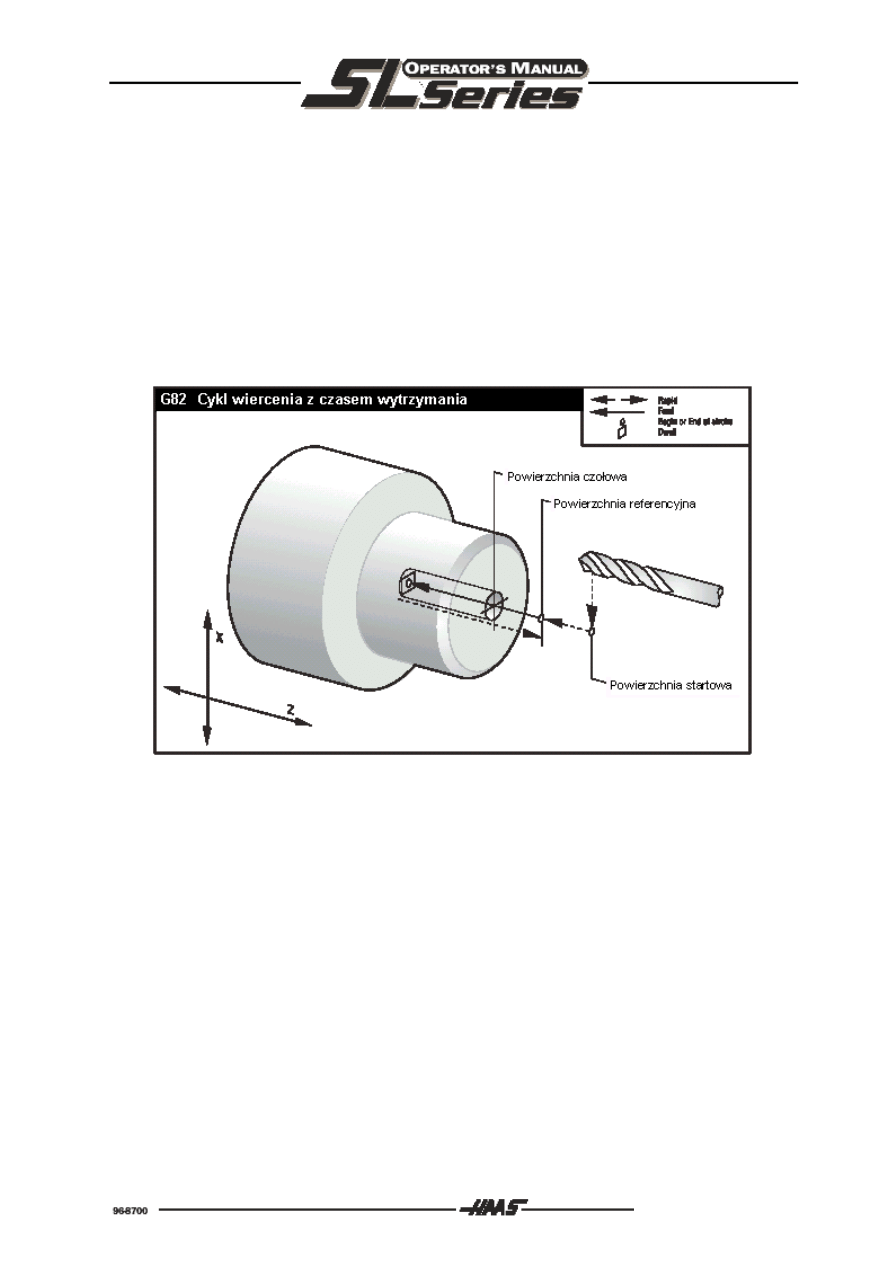
G82 CYKL WIERCENIA z czasem wytrzymania
Grupa 09
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
P Czas wytrzymania przy dnie otworu,
R Płaszczyzna referencyjna
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
CYKL WIERCENIA Z CZASEM WYTRZYMANIA G82
182
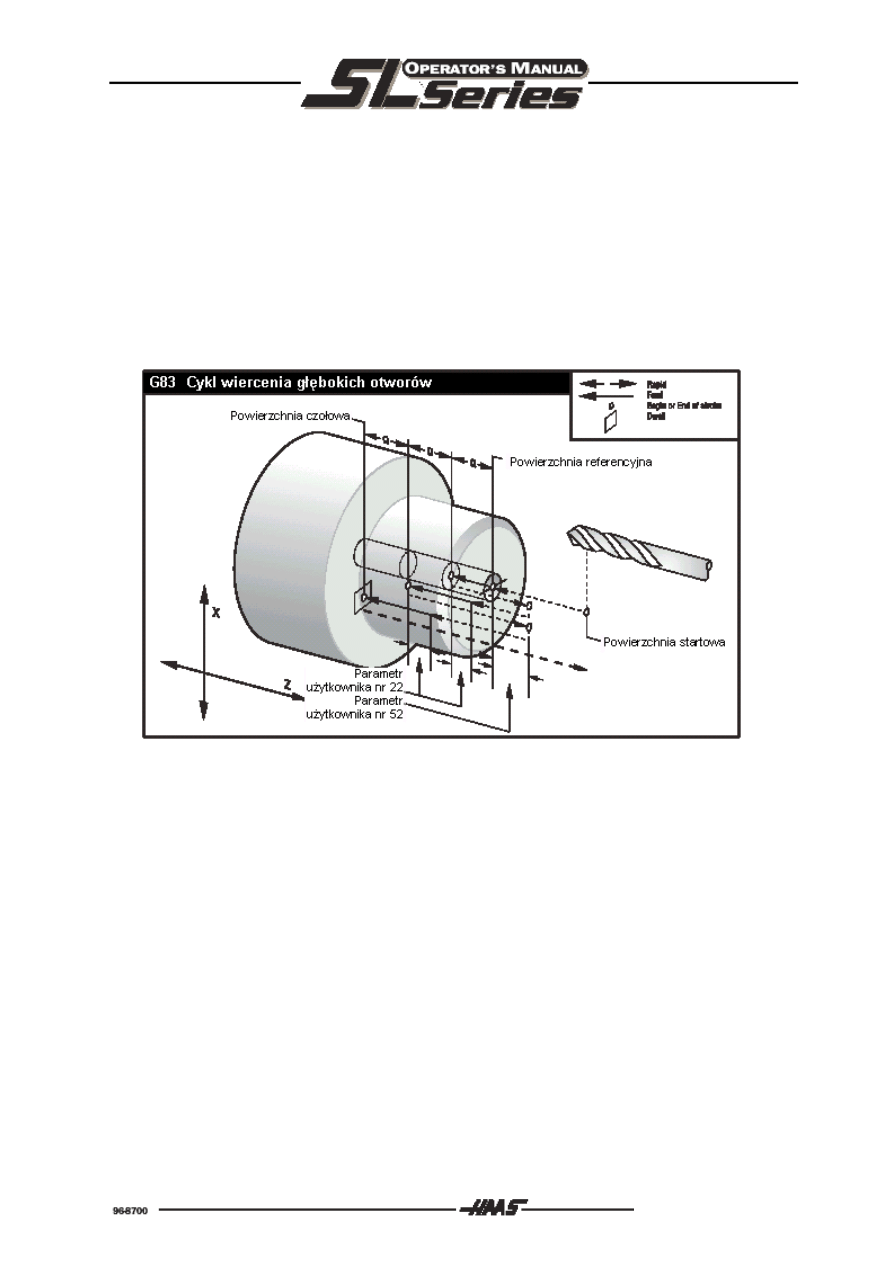
G83 Cykl wiercenia głębokich otworów
Grupa 09
F Szybkość posuwu w mm/obr,
I Pierwsza głębokość otworu,
J Wartość degresji,
K Minimalna głębokość skrawania,
L Licznik powtórzeń,
P Czas wytrzymania przy dnie otworu,
Q Głębokość dostawienia, zawsze przyrostowa,
R Płaszczyzna referencyjna,
W odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
Jeżeli są wyspecyfikowane parametry I, J i K, to zostanie wybrany inny tryb pracy. Pierwsze przejście
jest wiercone z uwzględnieniem parametru I, każde kolejne skrawanie jest redukowane o wartość J, a
K jest to minimalna głębokość dostawienia.
Parametr użytkownika nr 52 również zmienia sposób pracy cyklu G83 przy powrocie do płaszczyzny
R. Najczęściej programujący określa płaszczyznę R z dobrym odstępem od skrawania, aby zapewnić,
że za pomocą ruchu „Usuwanie wiórów”, wióra rzeczywiście będą wyciągnięte z otworu, ale to
powoduje zbędny ruch, gdy po raz pierwszy wiercenie odbywa się przez tą „pustą” przestrzeń. Przy
wyborze niezbędnego dystansu do usuwania wiórów przez ustawienie nr 52, płaszczyzna R może być
sprowadzona znacznie bliżej do wierconego przedmiotu obrabianego. Jeżeli ruch odbywa się w
płaszczyźnie R, to wówczas ustawienie Z może być przesunięte wyżej niż R. Wartość definiowana
przez parametr nr 22 jest używana jako odstęp bezpieczeństwa nad ostatnią głębokością otworu przy
powrocie wiertła po usunięciu wióra.
183
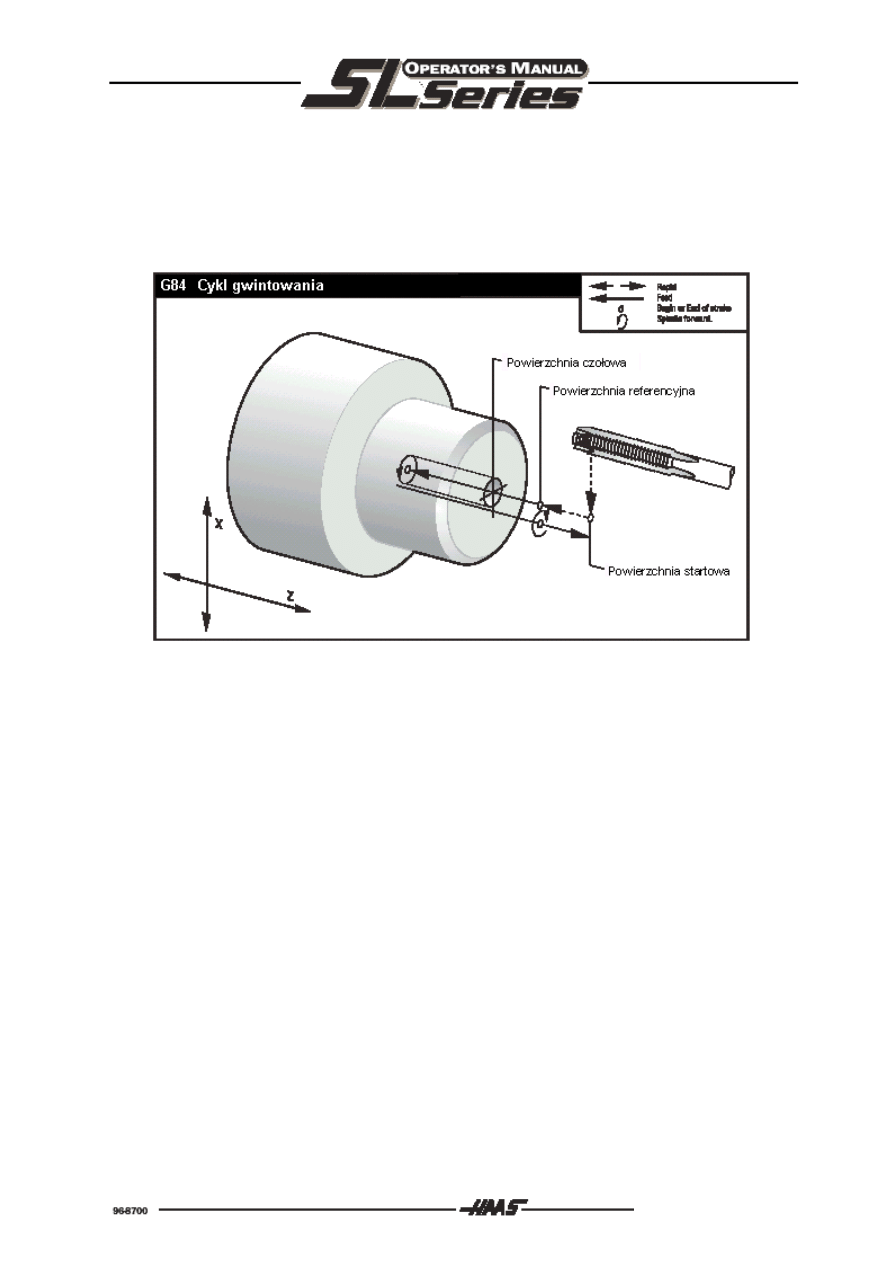
G84 Cykl gwintowania otworów w prawo
Grupa 09
F Szybkość posuwu w mm/obr,
R Płaszczyzna referencyjna,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu,
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl.
Nie trzeba przed tym cyklem uruchamiać wrzeciona w kierunku zgodnym z ruchem wskazówek
zegara, ponieważ jest to wykonywane automatycznie przez układ sterowania.
Posuw dla gwintowania jest skokiem gwintu. Można go obliczyć za pomocą dzielenia 1 przez
podziałkę gwintu.
Przykład:
20 podziałka 1/20 = posuw .05
18 podziałka 1/18 = posuw.0555
16 podziałka 1/16 = posuw.0625
Dla gwintów metrycznych, należy podzielić podziałkę przez 25.4
Przykład:
M6 x 1 = F.03937
M8 x 1.25 = F.0492
184
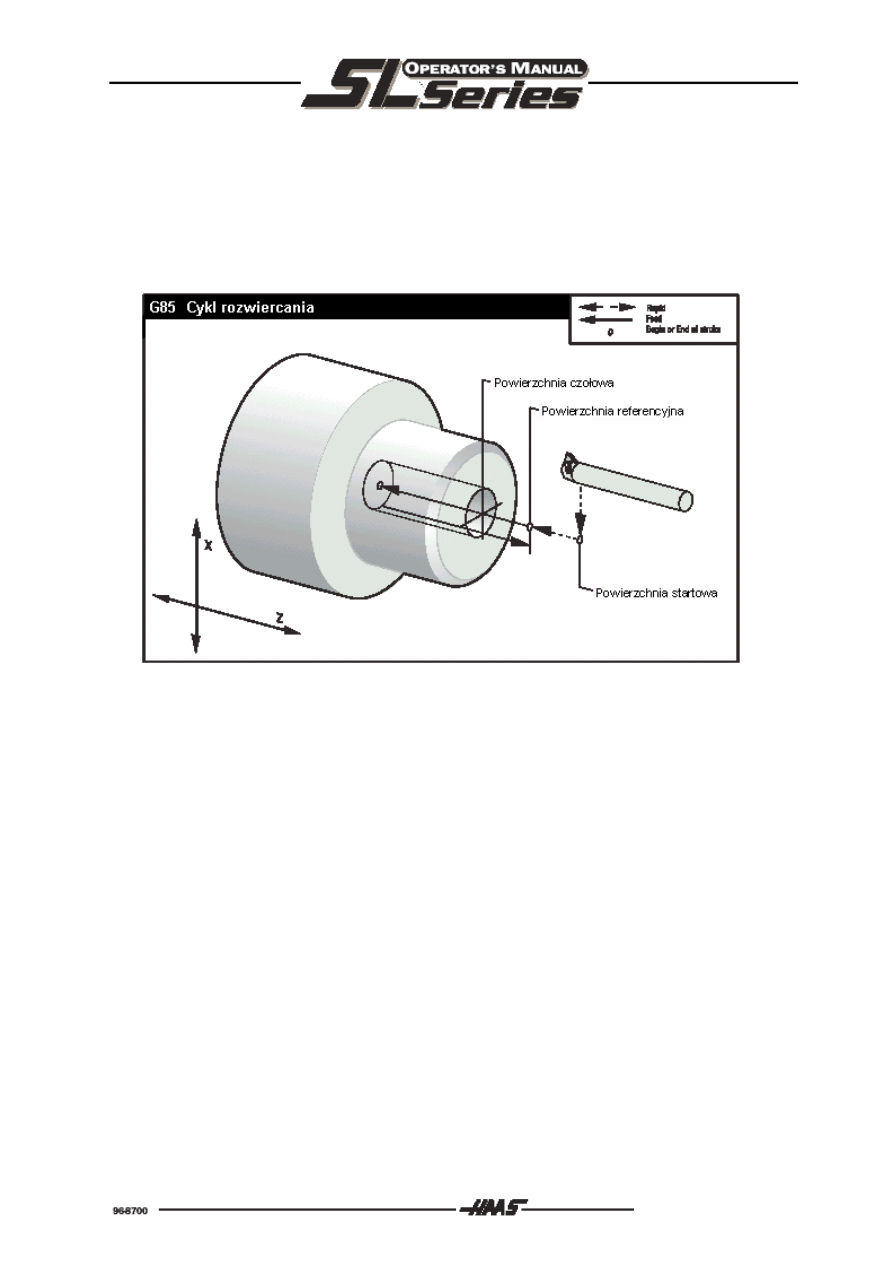
G85 Cykl rozwiercania / dokładnego rozwiercania
Grupa 09
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
R Płaszczyzna referencyjna,
U Odstęp przyrostowy X,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
185
G86 Rozwiercanie
Grupa 09
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
R Płaszczyzna referencyjna,
U Odstęp przyrostowy X,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
CYKL WIERCENIA Z ZATRZYMANIEM G86
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
186
G87 Cykl rozwiercania z powrotem ręcznym Grupa
09
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
R Płaszczyzna referencyjna,
U Odstęp przyrostowy X,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
CYKL ROZWIERCANIA G87
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
187
G88
Cykl rozwiercania z czasem wytrzymania oraz powrotem ręcznym Grupa
09
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
P Czas wytrzymania przy dnie otworu,
R Płaszczyzna referencyjna,
U Odstęp przyrostowy X,
W Odstęp przyrostowy Z,
U Odstęp przyrostowy X,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
188
CYKL WIERCENIA / CZAS WYTRZYMANIA G89
F Szybkość posuwu w mm/obr,
L Licznik powtórzeń,
P Czas wytrzymania przy dnie otworu,
R Płaszczyzna referencyjna,
U Odstęp przyrostowy X,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X.
189
G184 Cykl gwintowania otworów w lewo
Grupa 09
F Szybkość posuwu w mm/obr,
R Płaszczyzna referencyjna,
W Odstęp przyrostowy Z,
X Położenie osi X,
Z Głębokość otworu.
Ten kod G jest modalny, aktywny aż zostanie skasowany albo zostanie wybrany inny cykl. Po
uaktywnieniu cykl ten jest wykonywany po każdym ruchu osi X lub Y.
Nie musicie Państwo przed tym cyklem uruchamiać wrzeciona w kierunku przeciwnym do ruchu
wskazówek zegara, ponieważ jest to wykonywane automatycznie przez układ sterowania.
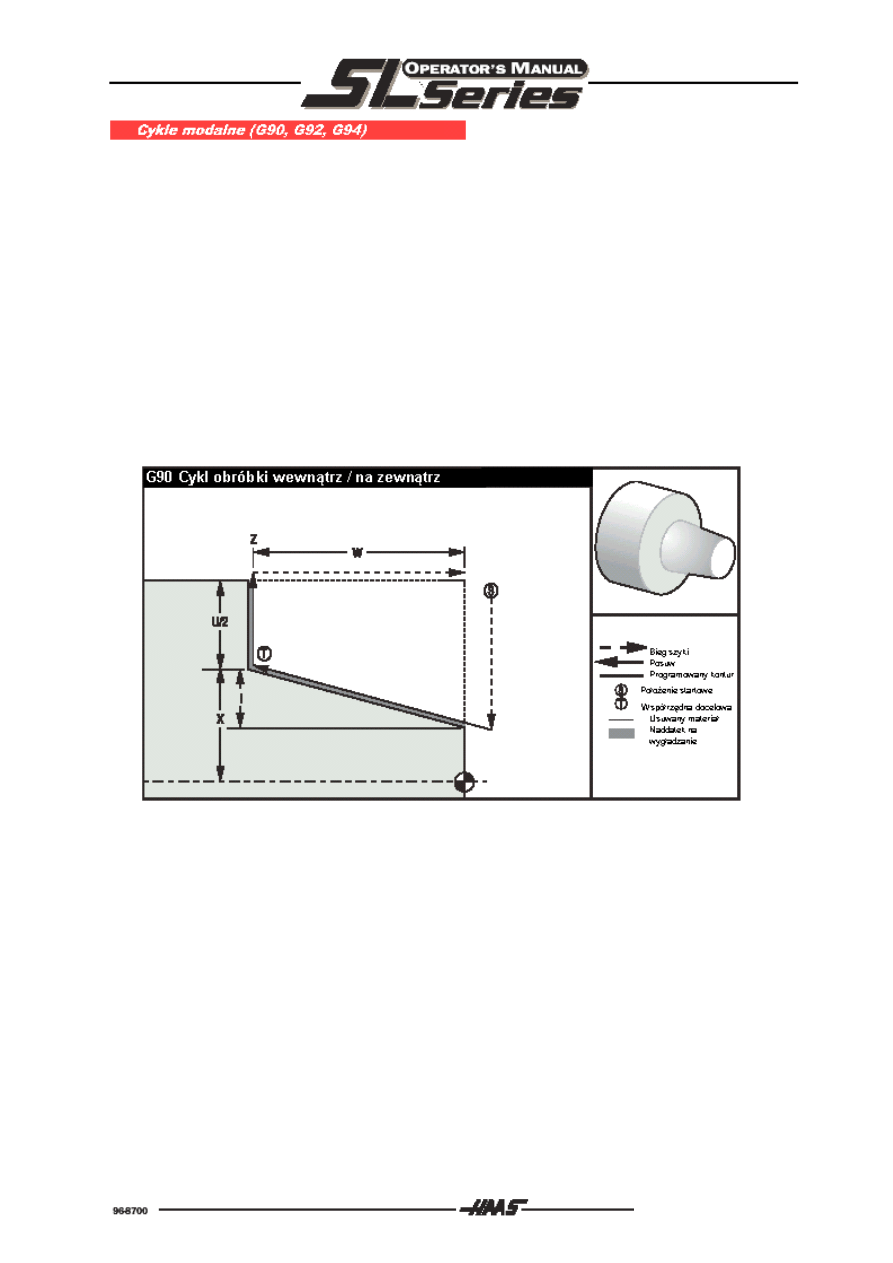
190
Cykle modalne są jak warunki drogi G01 albo G00, muszą być one zdefiniowane tylko jeden raz a
potem są aktywne modalnie, aż ich działanie zostanie zastąpione przez nowe w wyniku
zaprogramowania innej funkcji z tej samej grupy. Podczas gdy cykl modalny jest aktywny, jest on
wykonywany za każdym razem, gdy parametr cyklu jest określany w programie NC za pomocą
adresów specjalnych I, K, U, W, X albo Z. Jeżeli w bloku NC zawarty jest parametr L0, to cykl nie
zostanie wykonany. Cykle modalne mogą być stosowane tam, gdzie nie mogą być używane cykle
kompleksowe albo dla prostych operacji toczenia.
G90 Cykl obróbki wewnątrz / na zewnątrz Grupa
01
F(E)
Posuw,
*I
Odstęp i kierunek stożka w osi X, opcjonalnie, odniesione do promienia,
*U
Przyrostowy dystans do końca stożka, dla osi X, odniesiony do średnicy,
*W
Przyrostowy dystans do końca stożka, dla osi Z,
X
Położenie bezwzględne współrzędnej docelowej,
Z
Położenie bezwzględne współrzędnej docelowej,
*
Oznacza opcję.
Rys. 5.0-21 G90
Cykl G90 jest cyklem aktywnym modalnie. Jest on używany do prostych prac tokarskich. Jeżeli cykl
jest aktywny modalnie, może być on wykonywany wielokrotnie, gdy dla każdego wykonania jest
definiowana nowa współrzędna X. Dzięki temu może być wykonany podział skrawania lub kilka
dostawień.
Obróbka cylindryczna może być wykonana, jeżeli zostaną zdefiniowane adresy X, Z i F. Gdy został
zaprogramowany adres I, to może być obrabiany kształt stożkowy.
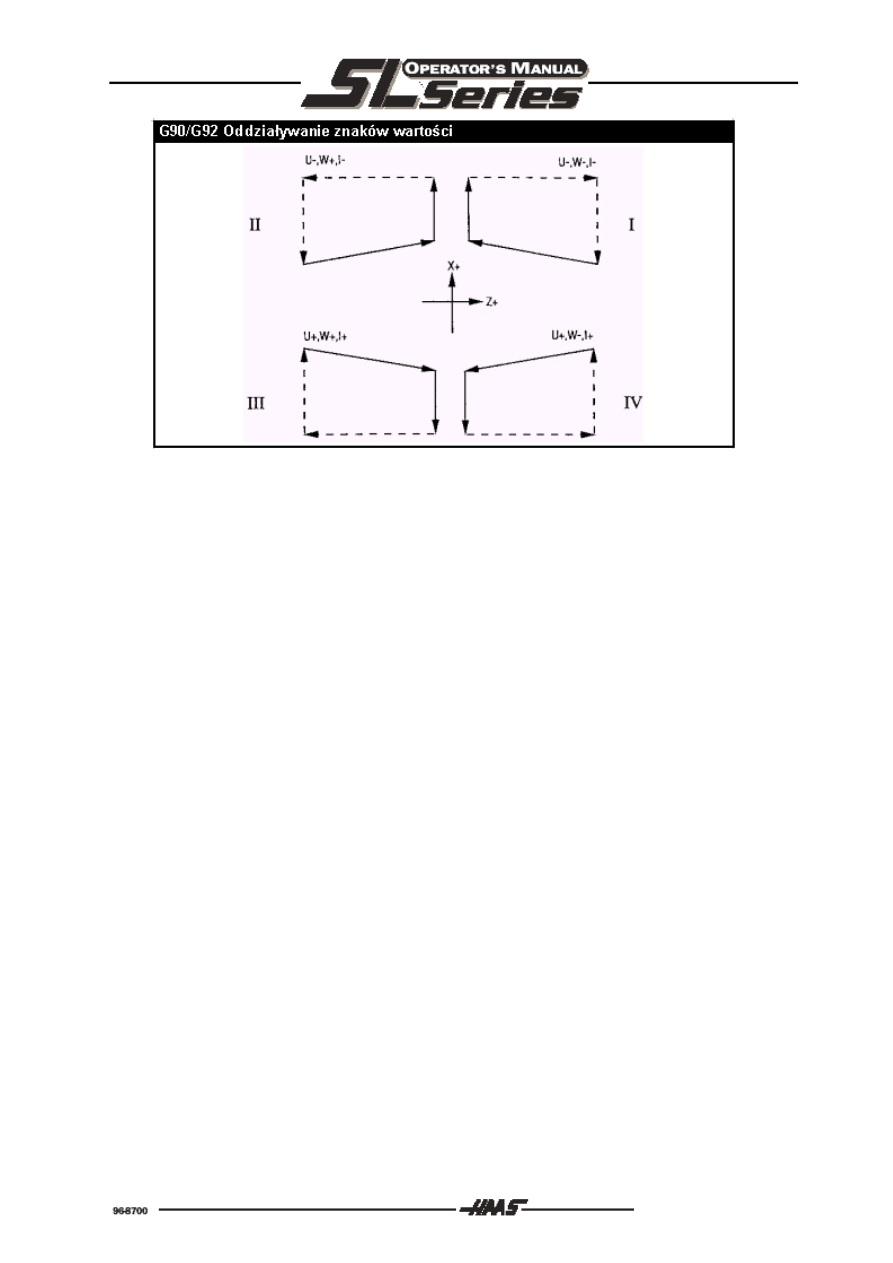
191
Rys. 5.0-22 G90-G92 Oddziaływanie znaków wartości
Może on być programowany w jednym z czterech kwadrantów, gdy adresy U, W, X i Z będą
zaprogramowane z odpowiednimi znakami wartości. Stożek może mieć nachylenie dodatnie albo
ujemne. Wybór znaku wartości nie może być w tym wypadku pominięty. Rysunek 5.0-22 pokazuje, jak
muszą być zdefiniowane znaki wartości adresów w celu wykonywania obróbki w odpowiednich
kwadrantach.
G92 Cykl gwintowania
Grupa 01
Cykl G92 jest cyklem aktywnym modalnie. Za pomocą funkcji G92 można w prosty sposób
wykonywać gwinty. Jeżeli ten cykl jest aktywny modalnie, to może być on wykonywany dla różnych
położeń osi X a dzięki temu mogą być programowane dostawienia dla podziału skrawania.
Gwinty cylindryczne mogą być wykonywane poprzez zdefiniowanie następujących adresów: X, Z i F.
Gwint stożkowy może być zaprogramowany, jeżeli zdefiniowany jest również adres I. Wartość adresu I
jest dodawana do wartości adresu X. (Patrz rysunek 3-21).
Na końcu gwintu, przed osiągnięciem współrzędnej X, jest automatycznie wykonywany wybieg pod
kątem 45 stopni. Na kąt i długość wybiegu można mieć wpływ przez parametry użytkownika nr 95 i 96.
F/E
Posuw / skok gwintu,
*I
Odstęp i kierunek dystansu w osi X pomiędzy większym i mniejszym promieniem przedmiotu
obrabianego,
*U
Przyrostowy wymiar dla osi X, odstęp od współrzędnej docelowej, odniesiony do średnicy,
*W
Przyrostowy wymiar dla osi Z, odstęp od współrzędnej docelowej,
X
Wymiar bezwzględny dla współrzędnej docelowej w osi X,
Z
Wymiar bezwzględny dla współrzędnej docelowej w osi Z,
*
Oznacza opcję.
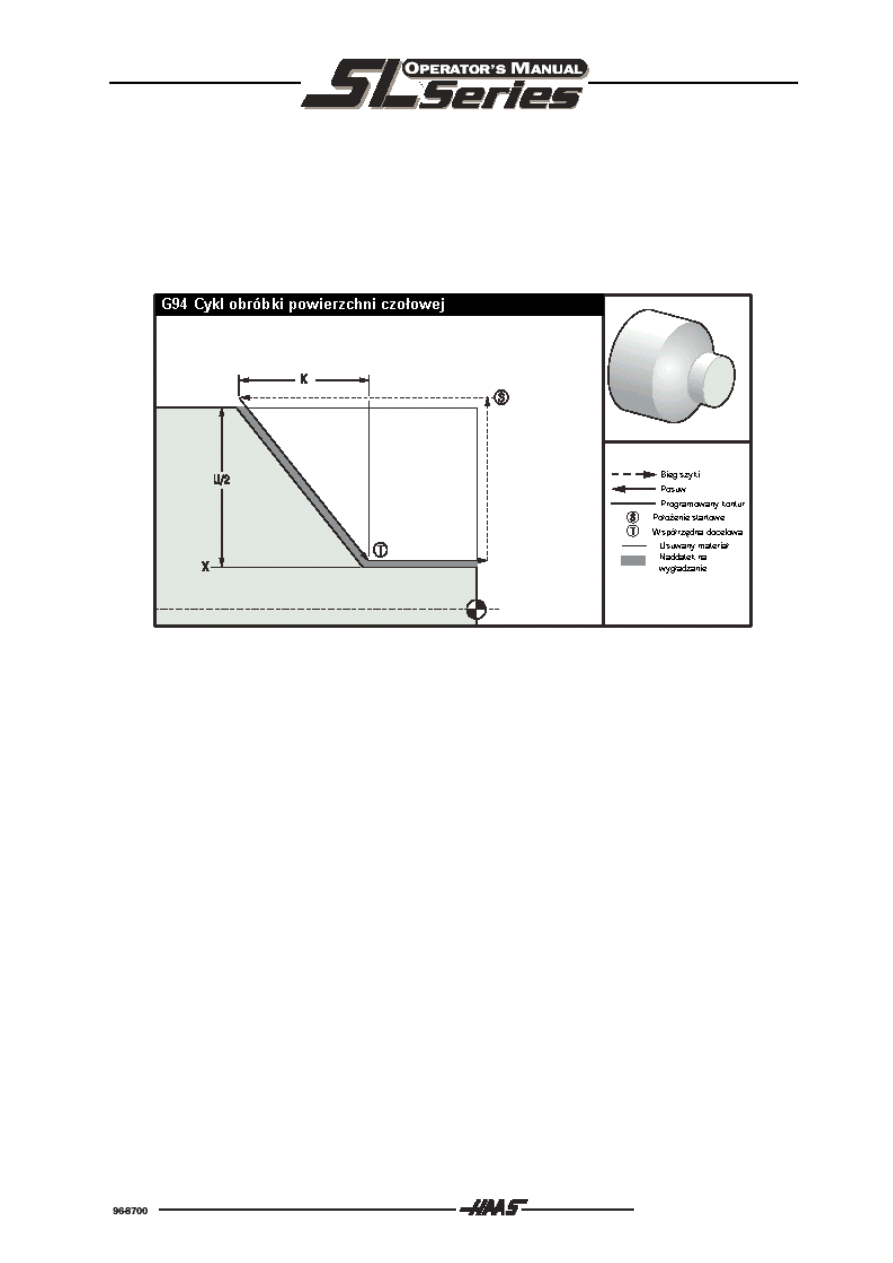
192
G94 Cykl obróbki powierzchni czołowej Grupa
01
F/E =
Posuw / skok gwintu,
*K =
Odstęp i kierunek dystansu w osi Z pomiędzy początkiem i końcem stożka,
*U =
Przyrostowy wymiar dla osi X, odstęp od współrzędnej docelowej, odniesiony do średnicy,
*W =
Przyrostowy wymiar dla osi Z, odstęp od współrzędnej docelowej,
X =
Wymiar bezwzględny dla współrzędnej docelowej w osi X,
Z =
Wymiar bezwzględny dla współrzędnej docelowej w osi Z,
* =
Oznacza opcję.
Rys. 5.0-23 G94
Cykl G94 jest cyklem aktywnym modalnie. Cykl G94 może być ustawiony do obróbki prostych
powierzchni czołowych. Jeżeli ten cykl jest aktywny modalnie, to może być on wykonywany dla
różnych położeń osi Z a dzięki temu mogą być programowane dostawienia dla podziału skrawania.
Płaszczyzny powierzchni czołowych mogą być obrabiane, gdy zostały zaprogramowane adresy X, Z i
F. Za pomocą dodatkowego programowania adresu K można wykonać powierzchnię stożkową.
Zbieżność jest programowana za pomocą odstępu przyrostowego równolegle do osi Z (K)
odniesionego do współrzędnej docelowej.
Może on być programowany w jednym z czterech kwadrantów, gdy adresy U, W, X i Z będą
zaprogramowane z odpowiednimi znakami wartości. Stożek może mieć nachylenie dodatnie albo
ujemne. Wybór znaku wartości nie może być w tym wypadku pominięty. Rysunek 5.0-24 pokazuje, jak
muszą być zdefiniowane znaki wartości adresów w celu wykonywania obróbki w odpowiednich
kwadrantach.
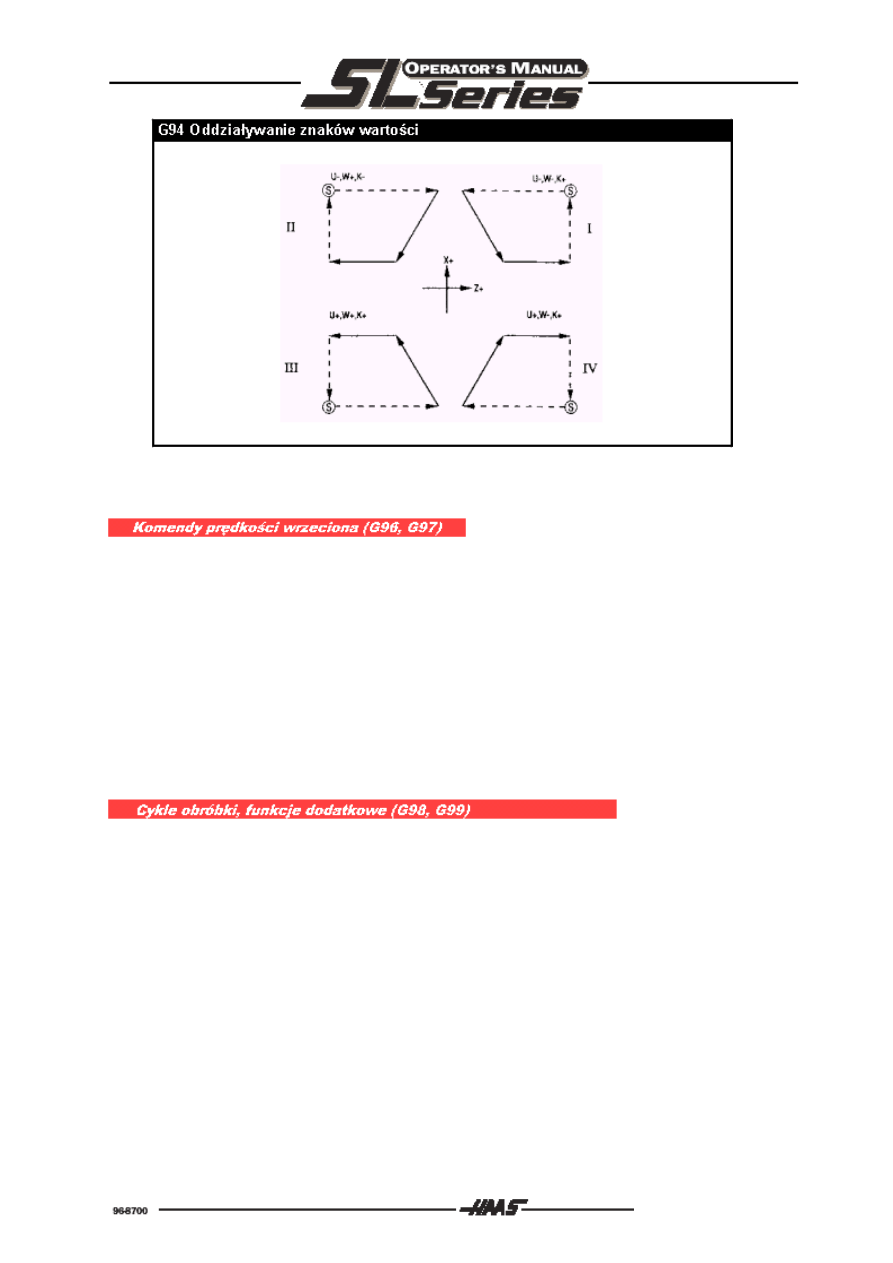
193
Rys. 5.0-24 G94 Oddziaływanie znaków wartości
G96 Załącz stałą szybkość skrawania
Grupa 12
Funkcja ta uaktywnia stałą szybkość skrawania przy ostrzu narzędzia. Szybkość skrawania pozostaje
stała. Oznacza to, że liczba obrotów wrzeciona jest na bieżąco obliczana ponownie w zależności od
odstępu ostrza narzędzia do środka wrzeciona tokarki oraz odpowiednio korygowana. Funkcja G96
jest aktywna modalnie. Aktualnie definicja jest używana, aby określić szybkość skrawania.
G97
Wyłącz stałą szybkość skrawania (stała liczba obrotów)
Grupa 12
Funkcja ta czyni funkcję G96 nieaktywną. Funkcja G97 jest w stanie załączenia maszyny
automatycznie aktywna i jest uaktywniana za pomocą przycisku „POWER UP” i za pomocą przycisku
„RESET”. Funkcja G97 jest aktywna modalnie. Gdy cykl G97 jest uaktywniony, to jednostki
zdefiniowane pod adresem S są wykonywane jako obroty na minutę.
G98 Posuw na minutę Grupa
10
Funkcja ta definiuje wykonanie zaprogramowanego posuwu F w jednostkach drogi na minutę. Gdy
parametr użytkownika nr 9 jest ustawiony na INCH, to posuw F zostanie wykonany w calach na
minutę. Gdy parametr użytkownika nr 9 jest ustawiony na METRISCH, to posuw F zostanie wykonany
w milimetrach na minutę. Funkcja ta jest aktywna modalnie.
G99 Posuw na obrót
Grupa 10
Funkcja ta definiuje wykonanie zaprogramowanego posuwu F w jednostkach drogi na obrót
wrzeciona. Gdy parametr użytkownika nr 9 jest ustawiony na INCH, to posuw F zostanie wykonany w
calach na obrót wrzeciona. Gdy parametr użytkownika nr 9 jest ustawiony na METRISCH, to posuw F
zostanie wykonany w milimetrach na obrót wrzeciona. Funkcja G99 jest w stanie załączenia maszyny
automatycznie aktywna. Funkcja ta jest aktywna modalnie.
194
G100 Anulowanie wyboru funkcji lustra
Grupa 00
G101 Wybór funkcji lustra
Grupa 00
X Definicja osi odbijanej w lustrze,
Z Definicja osi odbijanej w lustrze.
Co najmniej definiowana jest jedna z dwóch osi.
Programowalna funkcja lustra może być wybierana lub anulowana indywidualnie dla osi X lub osi Z.
Obie funkcje G100 i G101 nie są aktywne modalnie. Uaktywnione działanie pozostaje jednak aktywne
modalnie. Funkcje G100 i G101 nie mogą być programowane w jednym bloku NC razem z innymi
funkcjami. Wybór funkcji odbicia lustrzanego nie wpływa na automatyczny ruch osi. Za pomocą
definicji „G101 X0” funkcja lustra jest uaktywniana dla osi X. Wartość liczbowa dołączona do adresu X
albo Z nie ma żadnego znaczenia. Przy anulowaniu wyboru funkcji lustra właściwe osie muszą być
zdefiniowane razem z funkcją G100. Same funkcje G100 albo G101 nie działają bez zdefiniowania.
Przy dolnej krawędzi ekranu wyświetlane jest wskazanie „MIR” oznaczająca, że funkcja lustra jest
aktywna.
Funkcja lustra może być używana także w celu dokonania konwersji starszych programów NC, w
których znaki wartości były programowane inwersyjnie.
Funkcja lustra może być uaktywniona przez parametry użytkownika od nr 45 do nr 48.
G102 Programowalne wydawanie danych przez RS-232
Grupa 00
X Opcjonalne polecenie osi X,
Z Opcjonalne polecenie osi Z.
Programowalne wydawanie danych przez interfejs RS-232 umożliwia wydanie aktualnych
współrzędnych roboczych obu osi. Ten kod G (G102) jest niemodalny, co oznacza, że działa tylko w
tym bloku, w którym został zaprogramowany. Ten kod G musi być użyty w bloku poleceń bez
jakichkolwiek innych kodów G i nie powoduje żadnego ruchu osi. Efektywna wartość nie ma żadnego
znaczenia dla kodu X oraz Z. Jest on przenoszony jako pełna linia tekstowa do pierwszego interfejs
RS-232 (jest tu używany ten sam interfejs co dla ładowania, wydawania i DNC). Każda oś zawarta w
bloku poleceń G102 jest wydawana przez interfejs RS-232 w takim samym formacie, w jakim
wyświetlane są wartości w programie. Stosowane są opcjonalne znaki pośrednie (parametr
użytkownika nr 41) oraz sterowanie EOB (parametr użytkownika nr 25). Wydawane wartości są
rzeczywistymi położeniami osi przy uwzględnieniu aktualnego przesunięcia punktu zerowego.
Digitalizacja przedmiotu obrabianego jest możliwa przy użyciu tego kodu G i programu, który skanuje
przedmiot obrabiany w płaszczyźnie X-Z i za pomocą funkcji G31 skanował w kierunku Z. Jeżeli
stosowany jest skaner typu 3D, to następnym blokiem mógłby być cykl G102, w celu przeniesienia do
komputera położeń X i Z, których współrzędne mogłyby być zapamiętane jako digitalizowany
przedmiot obrabiany.
195
G103 Ograniczenie limitowania (Lookahead) bloków NC
Grupa 00
P = 0-15
maksymalna liczba bloków NC, które mogą być obliczone przez układ sterowania
G103 [P..]
Wyrażenie „Lookahead” opisuje jedną z czynności, które układ sterowania wykona w tle w czasie
wykonywania programu. Wykonywanie bloku NC może trwać kilka sekund. W tym czasie układ
sterowania może przygotowywać do wykonania dalsze bloki NC. Dzięki temu wyborowi wstępnemu
bloku NC oszczędzany jest czas a między poszczególnymi blokami NC nie powstają żadne przerwy w
ruchu maszyny. W szczególności ważne jest takie zachowanie układu sterowania dla obliczania
skorygowanej ścieżki frezu wzdłuż konturu.
Gdy jest zaprogramowana funkcja G103 P0, to limitowanie bloków NC jest wyłączone. Takie samo
znaczenie ma sama funkcja G103 zaprogramowana bez adresu P.
Jeżeli jest zaprogramowana funkcja G103 Pn, to wstępne obliczanie bloku jest ograniczone do liczby
bloków Pn.
Gdy ruch narzędzia zostanie wykonany pod wpływem funkcji G41 albo G42, to nie powinien być
wykonywany cykl G103. Jeżeli program będzie napisany w ten sposób, to zostanie wygenerowany
meldunek błędu 371. Cykl G103 może być ustawiony do wyszukiwania błędów w makroprogramie.
Wyrażenia makr są uwzględniane przy funkcji ograniczania limitowania. Przy zastosowaniu funkcji
G103 P1 zostaną wstępnie przeliczone wyrażenia jednego (1) bloku NC.
Funkcja G103 nie jest kompatybilna z systemem Fanuc.
G110-G129 Przesunięcia punktu zerowego nr 7-26
Grupa 12
Te kody wybierają jedno z dodatkowych 20 przesunięć punktu zerowego, które są zapisane w
pamięci. Wszystkie kolejne odniesienia do położenia osi będą interpretowane w nowym układzie
współrzędnych. Praca z cyklami od G110 do G129 jest taka sama jak przy cyklach od G54 do G59.
G187 Kontrola dokładności Grupa
10
Cykl G187 jest programowany w następujący sposób:
G 187 E0, I
(Definiowanie tolerancji),
G 187
(Ustawianie tolerancji na wartość zdefiniowaną przez parametr
użytkownika nr 85).
Funkcja G187 jest używana w celu zdefiniowania dokładności przy obróbce kątów zewnętrznych.
Programowanie cyklu G187 jest następujące: G187 Ennnn, gdzie nnnn określa żądaną dokładność.
Aby uzyskać więcej informacji, patrz rozdział „Kontrola dokładności przy wyższych posuwach”.
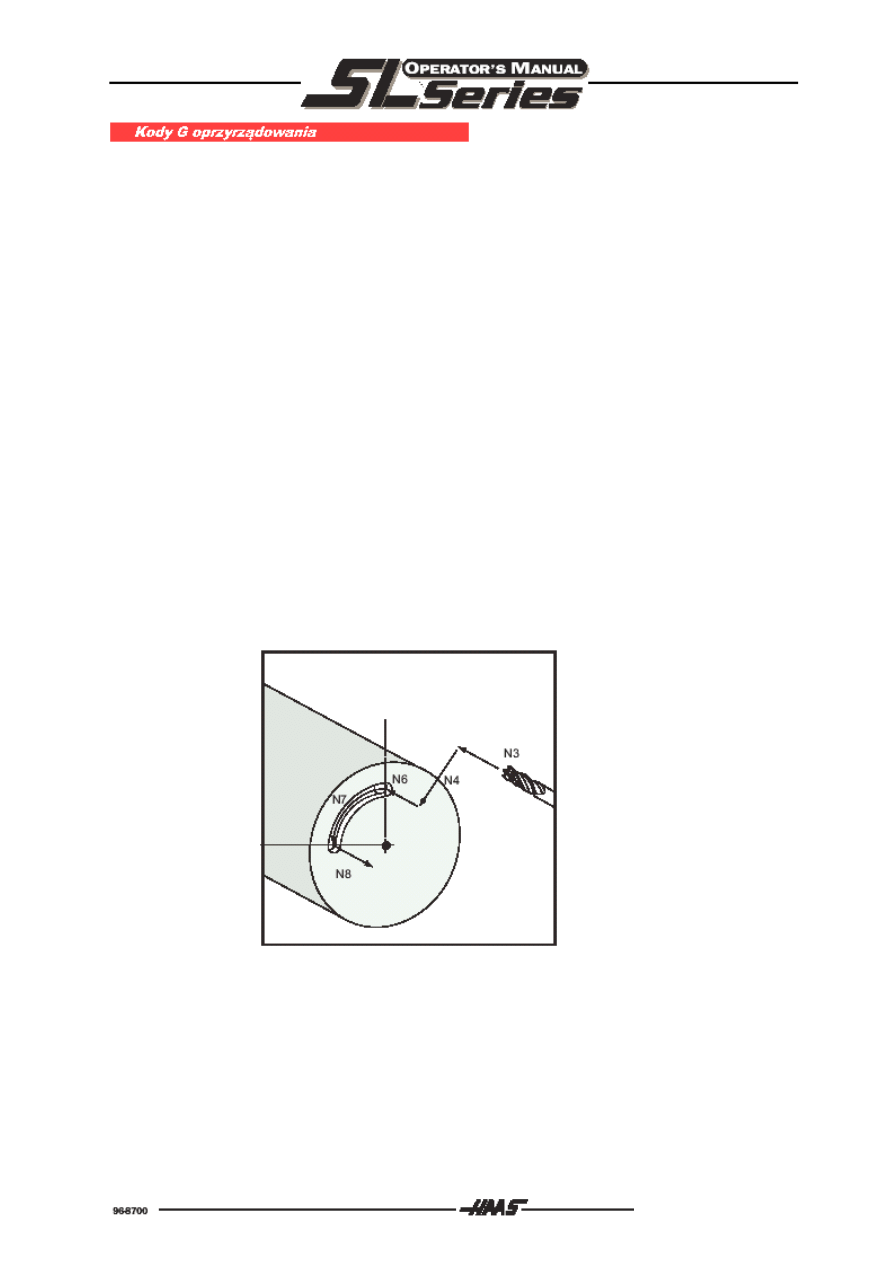
196
G05 Dokładna kontrola ruchu wrzeciona (Ten kod G jest opcjonalny i używany do
oprzyrządowania) Grupa
00
R Ruch
kątowy wrzeciona, w stopniach.
F Posuw
środka narzędzia, w calach na minutę
U
Dodatkowa komenda koordynat przyrostowych w osi X.
W
Dodatkowa komenda koordynat przyrostowych w osi Z.
X
Dodatkowa komenda koordynat bezwzględnych w osi X.
Z
Dodatkowa komenda koordynat bezwzględnych w osi Z.
Ten kod G jest używany aby określić dokładnie ruchy wrzeciona, i zostało pomyślane do użycia przy
dłutowaniu. Każdy ruch w osiach X i Z odnosi się do ruchu wrzeciona. Obecnie, rozdzielczość wartości
kodu R to 0,045 stopnia. Prędkość kątowa wrzeciona pozostanie stała podczas każdego cięcia G5.
Jeśli występuje ruch w osi X podczas G05, rzeczywista prędkość posuwu będzie się wahać. Prędkość
wrzeciona jest określana przez wyznaczenie największej wartość X osiąganej podczas cięcia.
Dlatego podczas cięcia nie zostanie przekroczona określona wielkość posuwu. Największy posuw na
obrót który może zostać określony to około 14,77. Oznacza to że ruch G05 z małymi ruchami R
względnymi do ruchów w osi Z lub X nie będzie działać.
Na przykład, przy ruchu R 1,5 stopnia, największy ruch X lub Z może być określony jako
14.77 * 1.5 / 360 = .0615 cali.
Odwrotnie, ruch w osiach X lub Z o 5 cali musi mieć ruch R o wartości minimalnej
5 * 360 / 14.77 = 12.195 stopni.
Przykład prostego rowkowania w płaszczyźnie czołowej zG05
(zak•adamy •e otwór pilotowy jest ju• nawiercony.)
N1 T303 (frez o ma•ym ko•cu)
N2 M19 (orientacja wrzeciona)
N3 G0 Z.5
N4 G0 X1.
N5 M133 P1500
N6 G98 G1 F10. Z-.25 (zanurzenie w nawiercony wcze•niej otwór)
N7 G5 R90. F40. (wykonanie rowka)
N8 G1 F10. Z.5 (wycofanie)
N9 M135
N10G99 G28 U0 W0
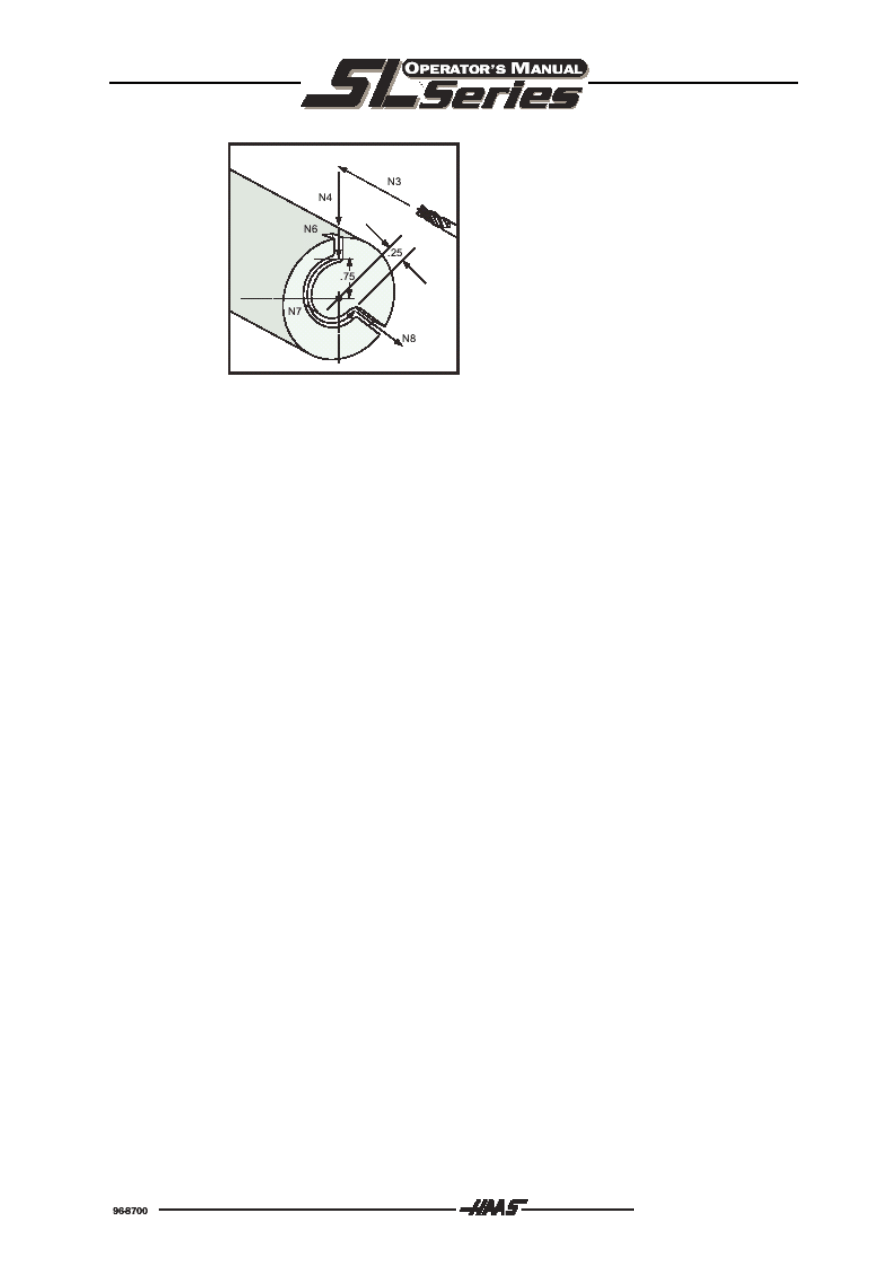
197
Przykład prostej krzywki z G05
N1 T303 (frez o ma•ym ko•cu)
N2 M19
N3 G0 Z-.25
N4 G0 X2.5 (dojazd)
N5 M133 P1500
N6 G98 G1 X1.5 F40. (Ci•cie go pocz•tku krzywki)
N7 G5 R215. X.5 F40. (wyci•cie krzywki)
N8 G1 X2.5 F40. (wyci•cie po krzywce)
N9 M135
N10G99 G28 U0 W0
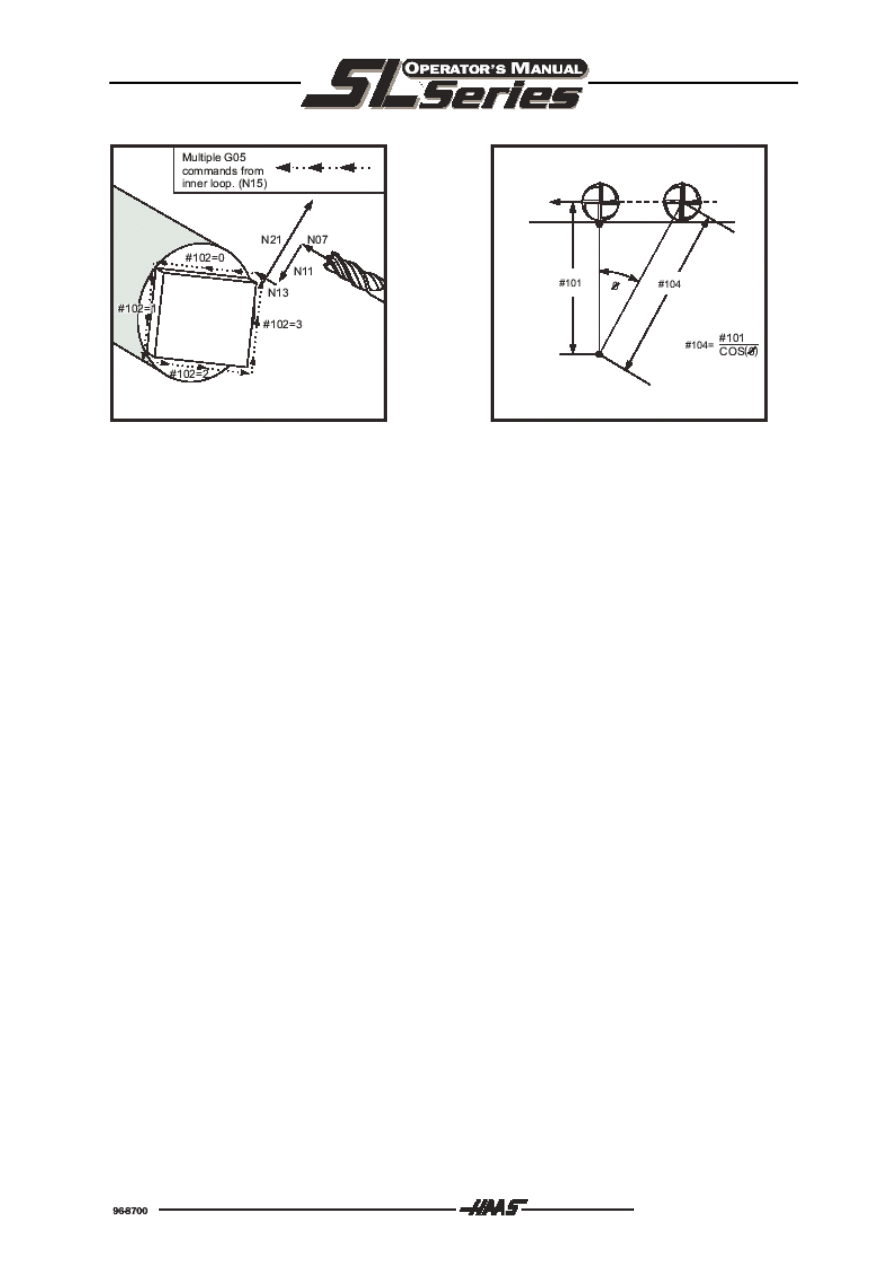
198
Przykład wycinania powierzchni płaskiej z G05
O1484 (wyci•cie kwadratu z G05)
N1 G28 X0.
N2 G28 Z0.
N3 G54 G00 G40 G97
N4 G103 P3
N5 T707 (frez szybkotn•cy o •rednicy .75)
N6 M19
N7 G00 Z0.5
()
(101 = najbli•szy dobieg. •rodek narz•dzia do boku plus po•owa
•rednicy narz•dzia)
N8 #101= [ 0.707 + 0.75 / 2. ]
(Pomno•one przez 2 dla •rednicy)
N9 #101= #101 * 2
(104 = odleg•o•• na rogu. )
N10#104= [ #101 / COS[ 45. ] ]
N11G98 G01 X#104 F100.
N12M133 P1500
N13Z-0.1 (wsuni•cie we wcze•niej nawiercony otwór)
N14#102= 0
WHILE [ #102 LT 4 ] DO1 (czteroboczny kszta•t)
N15#103= -45. (k•t z centrum wyp•aszczenia)
()
WHILE [ #103 LT 45. ] DO2
N16#103= [ #103 + 5. ]
N17#104= [ #101 / COS[ #103 ] ]
N18G05 X#104 R5. F20.
END2
()
N19#102= [ #102 + 1 ]
END1
()
N20M135
N21G28 U0
N22G28 W0
N23M30
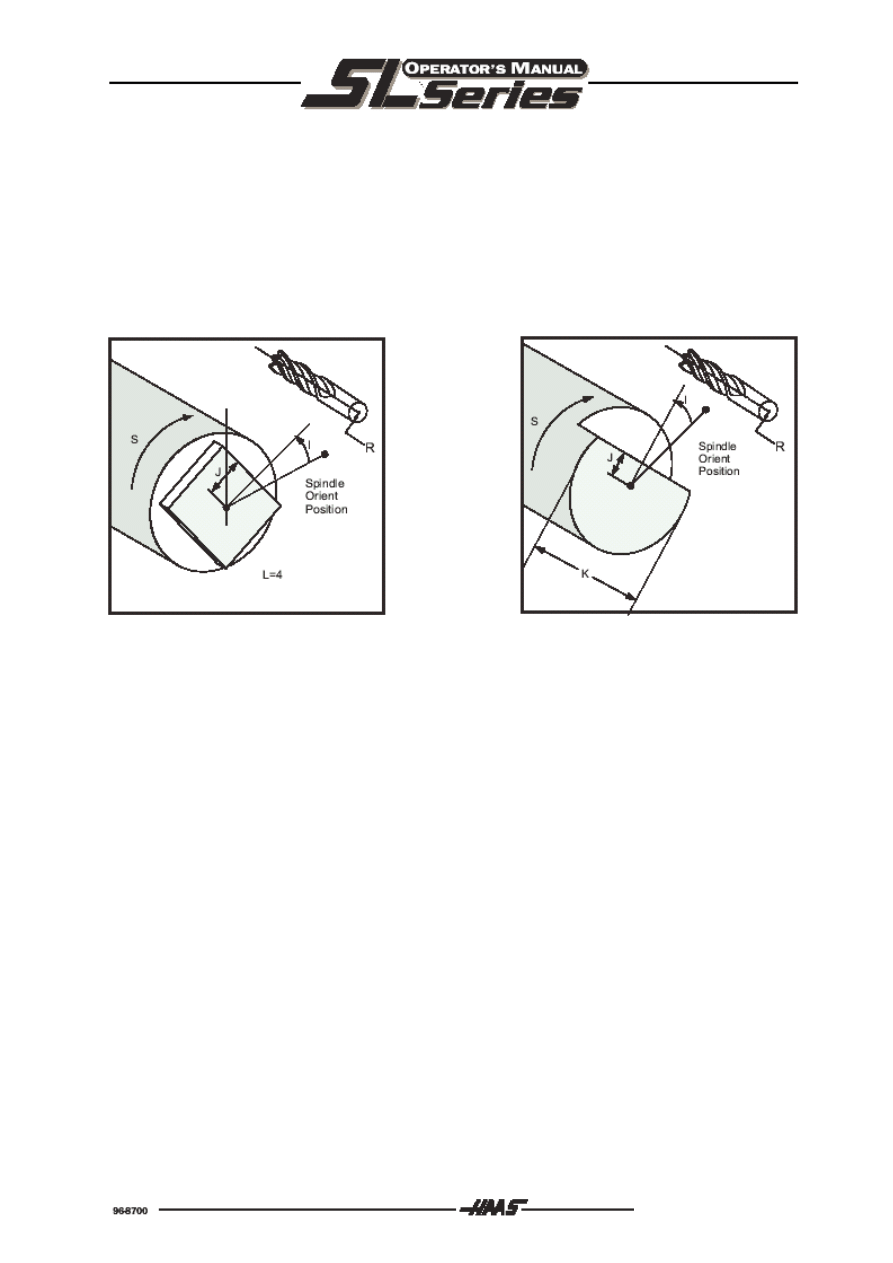
199
G77 Cykl wycinania powierzchni płaskiej (Ten kod G jest opcjonalny
)
Grupa
00
Uwaga: ten cykl jest aktywny tylko na frezarkach z opcja dodatkowego oprzyrządowania.
* I Kąt pierwszej płaszczyzny, w stopniach.
J odległość od środka do płaszczyzny.
* L ilość wycinanych powierzchni
R Promień narzędzia
* S Prędkość wrzeciona
* K Średnica części
G77 z wyszczególnionym L
G77 z wyszczególnionym K
Cykl G77 może być używany do stworzenia jednej lub więcej płaskich powierzchni na części
obrotowej.
G77 działa w jednym z dwu trybów: W zależności czy wybrany był parametr K czy L. Jeśli wybrano K,
wycięta zostanie jedna płaska powierzchnia. Jeśli wybrano L , zostanie wyciętych L powierzchni równo
rozmieszczonych dookoła wykonywanej części. Jeśli na raz wybrano K i L, pojawi się alarm 339
MULTIPLE CODES.
Wartość J określa odległość od środka części do środka płaskiej powierzchni. Wprowadzając większą
wartość uzyskuje się płytsze cięcie. Można to wykorzystać do wykonania pojedynczych przebiegów
obróbki zgrubnej lub wykończeniowej.
Podczas używania kodu L, należy się upewnić czy odległość pomiędzy krawędziami wynikowej części
nie jest większa od średnicy oryginalnej części., ponieważ narzędzie mogłoby uderzyć w część
podczas dojazdu.
Wartość K opisuje średnicę części. Wprowadzając mniejszą średnicę niż średnica rzeczywistej części
można spowodować uderzenie w część podczas dojazdu.
Wartość R określa promień narzędzia. Ważne jest aby ta wartość była prawidłowa, jako że jest
używana do korekcji narzędzia i ruchów wejścia i odjazdu.
Wartość S określa prędkość obrotową którą wrzeciono będzie zachowywało podczas cyklu wycinania
płaskiej powierzchni. Wartością domyślną jest 6 obr/min. Wartość ta może być zwiększona dla małych
części. Większe wartości nie wpłyną na płaskość, ale wpłyną na położenie płaskich powierzchni. Aby
obliczyć maksymalny błąd w stopniach :
obr/min * 360 / 60000 lub obr/min * .006.
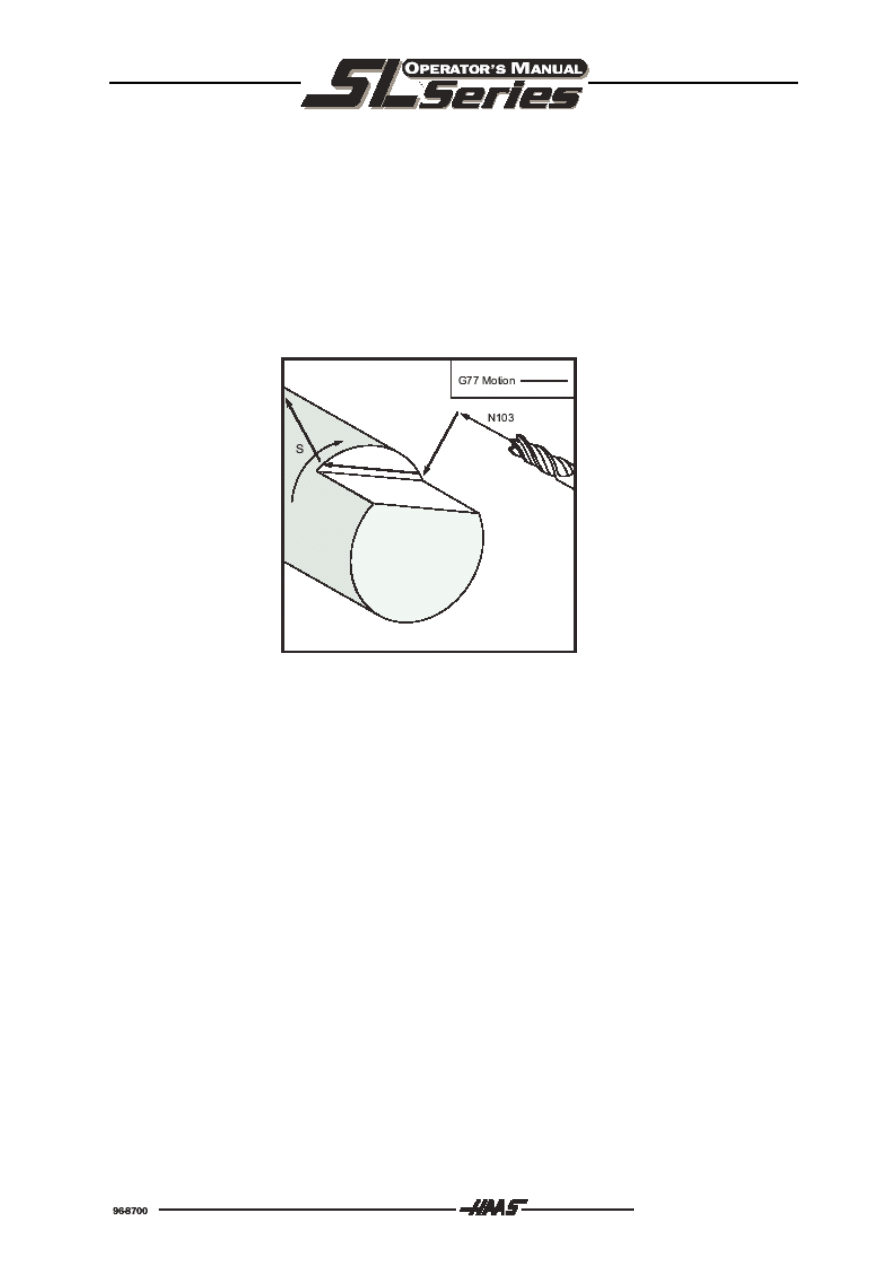
200
Wartość L pozwala na wykonanie części z wieloma płaskimi powierzchniami. Np. L4 określa kwadrat,
a L6 sześciokąt.
Wartość I określa współrzędne środka pierwszej płaskiej powierzchni w stopniach, liczone od pozycji
zerowej. Jeśli ta wartość nie zostanie użyta, pierwsza powierzchnia będzie się zaczynać od pozycji
zerowej. Jest to równe przypadkowi w którym I określone by było jako połowa kąta zajętego przez
powierzchnię. Np. kwadrat bez wartości I miałby takie samo położenie jak kwadrat wykonany z
wartością I równą 45.
Przykłady wykonywania płaskich powierzchni z G77:
Aby wyciąć płaską powierzchnię na pół cala w głąb części która ma cztery cale średnicy, używając
narzędzia o średnicy jednego cala należy zaprogramować:
...
N100 S10 M3 (start wrzeciona)
N101 M133 P1000 (obrót narzędzia)
N102 G0 X6.1
N103 Z-1.
N104 G77 J1.5 K4. R.5
N105 Z1.
N106 M135 (zatrzymanie narzędzia)
N107 M5 (zatrzymanie wrzeciona)
...
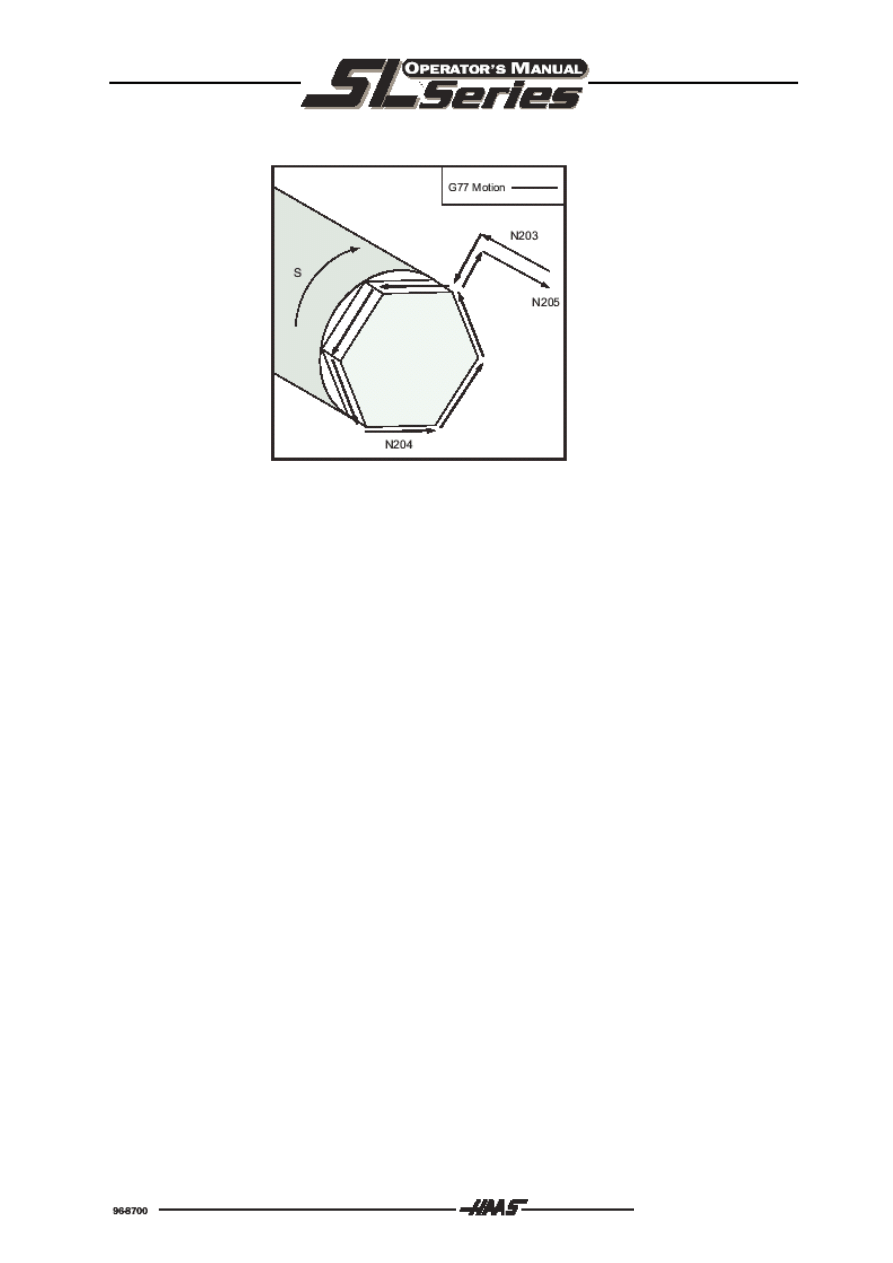
201
Aby wyciąć sześciokąt w górnej połowie cala części która ma trzy cale średnicy, używając
narzędzia o średnicy połowy cala, należy zaprogramować:
...
N200 S10 M3 (start wrzeciona)
N201 M133 P1000 (obrót narz•dzia)
N202 G0 X4.5
N203 Z-.5
N204 G77 J1.299 L6 R.25
N205 Z1.
N206 M135 (zatrzymanie narz•dzia)
N207 M5 (zatrzymanie wrzeciona)
...
G95 gwintowanie sztywne (opcjonalne, wymaga dodatkowego oprzyrządowania) Grupa 09
Obecnie gwintowanie jest dostępne dla osi Z. G95 jest podobne do G84 w tym że używa parametrów
F, R, X i Z, jednak, są między nimi następujące różnice:
1. Główne wrzeciono musi być zaciśnięte (należy użyć M41) zanim użyje się komendy G95, lub
zostanie włączony alarm
2. System kontroli musi być w trybie G99 FEED PER REVOLUTION (posuw na obrót) aby
gwintowanie przebiegało właściwie.
3. S (prędkość wrzeciona) będzie używana do kontroli prędkości narzędzia.
4. Oś X może być ustawiona pomiędzy pozycją zerową a środkiem głównego wrzeciona. Jeśli
zostanie umieszczona poniżej środka wrzeciona, zostanie włączony alarm.
Wyszukiwarka
Podobne podstrony:
haasPl roz04
haasPl roz06
haasPl roz01
haasPl roz08
haasPl roz12
haasPl roz09
haasPl roz02
haasPl roz10alarm
haasPl roz03
haasPl roz06
roz05 ruch harm
haasPl roz07
haasPl roz04
więcej podobnych podstron