1
UWAGI OGÓLNE
Do obowiązków kierownika należy upewnienie się że wszyscy biorący udział w instalowaniu i użytkowaniu
Lathe Turning Center zostali dokładnie zapoznaniu z zasadami instalacji, użytkowania oraz bezpieczeństwa
dostarczonych z maszyną PRZED tym, jak rozpoczną jakąkolwiek pracę
UWAGA: Końcowa odpowiedzialność obejmuje kierownika
warsztatu oraz osoby pracujące przy maszynie.
Zasilanie elektryczne musi odpowiadać zaleceniom podanym w tej instrukcji. Próba uruchomienia
LATHE z zastosowaniem jakiegoś innego zasilania spowoduje duże uszkodzenia oraz utratę
gwarancji
NIE naciskać POWER UP/RESTART na panelu kontrolnym zanim instalacja nie zakończy się.
NIE próbować użytkować maszyny przed zakończeniem wszystkich czynności instalacyjnych.
Zwrócić uwagę na wszystkie ostrzeżenia i uwagi w rozdziale „Instalacja” instrukcji obsługi.
Przemieszczać zapakowaną do skrzyń tokarki ostrożnie i z precyzją używając jedynie wózka widłowego,
stosując się do oznaczeń na skrzyni i zaleceń w instrukcji obsługi.
NIGDY nie należy poddawać tokarki konserwacji przy włączonym zasilaniu
NIGDY nie należy zostawiać skrzynek kontrolnych gdy jest włączone zasilanie, ponieważ zabójczo wysokie
napięcie może być obecne przez CAŁY czas w obszarze skrzynek kontrolnych.
WAŻNE!!! Gdy tylko instalacja zostanie zakończona, gablota kontrolna musi
zostać zamknięta a klucz oddany kierownikowi zakładu.
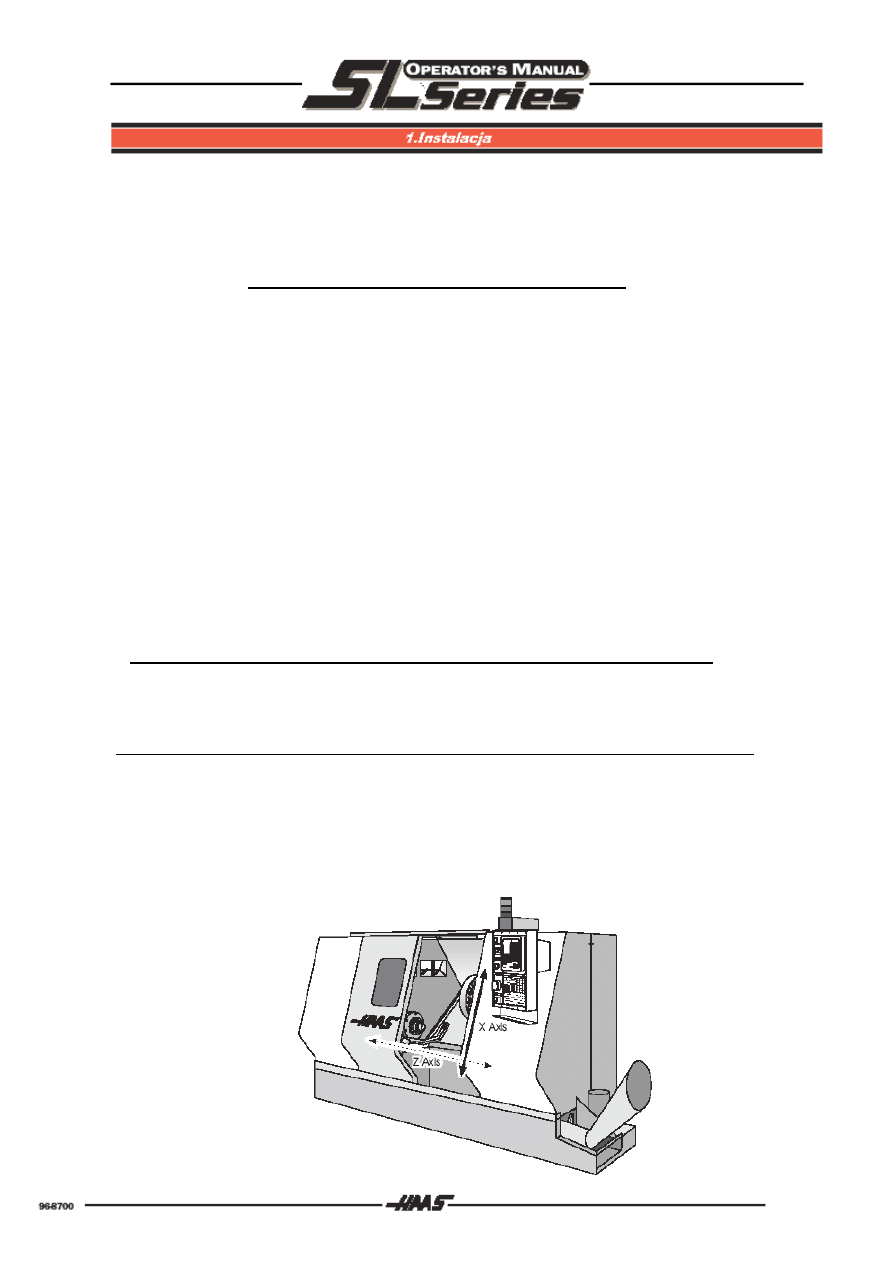
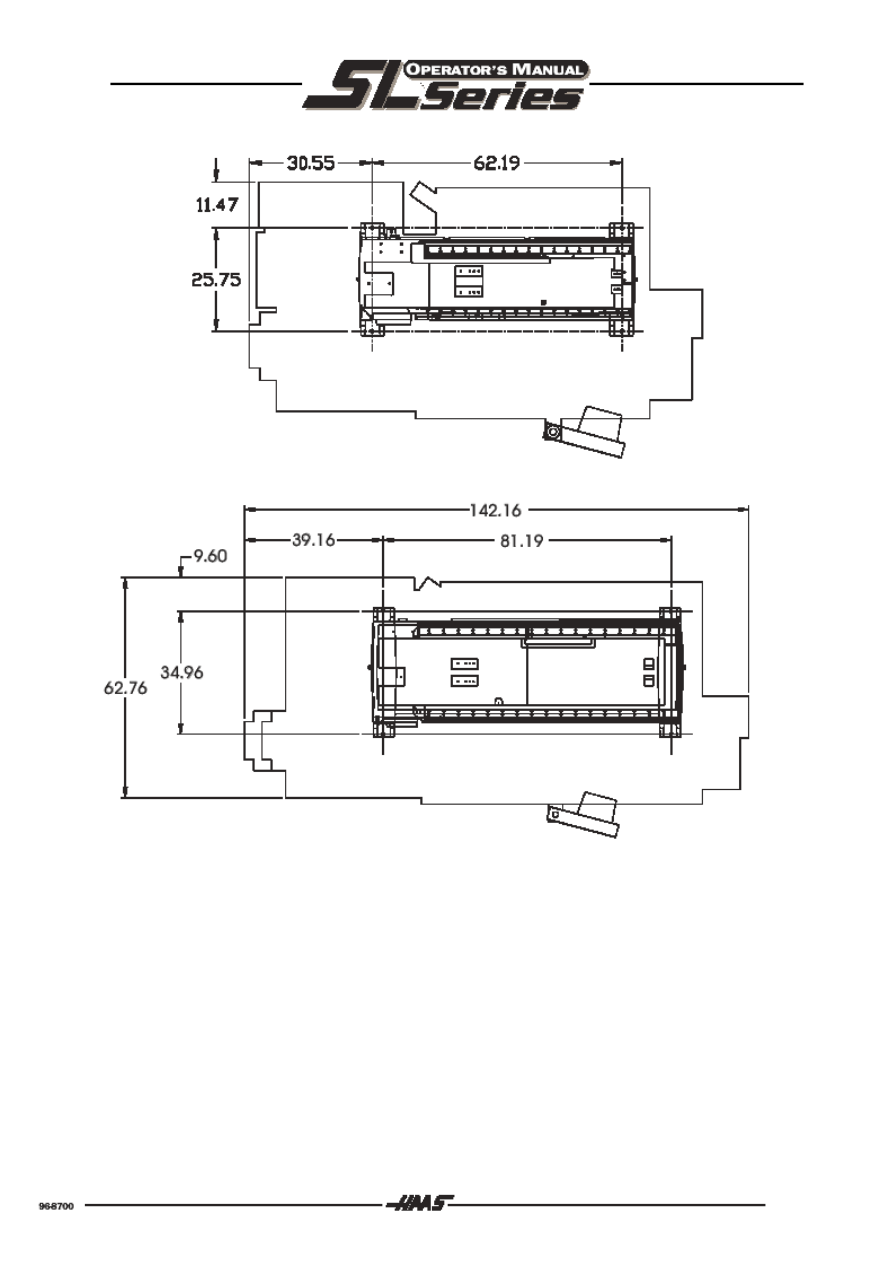
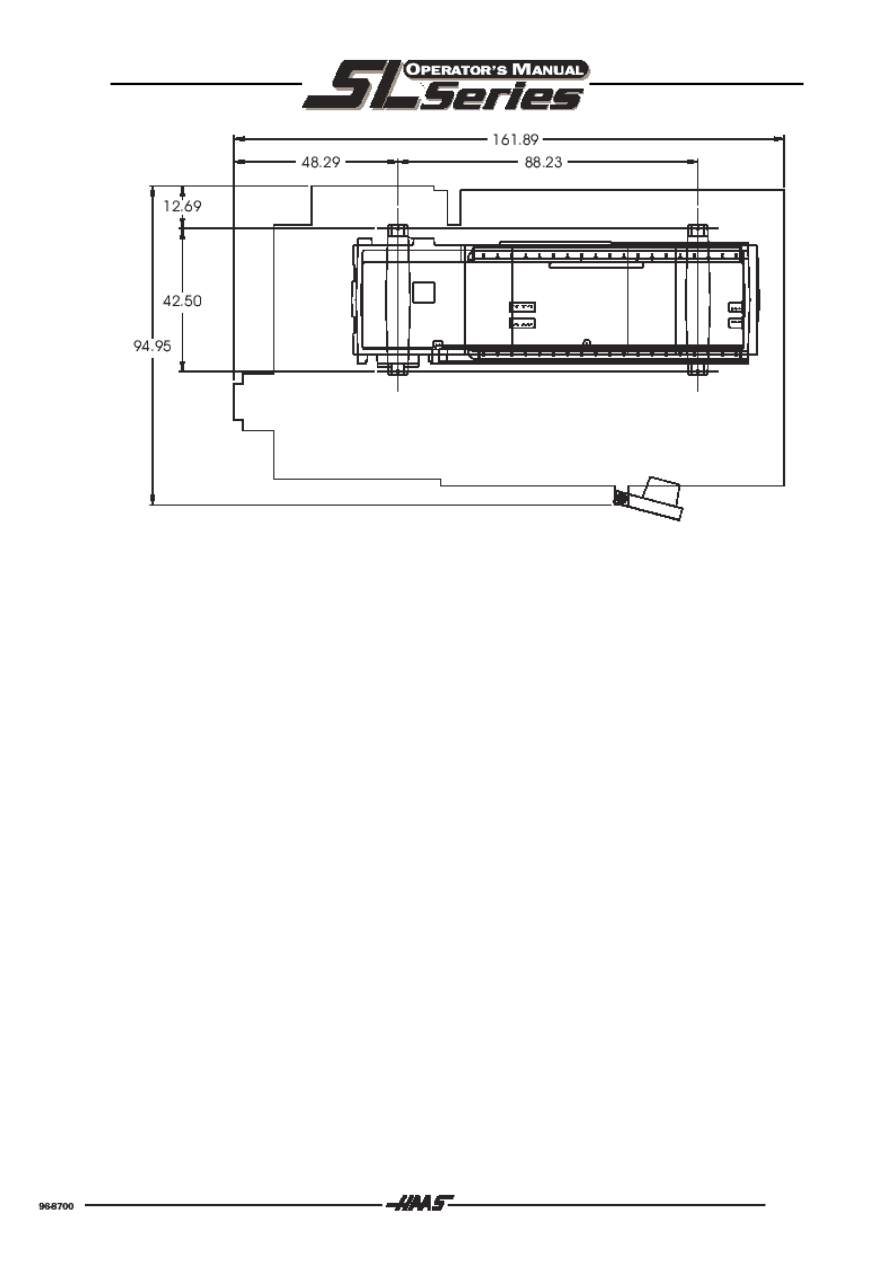
Wymiary
SL-20
SL-30
SL-40
Wysokość maszyny [m]
1,85
1,93
2,26
Szerokość maszyny [m]
2,43
3,12
4,11
ze zbiornikiem chłodziwa
2,67
3,35
4,29
z dyszą
3,05
3,74
4,65
z transporterem wiórów
3,48
4,19
5,13
Głębokość maszyny [m]
1,78
1,95
2,46
Waga maszyny [kg]
4050
6300
10350
2
SL-20
SL-30
3
SL-40
4
UWAGA! SPRAWDŹ MIEJSCOWE WYMAGANIA PRZED PODŁĄCZENIEM
MASZYNY.
WSZYSTKIE MASZYNY WYMAGAJĄ:
Trójfazowego źródła napięcia 50 lub 60 Hz.
Linii zasilające której wahania nie przekraczają +/-5%
20-15 HP System
Wymagania napięciowe
Wymagania wysokonapięciowe
SL-20
(195-260V
)
(354-488V)
Źródło zasilania
50 A
25 A
Przerywacz obwodu Haas
40 A
20 A
Jeśli obsługa następuje z odległości
mniejszej niż 2,5 m należy użyć
Przewód 8 GA
Przewód 12 GA
Jeśli obsługa następuje z odległości
większej niż 2,5 m należy użyć
Przewód 6 GA
Przewód 10 GA
40-30 HP System
Wymagania napięciowe
Wymagania wysokonapięciowe
SL-30, SL-20
(195-260V
)
(354-488V)
Źródło zasilania
100 A
50 A
Przerywacz obwodu Haas
80 A
40 A
Jeśli obsługa następuje z odległości
mniejszej niż 2,5 m należy użyć
Przewód 4 GA
Przewód 8 GA
Jeśli obsługa następuje z odległości
większej niż 2,5 m należy użyć
Przewód 2 GA
Przewód 6 GA
UWAGA!
Wymagane jest podłączenie od obudowy maszyny oddzielnego przewodu uziemiającego o takiej samej
wielkości jak przewód zasilający. Ten wymóg ma na celu zapewnienie bezpieczeństwa operatorowi i
prawidłowego funkcjonowania. Przewód ten musi być podłączony do głównego uziemienia fabryki i
powinien być prowadzony tak jak przewód zasilający. Do tego celu nie można używać przebiegającej w
pobliżu rury z zimną wodą lub uziemionego pręta.
Wejście zasilania do maszyny musi posiadać uziemienie. Maszyna nie będzie działała prawidłowo bez
uziemienia (nie dotyczy to opcji zewnętrznej 480 V).
Maksymalne napięcie pomiędzy poszczególnymi nóżkami nie powinno przekraczać 260V lub 504V dla
maszyn z wewnętrzną opcją 400V
Wymagania wysokonapięciowe dotyczą opcji wewnętrznej 400V dostępnej jedynie w Europie. Wszyscy
pozostali muszą używać opcji zewnętrznej 480V.
Wszystkie wymagania pokazane w tabeli dotyczą przerywacza obwodu we wnętrzu maszyny. Ten
przerywacz ma bardzo mały czas otwarcia. Dla zapewnienia prawidłowej pracy może być konieczne
podniesienie wartości zewnętrznego przerywacza o 20-25% napięcia zasilania.
5
CNC Lathe wymaga minimum 100 PSI (ok. 70 kPa) przy 4 scfm (114 l/min)na wejściu regulatora ciśnienia z
tyłu maszyny. Należy zapewnić kompresor o mocy przynajmniej dwóch koni mechanicznych, ze zbiornikiem
o minimalnej objętości 20 galonów (75,6 l), który włączałby się gdy ciśnienie spadnie do 100 PSI
Typ maszyny
Główny regulator pneumatyczny
Wielkość przewodu
Seria SL
85 PSI
3/8 cala (0,91 cm)
Zalecanym sposobem połączenia jest zaczepienie zacisku przewodu ciśnieniowego z tyłu maszyny.
UWAGA
Niewłaściwe źródło ciśnienia spowoduje błędy
zmieniacza narzędzia
Należy stosować się do następujących zaleceń:
Minimalne ciśnienie to 100 PSI
Należy obserwować zmiany ciśnienia
podczas zmiany narzędzia: maks. zmiana
ciśnienia to 10 PSI
Użycie pistoletu pneumatycznego podczas zmiany
narzędzia może spowodować błędy, gdy zapas
powietrza w zbiorniku ciśnieniowym jest
niewystarczający
Należy zapewnić min. 2 KM kompresora na każdą
maszynę, (np. 5 maszyn wymaga 10 KM)
Należy używać przewodu min. 3/8 cala średnicy w
maszynach 50 taper i ½ cala średnicy w maszynach
HS i 40 taper.
Należy unikać szybkiego odłączania przewodów.
UWAGA:
Nadmierne dostarczanie powietrza i oleju do maszyny spowoduje niewłaściwe
funkcjonowanie . Filtr/regulator powietrza ma zbiornik zrzutowy który powinien być
pusty przed rozpoczęciem pracy maszyny. Należy to sprawdzać co miesiąc. Również
zanieczyszczenia linii dostawczej mogą zanieczyścić zawór bezpieczeństwa i
spowodować przedostanie się oleju i wody do wnętrza maszyny.
UWAGA:
Sączek między filtrem/regulatorem powietrza i smarownicą Bijur (spójrz na
ilustrację w
części „Podłączenie powietrza” ), Zbiornik poniżej skrzynki kontrolnej z tyłu
maszyny służy dla dodatkowego stolika obrotowego. NIE NALEŻY używać tego
podłączenia jako zewnętrznej linii ciśnieniowej. Zewnętrzne połączenia powinny być
wykonane z lewej strony filtra/regulatora powietrza.
6
POTRZEBNE NARZĘDZIA
precyzyjna poziomic bąbelkowa (0.005mm na 10cm)
miernik testowy (0.0005)
klucz płaski lub zapadkowy 1 1/8"
klucz 3/4"
klucz 1 1/2"
młotek
Podnośnik widlasty o nośności powyżej 4050 kg. (6300 kg dla SL-30, 10350 kg dla SL-40) o wymiarze
widelca co najmniej 1,7x0,15m (2x0,15m dla SL-30, 2,7x0,2 dla SL-40)
POTRZEBNE MATERIAŁY
Przewody i węże ciśnieniowe takie jakie wyszczególniono w rozdziale o Wymagania Serwisowe.
Mała ilość smaru.
Olej dla smarownicy (Vactra #2)
UWAGA!
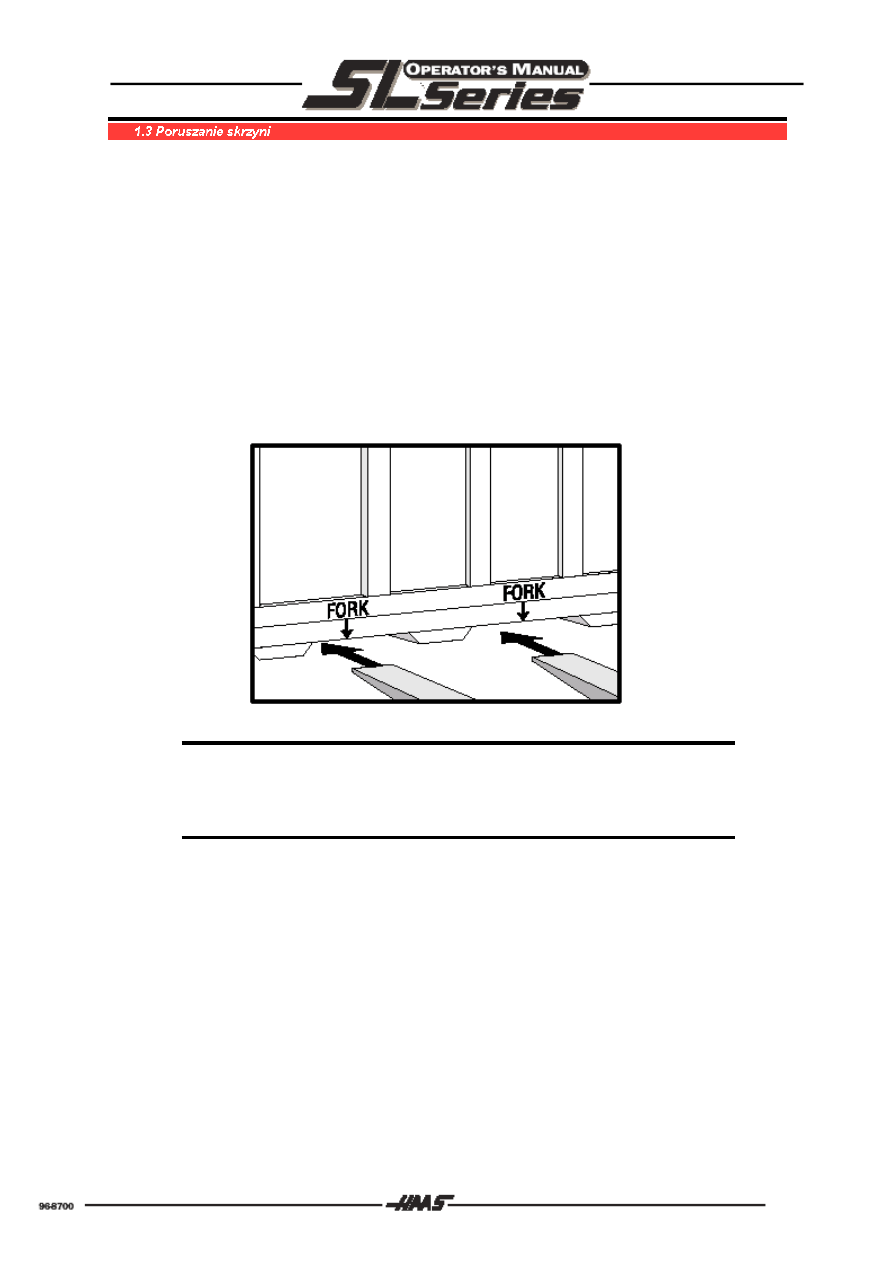
SKRZYNIA LATHE MOŻE BYĆ PORUSZANA JEDYNIE ZA POMOCĄ PODNOŚNIKA WIDLASTEGO.
UWAGA! Pozycja widelca jest zaznaczona na skrzyni (również istnieją trzy
zagłębienia z każdej strony palety. Ciężka strona palety [tył] jest
umiejscowiona nad dwoma zagłębieniami, które są blisko siebie.) Jeśli
zaniedba się ustawienie widelca, istnieje szansa że podtrzymujące śruby
zostaną wyrwane i że maszyna przeważy podczas próby podnoszenia.
7
UWAGA: Jeśli jesteś pewien że maszyna nie będzie już nigdzie wysyłana, należy zabezpieczyć
opakowanie do wykorzystania w wypadku, gdy będzie konieczne wysłanie z powrotem do
producenta. należy uważać by nie uszkodzić skrzyni i innych materiałów użytych do pakowania.
1. Odczepić zatrzaski wokół górnej pokrywy skrzyni za pomocą młotka i unieść pokrywę.
2. Odczepić wszystkie zatrzaski oprócz jednego na każdym rogu skrzyni.
3. Usunąć plastikową osłonę
UWAGA! Nie
przykładać nacisku do góry maszyny podczas usuwania plastiku.
4. Odczepić ostatni zatrzask i usunąć panele boczne
UWAGA!
Panele boczne są bardzo ciężkie. Należy być bardzo ostrożnym i nie upuścić ich
na stopę lub nie przewrócić na siebie.
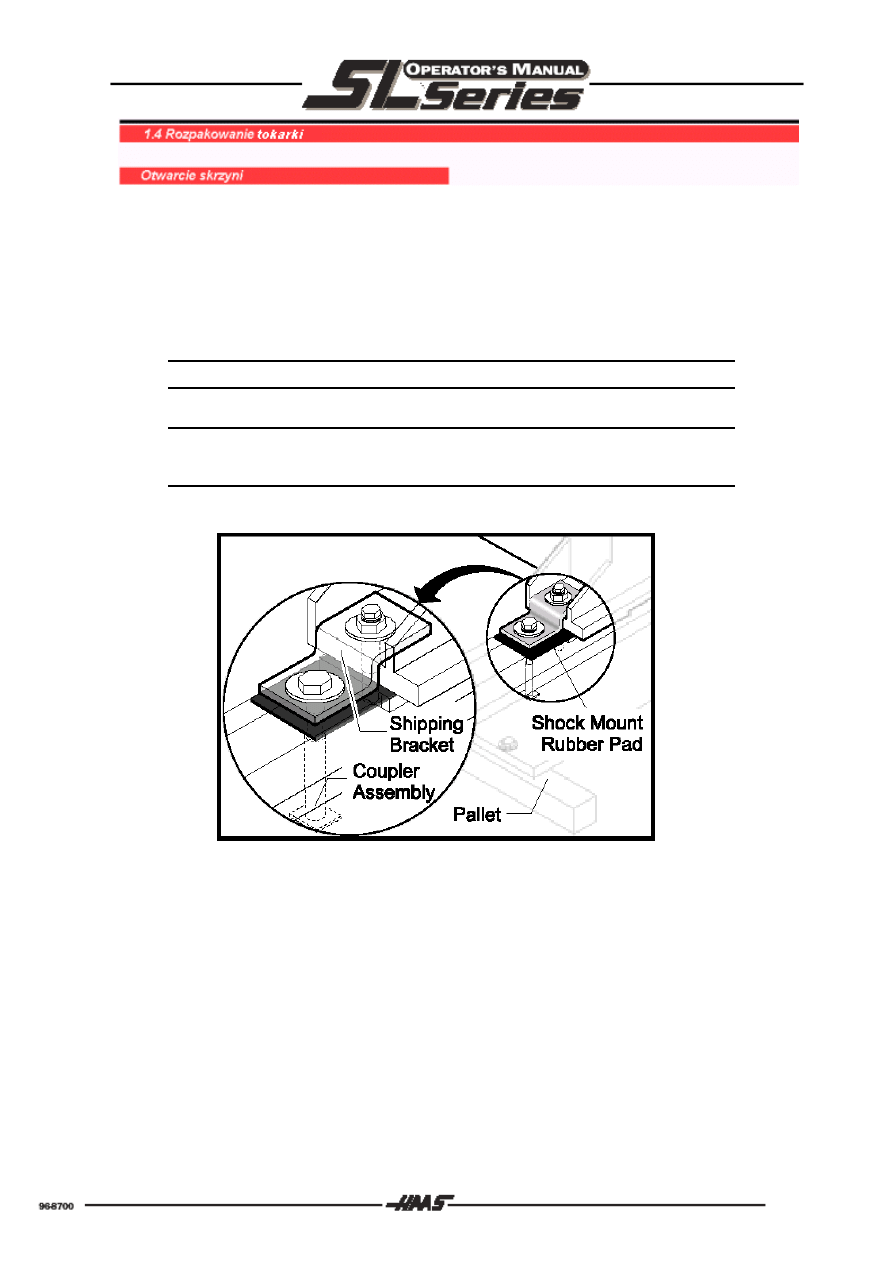
5. Unieść zbiornik chłodziwa. Usunąć kliny które przytrzymują części.
Shipping bracket – klamra zabezpieczająca przy transporcie; Pallet –
paleta shock mount rubber pad – Podkładka gumowa; Coupler assembly -
łącznik
6. Usunąć śruby ¾ cala mocujące podstawę do palety i plastikowy rękaw z podstawy
zabezpieczający przed wytarciem.
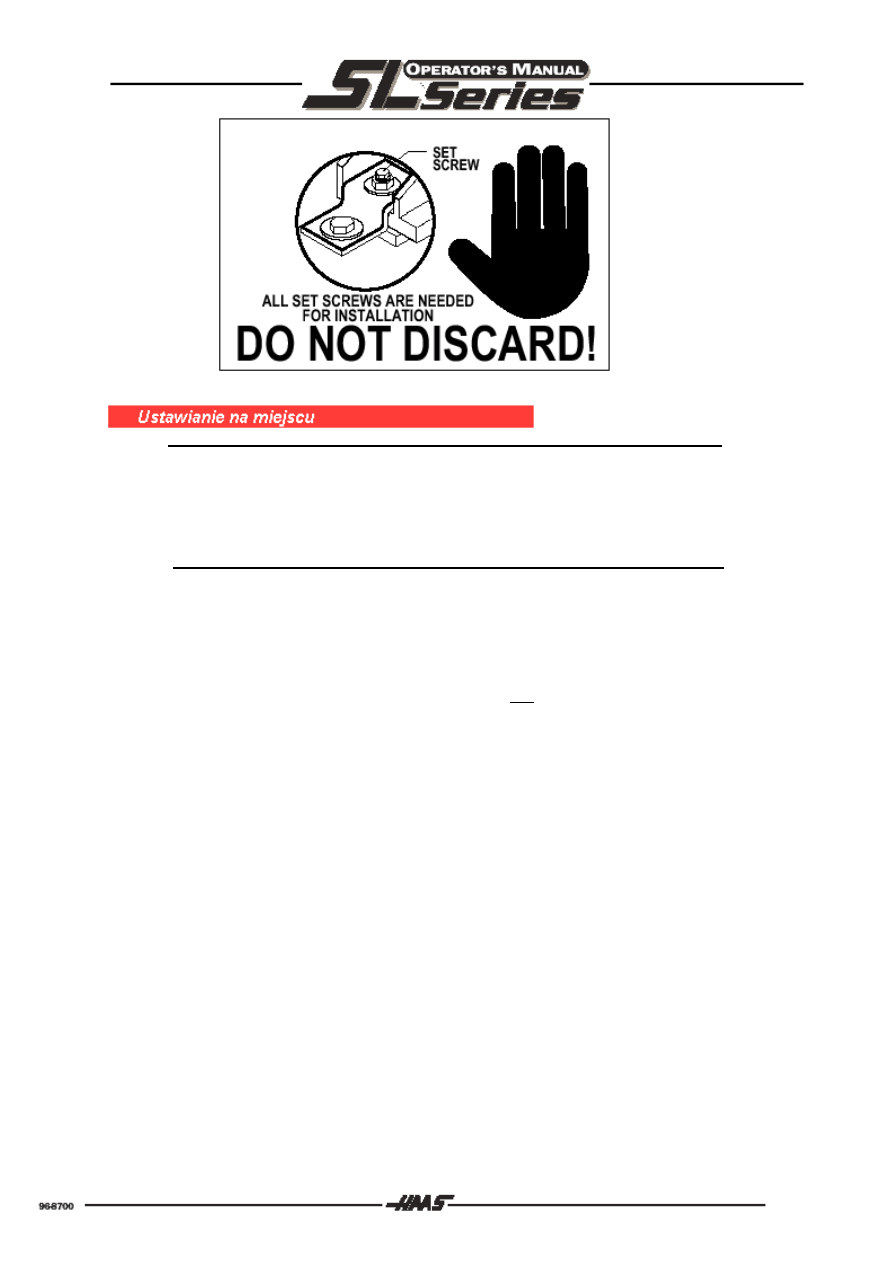
7. Usunąć nakrętki na śrubach poziomujących utrzymujących klamrę (shipping bracket) do
głównego korpusu. Usunąć klamry.
8. Unieść maszynę z palety.
8
Wszystkie śruby są potrzebne do instalacji, NIE NALEŻY ICH WYRZUCAĆ
UWAGA!
Nie unosić maszyny wyżej niż jest to konieczne, gdy się ją przenosi
należy
to robić tak powoli i ostrożnie jak to tylko możliwe. Upadek maszyny,
nawet z wysokości kilkunastu centymetrów może spowodować
uszkodzenia wymagające kosztownych napraw i utratę gwarancji.
1. Odkręcić panele, podnieść maszynę aż śruby będą widoczne w całości.
2. Przeprowadzić śruby poziomujące przez obudowę póki nie będą ok. 3/8 cala (1 cm) ponad
obudowę. Jeśli jest wyjątkowo trudno przekręcić śrubę, należy ją wyjąć ją, przegwintować otwór
gwintownikiem, i sprawdzić stan śruby. Założyć przeciwnakrętki na śruby poziomujące, ale ich nie
dokręcać. SL-20 muszą mieć założone przeciwnakrętki pod stopka poziomującą.
3. Przenieść maszynę tam, gdzie ma docelowo stać. Wyjąć podkładki poziomujące ze skrzyni,
nasmarować wgłębienia na każdej podkładce, i podłożyć je pod śruby poziomujące na każdym rogu.
Opuścić maszynę.
4. Usunąć wszystkie opaski i inne opakowania z panelu kontrolnego, monitora i drzwi
5. Usunąć wyłączniki nożne z wnętrza maszyny i podłączyć kable do gniazdka umieszczonego w po
lewej stronie przedniej podpory. Kable maja być skierowane do dołu.
6. Dodatkowy moduł do usuwania wiórów : Śrubowy przenośnik wiórów: Wyjąc zsyp wiórów z
wnętrza maszyny i zamocować go po prawej stronie maszyny używając dołączonych uszczelek i
łączników. Przenośnik wiórów: patrz rozdział „Instalacja przenośnika wiórów”
9
UWAGA!
W tym momencie maszyna NIE może być podłączona do prądu.
Panel elektryczny powinien być zamknięty i trzy zatrzaski na
drzwiach mają być cały czas zamknięte z wyjątkiem instalacji
oraz konserwacji. W tych wypadkach dostęp do panelu
powinien mieć jedynie wykwalifikowany elektryk. Przy
włączonym zasilaniu przez panel płynie prąd o wysokim
napięciu (jak też przez obwody logiczne i inne), a niektóre części
pracują w wysokich temperaturach. Dlatego też należy
zachowywać szczególną ostrożność gdy pracuje się przy panelu.
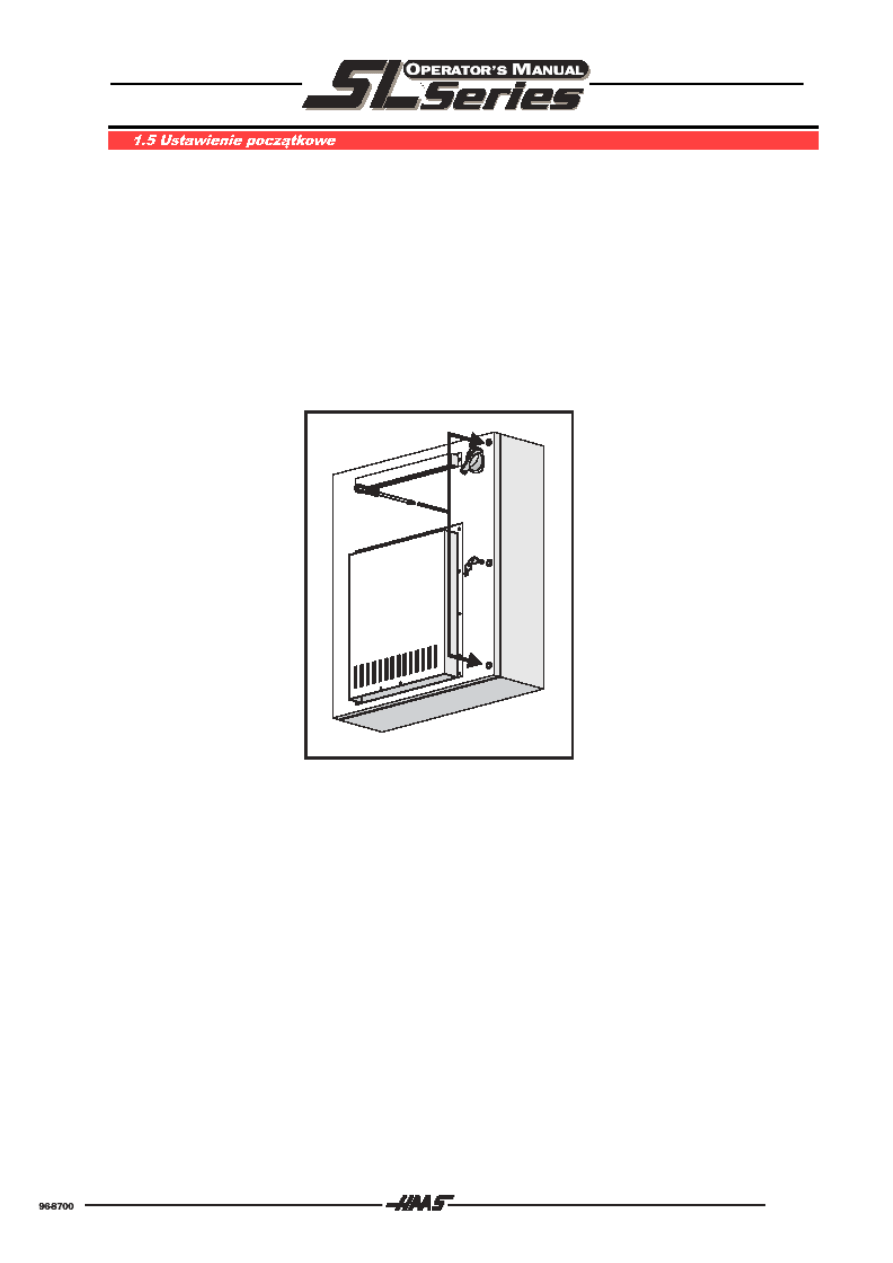
1. Ustawić główny przełącznik (po prawej, na górze) na panelu elektrycznym (z tyłu maszyny) na OFF
2. Użyć śrubokręta do otwarcia dwóch zatrzasków na drzwiach panelu, otworzyć skrzynkę kluczem i
otworzyć drzwi.
3. Dokładnie sprawdzić wszystkie części i połączenia związane z tablicą obwodów. Przy wyłączonym
zasilaniu nacisnąć je delikatnie by upewnić się że są prawidłowo wetknięte w gniazdka. Rozejrzeć się za
jakimikolwiek przewodami które mogły się odłączyć, sprawdzić czy nie nastąpiło jakiekolwiek
uszkodzenie i czy nie ma odłączonych części na spodzie skrzynki panelu. Jeśli zauważono jakiekolwiek
znaki uszkodzenia, należy być bardzo ostrożnym przy włączaniu maszyny do prądu (należy być
gotowym by ja NATYCHMIAST odłączyć). Jeśli jest oczywiste że wystąpią problemy należy
zadzwonić do producenta PRZED dalszym działaniem.
10
UWAGA! Praca z urządzeniami ciśnieniowymi wymaganymi przez LATHE może
być
niebezpieczna. Należy się upewnić że w linii ciśnieniowej nie ma
ciśnienia przed podłączeniem jej do maszyny, odłączeniem od maszyny
lub podczas konserwacji części systemu ciśnieniowego maszyny.
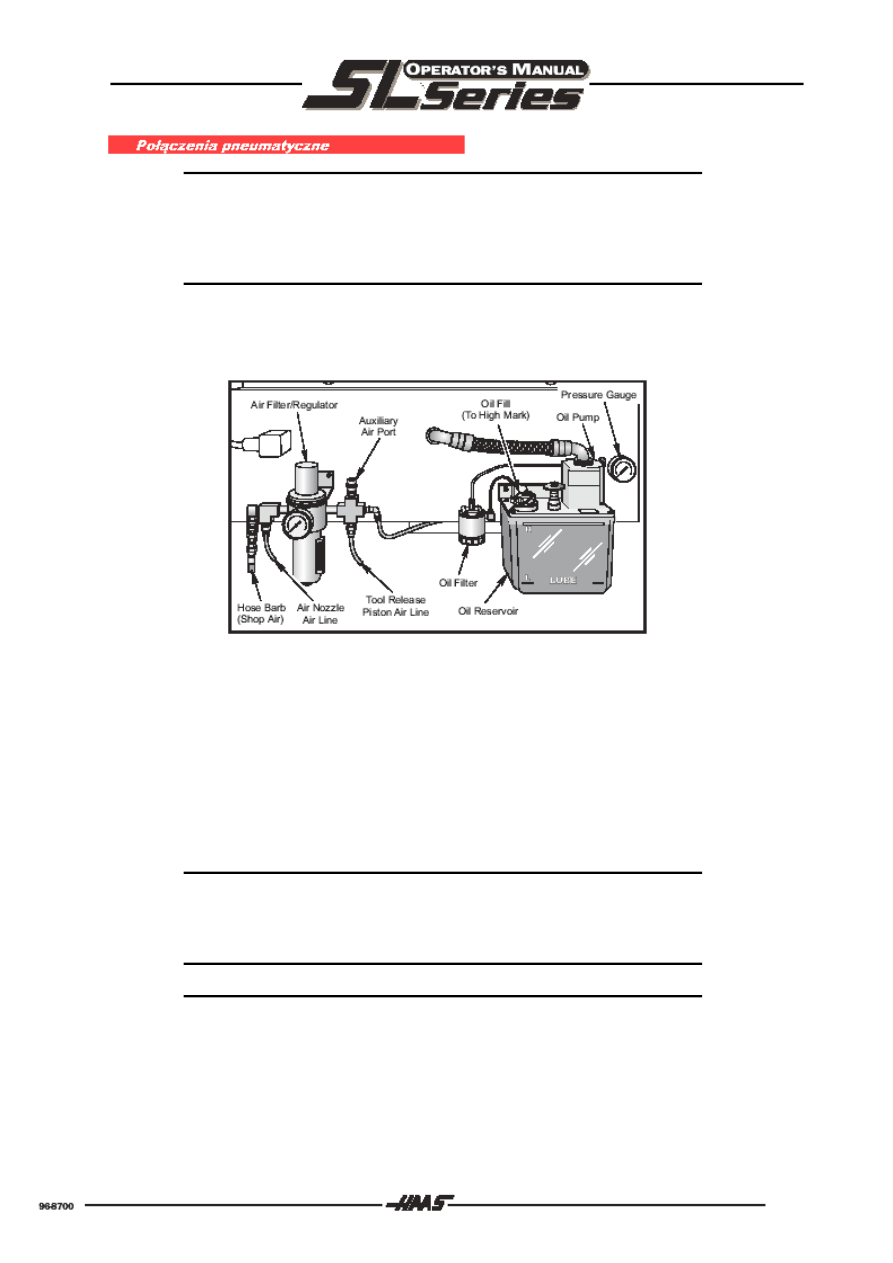
1. Gdy maszyna opuszcza fabrykę filtr powietrza jest pusty, i smarownica ciśnieniowa i zbiornik smaru są
pełne. Jednakże powinny one zostać sprawdzone i w razie potrzeby poddane naprawie lub regulacji
przed podłączeniem ciśnienia do maszyny.
Air Filter/Regulator – Filtr/regulator powietrza; Auxiliary Air Port – zewnętrzny port ciśnienia; Oil Fill –
Wlew oleju; Oil Pump – pompa oleju; Pressure Gauge – wskaźnik ciśnienia; Hose Barb – łącznik
ciśnieniowy; Air Nozzle Air Line – końcówka wylotowa linii ciśnieniowej; Tool Release Piston Air Line –
Linia ciśnieniowa tłoka uwalniającego narzędzie; Oil filter – filtr oleju; Oil Reservoir – zbiornik oleju
2. Przy wyłączonym ciśnieniu podłączyć źródło powietrza do łącznika (hose barb) obok filtra
powietrza/regulatora (poniżej panelu elektrycznego). Jeśli podłączenie nie pasuje, należy je wymienić.
3. Włączyć kompresor, ustawić go pomiędzy 100 a 150 PSI (70-105 kPa) Ustawić regulator w maszynie
pomiędzy 85 a 90 PSI.
4. Odbezpieczyć smarownicę Bijur aby upewnić się że działa. Aby odbezpieczyć system smarowniczy
pociągnąć w górę rączkę na górze zbiornika.
UWAGA! NIGDY nie popychać w dół rączki zabezpieczenia! Sama wraca
do
dolnej pozycji, a związane z tym ciśnienie zwiększa się co może
być obserwowane na wskaźniku ciśnienia.
UWAGA: W zależności od pozycji krzywki sterującej, system
smarowniczy
może nie być aktywny przez kilka minut po włączeniu maszyny.
Jeśli zaistnieje problem z systemem, alarm zatrzyma maszynę.
11
UWAGA: Maszyna musi być podłączona do ciśnienia, co będzie widoczne na
wskaźniku, w przeciwnym wypadku włączy alarm niskiego („Low Air
Pressure”) przy włączeniu
UWAGA! Praca z urządzeniami elektrycznymi wymaganymi przez VMC może być
bardzo niebezpieczna. Zasilanie musi zostać wyłączone, oraz należy
postępować zgodnie z procedurą aby być pewnym że maszyna nie zostanie
włączona gdy pracuje się przy niej. W większości przypadków oznacza to
wyłączenie przerywacza obwodu na panelu i zamknięcie drzwi panelu.
Jednak jeśli połączenie jest inne, lub jeśli nie jest się pewnym jak to zrobić
należy skontaktować się z przeszkolonym personelem w ramach Waszej
firmy, lub w inny sposób uzyskać potrzebna pomoc PRZED dalszą pracą.
UWAGA!
Drzwi panelu powinny być zamknięte i zabezpieczone przez trzy zatrzaski zawsze
poza instalacją i przeprowadzanie konserwacji. W tych wypadkach dostęp do panelu
powinien mieć jedynie wykwalifikowany elektryk. Gdy przerywacz głównego
obwodu jest włączony, przez panel przebiega prad o wysokim napięciu (jak też przez
obwody logiczne i inne), a niektóre części pracują w wysokich temperaturach.
Dlatego też należy zachowywać szczególną ostrożność.
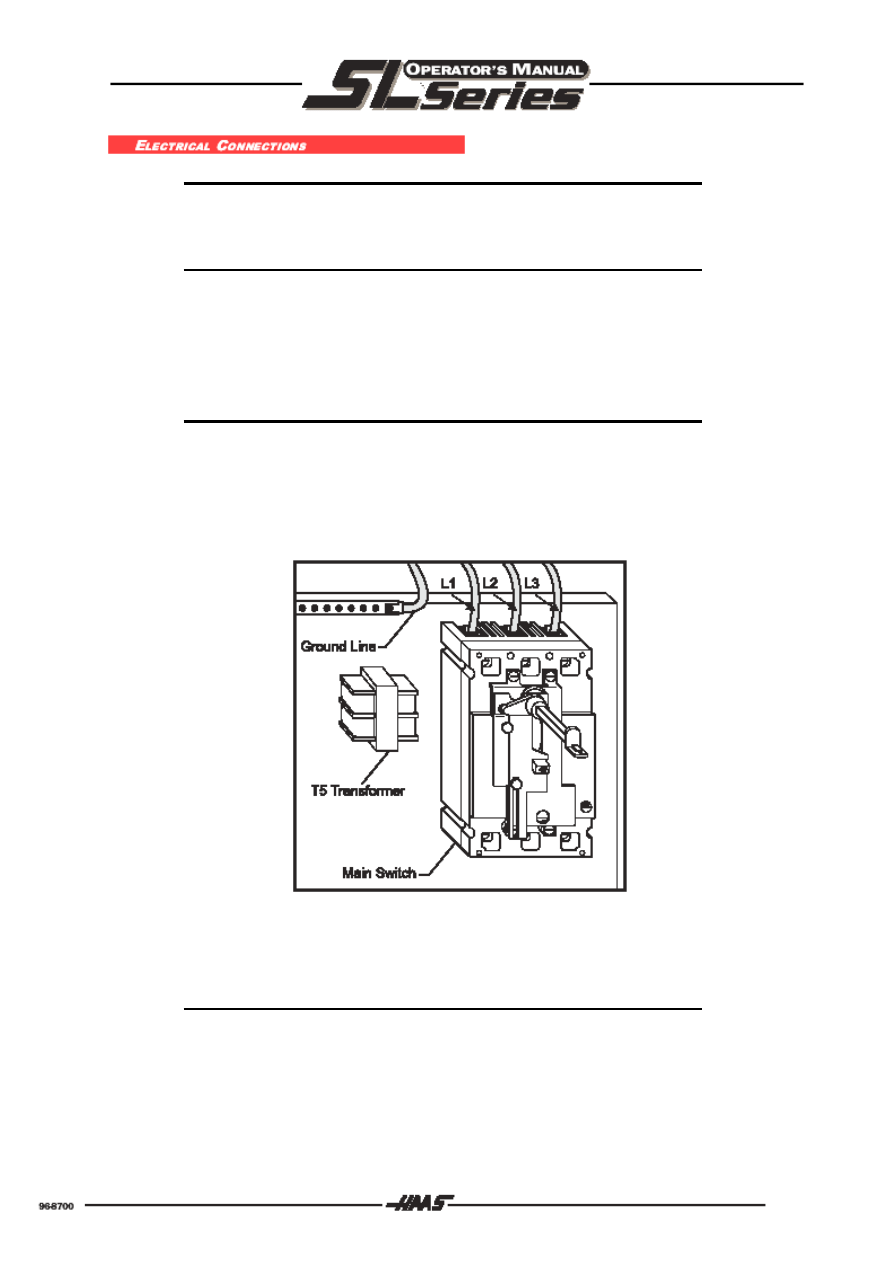
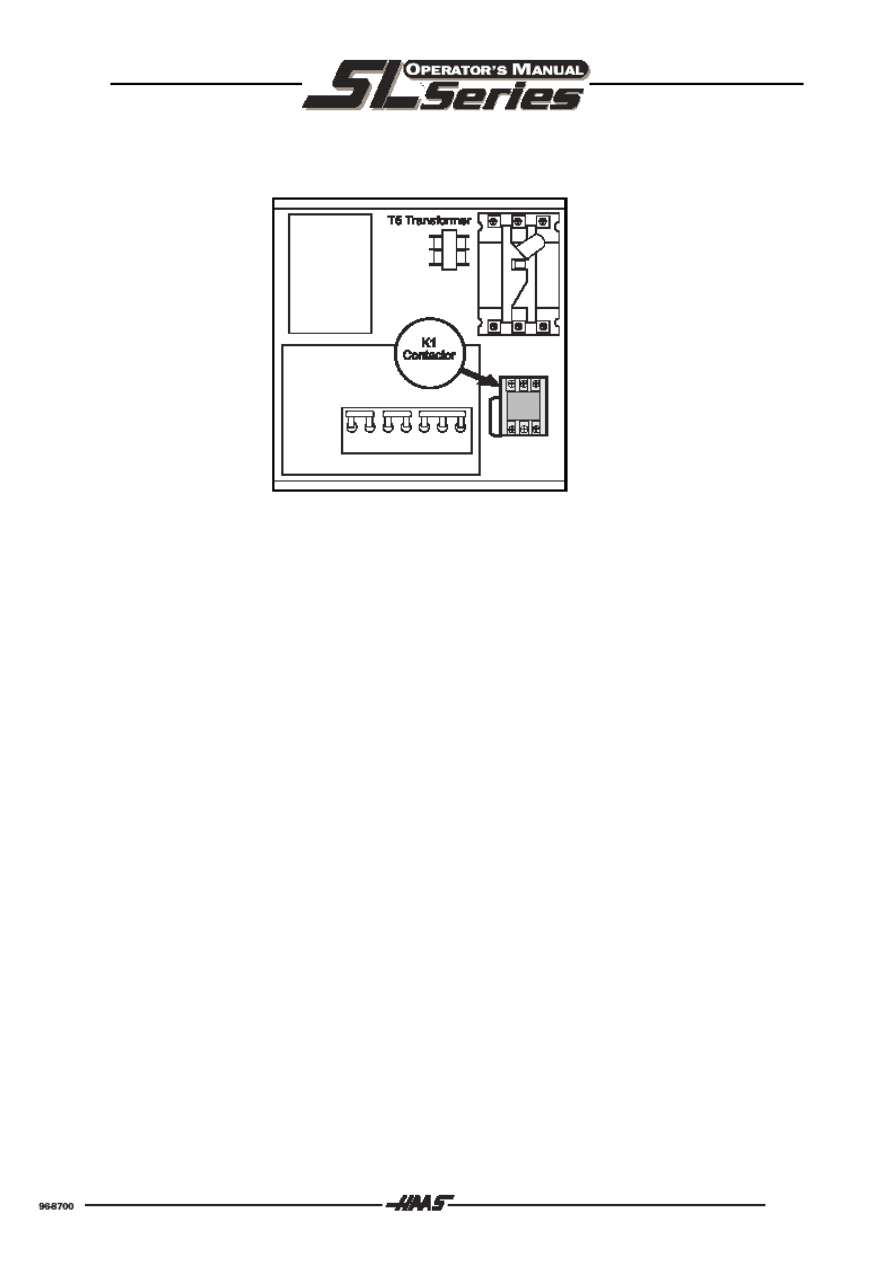
Ground Line – uziemienie; Transformer – transformator; Main Switch –
główny wyłącznik
1. Podłączyć trzy linie zasilające do terminali nad głównego wyłącznika na panelu elektrycznym i
oddzielne uziemienie do szyny uziemienia po lewej stronie terminala.
UWAGA: Należy się upewnić że przewody rzeczywiście są podłączone do zacisków
(łatwo można niw trafić w zacisk i zacisnąć śrubę Połączenie wygląda na
właściwe ale maszyna działa z przerwami lub występują inne problemy,
takie jak prze ładowanie serwo.) Aby to sprawdzić należy po prostu
pociągnąć za przewody po zaciśnięciu śruby.
12
2. Po podłączeniu linii zasilającej do maszyny należy się upewnić że przerywacz głównego obwodu (na
górze, po prawej tylniej skrzynki) jest ustawiony na OFF (należy przekręcić trzonek który łączy się z
przerywaczem w kierunku przeciwnym do ruchu wskazówek zegara aż przełączy się na OFF). Włączyć
źródło zasilania. Używając cyfrowego miernika prądu i odpowiednich procedur należy zmierzyć
napięcie pomiędzy trzema parami faz na przerywaczu i zapisać wyniki. Napięcie musi być 195 i 260 V
(360 i 480 V dla modelu przeznaczonego do użycia z wyższym napięciem).
UWAGA: Znaczne zmiany napięcia są częste w rejonach przemysłowych; należy znać
minimalna i maksymalna wartość napięcia, jaka będzie dostarczana do maszyny podczas
pracy. U.S. National Electrical Code określa że maszyny powinny działać przy zmianach
+5% do -5% od średniej wartości napięcia. Gdy wystąpią problemy z zasilaniem, lub gdy
podejrzewa się za niskie napięcie może być konieczne użycie zewnętrznego
transformatora. Jeżeli podejrzewa się problemy z zasilaniem, należy sprawdzać napięcie
co godzinę lub dwie podczas typowego dnia aby upewnić się że jej zmiany nie są większe
niż +5% lub -5% od średniej.
UWAGA! Należy się upewnić że przerywacz głównego obwodu jest nastawiony na OFF
i zasilanie jest wyłączone na panelu PRZED tym jak zostaną zmienione podłączenia
transformatora. Należy się upewnić że wszystkie trzy przewody są poprowadzone do
właściwego miejsca i że są zabezpieczone.
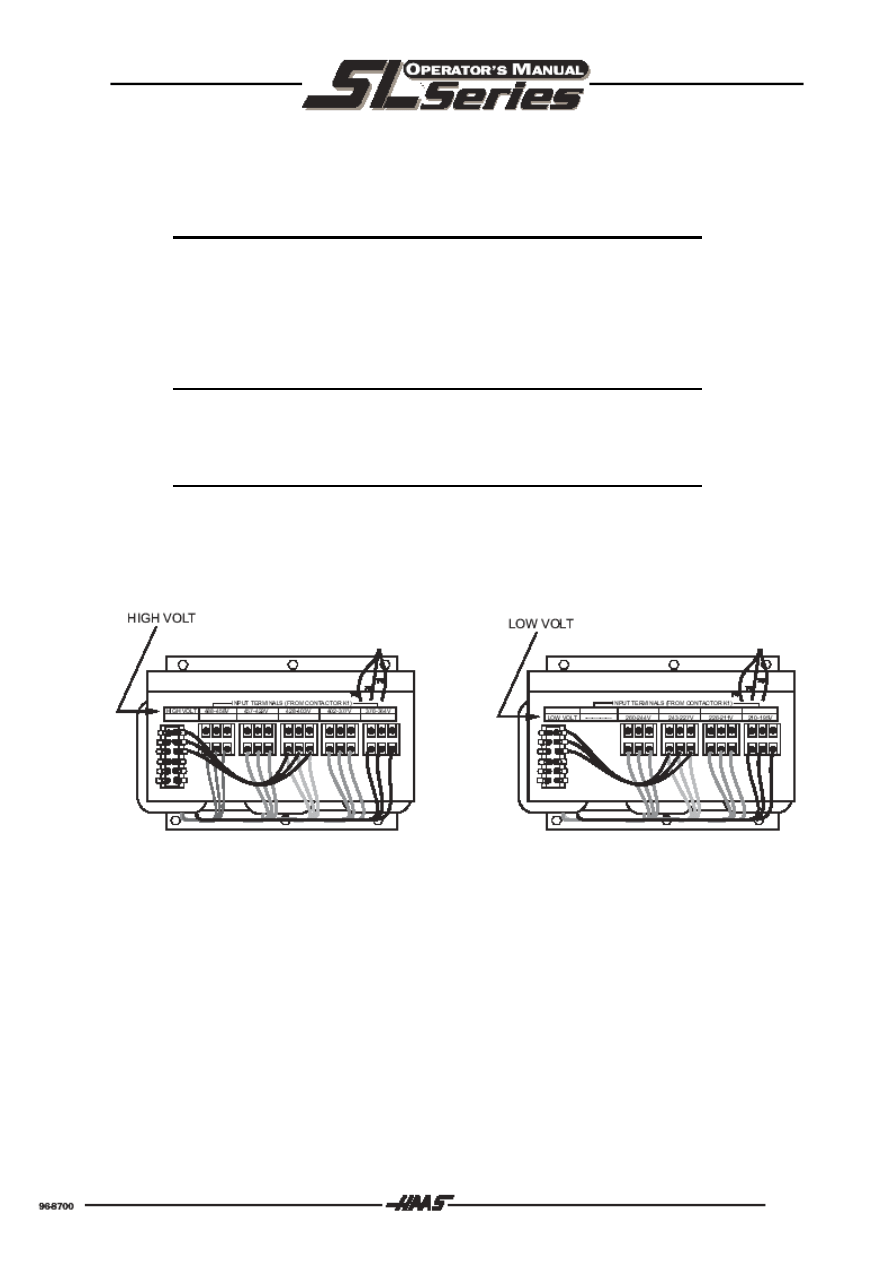
3. Sprawdzić połączenia na transformatorze w prawym, dolnym rogu tylniej skrzynki. Trzy przewody
oznaczone 74, 75, i 76 muszę być przeprowadzone do trójki listew zaciskowych które odpowiadają
średniemu napięciu zmierzonemu w punkcie 2 powyżej. Są cztery miejsca dla wejścia zasilania dla
transformatora 260 V i pięć dla transformatora 480 V. Etykiety pokazujące zakres napięć prądu
wejściowego pokazane są na poniższej ilustracji:
4. Transformator T5 zapewnia 24V prądu zmiennego. Są dwie wersje tego transformatora do użycia w
maszynach na 240 i 400 V (odpowiednio 32-0964B lub 32-0965B). Transformator dla 240 V ma dwa
styki wejściowe umieszczone około 5 cm od transformatora, które pozwalają podłączenie 240 lub 200 V.
Użytkownicy którzy maja 220-240 V (rozumiane jako średnia kwadratowa) powinni użyć podłączenia
oznaczonego jako 200V. Użytkownicy z opcją wysokiego napięcia powinni użyć podłączenia 240 V
jeśli mają źródło zasilania 420-510V, 60Hz lub podłączenia 200V jeśli mają źródło zasilania 50 Hz.
Użycie niewłaściwego podłączenia może powodować przegrzanie lub niewłaściwą pracę.
13
5. Ustawić główny przełącznik na ON (przekręcić trzonek który porusza rączkę na drzwiach panelu w
kierunku ruchu wskazówek zegara dopóki nie przeskoczy na pozycję ON). Sprawdzić czy nie wystąpiły
problemy, takie jak zapach przegrzewających się elementów lub dym. Jeśli takie problemy wystąpią
natychmiast przełączyć na OFF i zadzwonić do producenta przed dalszym działaniem.
UWAGA!
Pompa chłodziwa wrzeciona (TSC) jest zasilana trójfazowo i musi być podłączona
właściwie! Podłączenie niewłaściwych faz spowoduje uszkodzenie pompy TSC i utratę
gwarancji. Należy przejrzeć rozdział o rozpoczynaniu pracy z TSC.
6. Gdy zasilanie jest włączone, zmierzyć napięcie w poprzek łącznika K1 (umieszczonego pod
przerywaczem głównego obwodu). Powinien wskazywać takie same wartości jak zaciski wejściowe
zasilania przy przerywaczu. Jeśli są jakieś problemy, należy sprawdzić okablowanie.
7. Włączyć zasilanie naciskając przełącznik Power-On na panelu przednim. Sprawdzić szynę napięcia na
Vector Drive (pin 2 do pin 3 na szynie końcowej na spodzie napędu). Musi wskazywać 310 do 360 V.
Jeśli napięcie pozostaje poza tymi granicami, wyłączyć napięcie i sprawdzić kroki 2 i 3. Jeśli napięcie
dalej pozostaje poza tymi granicami, zadzwonić do producenta. Następnie sprawdzić napięcie prądu
stałego wyświetlane na drugiej stronie danych diagnostycznych na CRT. Jest to oznaczone jako DC
BUS. Porównać czy wyświetlone napięcie odpowiada temu zmierzonemu między 2 a 3 pinem Vector
Drive, +/- 7 V prądu stałego.
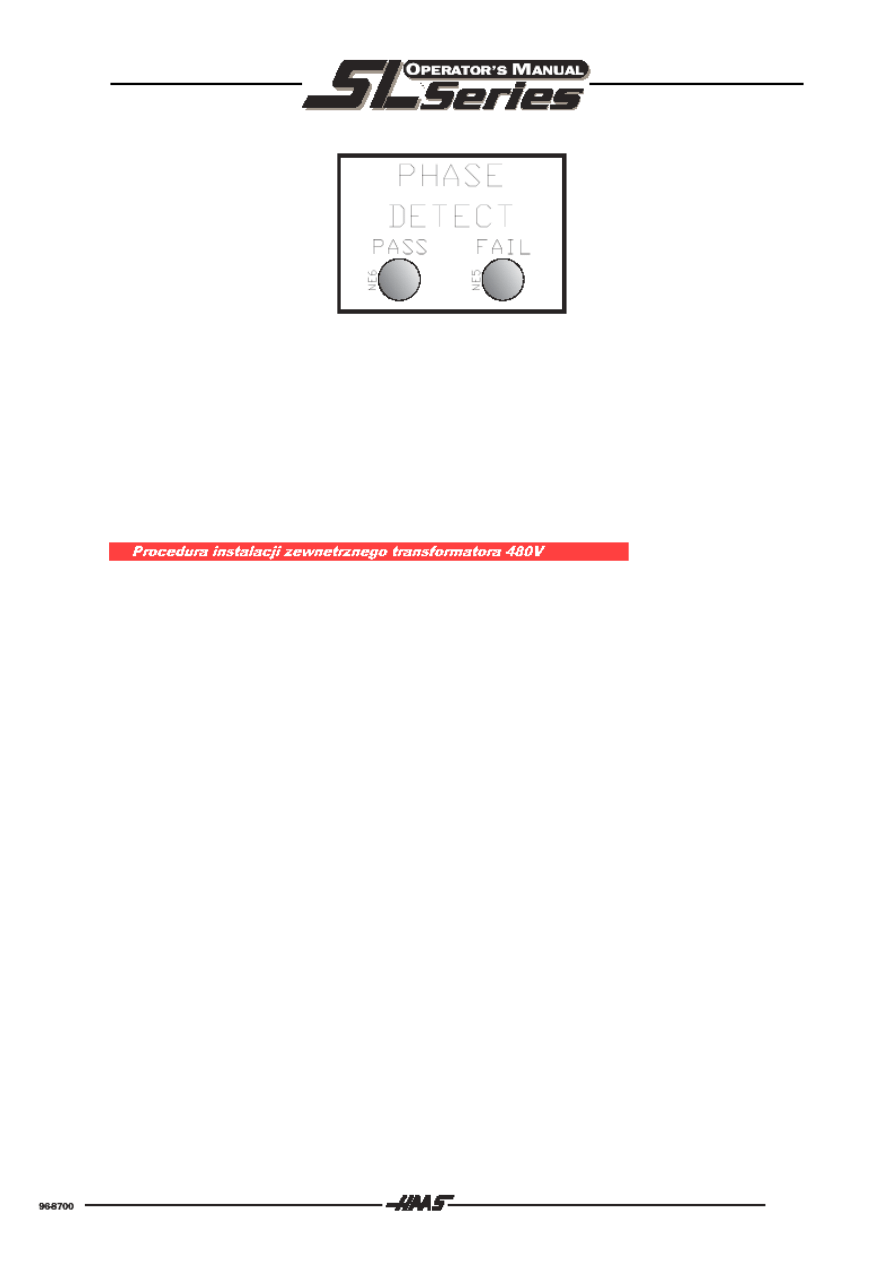
8. Prąd musi być podłączony zgodnie z fazą aby uniknąć uszkodzenia sprzętu. Płyta PC źródła zasilania
(Power Supply Assembly PC board) zawiera obwód detekcji fazy z neonowymi wskaźnikami,
pokazanymi poniżej. Gdy świeci się pomarańczowy (NE%), fazy są podłączone nieprawidłowo; gdy
zielony, fazy są podłączone właściwie. Jeśli świecą oba, jakiś przewód jest odłączony. Należy ustawić
fazy zamieniając L1 I L2 wejściowych linii zasilania na przerywaczu obwodu głównego.
14
UWAGA!
CAŁE ZASILANIE MUSI BYĆ WYŁĄCZONE PODCZAS ZMIANY FAZY
9. Wyłączyć zasilanie (przekręcić trzonek który włącza rączkę na drzwiach panelu w kierunku odwrotnym
do ruchu wskazówek zegara aż przeskoczy na pozycję OFF) Również rączka głównego włącznika na
drzwiach panelu powinna być przestawiona na OFF. (zarówno rączka jak i przełącznik muszą być
przestawione na OFF zanim drzwi zostaną zamknięte. Zamknąć drzwi, zabezpieczyć zatrzaskami i
włączyć zasilanie.
10. Wyjąć klucz ze skrzynki kontrolnej i przekazać go kierownikowi warsztatu.
Wstęp
Zewnętrzny transformator zwiększa niezawodność i osiągi maszyny, choć wymaga dodatkowego
okablowania i miejsca, w którym można by było go umieścić. Zewnętrzny transformator zapewnia izolacje
elektrostatyczną. Ten typ transformatora zapobiega często spotykanym stanom nieustalonym i zmniejsza
zakłócenia elektromagnetyczne.
Zewnętrzne transformatory maja zazwyczaj wartości znamionowe 30 lub 45 kVA w zależności od wielkości
maszyny od której będą podłączone. HT10K, będzie potrzebował transformatora 45kVA gdy inne maszyny
wymagają transformatorów 30kVA.
Instalacja
Transformator powinien być położony tak blisko maszyny jak to tylko. Okablowanie wyjściowe i wejściowe
powinno odpowiadać lokalnym przepisom i być wykonane przez licencjonowanego elektryka. Poniższe
informacje służą jedynie jako wskazówki, należy je dostosować do lokalnych przepisów.
Przewód wejściowy nie powinien być mniejszy niż 10AWG (AWG –amerykański znormalizowany szereg
średnicy drutu) dla transformatora 30kVA lub 6AWG dla transformatora 45kVA.
Przewody biegnące dalej niż 2,5 m wymagają grubości co najmniej o jeden numer większej. Przewód
wyjściowy powinien mieć minimum 8AWG dla 30KVA. Dla transformatora 45KVA wielkość przewodu
wyjściowego powinna wynosić 4 AWG.
Oba rodzaje transformatorów izolowanych (480V i 240V) mają trójkątne uzwojenie pierwotne i wtórne.
Uzwojenie pierwotne ma 7 zacisków, 2 powyżej i 4 poniżej nominalnej wartości napięcia 480 V.

15
Dla instalacji używających zasilania 60Hz, uswojenie pierwotne powinno być podłaczone w następujący
sposób:
Zakres napięcia wejściowego
Zacisk
493-510 1
(504)
481-492 2
(492)
469-480 3
(480)
457-468 4
(468)
445-456 5
(456)
433-444 6
(444)
420-432 7
(432)
To powinno dać napięcie na uzwojeniu wtórnym 234-243 V RMS L-L. Należy to sprawdzić i zmienić
ustawienie przewodów na zaciskach, jeśli jest to potrzebne. W maszynie podłączyć przewody na wejście
wewnętrznego transformatora 230V do zacisków 227-243V. Włączyć zasilanie maszyny i sprawdzić czy
napięcie prądu stałego między 2 a 3 Vector Drive (drugi i trzeci z lewej) 329-345V. Jeśli nie, wrócić do
transformatora izolowanego 480V I odpowiednio zmienić ustawienia na zaciskach. Nie używać zacisków na
wewnętrznym transformatorze 230V do zmiany napięcia.
Instalacje 50Hz
Zewnętrzne transformatory są znamionowane dla 60Hz i nie mogą być używane przy 50Hz bez obniżenia
napięcia wyjściowego. Dla takich zastosowań, wewnętrzny transformator powinien być podłączony na
najniższe ustawienie (195-210V RMS). Zewnętrzny transformator powinien być podłączony zgodnie z
danymi podanymi poniżej. Jeśli takie podłączenie nie spowoduje wystąpienia napięcia prądu stałego
pomiędzy 2 a 3 Vector Drive pomiędzy 320 a 345V, należy zmienić ustawienia na zaciskach zewnętrznego
transformatora. NIE zmieniać podłączeń zacisków wewnętrznego transformatora z najniższej pozycji.
Zakres napięcia wejściowego
Zacisk
423-440 1
(504)
412-422 2
(492)
401-411 3
(480)
391-400 4
(468)
381-390 5
(456)
371-380 6
(444)
355-370 7
(432)
16
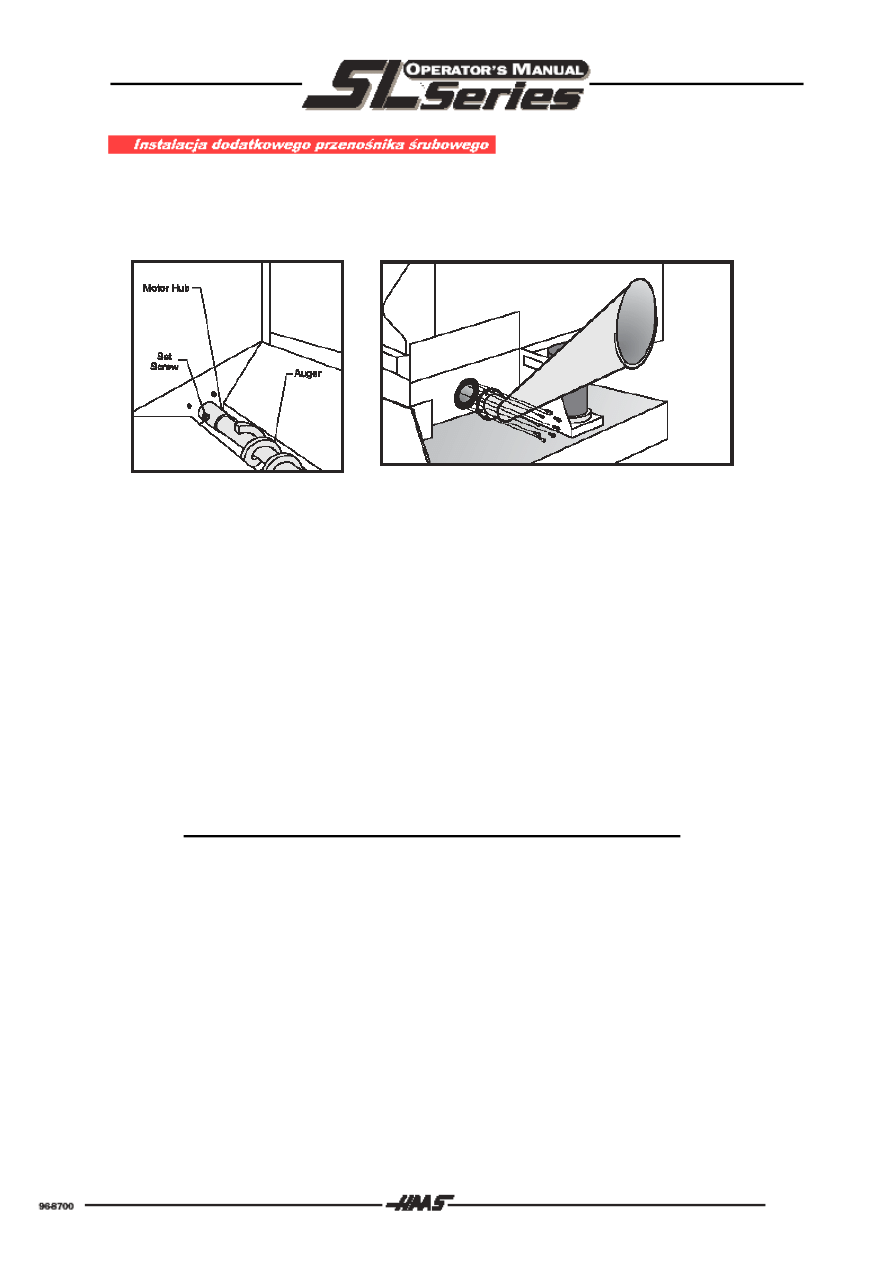
1. Rozpakować przenośnik śrubowy i tubę wyładowczą.
2. Włożyć przenośnik w twór tuby i wsunąć drugi koniec w kielich rury wyjściowej silnika. Przykręcić do
silnika za pomocą śruby 5/16-18 x 2½ cala.
Motor Hub – kielich rury wyjściowej silnika; Sat Screw – śruba mocująca; Auger – przenośnik śrubowy
3. Zainstalować uszczelnienie i wsunąć tubę w otwór. Przykręcić tubę za pomocą śrub i przeciwnakrętek.
4. Po rozpoczęciu pracy maszyny sprawdzić działanie przenośnika aby upewnić się co do kierunku
obrotów. Maja one przesuwać wióry do tuby wyładowczej. Jeśli przenośnik obraca się tak że wióry nie
są przesuwane we właściwa stronę, należy zmienić ustawienie bitu przełączającego w PARAM 209 z 1
na 0 lub z 0 na 1 aby zmienić kierunek obrotu.
KONSERWACJA
Podczas normalnego użytkowania, większość wiórów zostaje usunięta z maszyny poprzez tubę wyładowczą.
Pomimo tego, bardzo małe wióry mogą się przedostać przez zawór i zebrać na filtrze chłodziwa i zaworze
spustowym chłodziwa (poniżej zbiornika). Aby przeciwdziałać zablokowaniu zaworu spustowego należy
czyścić to miejsce regularnie. Jeśli zawór spustowy się zatka i chłodziw będzie się zbierało w maszynie,
należy przerwać prace i usunąć wióry blokujące przepływ. Opróżnić filtr chłodziwa i kontynuować pracę.
UWAGA: Przenośnik śrubowy i tuba wyładowcza zużywają się. Kawałki ściernicy,
stalowe opiłki i ciągłe używanie przyśpieszą proces zużywania się.
17
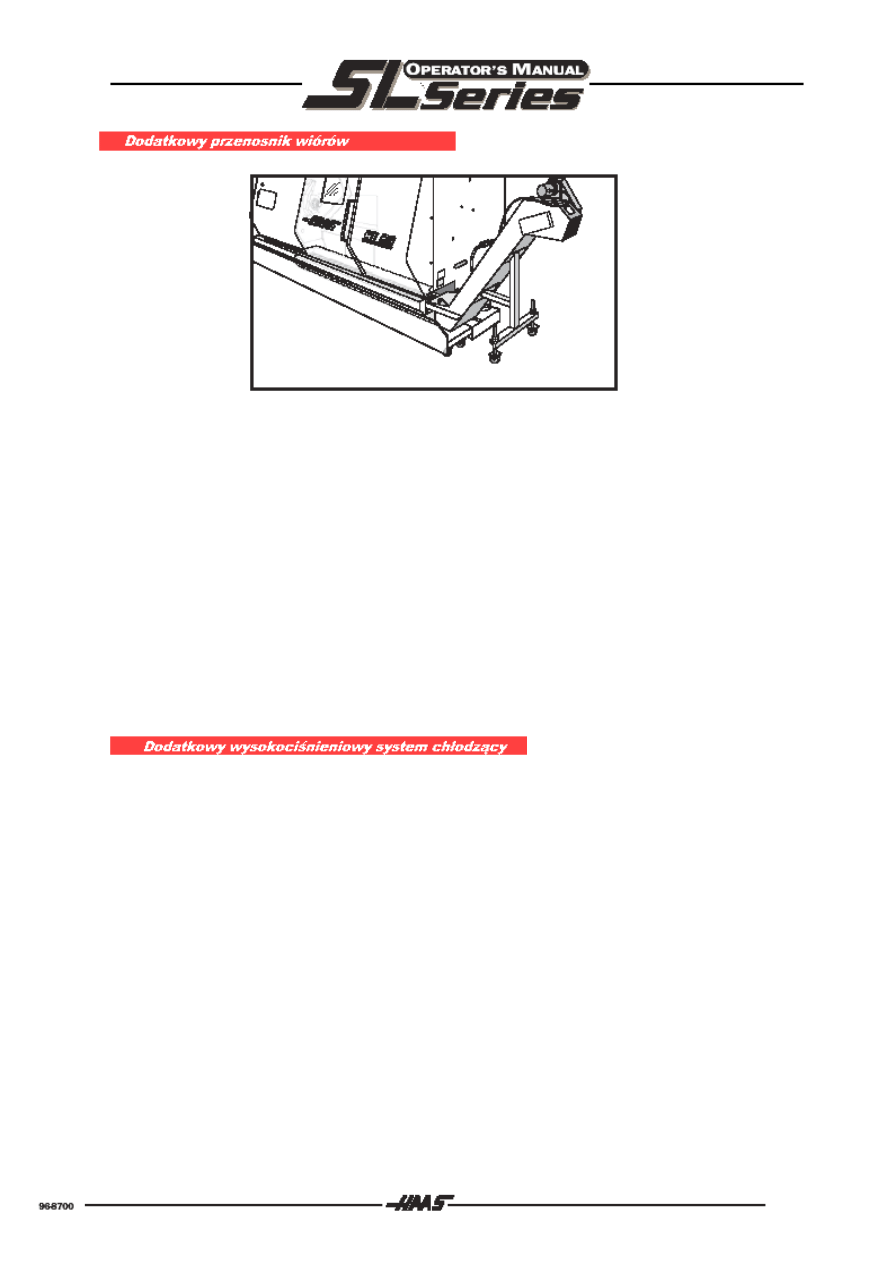
1. Rozpakować przenośnik wiórów i zlokalizować pokrywę wyładowczą.
2. Usunąć boczne i przednie skrzydełka z rejonu zbiorczego przenośnika.
3. Użyć podnośnika aby unieść podnośnik dostatecznie wysoko, tak aby zdemontować kółka i zainstalować
je w pozycji użytkowej.
4. Wsunąć początek przenośnika w otwór po prawej stronie maszyny, aż początek pochylni będzie w
pobliżu obudowy maszyny.
5. Gdy początek podnośnika spoczywa w obudowie ustawić kółka aby podtrzymywały przenośnik parę
milimetrów ponad brzegiem obudowy.
6. Zainstalować boczne i przednie skrzydełka oraz pokrywę.
7. Włączyć silnik przenośnika z boku panelu kontrolnego i sprawdzić jego działanie.
ZASTOSOWANIE
Wysokociśnieniowy system chłodzący ( High Pressure Coolant System) dla tokarek Haas CNC jest dualnym
systemem chłodzącym, posiadającym zarówno standardowe jak i wysokociśnieniowe pompy. Oba rodzaje
pomp są kontrolowane za pomocą kodów M. Standardowe pompy dostarczają chłodziwo pod niskim
ciśnieniem. Wysokociśnieniowe pompy dostarczają chłodziwo pod ciśnieniem do 300 psi, z maksymalnym
przepływem 5 galonów (ok. 19 l) na minutę.
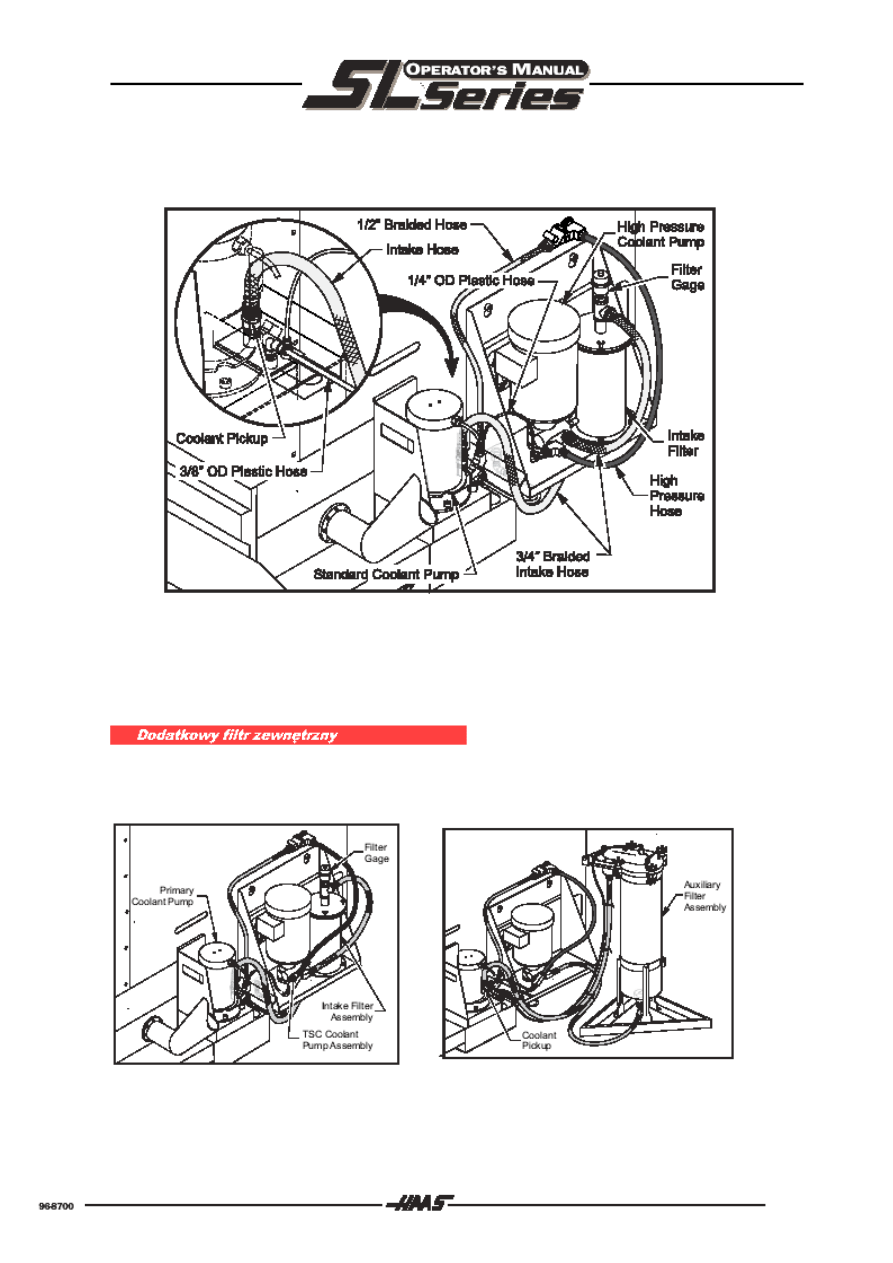
INSTALACJA
1. Podłączyć wąż filtra wejściowego do połączenia wychwytywanego chłodziwa obok pompy chłodziwa na
zbiorniku.
2. Przeprowadzić plastikowy wąż 1/4" umocowany do pompy wysokociśnieniowej do zbiornika
chłodziwa. Wetknąć go w łącznik 1/4" obok wychwytu chłodziwa.
3. Przeprowadzić plastikowy wąż 3/8" od spodu sprężarki wysokiego ciśnienia do kolanka 3/8" obok
pompy chłodziwa.
4.
Podłączyć wąż 1/2" z plecionki do standardowej pompy chłodziwa.
18
5. Odbezpieczyć system wysokociśnieniowy.
6. Uruchomić standardową pompę chłodziwa i sprawdzić czy nie ma przecieków na połączeniach.
Zainstalowany wysokociśnieniowy system chłodziwa
½” Braided Hose – plecionkowy wąż o średnicy ½”; Intake Hose – wąż wlotowy; High Pressure Coolant
Pump (HPC unit) – wysokociśnieniowa pompa chłodziwa; Filter Gage – zabezpieczenie filtra; Coolant
Pickup – wychwyt chłodziwa; 3/8 OD Plastic Hose – wąż plastikowy o średnicy 3/8”; Standard Coolant
Pump – standardowa pompa chłodziwa; ¾” Braided Hose – plecionkowy wąż o średnicy ¾”; High Pressure
Hose – wąż wysokociśnieniowy; Intake Filter – filtr wejściowy
Instalacja:
1. Podłączyć wąż z góry zewnętrznego filtra do łącznika na wychwycie chłodziwa.
Rys. 1.0 Standardowe ustawienie filtrów
Rys.2.0 Podłączony dodatkowy zewnętrzny filtr
19
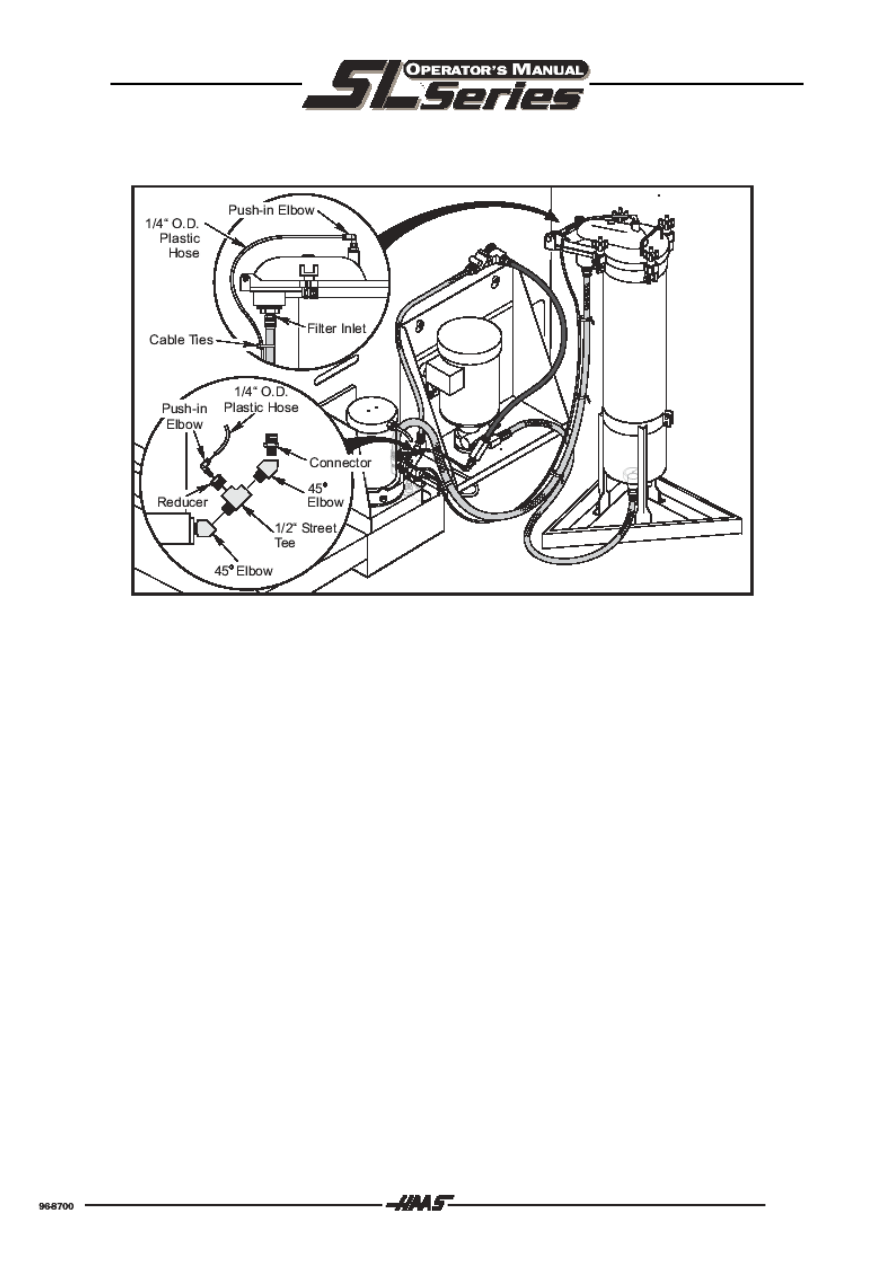
2. Zainstalować trójnik o średnicy ½” z zestawu pomiędzy dwoma kolankami na pierwotnej pompie
chłodziwa. Zainstalować zwężkę z zestawu na bocznym odprowadzeniu trójnika. Zamontować kolanko
¼” na zwężce (Patrz: Rys. 3.0).
Rys. 3.0 System podłączenia zewnętrznego filtru
Push-in Elbow, Elbow – kolanko; Plastic Hose – wąż plastikowy; Filter Inlet –
wlot filtra; Street Tie – trójnik; Reducer – zwężka; Cable Ties – opaski mocujące
3. Włożyć plastikowy wąż 1/4" w kolanko na pompie. Przeprowadzić wąż obok węża filtra wejściowego i
wokół zawiasu zewnętrznego filtru. Przyciąć wąż do odpowiedniej długości i wetknąć w kolanko na
górze filtra. Przymocować plastikowy wąż do węża wlotowego. (zobacz: Rys. 3.0).
4. Przymocować wąż ze spodu zewnętrznego filtra do wlotu pompy wysokociśnieniowej.
5. Sprawdzić czy pokrywa filtra jest szczelnie zamknięta. Używając klucza zacisnąć dwie tylnie nakrętki a
następnie przednią parę. Użyć momentu obrotowego zgodnie z zaleceniami producenta (ok. 30-50ft-lbs )
6. Uruchomić podstawowy system chłodzący na cztery minuty aby napełnić przewody podstawowego
filtru kieszeniowego przed użyciem systemu wysokociśnieniowego.
20
UWAGA!
NIE naciskać włącznika na panelu kontrolnym gdy wspornik przewozowy jest zamocowany
1. Przy głównym włączniku na panelu elektrycznym nastawionym na ON, nacisnąć jednokrotnie POWER
ON na panelu kontrolnym (przycisk ten jest z lewej, ku górze). Będzie słyszalne kliknięcie z tyłu
maszyny i ruszą wiatraczki (jeśli nie słychać tych dźwięków, maszyna nie ma zasilania, i z zachowaniem
należytych środków ostrożności sprawdzić połączenia na panelu elektrycznym). Po paru sekundach, na
ekranie pojawi się obraz.
MASZYNA MUSI BYĆ PRAWIDŁOWO PODŁĄCZONA!! Złe podłączenie faz spowoduje
uszkodzenie jednostki hydraulicznej i utratę gwarancji
2. Nacisnąć i puścić przycisk RESET dwukrotnie, aż nie będzie żadnych alarmów, aby włączyć serwa
(informacja „ALARM” pojawia się w lewym dolnym rogu ekranu jeśli zaistnieje jeden lub więcej
alarmów).
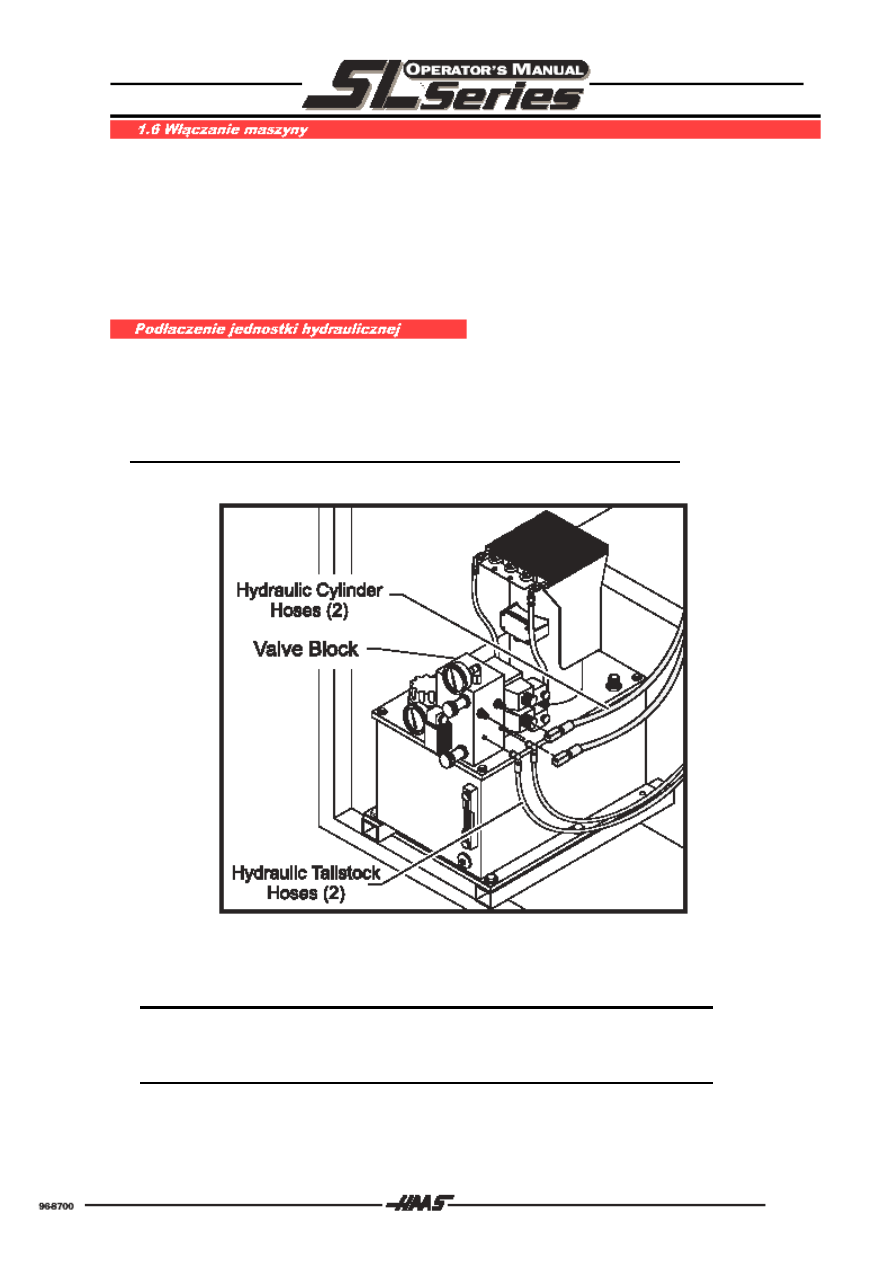
UWAGA: Pompa hydrauliczna działa zawsze gdy serwo jest włączone.
3. Sprawdzić wskaźnik ciśnienia pompy na jednostce hydraulicznej (jak na rysunku). Jeśli odczyt ciśnienia
wynosi zero, NATYCHMIAST WYŁĄCZYĆ MASZYNĘ.
UWAGA! Jeśli pompa hydrauliczna będzie pracować w tym stanie dłużej niż 30 sekund nastąpi jej
poważne uszkodzenie
21
UWAGA: Gdy ciśnienie wynosi zero, oznacza to że maszyna nie jest właściwie podłączona do
faz zasilania, i pompa obraca się w przeciwnym do właściwego kierunku. Jeśli
wskaźnik ciśnienia pokazuje właściwe ciśnienie, wszystkie podłączenia są wykonane
właściwie.
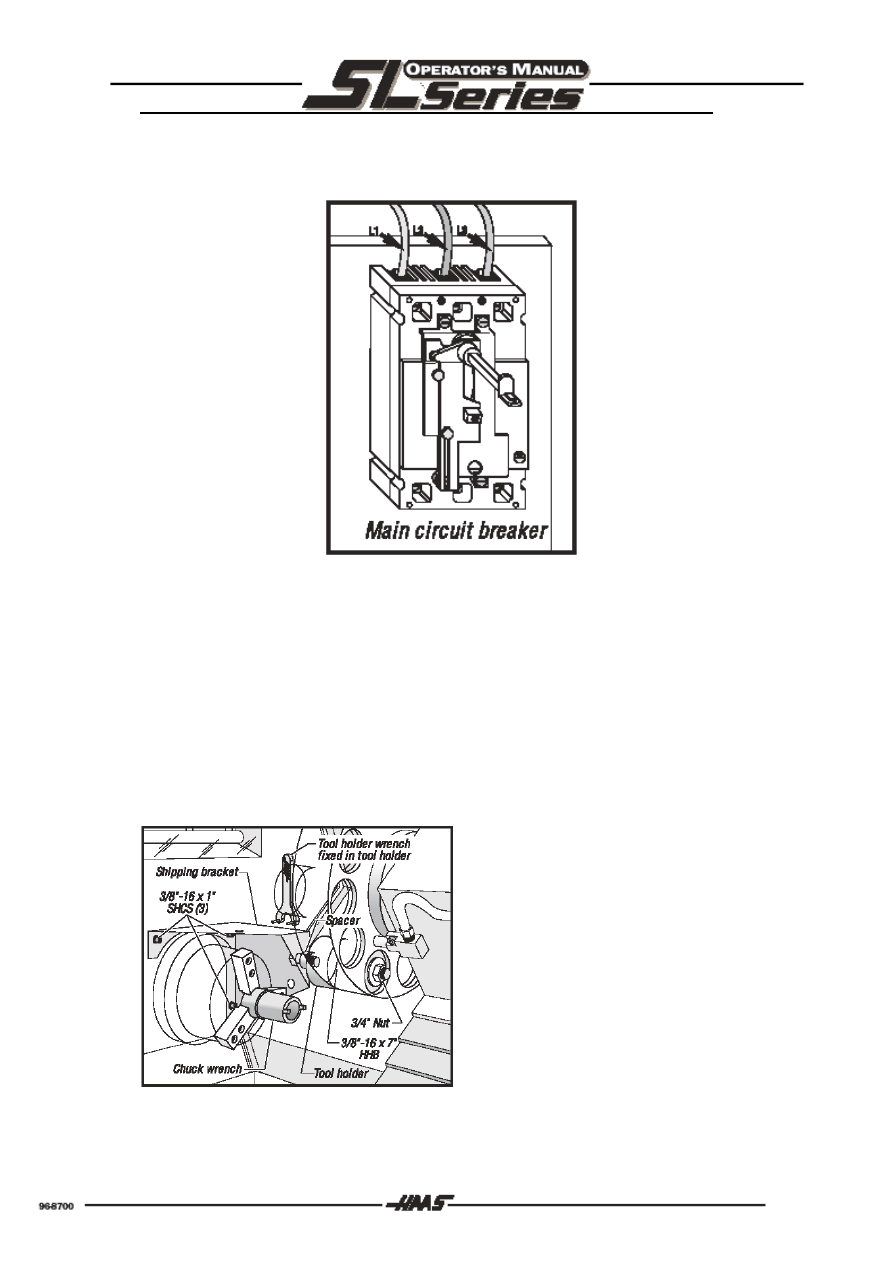
Przerywacz obwodu głównego.
4. Aby właściwie podłączyć maszynę do faz zasilania:
• Upewnić się nie ma prądu ze strony wejścia (góra) przerywacza głównego obwodu.
ZMIERZYĆ NAPIĘCIE!
• Zamienić każdą parę przewodów ze strony wejścia przerywacza głównego
• Zamknąć skrzynkę kontrolną.
• Powrócić do kroku 1 i przetestować prawidłowość podłączenia.
5. Używając klucza 1 1/4" usunąć 3/4-10" x 7" HHB, nakrętkę i część dystansową.
6. Nacisnąć ZERO RET , Z, a następnie ZERO SINGL AXIS (głowica oddali się od wrzeciona).
7. NIE NACISKAĆ POWER UP/RESTART !!
Shipping bracket – wspornik przewozowy; tool
holder – uchwyt narzędzia; Spacer – element
dystansowy; Chuck wrench – klucz zaciskowy;
Tool holder wrench fixed in tool holder – klucz
uchwytu narzędziowego zamocowany w
uchwycie narzędziowym.
8. Usunąć trzy 3/8"-16 x 1" SHCS A następnie usunąć wspornik przewozowy (patrz: rysunek)
22
9. Zamienić trzy 3/8"-16 x 1" SHCS z trzema 3/8"- 16 x 1/2" BHCS które są w torebce dołączonej do
głowicy.
10. Rozchylić uchwyt zaciskowy, aby wyjąć klucz zaciskowy. Poluzować i wyjąć klucz uchwytu
narzędziowego z uchwytu narzędziowego na głowicy.
11. Nacisnąć i puścić przycisk SETNG / GRAPH. Następnie przejść do ostatniej strony (nacisnąć PAGE
DOWN kilka razy). Kursor do Setting 53, JOG W/O ZERO RETURN (za pomocą klawisza dół). Aby
włączyć to ustawienie, należy nacisnąć i puścić klawisz kursora prawo, a potem nacisnąć i puścić
klawisz WRITE z lewej strony panelu kontrolnego. Włącza się JOG W/O ZERO RETURN przez
obejście powrotu do punktu zerowego.
UWAGA: To ustawienie, tak jak wiele innych, resetuje się na OFF (stan wyłączony) gdy maszyna
jest włączana. Zapobiega to działaniu maszyny gdy powrót do punktu zerowego nie został wykonany
– kontroler maszyny nie jest w stanie określić położenia dopóki nie zostanie ustawiona przez
procedurę powrotu do punktu zerowego. Dlatego też ważne jest wykonanie powrotu do punktu
zerowego zaraz po uruchomieniu maszyny ale NIE PODCZAS TEJ PROCEDURY
URUCHAMIANIA.
12. Nacisnąć i puścić RESET dwukrotnie, lub do czasu gdy ustaną alarmy, aby włączyć serwa. (informacja
„ALARM” pojawia się z lewej, na dole ekranu jeśli występuje jeden lub więcej alarmów).
UWAGA: Jeśli jakiekolwiek alarmy są wyświetlone i nie można ich usunąć przyciskiem RESET,
nacisnąć i zwolnić przycisk ALARM / MESGS aby otrzymać więcej informacji o
alarmach. Jeśli nie można ich zlikwidować, należy zapisać numer alarmu i zadzwonić do
producenta.
13. Nacisnąć i puścić HANDLE JOG i sprawdzić czy na ekranie pojawiła się „JOGGING Z AXIS
HANDLE .001”. Sprawdzić czy suport porusza się (nie więcej niż 0.001 cala na impuls ".001" część
informacji dla osi Z). Jeśli informacja nie pokazuje .001, nacisnąć i zwolnić .001 obok HANDLE JOG.
UWAGA: Górne liczby na przyciskach obok HANDLE JOG służą do obsługi uchwytu posuwów a
niższe liczby służą do ustawianie prędkości posuwu w calach na minutę gdy używa się
klawiszy JOG na klawiaturze numerycznej.
14. Jeśli jest się już pewnym że ruch w osi Z działa prawidłowo (czyli gładko i nie słychać żadnych
dziwnych dźwięków itp.), należy sprawdzić czy nie ma alarmów (dolny prawy róg ekranu). Następnie
zamknąć drzwi i nacisnąć i zwolnić ZERO RETURN, a następnie AUTO ALL AXES. Suport powinien
powoli poruszyć się w osi Z, a gdy osiągnie pozycję wyjściową, poruszy się w osi X.
UWAGA! Jeśli będą słyszalne jakiekolwiek dziwne hałasy, należy natychmiast nacisnąć
EMERGENCY STOP (awaryjny stop) i zadzwonić do producenta.
15. Maszyna jest teraz gotowa do poziomowania.
23
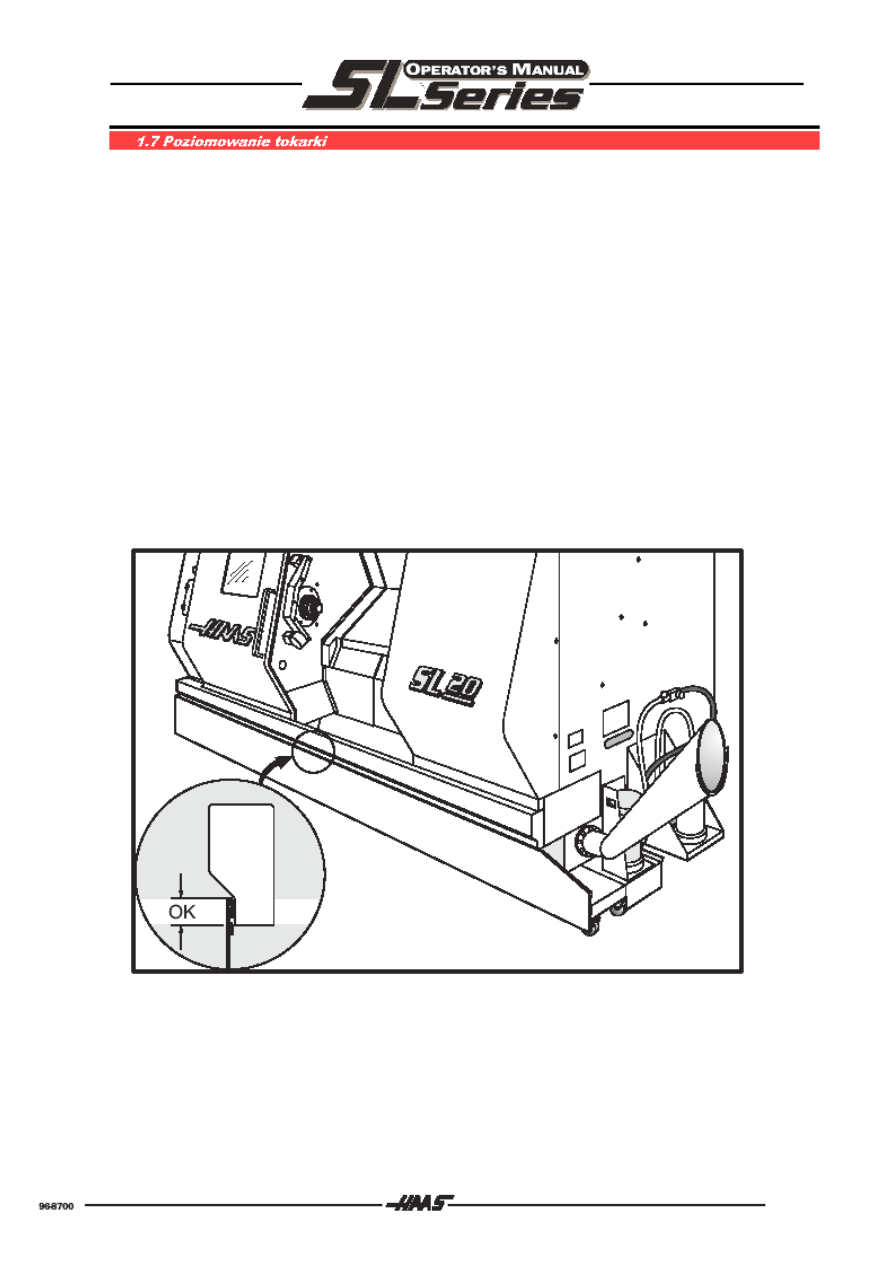
Poziomowanie jest wymagane dla zapewnienia właściwego odprowadzanie chłodziwa i oleju smarowniczego
oraz równego obciążenia wszystkich czterech stóp tokarki, co zapewni stałą jakość skrawania. Prosimy
zapoznać się z całym procesem poziomowania przed rozpoczęciem pracy.
1. Umieścić głowicę blisko wrzeciona (tak jak maszyna była transportowana). Usunąć prawy, końcowy
panel aby umożliwić dostęp do szyn posuwu osi Z.
2. Ułożyć poziomicę w poprzek prowadnic aby wypoziomować w linii przód-tył. Następnie umieścić
poziomicę wzdłuż aby wypoziomować w linii lewo-prawo. Należy uważać aby nie uszkodzić szyn.
3. Wypoziomować maszynę obracając śrubami poziomującymi. Kolejno ustawiać sąsiednie śruby aby
zapewnić prawidłowe obciążenie.
4. Ustawić wysokość maszyny (patrz: rysunek).
5. Należy zauważyć że każda śruba wymaga mniej więcej takiego samego momentu obrotowego aby ją
przekręcić.
6. Zacisnąć przeciwnakrętki.
24
1. Ustawić zbiornik chłodziwa pod czołem maszyny.
2. Podłączyć pompę chłodziwa i linie zasilające podajnika śrubowego do podłączeń umiejscowionych na
boku skrzynki kontrolnej.
3. Zmocować wąż chłodziwa do łącznika pompy umieszczonego w podstawie pompy chłodziwa.
4. Napełnić zbiornik wlewając ok. 35 galonów (ok. 130 l) (50 galonów dla SL-30, 75 dla SL-40). Stosować
jedynie chłodziwa oparte na wodzie.*
* Oleje mineralne mogą uszkodzić gumowe części wewnątrz maszyny
KONSERWACJA ZBIORNIKA CHŁODZIWA.
Należy czyścić zbiornik i jego przegrody oraz otwory w przenośniku śrubowym z wiórów. Przegrody
zbiornika są dostępne po otwarciu pokrywy zbiornika.
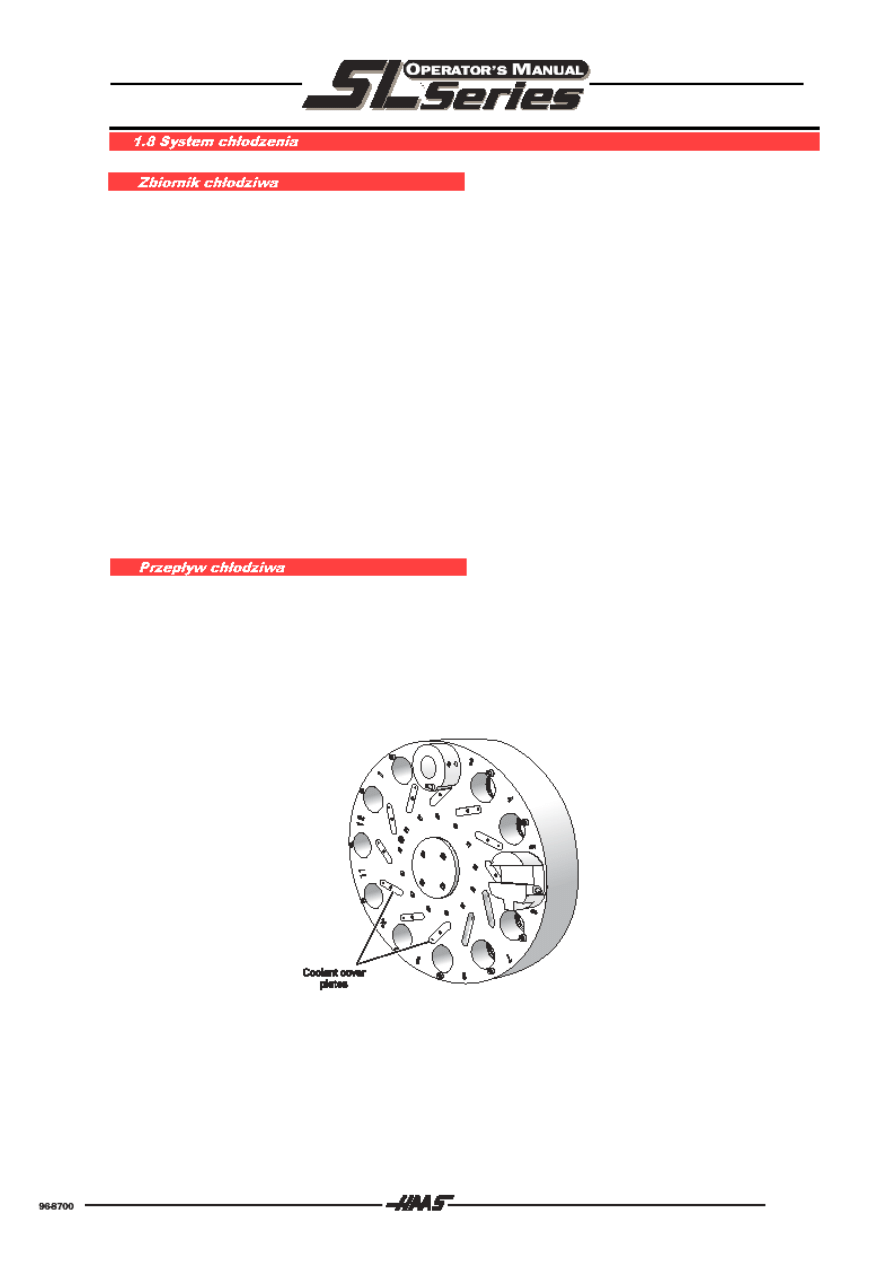
Wielkość przepływu chłodziwa można kontrolować ręcznie, używając rączki zaworu po prawej stronie
głowicy. Ta rączka może być przekręcona aby zamknąć wypływ chłodziwa, lub aby nastawić dowolną
wielkość przepływu.
Istnieje 10 lub 12 pokryw chłodziwa na głowicy; jedna na każde narzędzie. Aby umożliwić chłodziwu na
przepływ przez uchwytu narzędziowego, pokrywy muszą być na miejscu. W innym wypadku należy usunąć
pokrywy.
Głowica z zaznaczonymi pokrywami chłodziwa (Coolant cover plates)
25
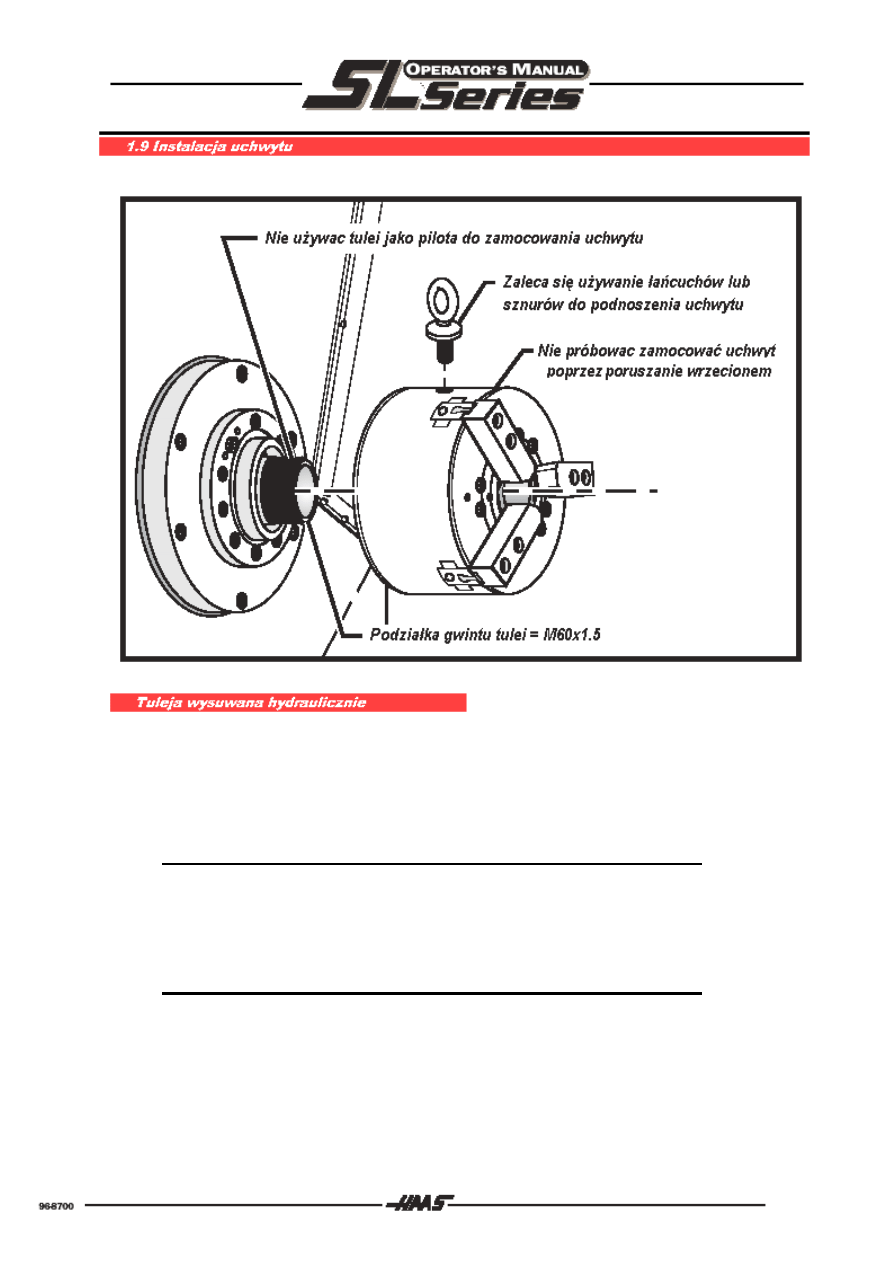
1. Powyższe instrukcje powinny być wykonywane zgodnie z podręcznikiem instalacji dostarczonym przez
producenta.
2. Zamontować uchwyt do czoła wrzeciona. ( zaleca się użycia podnośnika i śruby oczkowej dla SL-30 i
SL-40)
UWAGA: Użyć śrub naprowadzających aby naprowadzić uchwyt na tuleję. SL-20 ma rowek
klinowy, który musi być dopasowany do tulei.
3. Przeprowadzić tuleję przez uchwyt używając klucza do uchwytu.
UWAGA: Uchwyt musi być w całości nasadzony na tuleję. Należy popatrzeć w otwór uchwytu
czy widać gwint tulei. Wycofywanie uchwytu przy odsłoniętym gwincie tulei może
spowodować jej uszkodzenie.
4. Zacisnąć wszystkie śruby montujące uchwyt.
5. Zainstalować kołnierz tulei.
Document Outline
- 1.1 Wymiary maszyny
- 1.2 Wymagania techniczne
- 1.3 Poruszanie skrzyni
- 1.4 Rozpakowanie skrzyni
- 1.5 Ustawienie początkowe
- 1.6 Włączanie maszyny
- 1.7 Poziomowanie tokarki
- 1.8 System chłodzenia
- 1.9 Instalacja uchwytu
Wyszukiwarka
Podobne podstrony:
haasPl roz05
haasPl roz04
roz01 wszechświat
haasPl roz06
haasPl roz08
haasPl roz12
roz01 wszechświat k
haasPl roz09
haasPl roz02
haasPl roz10alarm
haasPl roz03
haasPl roz06
haasPl roz07
haasPl roz05
haasPl roz04
więcej podobnych podstron