
39
ZAŁACZNIK II
MATERIAŁY NA ELEMENTY ZBIORNIKÓW CI NIENIOWYCH
WYBRANE ZAGADNIENIA TECHNOLOGICZNE
1. Materiały na elementy zbiorników ci nieniowych
Do budowy i naprawy zbiorników ci nieniowych powinny by u yte materiały i wyroby
hutnicze, na które wytwórca wystawił za wiadczenie (atest hutniczy) bada . Za wiadczenie
powinno stwierdza , e materiały i wyroby hutnicze odpowiadaj normom pa stwowym, a w
razie ich braku normom bran owym. Za zgod ODT za wiadczenie bada mo e wystawi -
po przeprowadzeniu bada - okre lona instytucja badawcza.
Na nie spawane elementy zbiorników zaliczonych do klasy A powinny by stosowane
wyroby hutnicze [6]:
a) ze stali w glowych konstrukcyjnych zwykłej jako ci o okre lonych własno ciach
wytrzymało ciowych wg PN-72/H-84020,
b) ze stali w glowych konstrukcyjnych wy szej jako ci wg PN-75/H-84019,
c) bezszwowe rury jako ciowe ogólnego przeznaczenia wg PN-80/H-74219,
d) blachy kotłowe wg PN-81/H-92123,
e) rury kotłowe wg PN-85/H-74252,
f) nity kotłowe,
g) ze stali stopowych o okre lonych własno ciach wytrzymało ciowych
i okre lonym składzie chemicznym (wg PN-75/H-84024).
Na nie spawane elementy zbiorników klasy B nale y stosowa te same materiały, przy
czym stale powinny by uspokojone lub półuspokojone.
Na spawane elementy zbiorników klasy A i B nale y stosowa materiały wymienione w
punktach a-g, przy czym obowi zuje gwarantowana spawalno , i dodatkowo - dla
zbiorników klasy B - stale powinny by uspokojone lub półuspokojone.
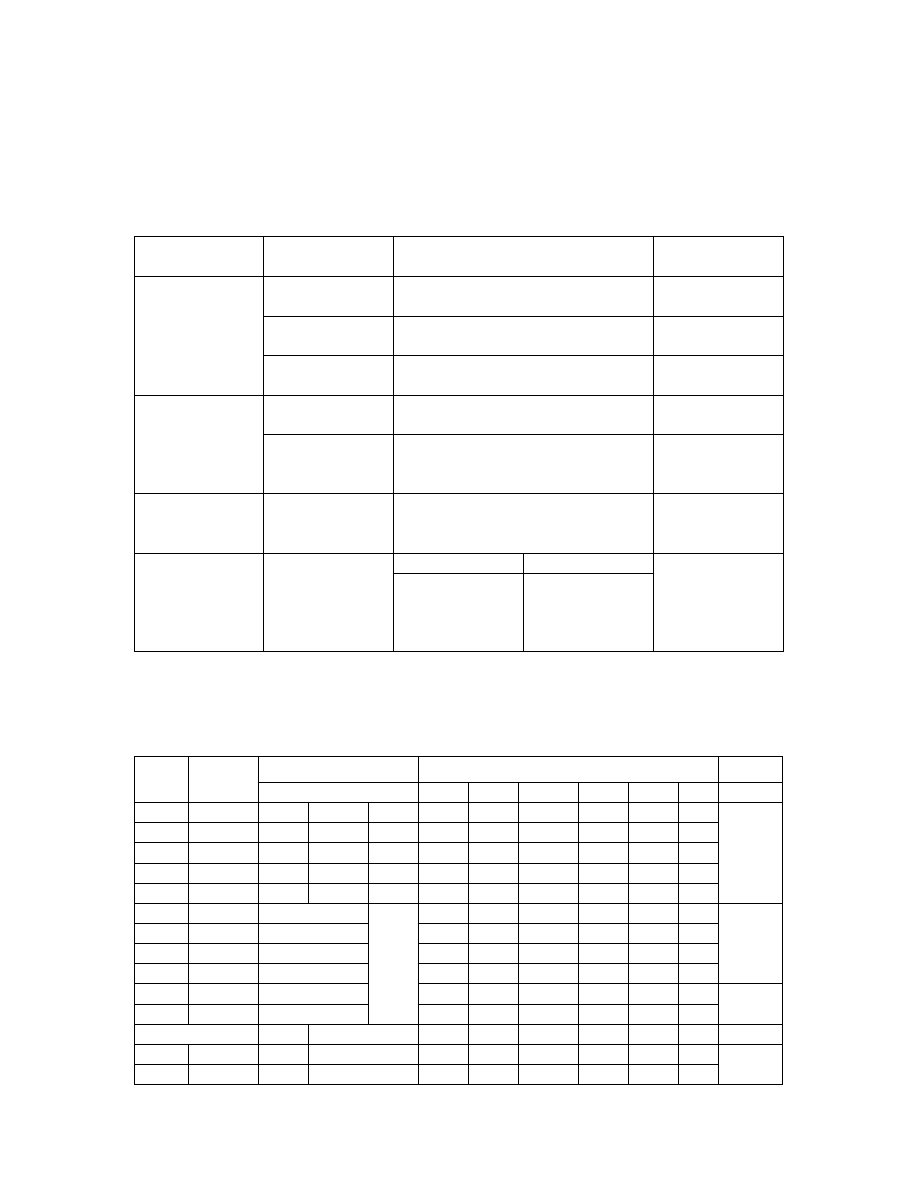
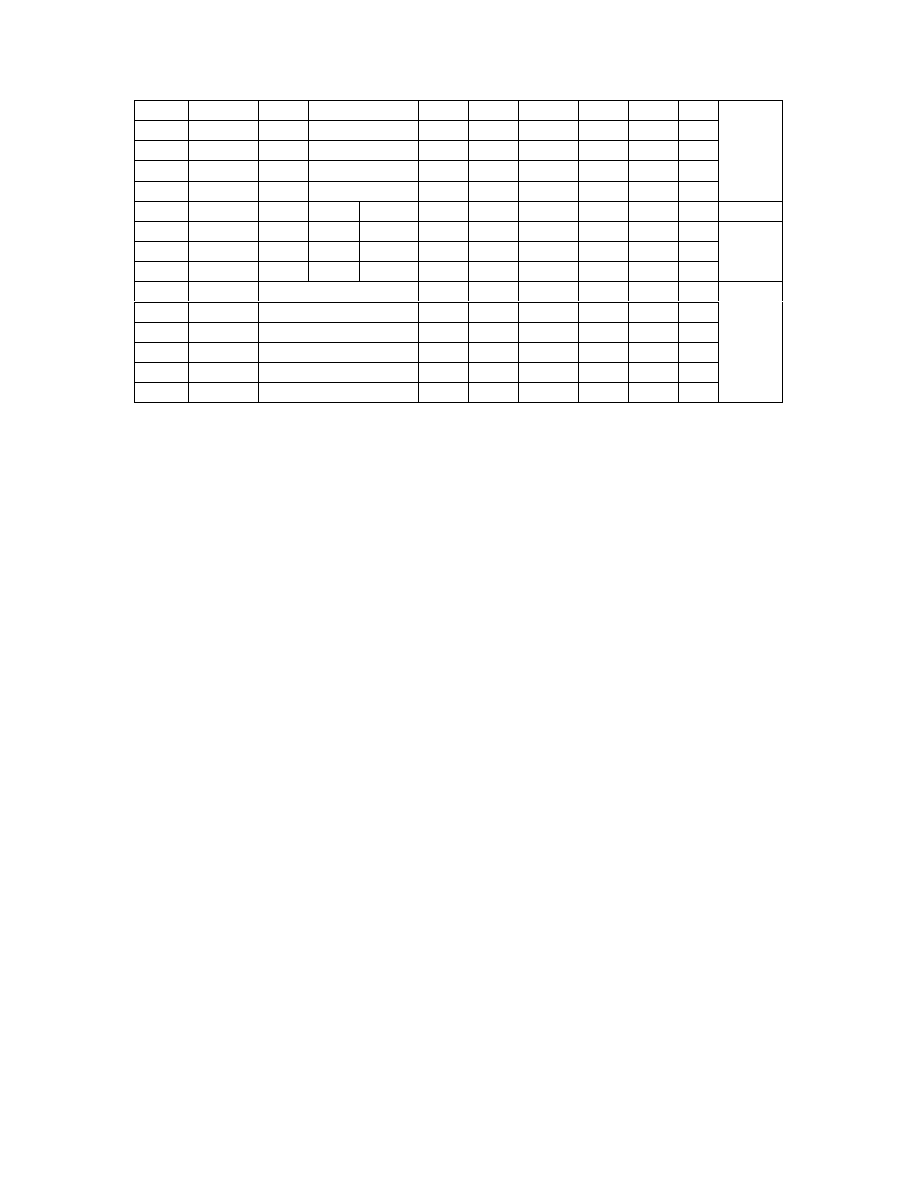
Niektóre wybrane stale stosowane na elementy zbiorników klasy A i B przedstawiono w
tablicy II-1 natomiast własno ci wytrzymało ciowe wybranych materiałów w tablicy II-2.
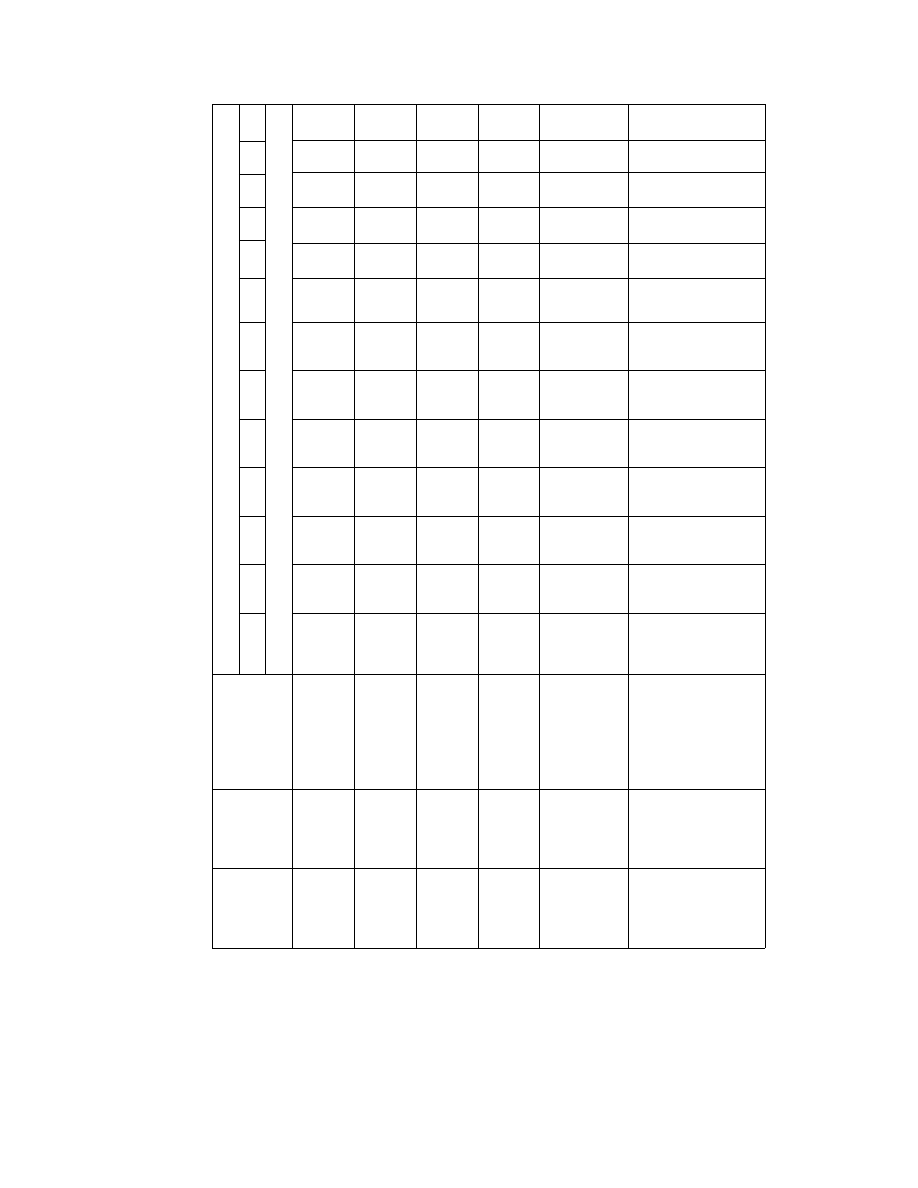
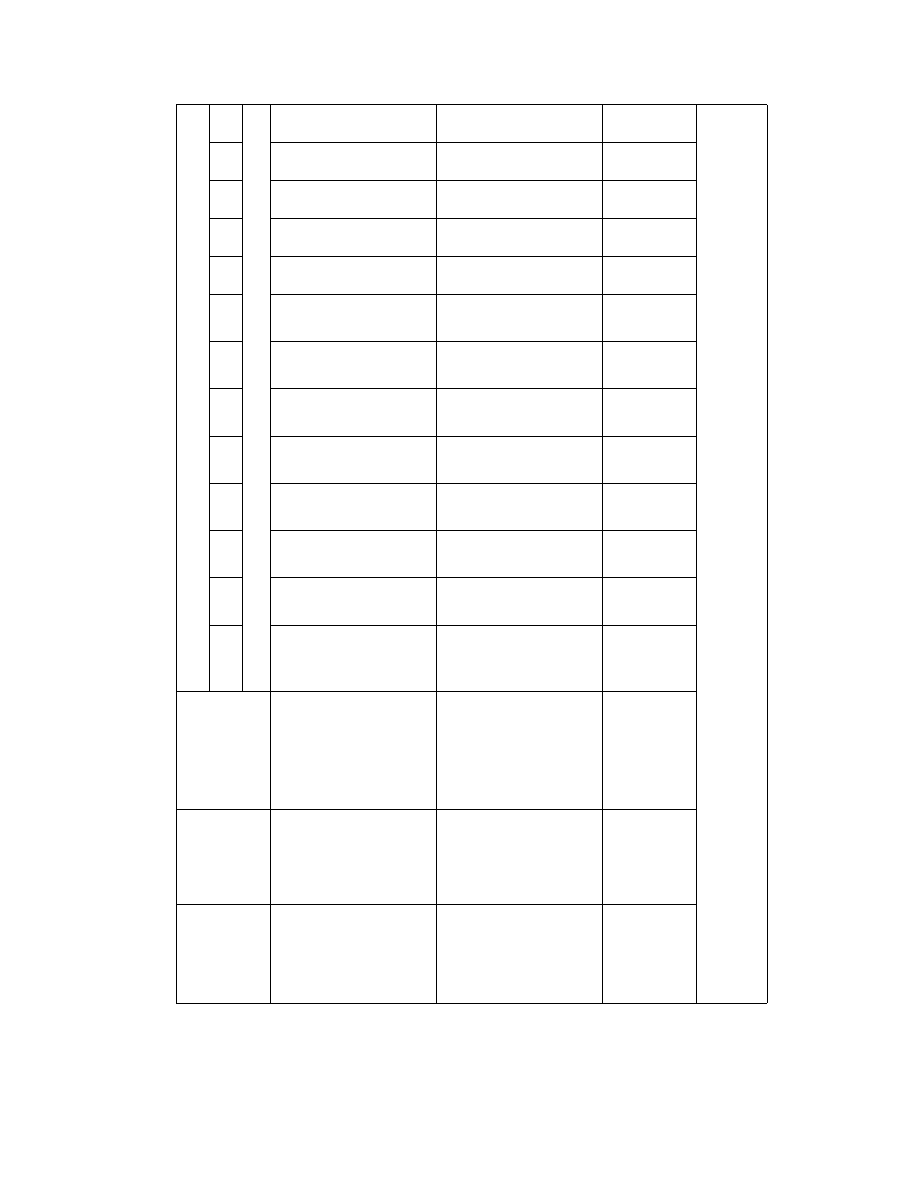
Tablica II-3 zawiera warto ci liczbowe dopuszczalnych ci nie roboczych w funkcji ci nienia
nominalnego i dopuszczalnej temperatury roboczej dla wybranych materiałów wg PN-81/ H-
02650.
eliwo, metale nie elazne i ich stopy oraz tworzywa niemetalowe mo na stosowa do
budowy elementów zbiornikowych według wymaga ustalonych dla tych elementów w
40
normach pa stwowych, a w razie ich braku w normach bran owych.
Tablica II-1
Wybrane stale stosowane w budowie zbiorników ci nieniowych
Wyrób
Zakres pracy
o
C
do
Gatunek stali
Uwagi
300
St3S, St4S (bez GU)
PN-72/
H-84020
400
10, 15, 20 (bez GU)
PN-75/
H-84019
Blachy
(cz
walcowa
dna tłoczona)
450
500
St36K, St41K, St44K (z GU)
15HM, 20M (z GU)
PN-81/
H-92123
300
R35, R45 (bez GU)
PN-80/
H-74219
Rury
450
500
550
K10, K18 (z GU)
16M (z GU)
15HM (z GU)
PN-85/
H-74252
Odkuwki
(np. kołnierze)
300
400
500
St3S, St4S (bez GU)
15, 20, 35, 45 (bez GU)
16M, 15HM, 25HM (z GU)
PN-70/
H-94009
ruby
nakr tki
ruby,
nakr tki,
rozpórki
300
400
450
St4S, St5
35, 45
16M, 15HM
25HM
St3S, St4S
25, St5
35
PN-80
H-93015
Tablica II-2
Granica plastyczno ci R
e
oraz wytrzymało R
m
dla wybranych materiałów
R
e
[MPa]
R
et min
[MPa] dla temp. t
o
C
Uwagi
Gat.
stali
R
m
[MPa]
Min. dla elem. o grub.
200 250
300
350
400 450
g= <20 20-40 40-60
St36K 350-440 225
215
205 175 165
135
120
100 80
St41K 400-490 255
245
235 205 185
155
135
120 100
St44K 430-520 275
265
255 225 205
175
155
135 120
15HM 430-550 305
295
295 275 255
235
215
205 195
(1)
K10 340-440
235
186 167
137
118
108 88
K18 440-540
255
206 186
157
137
127 108
16M 440-540
285
255 235
206
186
177 167
15HM 440-570
295
275 255
235
216
206 196
(2)
R35
345
235
185 165
135
-
-
-
R45
440
255
Dla
g
≤16
205 185
155
-
-
-
(3)
g= <40
40-100
15 (N)
370
220
210
180 170
140
125
110 92
20 (N) 390-400 240
230
200 180
160
145
110 95
41
35 (N) 510-520 290
270
240 220
210
180
155 125
45 (N) 590-600 330
320
260 240
240
210
175
-
16M
430
250
250
240 230
215
200
177 160
15HM 440-450 280
270
270 260
240
230
220 190
25HM 780/690 540
440
410 390
360
330
300 270
(4)
<16 16-40
40-100
St3S 375-416 235 226
216
177 167
137
-
-
-
St4S 415-510 255 245
235
191 177
157
-
-
-
St5 490-610 294 284
275
216 196
177
147
118
-
(5)
25
r.430
240
201 181
162
137
108
-
35
540-690
325
216 206
186
167
147
-
45
620-770
375
284 265
245
216
186
-
16M 430-630
255
245 225
210
196
172 157
15HM 490-690
345
275 265
245
226
216 186
25HM 590-740
440
412 392
363
334
304 275
(6)
Uwagi :
(1) Blachy kotłowe wg PN-81/H-92123
(2) Rury stalowe bez szwu kotłowe PN-85/H-74252
(3) Rury bez szwu walcowane na gor co PN-80/H-74219
(4) Odkuwki (g
≤ 100 mm) na urz dzenia energetyczne wg PN-70/H-94009,
(N)- stal normalizowana, (T)- stal ulepszana cieplnie
(5) PN-72/H-84020, PN-80/H-93016
(6) Pr ty stalowe łuszczone i ci gnione do pracy w podwy szonych temperaturach wg PN-
80/H-93016
42
St
3S
0
,1
0
,0
8
0
,0
7
R
35
0
,1
0
,0
9
0
,0
8
0
,0
7
0
,0
7
St
3S
0
,2
5
0
,2
0
,1
8
0,
17
0,
15
0
,1
4
R
35
0
,2
5
0
,2
2
0
,2
1
0,
19
0,
17
0
,1
4
St
3S
0
,4
0
0
,3
1
0
,2
7
0,
25
0,
24
0
,2
2
R
35
0
,4
0
0
,3
5
0
,3
3
0,
29
0,
27
0
,2
3
St
3S
0
,6
3
0
,4
7
0
,4
1
0,
38
0
,3
5
0
,3
2
R
35
0
,6
3
0
,5
3
0
,5
0
0,
44
0
,4
1
0
,3
4
St
3S
1
,0
0
0
,7
8
0
,6
9
0,
64
0
,5
9
0
,5
4
R
35
1,
00
0
,8
8
0
,8
3
0,
74
0
,6
9
0
,5
7
R
45
1,
00
1
,0
0
0
,8
8
0,
83
0
,7
8
0
,6
4
St
3S
1
,6
0
1
,2
7
1
,1
3
1,
09
0
,9
3
0
,8
3
R
35
1
,6
0
1
,4
2
1
,3
2
1,
23
1
,0
8
0
,8
8
R
45
1
,6
0
1
,6
0
1
,4
2
1,
32
1
,2
3
0
,9
8
K
10
1
,6
0
1
,4
2
1
,3
2
1,
23
1
,0
8
0
,9
3
20
1
,6
0
1
,4
2
1
,3
2
1,
23
1
,1
8
1
,0
3
0,
1
0
,2
0,
25
0
,4
0,
4
0
,6
0,
63
0
,9
1,
0
1
,5
1,
6
2
,5
D
op
us
zc
za
ln
a
te
m
pe
ra
tu
ra
ro
bo
cz
a
tp
, [
C
]
0
do
2
0
1
00
1
50
2
00
25
0
3
00
35
0
4
00
4
10
4
20
4
30
4
40
4
50
0,
78
0,
73
0,
91
0
,7
3
0
,6
9
0,
61
0
,5
3
0,
47
0
,4
2
2)
D
op
us
zc
za
ln
e
ci
ni
en
ie
ro
bo
cz
e
p
t ,
[M
Pa
]
C
i
ni
en
ie
no
m
in
al
ne
pn
om
[M
Pa
]
C
i
ni
en
ie
pr
ób
ne
pp
r
[M
Pa
]
G
at
un
ek
s
ta
li
1)
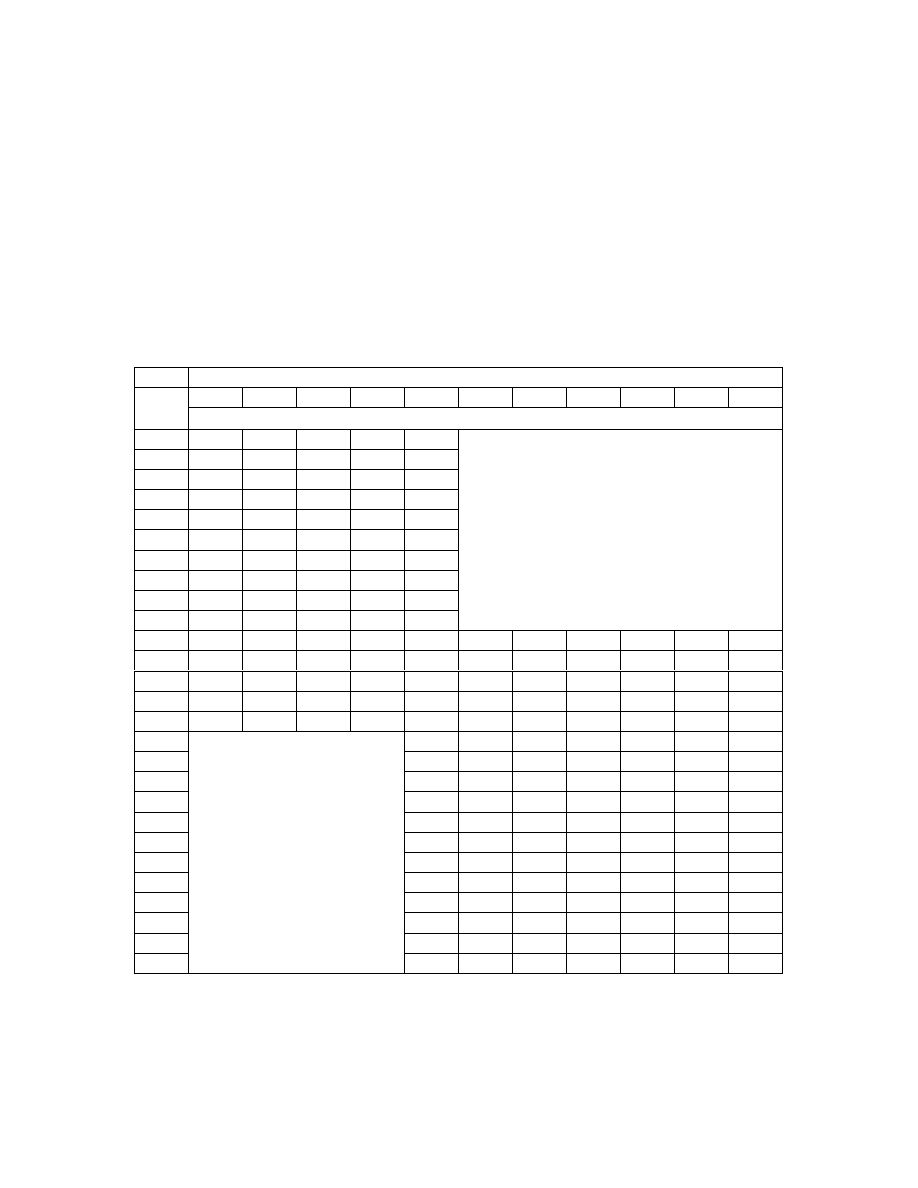
W
ar
to
ci
li
cz
bo
w
e
do
pu
sz
cz
al
ny
ch
c
i
ni
e
ro
bo
cz
yc
h
pt
w
fu
nk
cj
i c
i
ni
en
ia
n
om
in
al
ne
go
(
pn
om
)
i d
op
us
zc
za
ln
ej
te
m
pe
ra
tu
ry
ro
bo
cz
ej
tp
d
la
w
yb
ra
ny
ch
m
at
er
ia
łó
w
w
g
PN
-8
1/
H
-0
26
50
T
ab
lic
a
II
-3
o
43
2
,5
1
,9
6
1,
77
1
,5
7
1
,4
7
1,
32
2
,5
2
,1
6
2,
06
1
,8
6
1
,6
7
1,
37
2
,5
2
,5
0
2,
16
2
,0
6
1
,9
6
1,
57
2
,5
2
,1
6
2,
06
1
,8
6
1
,7
2
1,
47
1
,2
3
1,
13
2
,5
2
,1
6
2,
06
1
,8
6
1
,8
0
1,
62
1
,4
2
1,
13
2
,5
2
,3
5
2,
16
2
,0
6
1
,9
6
1,
62
1
,4
2
1,
23
-
--
2
,5
0
2,
26
2
,1
6
1
,9
6
1,
62
1
,4
2
1,
32
-
--
--
-
-
--
2,
50
2,
26
1
,9
0
1,
85
1
,8
1
-
--
--
-
-
--
--
-
--
-
4
,0
0
3,
63
3
,4
6
-
--
--
-
--
-
4,
00
3,
53
3
,0
4
2,
99
2
,9
4
-
--
4
,0
0
3,
73
3
,3
3
3
,1
4
2,
59
2
,2
8
2,
12
4
,0
3
,7
3
3,
53
3
,3
3
3
,1
4
2,
59
2
,2
8
1,
96
4
,0
3
,5
3
3,
33
3
,1
4
2
,9
4
2,
59
2
,2
8
1,
80
4
,0
3
,5
3
3,
33
3
,1
4
2
,7
5
2,
35
1
,9
6
1,
80
4
,0
4
,0
0
3,
53
3
,3
3
3
,1
4
2,
55
4
,0
3
,1
4
2,
75
2
,5
5
2
,3
5
2,
16
6
,3
5
,6
0
5,
30
4
,9
0
4
,6
0
4,
10
3
,5
3
2,
84
6
,3
5
,9
0
5,
60
5
,3
0
4
,9
0
4,
10
3
,5
3
3,
09
-
--
6
,3
0
5,
90
5
,3
0
4
,9
0
4,
10
3
,5
3
3,
33
-
--
--
-
--
-
6
,3
0
5
,7
0
4,
90
4
,7
0
4,
60
-
--
--
-
--
-
-
--
--
-
6
,3
0
5,
70
5
,4
0
1,
73
1
,5
3
1
,3
3
1
,1
8
1
,0
6
2,
75
2
,4
0
2
,1
1
1
,8
6
1
,6
7
1,
08
0
,9
5
0
,8
3
0
,7
4
0
,6
6
1,
18
1
,0
5
0
,9
2
0
,8
0
0
,6
8
1,
23
1
,0
5
0
,9
2
0
,8
0
0
,6
8
1,
78
1
,7
8
1
,7
7
1
,7
4
1
,7
2
1,
88
1
,6
9
1
,4
9
1
,2
9
1
,1
0
1,
96
1
,6
9
1
,4
9
1
,2
9
1
,1
0
2,
89
2
,8
4
2
,7
9
2
,7
7
2
,7
5
3,
33
3
,2
4
3
,1
4
3
,0
4
2
,9
4
2,
94
2
,6
5
2
,3
5
2
,0
0
1
,7
2
3,
09
2
,6
5
2
,3
5
2
,0
0
1
,7
2
4,
50
4
,4
5
4
,4
0
4
,3
6
4
,3
0
5,
20
5
,1
0
4
,9
0
4
,8
0
4
,7
0
D
op
us
zc
za
ln
a
te
m
pe
ra
tu
ra
ro
bo
cz
a
tp
, [
C
]
0
do
2
0
10
0
1
50
2
00
2
50
3
00
3
50
4
00
4
10
42
0
4
30
44
0
4
50
D
op
us
zc
za
ln
e
ci
ni
en
ie
ro
bo
cz
e
p
t ,
[M
Pa
]
C
i
ni
en
ie
no
m
in
al
ne
pn
om
[M
Pa
]
C
i
ni
en
ie
pr
ób
ne
pp
r
[M
Pa
]
1)
G
at
un
ek
s
ta
li
St
3S
R
35
R
45
K
10
20 St
41
K
K
18
16
M
K
18
St
41
K
15
H
M
16
M
20
K
10
R
45
St
3S
20 St
3S
St
41
K
16
M
15
H
M
2
,5
3
,7
4
,0
6
,0
6
,3
9
,5
cd
. t
ab
l.
II
-3
1)
d
ot
yc
zy
p
ró
by
h
yd
ra
ul
ic
zn
ej
2
) z
al
ec
a
st
os
ow
a
s
i
d
o
40
0
C
L
in
i
c
ie
nk
z
az
na
cz
on
o
gr
an
ic
p
rz
ej
ci
a
z
pa
ra
m
et
ru
w
yt
rz
ym
ał
o
ci
ow
eg
o
R
et
n
a
R
z
(1
E
5)
. C
i
ni
en
ia
w
yn
ik
aj
ce
z
R
z
(1
E
5)
z
na
jd
uj
s
i
p
o
pr
aw
ej
s
tr
on
ie
p
io
no
w
ej
li
ni
i o
zn
ac
za
j
ce
j t
em
pe
ra
tu
r
g
ra
ni
cz
n
.
2)
2)
2)
o
o

44
2. Zasady doboru stali
Najwa niejszymi czynnikami, wpływaj cymi na dobór gatunku stali s :
temperatura pracy elementu i wymagane własno ci mechaniczne w temperaturze pracy (lub
najwi ksze dopuszczalne odkształcenia podczas pracy) ; mo liwo rozszerzenia si elementu
i przewidywany czas pracy, a ponadto: rodzaj o rodka (np. atmosfera utleniaj ca, redukuj ca,
zawieraj ca zwi zki siarki lub nie, wodór itp.), oraz sposób ł czenia, a wi c przede
wszystkim, czy stal b dzie spawana, czy nie i czy istniej mo liwo ci obróbki cieplnej po
spawaniu.
Przy doborze gatunku stali zaleca si stosowa stal mo liwie najmniej stopow . Wraz ze
wzrostem stopowo ci, oprócz wy szego kosztu materiału, zwi kszaj si te trudno ci
technologiczne, a wi c przeróbka plastyczna, gi cie, obróbka skrawaniem itp. Nie mo na
dobiera równie materiałów o zbyt niskich własno ciach mechanicznych, gdy wówczas
grubo ci cianek elementów mog by zbyt du e, co ze wzgl du na przewodzenie ciepła jest
niekorzystne. Konieczne s wi c ci le ekonomiczne obliczenie kosztów materiału i jego
przerobu oraz ekonomika pracy elementu przy zapewnieniu przewidzianego czasu pracy.
45
G
at
un
ek
s
ta
li
N
or
m
a
C
i
-
ci
e
Sp
a-
w
al
-
no
N
aj
cz
ci
ej
s
to
so
w
an
e
m
et
od
y
sp
aw
an
ia
St
os
ow
an
e
m
at
er
ia
ły
d
o
sp
aw
an
ia
Po
dg
rz
ew
an
ie
do
s
pa
w
an
ia
O
br
ób
ka
c
ie
pl
na
p
o
sp
aw
an
iu
St
3S
St
4S
St
36
K
St
41
K
St
44
K
R
35
, R
45
K
10
, K
18
10
, 1
5
PN
-7
2/
H
-8
40
20
PN
-8
1/
H
-9
21
23
PN
-8
0/
H
-7
42
19
PN
-8
5/
H
-7
42
52
PN
-7
5/
H
-8
40
19
Sp
aw
an
ie
a
ut
om
at
.
Sp
aw
an
ie
p
ół
au
to
m
at
.
w
C
O
l
ub
C
O
+
A
r
Sp
aw
an
ie
g
az
ow
e
Sp
aw
an
ie
łu
ko
w
e
r
cz
ne
Sp
aw
. e
le
kt
ro
u
lo
w
e
Sp
aw
. ł
uk
ow
e
r
cz
ne
Sp
aw
. a
ut
om
at
yc
zn
e
Sp
aw
. p
ół
au
to
m
at
yc
zn
e
w
o
sł
on
ie
C
O
l
ub
C
O
+
A
r
Sp
aw
. ł
uk
ow
e
r
cz
ne
Sp
aw
an
ie
g
az
ow
e
Sp
aw
an
ie
a
ut
om
at
yc
zn
e
Sp
aw
. ł
uk
ow
e
r
cz
ne
Sp
aw
an
ie
g
az
ow
e
Sp
aw
an
ie
a
ut
om
at
yc
zn
e
dr
ut
S
p1
A
, t
op
ni
k
T
M
n
II
A
, T
M
n
II
dr
ut
S
p1
G
S
dr
ut
S
p1
A
el
ek
tr
od
y
E
R
1
.4
2,
E
R
1
.4
6
-
bl
ac
hy
c
ie
nk
ie
, e
le
kt
ro
dy
E
B
1
.4
6
E
R
3
.4
6,
E
A
1
.4
6
- b
la
ch
y
gr
ub
e
dr
ut
S
p1
A
, t
op
ni
k
T
M
n
II
el
ek
tr
od
y
E
B
1
.4
6,
E
R
3
.4
6
dr
ut
S
p1
A
, t
op
ni
k
T
M
nI
IA
, T
M
nI
I
dr
ut
S
p1
G
S
el
ek
ro
dy
E
SM
o
(R
i
B
)
dr
ut
S
p8
dr
ut
S
p8
, t
op
ni
k
T
A
St
-1
el
ek
tr
od
y
E
SC
rM
o
(R
i
B
)
dr
ut
S
p7
dr
ut
S
p7
, t
op
ni
k
T
A
St
C
r-
2
PN
-7
5/
H
-8
40
19
PN
-8
5/
H
-7
42
52
(r
ur
y)
PN
-8
1/
H
-9
21
23
Z
al
ec
an
e
10
0
do
2
00
C
pr
zy
z
aw
ar
to
ci
C
>0
.2
5
%
w
z
as
ad
zi
e
ni
e
st
os
ow
an
a
do
g
ru
bo
ci
g=
25
m
m
ni
e
st
os
ow
an
e
w
y
ar
za
ni
e
w
te
m
p.
87
0
d
o
92
0
C
15
0
do
2
00
C
dl
a
el
em
en
tó
w
gr
ub
yc
h
i o
d
u
ej
sz
ty
w
no
ci
pr
zy
g
ru
bo
ci
ac
h
g>
2
0
m
m
,
od
pr
an
ie
w
te
m
p.
55
0
do
6
50
C
15
0
do
2
50
C
pr
zy
w
i
ks
zy
ch
gr
ub
o
ci
ac
h
od
pr
an
ie
65
0
d
o
70
0
C
20
0
do
3
00
C
od
pu
sz
cz
an
ie
68
0
do
7
20
C
ace
tyl
eno
wo-
tle
now
e
spa
wal
na
ace
tyl
eno
wo-
tle
now
e
łat
wo
spa
wal
na
20
, 2
5
1
6
M
1
5
H
M
St
al
e
w
gl
ow
e
i n
is
ko
st
op
ow
e.
C
i
ci
e
i s
pa
w
an
ie
. Z
ab
ie
gi
c
ie
pl
ne
i
m
at
er
ia
ły
s
pa
w
al
ni
cz
e
[9
]
T
ab
lic
a
II
-4
3.
S
p
a
w
a
n
i
e
s
t
a
l i
w
g
l
o
w
y
c
h
i
n
i s
k
o
s
t
o
p
o
w
y
c
h
p
r z
e
z
n
a
c
z
o
n
y
c
h
d
o
p
r
a
c
y
w
p
o
d
w
y
s
z
o
n
y
c
h
t e
m
p
e
r
a
t u
r
a
c
h
2
2
2
2
o
o
o
o
o
o
o
o
o
o
o
o
46
Tablica II-5
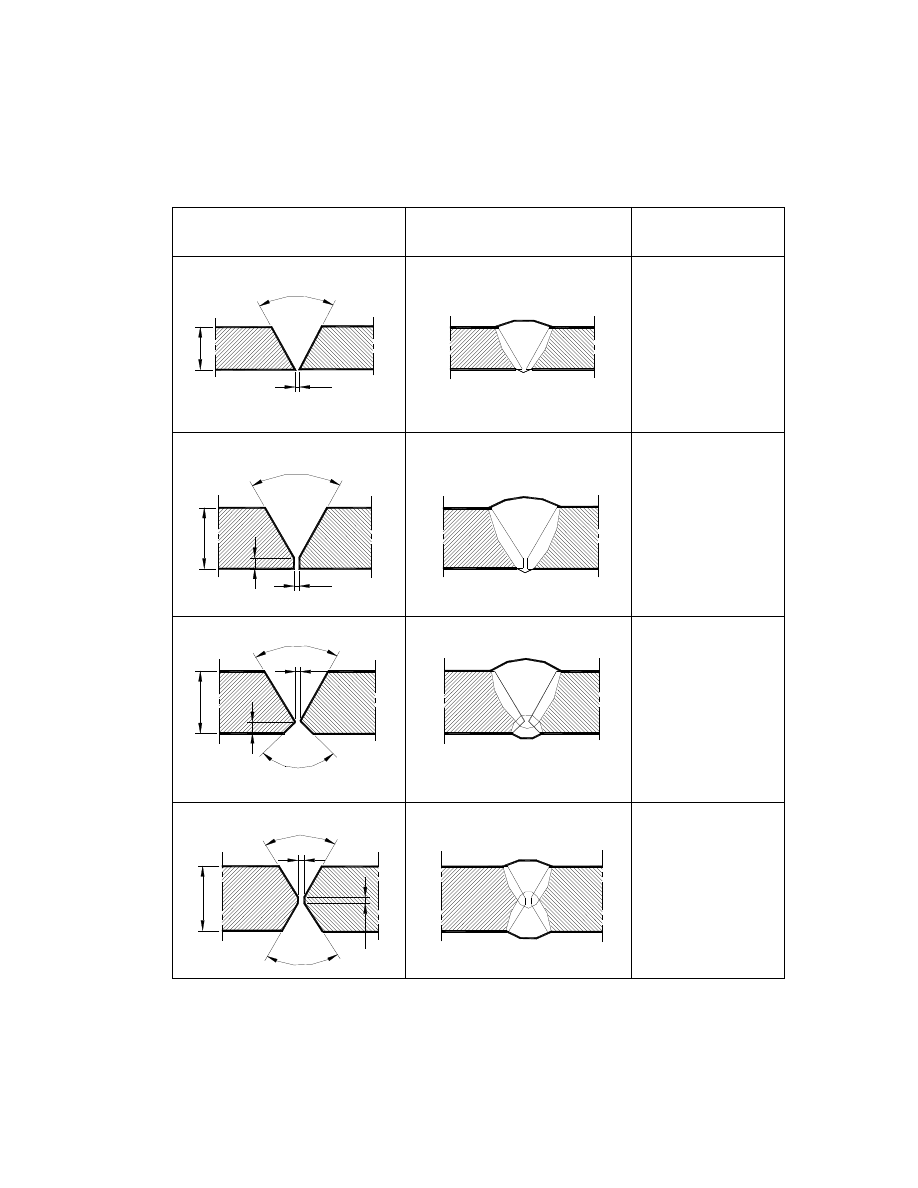
Spawanie łukowe r czne i półautomatyczne stali w glowych i niskostopowych.
Spoiny wzdłu ne i obwodowe płaszczy [9] (przykłady)
2
2
gp
gp
50-60°
60°
2
50-60°
50-60°
90°
gp
gp
50-60°
2-3
1.
5-
2
3
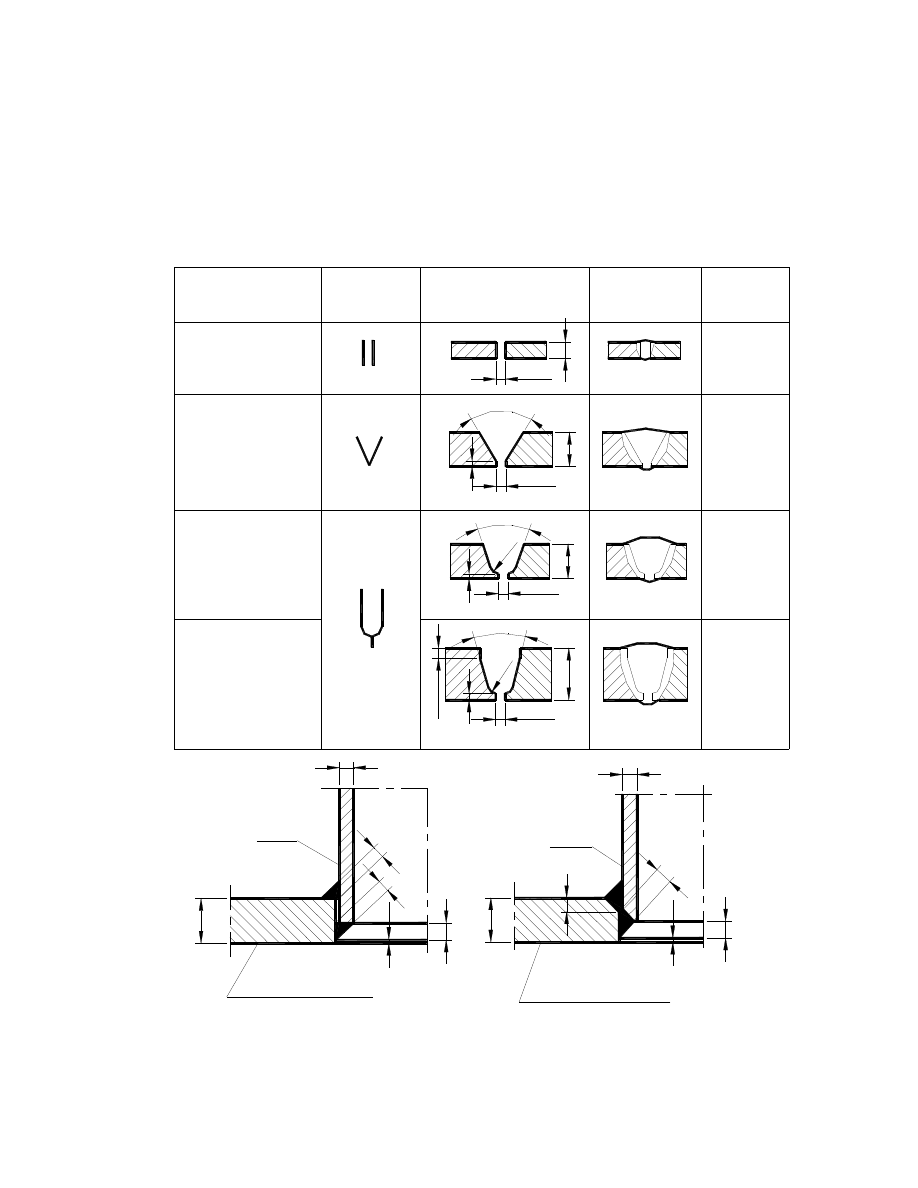
Przygotowanie materiału
do spawania
Szczegół zł cza spawanego
Uwagi
gp = 5 - 8 mm
(dla gp<5 mm
stosowa spoin
2I lub I według
PN-65/M-69014)
gp= 8 - 15 mm
ewent. podspawa
po wyci ciu grani
gp = 12 - 30 mm
(w tym zakresie
grubo ci gp mo na
te stosowa spoin
U wg PN-65/M
-69014)
gp = 12 - 40 mm
(dla gp > 40 mm
stosowa spoin 2U
wg PN-65/M-69014)
1-
2
Tablica II-6
47
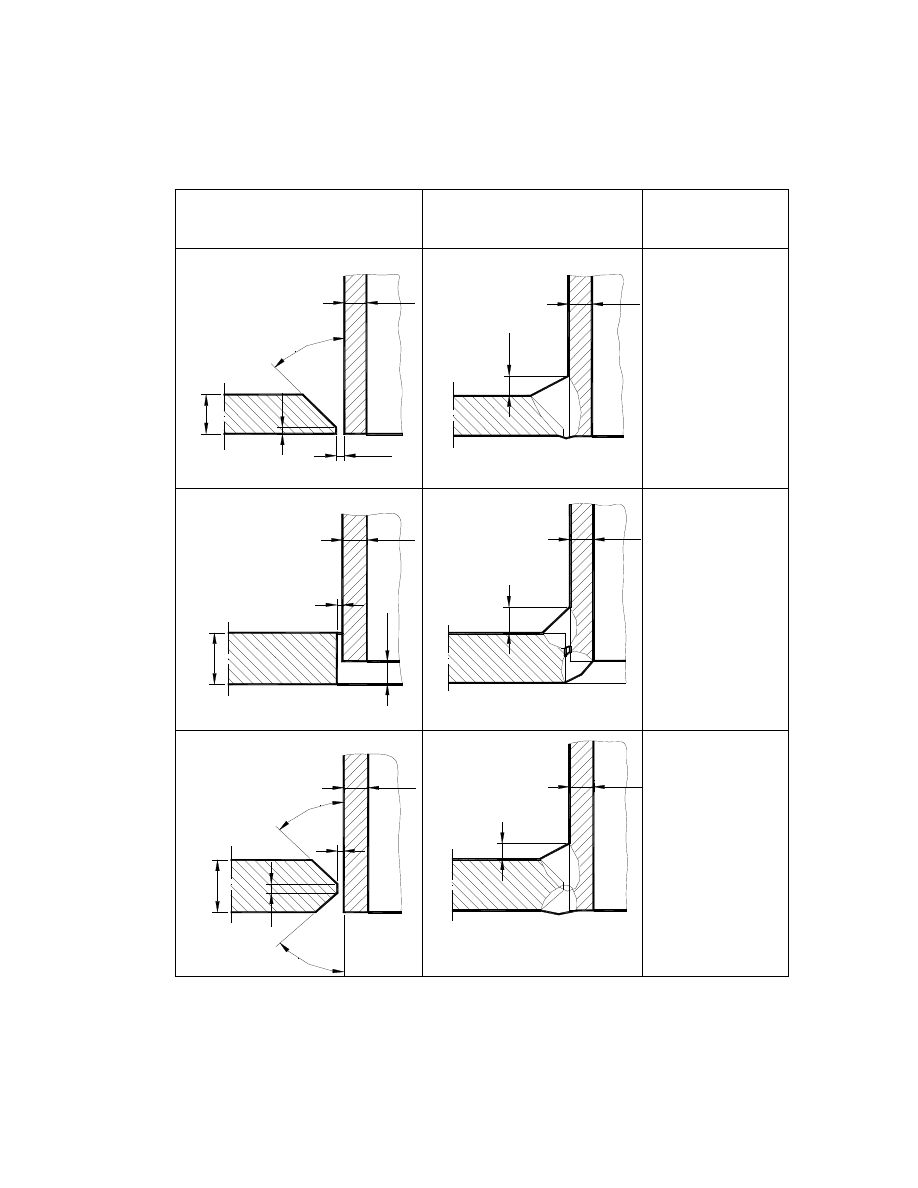
Spawanie łukowe r czne i półautomatyczne stali w glowych i niskostopowych.
Spoiny ł cz ce króciec z płaszczem i blach wzmacniaj c [9] (przykłady)
gp
2
2-3
gkr
45-5
5°
gkr
h1
gp
gk
r
gkr
gkr
h1
1
gp
2
gkr
gkr
45-5
5°
45-55°
2-4
h1
Przygotowanie materiału
do spawania
Szczegół zł cza
spawanego
Uwagi
gp=4 - 16 mm
h1= 0.5 gkr
(dla gp>15mm
mo na stosowa
spoin 1/2U)
gp=4-25 mm
h1=1-1.5 gkr
gp=12-40 mm
h1=0.5 gkr
48
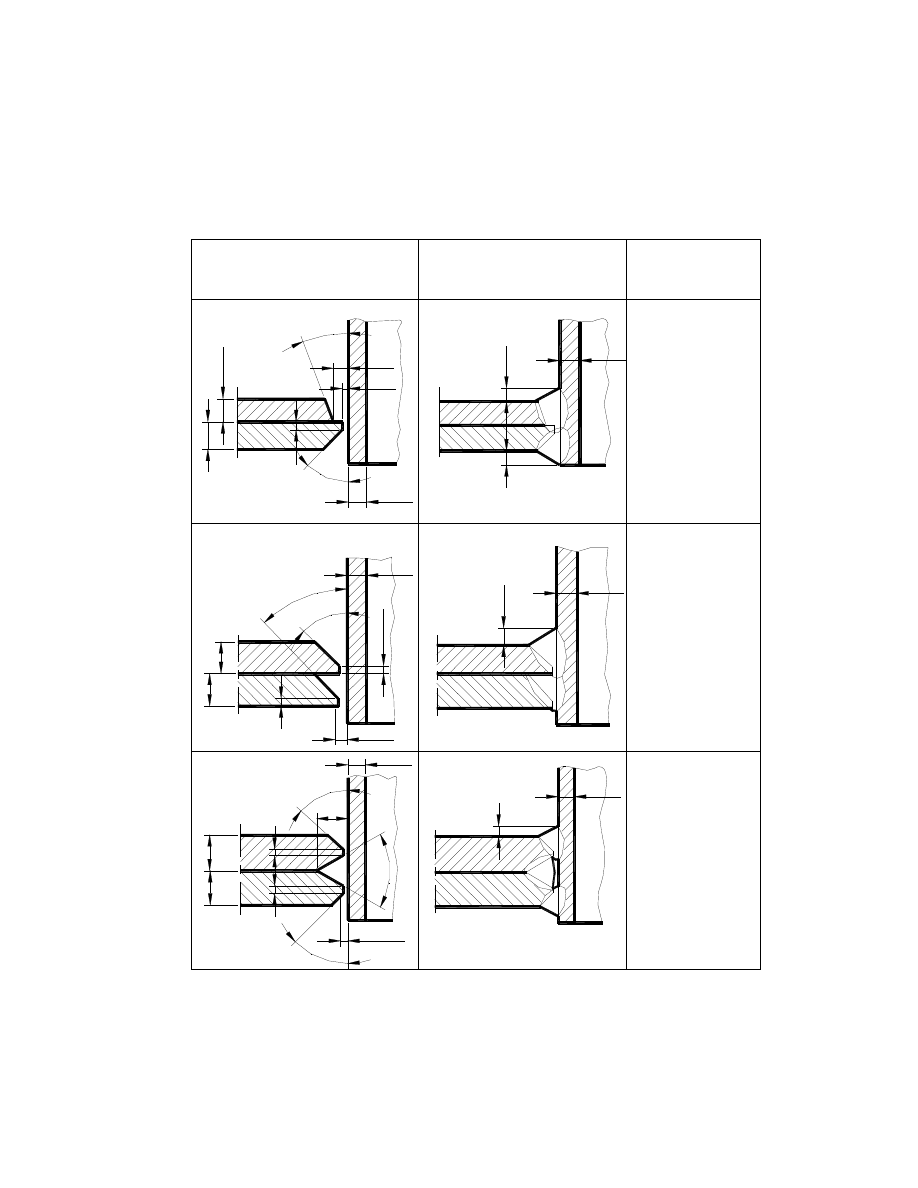
cd. tabl. II-6
Przygotowanie materiału
do spawania
Szczegół zł cza spawanego
Uwagi
gp=4-12 mm
h1=0.5 gkr
zaleca si
gwz = gp
gp=4-16 mm
h1=0.5 gkr
zaleca si
gwz = gp
(Walczak
niedost pny
do spawania
od wewn trz)
gp=12-40 mm
h1=0.5 gkr
zaleca si
gwz=gp
gp
gw
z
5-6
2-3
2
gkr
20-30°
45-55°
h1
h1
gkr
gp
gw
z
1.
5-
2
2-3
gkr
gkr
h1
1.
5-
2
45-5
5°
45-5
5°
gp
gw
z
gp
1.5-2
45-5
5°
45-55°
gkr
gkr
60
-7
0°
1-
2
1-
2
h1
49
3.1. Rodzaje i wielko ci spoin przy ł czeniu kołnierzy z rur
Tablica II-7
Przykłady przygotowania ko cówek szyjek kołnierzy wg PN-87/H-74710
do spawania z rur
Nazwa spoiny
Przekrój zł cza przed
spawaniem
Przekrój zł cza
po spawaniu
Grubo
cianki w mm
Oznaczenie
kształtu
spoiny
Spoina I
Spoina V
Spoina U
Spoina U
zw ona
do 3 mm
3 < s <12
12< s < 40
s > 40
a=0.7 s
h=s
Rura
a=0.7s
h=s
Rura
Kołnierz lub pier cie
Kołnierz lub pier cie
b
s
s
1
h
a
a
1
h
a
h
s
<3
1-3
1-3
1-3
60±3°
20±6°
20±6°
0.
25
s
s
s
s
b
5
5
1-
3
1-
3
1-
3
Rys.2.1. Zalecane rodzaje i wielko ci spoin przy ł czeniu kołnierzy wg PN-87/H-74731
lub pier cienia z rur
50
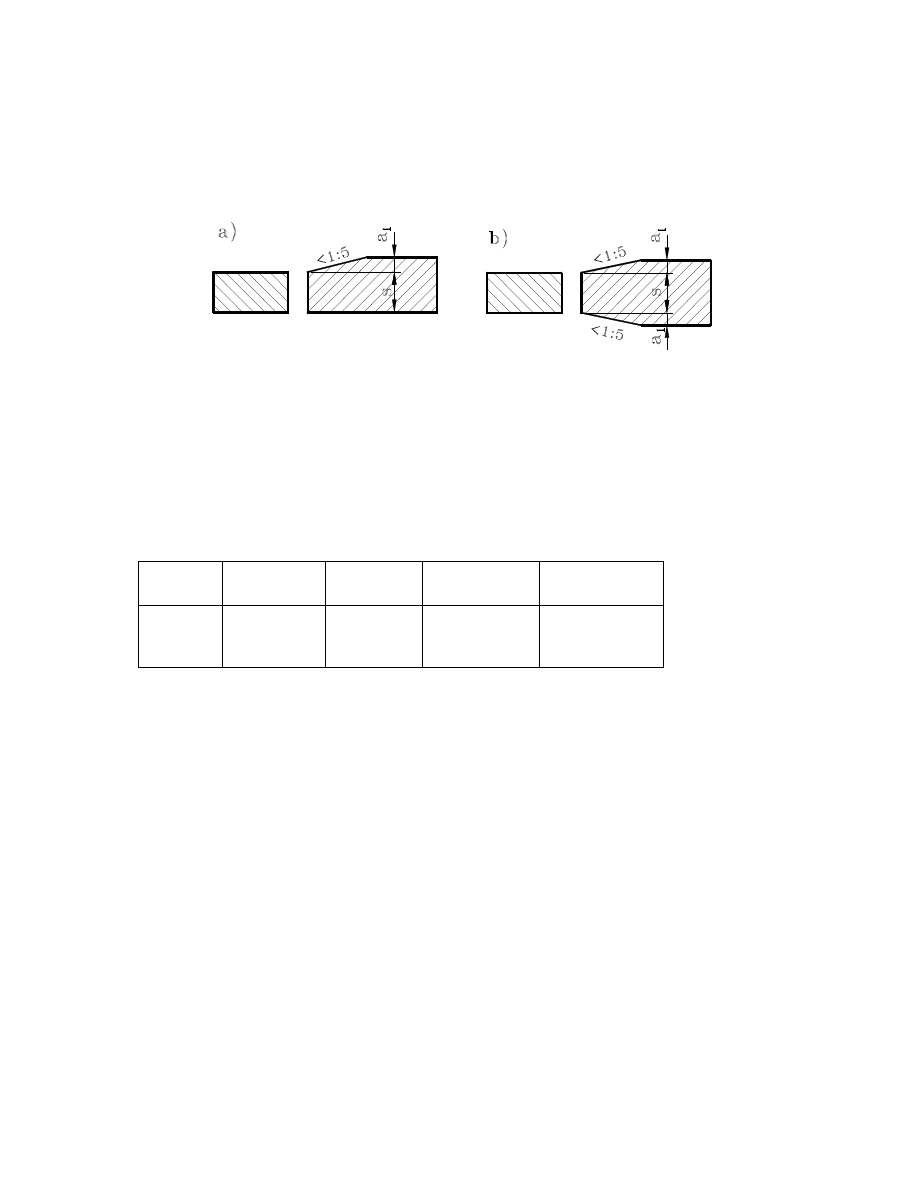
3.2. Przygotowanie do spawania cz ci o nierównej grubo ci wg PN-66/M-69015
Brzeg grubszej cz ci nale y obrobi uko nie a do wyrównania z grubo ci cie szej
cz ci, jak to przedstawiono na rys. 2.2. Nie mo na ukosowa cz ci walcowej zbiornika.
Rys.2.2. Obróbka grubszej cz ci: a) jednostronna, b) dwustronna
Dopuszcza si spawanie bez obrabiania grubszej cz ci, je li ró nica grubo ci a
1
(rys.2.2) w
zale no ci od grubo ci cie szej cz ci s nie przekracza wielko ci podanych w tabl. II-8.
Tablica II-8
Warto ci a
1
w zale no ci od grubo ci s
s
mm
Od 2 do 3
Powy ej 3 do
30
Powy ej 30 do
40
Powy ej 40 do 50
a
1
mm
1
2
4
6
Uwaga: por. zał cznik I - wymagania i zalecenia dotycz ce spawania elementów naczy
ci nieniowych wg UDT
4. Zwijanie płaszczy zbiorników
Zwijanie płaszczy zbiorników wykonuje si przewa nie maszynowo na walcarkach lub
prasach kraw dziowych przy u yciu odpowiedniego oprzyrz dowania. Charakterystyk
wybranych walcarek przedstawiono w tabl. II-9.
51
Tablica II-9
Charakterystyka walcarek do zwijania blach [9]
Firma, kraj, typ
Ilo wal-
ców
Szeroko
walców
Grubo
blachy
rednica
górnego
walca
rednica
dolnych
walców
Moc silni-
ka nap du
szt
mm
mm
mm
mm
KW
Werk Hronow CSRS
XZM5000/36
3
5000
36
600
580
75
Werk Hronow CSRS
XZM 3000/16
3
3000
16
320
275
21
VOEST, Austria
4000x50
3
4300
50
800
460
130
VOEST, Austria
8500x500
3
8800
50
1200
680
130
Dobór walcarek jest uzale niony od grubo ci i szeroko ci blachy, rodzaju materiału i
promienia gi cia. Promie gi cia wzdłu nych kraw dzi blachy, uprzednio podgi tych na
prasach, nie mo e by mniejszy od 1,15 promienia górnego walca. Przy prostych kraw dziach
blach współczynnik ten wynosi 1,3.
5. Wykonywanie den
rednic D
kr
kr ka, z którego ma by wykonane dno (rys. 4.1, zał cznik IV), oblicza si
ze wzoru:
D
kr
= p (D
z
– g) +2 (h
c
+ q) - g
gdzie: p - współczynnik wg tablicy II-10, zale ny od H
z
/D
z
,
q - naddatek na obróbk (zale ny od grubo ci g i rednicy dna -
zwykle w granicach 5-20 mm)
pozostałe wielko ci - por. zał cznik IV
Tablica II-10
Warto ci współczynnika p
H
Z
/D
Z
0,20
0,21
0,22
0,23
0,24
0,25
0,26
0,27
p
1,16
1,17
1,18
1,19
1,20
1,21
1,22
1,24
52
Tablica II-11
Tolerancje wykonania den [9]
Odchyłki dla den o rednicy
Rodzaj odchyłki
Grubo
dna mm do 2200 mm powy ej 2200
mm
Tolerancja rednicy zewn trznej
≥10
+0,7%
-0,2%
+0,8%
-0,2%
Tolerancja rednicy wewn trznej
±0,5%
±0,5%
Owalizacja
0,7%
0,7%
Dopuszczalne miejscowe wycienienie
grubo ci
≤ 40
> 40
10%
15%
10%
15%
Zbie ne pogrubienie cz ci wal-
cowej dla h
c
≤ 100
h
c
>100
≤ 40
> 40
≤ 40
> 40
1 + 0,08 g
1 + 0,1 g
1 + 0,1 g
1 + 0,12 g
1 + 0,08 g
1 + 0,1 g
1 + 0,1 g
1 + 0,12 g
Nierównosci i zafałdowania na
powierzchni cz ci wypukłej
≤ 10
10-20
> 20
5
3
3
8
5
3
Nierówno ci i zafałdowania na
powierzchni cz ci walcowej
≤ 10
> 10
1,5
1
1,5
1
Odchyłka od całkowitej wysoko ci dna
dla den nie obrobionych
dla den obrobionych
+ 30
0
± 10
+ 50
0
± 10
Dopuszczalne nierówno ci na cz ci
płaskiej dna
≤ 25
> 25
20
10
do 20
do 10
53
ZAŁ CZNIK III
CI NIENIA I TEMPERATURY
KLASY ZBIORNIKÓW CI NIENIOWYCH
1. Ci nienia i temperatury
Podstawowe parametry pracy - ci nienia i temperatury, którym podlegaj elementy
ci nieniowe s przedmiotem normy PN-81 /H-02650 (por. tablice III-1 i III-2).
Tablica III-1
Nazwy, okre lenia i oznaczenia ci nie wg PH-81/H-02650
Nazwa parametru
Symbol
Znak na
wyrobie
Jedno-
stka
miary
Okre lenie
Ci nienie robocze
Najwy sze ci nienie
robocze -
Najni sze ci nienie
robocze
p
r
p
r max
p
r min
PR
-
-
MPa
MPa
MPa
rzeczywiste ci nienie czynnika
roboczego
Ci nienie obliczeniowe
p
o
-
MPa
stałe ci nienie przyj te do
oblicze wytrzymało ciowych
wynikaj ce z najwy szego ci-
nienia roboczego i warunków
eksploatacji bez uwzgl d-
nienia dopuszczalnego krót-
kotrwałego jego wzrostu
(przy zadziałaniu zabezpie-
cze ) nie wi kszego ni 10%,
Je eli sumaryczny czas trwa-
nia wzrostu nie przekracza
5% czasu pracy elementu
p
o
≥ p
r
Dopuszczalne
ci nienie
robocze
P
t
PT
MPa
najwy sze stałe ci nienie
robocze elementu w okre lo-
nej temperaturze roboczej,
zale ne od zastosowanego
materiału i przepisów bez-
piecze stwa
p
t
≤ p
o
54
cd. tabl. III-1
Nazwa parametru
Symbol Znak na
wyrobie
Jedno-
stka
miary
Okre lenie
Ci nienie próbne
p
pr
-
MPa ci nienie, któremu poddaje si element w celu
sprawdzenia szczelno ci prób hydrauliczn lub
pneumatyczn ; w czasie próby hydraulicznej
wyst puje zale no p
pr
> p
r
w czasie próby pneumatycznej wyst puje
zale no
p
pr
≤ p
r
Ci nienie nominalne p
nom
PN
MPa ci nienie charakteryzuj ce wymiary i wytrzymało
elementu ci nieniowego w temperaturze
odniesienia (t
b
)
Ci nienie niszcz ce p
k
-
MPa najni sze ci nienie, przy którym nast piło zniszcze-
nie elementu podczas niszcz cej próby
hydraulicznej
Tablica III-2
Nazwy, okre lenia i oznaczenia temperatur wg PH-81/H-02650
Nazwa parametru
Symbol
Znak na
wyrobie
Jedno-
stka
miary
Okre lenie
Temperatura
robocza
Najwy sza
temperatura
temperatura
robocza
Najni sza
temperatura
robocza
t
r
t
r max
t
r min
TR
-
-
°C
°C
°C
Rzeczywista temperatura
czynnika roboczego
Temperatura
obliczeniowa
t
o
-
o
C
najwy sza stała temperatura elementu przyj ta do
oblicze wytrzymało ciowych bez uwzgl dnienia
krótkotrwałego wzrostu nie wi kszego ni 10
o
C,
je eli sumaryczny czas trwania wzrostu nie
przekracza 5 % czasu pracy elementu
t
o
≥ t
r
55
cd. tabl. III-2
Nazwa parametru
Symbol Znak na
wyrobie
Jedno-
stka
miary
Okre lenie
Dopuszczalna
temperatura robocza
t
p
TP
°C
najwy sza stała temperatura.
robocza elementu przy dopu-
szczalnym ci nieniu roboczym,
zale na od zastosowanego
materiału i przepisów
bezpiecze stwa
t
r
≤ t
p
≤ t
o
Temperatura
odniesienia
t
b
-
°C
umowna, stała temperatura, przy
której wyst puj jednakowe
napr enia wytrzymało ciowe
dla ró nych materiałów przy
ci nieniu
p
t
= p
nom
Najwy sza
temperatura
stosowalno ci
t
max
-
°C
najwy sza temperatura pracy
elementu zale na od zakresu
stosowalno ci materiału,
warunków eksploatacji i
bezpiecze stwa oraz czynników
ekonomicznych
Najni sza
temperatura
stosowalno ci
t
min
-
°C
najni sza temperatura pracy
elementu zale na od zakresu
stosowalno ci materiału,
warunków eksploatacji i bez-
piecze stwa oraz czynników
ekonomicznych
Temperatura
graniczna
t
g
-
°C
temperatura charakterystyczna
dla materiału okre lona punktem
przeci cia si funkcji
R
e
t
= f(t) i
R
z (
τ)t
= g(t)
zale na
od czasu pracy
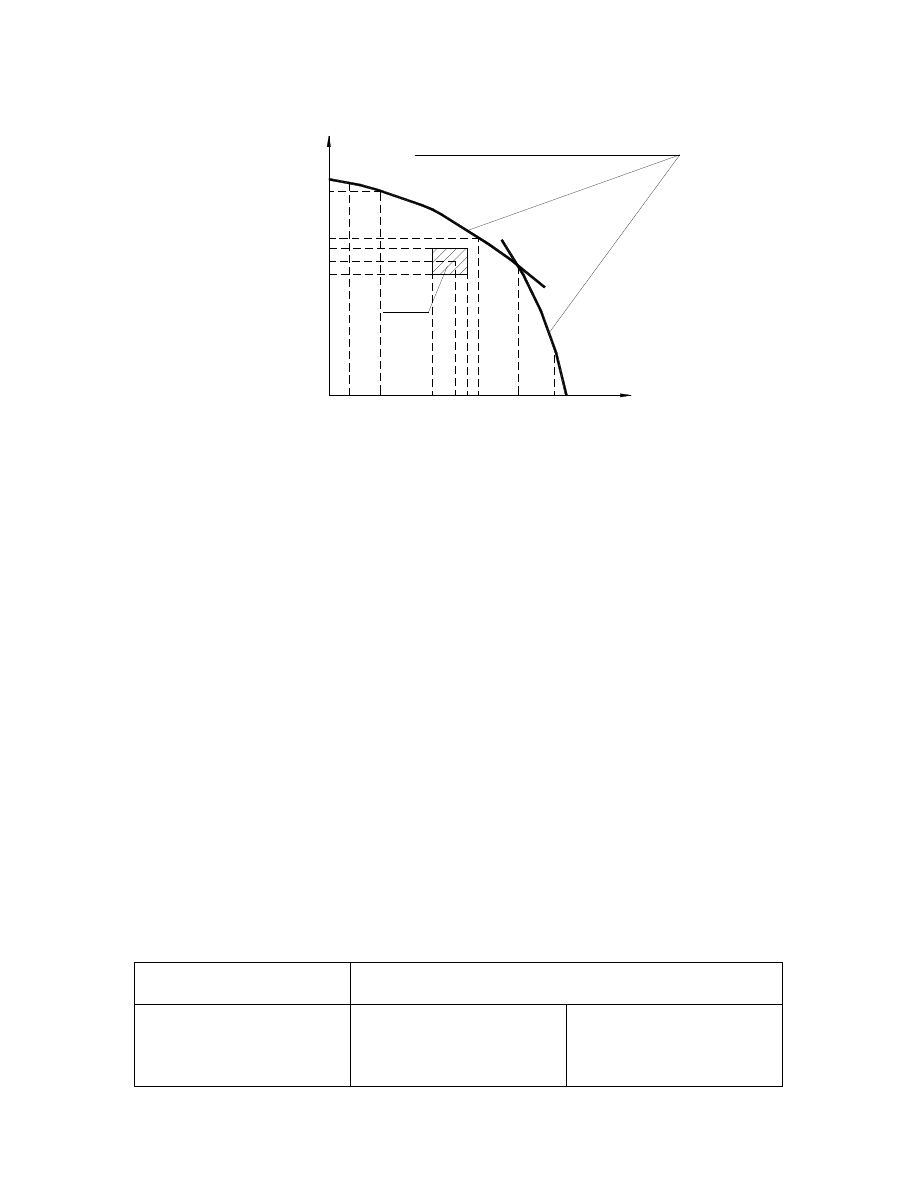
Ilustracj dla wielko ci okre lonych w tablicach III-1 i III-2 stanowi rys. 3.1.
56
krzywa charakteryzuj ca wytrzymało
elementu
p = f(t )
pt=pnom
pt
prmax
pr
prmin
tmin tb
trmin tr trmax
tp
tg
tmax
C
p
o
t
p
Temperatura
C
i
ni
en
ie
M
Pa
Czynnik
Rys.3.1. Zale no ci ci nie i temperatur wg PN-81/H-02650
gdzie: R
et
= f (t) - granica plastyczno ci w funkcji temperatury,
R
z(
τ)t
= g(t) – czasowa wytrzymało na pełzanie w funkcji temperatury (np. R
z(100000)500
– oznacza stałe napr enie, które spowodowało przy temperaturze
500°C zerwanie próbki po 100000 godzin,
Punkt przeci cia krzywych R
et
= f (t) i R
z(
τ)t
le y stali w glowych o zawarto ci w gla C
≤0,25% nie ni ej ni 380°C.
2. Podział zbiorników na klasy
Ze wzgl du na ci nienie obliczeniowe i temperatur obliczeniow zbiorniki dziel si na
siedem klas wg tabl. III-3. Je eli dla ci nienia obliczeniowego wynika z tablicy inna klasa ni
dla temperatury obliczeniowej, zbiornik nale y zaliczy do klasy, w której s stawiane
wy sze wymagania.
Tablica III-3
Klasyfikacja zbiorników ci nieniowych [6]
Klasa zbiornika
Parametry zbiorników t
o
[
o
C], p
o
[MPa]
A
B
-40
≤ t
o
≤ 200
200 < t
o
≤ 300
0,07 < p
o
≤ 2,0
2,0 < p
o
≤ 5,0
57
C
D
E
N1
N2
300 < t
o
≤ 450
t
o
> 450
t
o
< -40
t
o
≥ -40
t
o
< -40
p
o
> 5,0
p
o
> 0,07
p
o
> 0,07
p
o
≤ 0,07
p
o
≤ 0,07
3. Okre lenie ci nienia obliczeniowego i temperatury obliczeniowej dla
projektowanego zbiornika
Ci nienie obliczeniowe p
o
[MPa] jest zadawane w temacie projektu.
Temperatura obliczeniowa t
o
[
o
C]:
a) mo e by podana (zadana) w temacie projektu
b) powinna zosta ustalona przez wykonuj cego projekt.
Temperatur obliczeniow elementów kotłów parowych i wodnych, podlegaj cych ci nieniu
wewn trznemu i zawieraj cych wod ciekł lub par nasycon , mo na ustali w zale no ci od
najwy szej temperatury t
w
[
o
C] wody (w fazie ciekłej lub gazowej), stykaj cej si ze
ciankami tych elementów podczas eksploatacji kotła w sposób nast puj cy:
t
o
= t
w
[°C] - dla elementów nie ogrzewanych,
t
o
= t
w
+ 25 [°C] - dla elementów ogrzewanych na drodze konwekcji,
t
o
= t
w
+ 50 [°C] - dla elementów ogrzewanych przez promieniowanie.
Temperatur t
w
mo na ustali na podstawie tablicy III-4.
Ci nienie absolutne p
a
oblicza si nast puj co:
p
a
= p
o
+ 0,1 [MPa]
58
Tablica III-4. Zale no temperatury wody t
w
od ci nienia dla pary nasyconej
Ci nienie absolutne
p
a
[MPa] (*)
t
w
[
o
C]
Ci nienie absolutne
P
a
[MPa]
t
w
[
o
C]
0,1
99,1
2,1
213,9
0,2
119,6
2,2
216,2
0,3
132,9
2,3
218,5
0,4
142,9
2,4
220,8
0,5
151,1
2,5
222,9
0,6
158,1
2,6
225,0
0,7
164,2
2,7
227,0
0,8
169,6
2,8
229,0
0,9
174,5
2,9
231,0
1,0
179,0
3,0
232,8
1,1
183,2
3,2
236,4
1,2
187,1
3,4
239,8
1,3
190,7
3,6
243,0
1,4
194,2
3,8
246,2
1,5
197,4
4,0
249,2
1,6
200,4
4,2
252,1
1,7
203,4
4,4
254,9
1,8
206,1
4,6
257,7
1,9
208,8
4,8
260,2
2,0
211,4
5,0
262,7
Przyj to, zale no 1 MPa = 10 atn
59
ZAŁ CZNIK IV
WYBÓR NORM
1. Główne wymiary zbiorników. Orientacyjne wymiary kró ców
Tablica IV-1
Główne wymiary zbiorników cylindrycznych
poziomych i pionowych z dnami elipsoidalnymi (wg BN-64/2221-08)
D
w
[mm]
600
800 1000 1200 1400 1600 1800 2000 2400 2800 3000
V
nom
m
3
≈ L
w
[mm]
0,25 1130
(0,32) 1380
0,40 1630
(050) 1880 1230
0,63 2380 1480
(0,80)
1730 1330
1,0
2230 1580
1,25
2730 1830
1,6
2330 1680
2,0
2830 2180
2,5
3580 2680
3,2
4580 3180 2530
4,0
4180 3030 2380
5,0
4680 3530 2880
6,3
3630 2980 2580
8,0
4380 3480 3080
10,0
5380 4480 3580
12,5
5480 4580
16,0
5580 4280
20,0
7080 5280
25,0
6280 5020
32,0
7780 6020
40,0
9280 7020
50,0
9020 7620
63,0
11020 9620
80,0
13520 12120
100
17520 15620
Uwaga: Pojemno ci V uj te w nawiasy dotycz tylko zbiorników ze stali stopowych
Zalecane warto ci obj to ci do projektowania : V
c
=od 2 do 16 m
3
.
60
Tablica IV-2
Orientacyjne wymiary kró ców kotła parowego (parownika)
Przeznaczenie kró ca
rednica d
w
mm
Długo l mm
Kró ce I, II (wodne)
d
w1,2
=(0,1
÷ 0,2) D
w
l
w1,2
=(1,5
÷ 3,0 )d
w
Króciec III (parowy)
d
w3
=(0,15
÷ 0,25) D
w
l
w3
=(1,5
÷ 2,5) d
w
Króciec IV (właz)
d
w4
> 400
(okr gły d
z
=457 mm)
300/400 (eliptyczny)
l
w4
=(0,3
÷ 0,5) d
w
(właz okr gły)
Uwaga:
Zaleca si przyjmowa rednice nominalne rur kró ców d
w
według rednic nominalnych
kołnierzy z szyjk DN na ci nienie p
nom
≥ p
o
wg normy PN-87/H-74710, przy czym rednice
nominalne kołnierzy powinny mie ci si w zakresie rednic podanych w tabeli IV-2.
rednice zewn trzne rur d
z
powinny by równe rednicom zewn trznym kołnierzy D
z
.
2. Blachy
Blachy grube walcowane na gor co ze stali w glowej (St36K, St41K, St44K) i nisko-
stopowe (m.in. 15HM, 20M, 20 MA) do pracy w podwy szonych temperaturach, stosowane
na elementy kotłów oraz zbiorników ci nieniowych, s przedmiotem normy PN-81/H-92123.
Przykład oznaczenia blachy grubej o grubo ci 8 mm, szeroko ci 1500 mm i długo ci 6000
mm o zwykłej dokładno ci wykonania grubo ci, z brzegami naturalnymi (bn), nie
prostowanej, ze stali St36K w stanie surowym:
BUCHA GRUBA 8x1500 bn x 6000 St36K PN-81/H-92123
Wymiary blach powinny odpowiada wymaganiom wg PN-80/H-92200, a w szczególno ci
wymiary nominalne grubo ci, szeroko ci i maksymalnej długo ci oraz masa nominalna 1 m
2
arkusza blachy powinny by zgodne z wymaganiami wg tabl. IV-3, przy czym minimalna
długo arkusza blachy nie powinna by mniejsza ni jego dwukrotna szeroko .
Zakres wymiarowy szeroko ci blach w arkuszach wynosi 700 do 3600 mm stopniowanych co
50 mm i długo ci stopniowanych co 100 mm. Dopuszczalne odchyłki grubo ci blach dla
dokładno ci zwykłej podano w tabl.IV-4.
Przedmiotem normy BN-74/2302-33 s blachy grube stalowe walcowane na gor co,
stosowane do budowy aparatury dla przemysłu chemicznego i przemysłów pokrewnych,
wykonane ze stali St0S, St3S, St4S, St3SX, St3SY wg PN-72/H-84020, ze stali 20, 25 wg
PN-66/H-84019 oraz stali 18G2A wg PN-72/H-84018. W tabl. IV-5 podano zalecane
wymiary arkuszy i grubo ci blach.
61
11
1
2
1
4
1
4
1
4
1
4
1
2
1
0
11
1
2
1
4
1
4
1
4
1
4
1
2
1
0
11
1
2
1
2
1
2
1
2
11
1
2
1
2
1
2
1
2
10
1
0
1
2
1
2
1
2
1
0
8
--
10
1
0
1
0
1
0
9
8
9
9
8
8
-
-
-
-
--
-
-
-
-
--
6
6
6
--
--
-
-
-
-
--
6
6
6
--
--
6
6
6
--
--
6
6
6
--
--
6
6
6
--
--
6
6
6
--
--
6
6
6
--
--
6
6
6
--
--
9
9
9
8
8
-
-
-
-
--
-
-
-
-
--
1
0
8
--
1
0
8
--
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
--
--
--
-
-
-
-
-
-
--
-
-
-
-
--
-
-
-
-
--
-
-
-
-
--
-
-
-
-
--
-
-
-
-
--
3
23
,5
5
(3
,2
5)
25
,5
1
3,
5
2
7,
48
(3
,7
5)
2
9,
44
4
3
1,
40
(4
,2
5)
33
,3
6
4,
5
3
5,
33
(4
,7
5)
37
,2
9
5
39
,2
5
6
47
,1
0
7
54
,9
5
8
62
,8
0
9
70
,6
5
10
78
,5
11
86
,4
12
9
4,
20
10
00
12
50
15
00
17
50
20
00
22
50
25
00
27
50
30
00
32
50
35
00
36
00
Sz
er
ok
o
(
w
ar
to
ci
g
ra
ni
cz
ne
),
m
m
m
ak
sy
m
al
na
d
łu
go
,
m
G
ru
bo
m
m
M
as
a
no
m
in
al
na
1
m
k
g
W
ym
ia
ry
b
la
ch
g
ru
by
ch
, w
al
co
w
an
yc
h
w
g
PN
-
80
/
H
-
92
20
0
T
ab
lic
a
IV
-3
2
62
1
1
1
2
1
4
1
4
14
1
4
13
10
2,
1
14
1
09
,9
15
1
17
,8
16
1
25
,6
17
1
33
,5
18
1
41
,3
19
1
49
,2
20
14
7
21
16
5
22
17
3
23
18
1
24
18
8
25
19
6
26
20
4
27
21
2
28
2
20
10
00
12
50
15
00
17
50
20
00
22
50
25
00
27
50
30
00
32
50
35
00
36
00
Sz
er
ok
o
(
w
ar
to
ci
g
ra
ni
cz
ne
),
m
m
m
ak
sy
m
al
na
d
łu
go
,
m
G
ru
bo
m
m
M
as
a
no
m
in
al
na
1
m
k
g
W
ym
ia
ry
b
la
ch
g
ru
by
ch
, w
al
co
w
an
yc
h
w
g
PN
-
80
/
H
-
92
20
0
cd
. t
ab
l.
IV
-3
2
1
2
1
0
--
--
--
--
1
1
1
2
1
8
1
8
16
1
6
1
1
1
2
1
8
1
8
16
1
6
1
1
1
2
1
8
1
8
18
1
6
1
1
1
2
1
8
1
8
18
1
6
1
1
1
2
1
8
1
8
18
1
8
1
1
1
2
1
8
1
8
18
1
8
1
1
1
2
1
8
1
8
18
1
8
1
1
1
2
1
8
1
8
18
1
8
1
1
1
2
1
8
1
8
18
1
8
1
8
1
8
1
8
1
8
18
1
6
1
8
1
8
1
8
1
8
18
1
6
1
8
1
8
1
8
1
8
18
1
6
1
8
1
8
1
8
1
8
16
1
6
1
8
1
8
1
8
1
8
16
1
6
1
8
1
8
1
8
1
8
16
1
6
1
4
1
4
1
2
1
0
--
-
-
1
4
1
4
1
2
1
0
--
-
-
1
6
1
4
1
2
1
0
8
8
1
6
1
4
1
2
1
0
8
8
1
6
1
2
1
2
1
0
8
8
1
6
1
2
1
2
1
0
10
1
0
1
4
1
2
1
0
1
0
9
9
1
6
1
2
1
2
1
0
10
1
0
1
6
1
2
1
2
1
0
10
1
0
1
6
1
2
1
2
1
0
10
1
0
1
6
1
2
1
0
1
0
10
1
0
1
6
1
2
1
0
1
0
10
1
0
1
6
1
2
1
0
1
0
10
1
0
1
4
1
2
1
0
1
0
9
9
1
4
1
2
1
0
1
0
9
9
63
1
8
1
8
1
8
1
8
16
1
4
29
22
8
30
23
6
32
25
1
34
26
7
36
28
3
38
29
8
40
31
4
42
33
0
44
34
5
46
36
1
48
37
7
50
39
3
52
40
8
54
42
4
56
44
0
58
44
5
10
00
12
50
15
00
17
50
20
00
22
50
25
00
27
50
30
00
32
50
35
00
36
00
Sz
er
ok
o
(
w
ar
to
ci
g
ra
ni
cz
ne
),
m
m
m
ak
sy
m
al
na
d
łu
go
,
m
G
ru
bo
m
m
M
as
a
no
m
in
al
na
1
m
k
g
W
ym
ia
ry
b
la
ch
g
ru
by
ch
, w
al
co
w
an
yc
h
w
g
PN
-
80
/
H
-
92
20
0
cd
. t
ab
l.
IV
-3
2
1
2
1
0
10
9
9
9
1
8
1
8
1
8
1
8
16
1
4
1
8
1
8
1
8
1
6
15
1
2
1
8
1
8
1
8
1
6
15
1
2
1
8
1
8
1
7
1
4
12
1
0
1
8
1
8
1
7
1
4
12
1
0
1
8
1
8
1
7
1
4
12
1
0
1
8
1
7
1
5
1
2
12
1
0
1
8
1
7
1
5
1
2
12
1
0
1
8
1
6
1
4
1
2
10
9
1
8
1
6
1
4
1
2
10
9
1
8
1
6
1
4
1
2
10
9
1
7
1
4
1
2
1
0
9
8
1
7
1
4
1
2
1
0
9
8
1
6
1
2
1
1
1
0
9
8
1
6
1
2
1
1
1
0
9
8
1
2
1
0
10
9
9
9
1
2
1
0
9
8
8
8
1
2
1
0
9
9
8
8
1
0
9
8
8
7
7
1
0
9
9
8
7
7
1
0
9
8
8
7
7
9
8
8
7
7
7
9
8
8
7
7
7
8
8
7
6
6
6
8
8
7
6
6
6
8
8
7
6
6
6
7
7
7
6
5
5
7
7
7
6
5
5
7
6
6
5
5
5
7
6
6
5
5
5
64
1
6
1
2
1
1
1
0
9
8
60
47
1
65
51
0
70
55
0
75
58
9
80
62
8
85
66
7
90
70
7
95
74
6
1
00
7
85
1
05
8
24
1
10
8
64
1
15
9
03
1
20
9
42
1
25
9
81
10
00
12
50
15
00
17
50
20
00
22
50
25
00
27
50
30
00
32
50
35
00
36
00
Sz
er
ok
o
(
w
ar
to
ci
g
ra
ni
cz
ne
),
m
m
m
ak
sy
m
al
na
d
łu
go
,
m
G
ru
bo
m
m
M
as
a
no
m
in
al
na
1
m
k
g
W
ym
ia
ry
b
la
ch
g
ru
by
ch
, w
al
co
w
an
yc
h
w
g
PN
-
80
/
H
-
92
20
0
cd
. t
ab
l.
IV
-3
2
7
6
6
5
5
5
1
1
9
8
7
5
--
1
1
9
8
7
5
-
-
1
1
9
8
7
5
-
-
1
1
9
8
7
5
-
-
9
8
7
7
5
-
-
9
8
7
5
-
-
--
9
8
7
5
-
-
-
-
9
8
7
5
-
-
-
-
8
7
6
5
-
-
-
-
8
7
6
--
--
--
8
7
6
--
--
--
7
6
5
--
--
--
7
6
5
--
--
--
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
-
-
--
--
--
--
-
-
65
10
00
12
50
15
00
17
50
20
00
22
50
25
00
27
50
30
00
32
50
35
00
36
00
Sz
er
ok
o
(
w
ar
to
ci
g
ra
ni
cz
ne
),
m
m
m
ak
sy
m
al
na
d
łu
go
,
m
G
ru
bo
m
m
M
as
a
no
m
in
al
na
1
m
k
g
W
ym
ia
ry
b
la
ch
g
ru
by
ch
, w
al
co
w
an
yc
h
w
g
PN
-
80
/
H
-
92
20
0
cd
. t
ab
l.
IV
-3
2
13
0
1
02
1
7
6
5
13
5
1
06
0
6
5
--
14
0
1
09
9
6
5
--
14
5
1
13
8
5
5
--
15
0
1
17
8
5
5
--
--
--
-
-
--
--
--
--
--
--
--
--
-
-
--
--
--
--
--
--
--
--
-
-
--
--
--
--
--
--
--
--
-
-
--
--
--
--
--
--
--
--
-
-
--
--
--
--
--
--
M
as
n
om
in
al
n
1
m
a
rk
us
za
b
la
ch
y
w
yl
ic
zo
no
z
w
ym
ia
ru
n
om
in
al
ne
go
g
ru
bo
ci
d
la
g
st
o
ci
s
ta
li
7,
85
k
g
/ d
m
.
W
ym
ia
ry
g
ru
bo
ci
b
la
ch
y
uj
te
w
n
aw
ia
sa
ch
n
ie
s
z
al
ec
an
e.
B
la
ch
y
z
w
al
co
w
ni
c
i
gł
yc
h
(c
) d
os
ta
rc
za
s
i
o
g
ru
bo
ci
3
do
1
2
m
m
i
o
sz
er
ok
o
ci
a
rk
us
zy
7
00
d
o
15
00
m
m
.
B
la
ch
y
z
w
al
co
w
ni
n
ie
ci
gł
yc
h
(n
c)
d
os
ta
rc
za
s
i
o
g
ru
bo
ci
3
d
o
15
0
m
m
i
o
sz
er
ok
o
ci
a
rk
us
za
1
00
0
do
3
60
0
m
m
,
pr
zy
c
zy
m
d
os
ta
w
b
la
ch
o
g
ru
bo
ci
p
ow
y
ej
1
20
m
m
i
o
sz
er
ok
o
ci
p
ow
y
ej
2
50
0
m
m
n
al
e
y
uz
go
dn
i
p
rz
y
za
m
aw
ia
ni
u.
3
2
66
+0
,4
- 0
,3
+0
,5
- 0
,4
+0
,4
- 0
,5
+0
,4
- 0
,6
+0
,3
- 0
,8
+0
,3
- 0
,8
+0
,3
- 0
,9
+0
,4
- 1
,0
+0
,4
- 0
,3
+0
,6
- 0
,4
+0
,5
- 0
,5
+0
,5
- 0
,6
+0
,4
- 0
,8
+0
,4
- 0
,8
+0
,4
- 0
,9
+0
,5
- 1
,0
+0
,5
- 0
,3
+0
,7
- 0
,4
+0
,6
- 0
,5
+0
,6
- 0
,6
+0
,5
- 0
,8
+0
,5
- 0
,8
+0
,5
- 0
,9
+0
,6
- 1
,0
3
do
3
,5
po
w
y
ej
3
,5
d
o
4,
5
po
w
y
ej
4
,5
d
o
5
p
ow
y
ej
5
d
o
7
p
ow
y
ej
7
d
o
1
0
p
ow
y
ej
1
0
d
o
2
5
p
ow
y
ej
2
5
d
o
3
0
p
ow
y
ej
3
0
d
o
3
4
- 0
,5
- 0
,5
- 1
,0
+1
,0
- 0
,9
+0
,9
- 1
,0
- 1
,0
+0
,8
- 0
,9
+0
,8
+0
,7
- 0
,9
+0
,6
- 0
,8
+0
,9
- 0
,8
+0
,9
- 0
,6
+1
,0
+0
,6
+0
,8
- 0
,8
- 0
,8
+0
,8
+0
,6
- 0
,8
- 0
,8
- 0
,6
+0
,8
- 0
,6
+0
,7
+0
,8
+0
,7
- 1
,0
+1
,4
- 0
,9
+1
,3
- 1
,0
- 1
,0
+1
,3
- 0
,9
+1
,2
+1
,1
- 0
,9
+1
,0
- 1
,0
- 1
,0
+1
,5
+1
,4
- 0
,9
+1
,7
+1
,6
- 0
,9
- 0
,8
+1
,3
- 0
,8
+1
,2
+1
,0
- 0
,8
+1
,4
- 0
,8
+1
,6
- 0
,8
- 1
,0
+1
,9
+1
,8
- 0
,9
+1
,8
- 0
,8
- 1
,0
+2
,1
+2
,0
- 0
,9
+2
,0
- 0
,8
+1
,0
- 0
,8
+1
,1
- 0
,8
12
50
1
50
0
1
70
0
1
80
0
2
00
0
2
20
0
2
40
0
2
60
0
2
80
0
3
00
0
3
20
0
3
40
0
3
60
0
Sz
er
ok
o
,
m
m
D
op
us
zc
za
ln
e
od
ch
ył
ki
g
ru
bo
ci
d
la
d
ok
ła
dn
o
ci
z
w
yk
łe
j ,
m
m
G
ru
bo
m
m
O
dc
hy
łk
i g
ru
bo
ci
b
la
ch
w
g
PN
-
80
/
H
-
92
20
0
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
T
ab
lic
a
IV
-4
67
po
w
y
ej
34
d
o
40
po
w
y
ej
40
d
o
50
po
w
y
ej
50
d
o
60
po
w
y
ej
60
d
o
70
po
w
y
ej
70
d
o
80
po
w
y
ej
80
d
o
90
po
w
y
ej
90
d
o
95
po
w
y
ej
95
d
o
11
0
po
w
y
ej
11
0
do
1
20
po
w
y
ej
12
0
do
1
30
po
w
y
ej
13
0
do
1
50
+0
,5
- 1
,1
- 1
,2
+0
,6
- 1
,3
+0
,8
- 1
,8
+0
,9
- 2
,2
+1
,0
- 2
,5
+1
,1
- 2
,7
+1
,2
- 3
,1
+1
,4
- 3
,5
+1
,7
- 4
,0
+1
,9
- 4
,2
+2
,2
- 3
,5
- 4
,2
- 4
,0
+2
,2
+1
,9
- 2
,7
- 3
,1
+1
,7
+1
,4
- 2
,5
+1
,2
+1
,1
- 2
,2
+1
,0
- 1
,8
+0
,9
- 1
,3
+0
,9
- 1
,2
+0
,7
+0
,6
- 1
,1
- 3
,5
- 4
,2
- 4
,0
+2
,1
+2
,0
- 2
,7
- 3
,1
+1
,7
+1
,4
- 2
,5
+1
,2
+1
,1
- 2
,2
+1
,0
- 1
,8
+0
,9
- 1
,3
+1
,0
- 1
,2
+0
,8
+0
,7
- 1
,1
- 3
,5
- 4
,2
- 4
,0
+2
,2
+2
,1
- 2
,7
- 3
,1
+1
,8
+1
,5
- 2
,5
+1
,3
+1
,2
- 2
,2
+1
,1
- 1
,8
+1
,0
- 1
,3
+1
,1
- 1
,2
+0
,9
+0
,8
- 1
,1
- 3
,5
- 4
,2
- 4
,0
+2
,3
+2
,2
- 2
,7
- 3
,1
+1
,9
+1
,6
- 2
,5
+1
,4
+1
,3
- 2
,2
+1
,2
- 1
,8
+1
,1
- 1
,3
+1
,3
- 1
,2
+1
,1
+0
,9
- 1
,1
- 3
,5
- 4
,0
+2
,3
- 2
,7
- 3
,1
+2
,0
+1
,7
- 2
,5
+1
,5
+1
,4
- 2
,2
+1
,3
- 1
,8
+1
,2
- 1
,3
+1
,4
- 1
,2
+1
,2
+1
,0
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,1
+1
,8
- 2
,5
+1
,6
+1
,5
- 2
,2
+1
,4
- 1
,8
+1
,3
- 1
,3
+1
,5
- 1
,2
+1
,4
+1
,2
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,2
+1
,9
- 2
,5
+1
,7
+1
,6
- 2
,2
+1
,5
- 1
,8
+1
,4
- 1
,3
+1
,6
- 1
,2
+1
,5
+1
,3
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,3
+2
,0
- 2
,5
+1
,8
+1
,7
- 2
,2
+1
,6
- 1
,8
+1
,5
- 1
,3
+1
,7
- 1
,2
+1
,6
+1
,4
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,4
+2
,1
- 2
,5
+1
,9
+1
,8
- 2
,2
+1
,7
- 1
,8
+1
,6
- 1
,3
+1
,8
- 1
,2
+1
,7
+1
,5
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,5
+2
,2
- 2
,5
+2
,0
+1
,9
- 2
,2
+1
,8
- 1
,8
+1
,7
- 1
,3
+2
,0
- 1
,2
+1
,9
+1
,8
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,7
+2
,4
- 2
,5
+2
,2
+2
,1
- 2
,2
+2
,0
- 1
,8
+2
,0
- 1
,3
+2
,2
- 1
,2
+2
,1
+2
,0
- 1
,1
- 3
,5
- 2
,7
- 3
,1
+2
,8
+2
,5
- 2
,5
+2
,3
+2
,2
- 2
,2
+2
,1
- 1
,8
+2
,1
- 1
,3
+2
,4
- 1
,2
+2
,3
+2
,2
- 1
,1
--
--
--
--
--
--
--
--
--
--
--
--
--
--
--
cd
. t
ab
l.
IV
-
4
68
Wymiary arkuszy i grubo ci blach wg BN-74/2302-23, Tablica IV-5
Grubo arkusza
Wymiary arkuszy
Gatunek stali
5 6 7 8 9 10 12 14 15 16 18 Lp.
St3S
X X X X X X X
1
St3SX
X X X X X X X
2
St3SY
X X X X X X X
3
20
X X X X X X X X X X X 4
1000x2000
25
X X X X X X X X X X X 5
St0S
X X X X X X X X X X X 6
St3S
X X X X X X X X X X X 7
St3SX
X X X X X X X X X X X 8
St3SY
X X X X X X X X X X X 9
1000x4000
18G2A
X
X
10
St0S
X X X X X X X X X X X 11
St3S
X X X X X X X X X X X 12
St3SX
X X X X X X X X X X X 13
St3SY
X X X X X X X X X X X 14
1250x5000
18G2A
X X X X X X X
X X 15
St0S
X X X X X X X X X X X 16
St3S
X X X X X X X X X X X 17
St3SX
X X X X X X X X X X X 18
St3SY
X X X X X X X X X X X 19
St4S
X X X X X X X X X X X 20
1500x3000
25
X X X X X X X X X X X 21
St0S
X X X X X X X X X X X 22
St3S
X X X X X X X X X X X 23
St3SX
X X X X X X X X X X X 24
St3SY
X X X X X X X X X X X 25
St4S
26
1500x6000
18G2A
X X X X X X X X X X X 27
St3S
X X X X 28
St3SX
X X X X 29
St3SY
X X X X 30
1750x3500
18G2A
X X X X 31
St3S
X X X X X X X X X X X 32
St3SX
X X .X X X X X X X X X 33
1750x6000
St3SY
X X X X X X X X X X X 34
St3S
X X X X 35
St3SX
X X X X 36
St3SY
X X X X 37
2000x4000
18G2A
X X X X 38
' Stosowanie innych wymiarów wymaga zgody Głównego Konstruktora producenta urz dze .
69
Wymiary arkusza i grubo ci blach wg BN-74/2302-23
Tablica IV-5 (cd.)
Grubo arkusza
L
p.
18 20 22 24 25 28 28 30 32 34 36 40 44 46 50 54 60 65 70 75 80 85 90 100
1
2
3
4 X X X X X X X X X X X X X X X X X X X X X X X
5 X X X X X X X X X X X X X X X X X X X X X X X
6 X X X X X X X X X X X X
7 X X X X X X X X X X X X
8 X X X X X X X X X X X X
9 X X X X X X X X X X X X
10
11 X X X X X X X X X X X X
12 X X X X X X X X X X X X
13 X X X X X X X X X X X X
14 X X X X X X X X X X X X
15 X
16 X X X X X X X X X X X X X X X X X X X X X X X X
17 X X X X X X X X X X X X X X X X X X X X X X X X
18 X X X X X X X X X X X X X X X X X X X X X X X X
19 X X X X X X X X X X X X X X X X X X X X X X X X
20 X X X X X X X X X X X X X X X X X X X X X X X X
21 X X X X X X X X X X X X X X X X X X X X X X X X
22 X X X X X X X X X X X X
23 X X X X X X X X X X X X X X X X X X X X X X X X
24 X X X X X X X X X X X X X X X X X X X X X X X X
25 X X X X X X X X X X X X X X X X X X X X X X X X
26
X X X X X X X
27 X X X X X X X X X X X X X X X X X X X X X
28 X X X X X X X X X X X X X X X X X X X X X X X X
29 X X X X X X X X X X X X X X X X X X X X X X X X
30 X X X .X X X X X X X X X X X X X X X X X X X X X
31 X X X X X X X X X X X X X X X X X X X X X
32 X X X X X
33 X X X X X
34 X X X X X
35 X X X X X X X X X X X X X X X X X X X X X
36 X X X X X X X X X X X X X X X X X X X X X
37 X X X X X X X X X X X X X X X X X X X X X
38 X X X X X X X X X X X X X X X X X X X X X
70
Wymiary arkusza i grubo ci blach wg BN-74/2302-23
cd. tablicy IV-5
Grubo arkusza
Wymiary arkuszy
Gatunek stali
5 6 7 8 9 10 12 14 15 Lp.
St3S
X X X X X X X X X 1
St3SX
X X X X X X X X X 2
St3SY
X X X X X X X X X 3
St4S
X X X X X X X X X 4
2000x6000
18G2A
X X X X X X X 5
St0S
X X X X X X X X X 6
St3S
X X X X X X X X X 7
St3SX
X X X X X X X X X 8
St3SY
X X X X X X X X X 9
2000x8000
18G2A
X
X
X
10
St3S
X X X X X X 11
St3SX
X X X X X X 12
2250x6000
St3SY
X X X X X X 13
St0S
X X X X X X 14
St3S
X X X X X X 15
St3SX
X X X X X X 16
St3SY
X X X X X X 17
2250x8000
18G2A
18
St3S
X X X X X X 19
St3SX
X X X X X X 20
St3SY
X X X X X X 21
St4S
X X X X X X 22
2500x6000
18G2A
X X X 23
St0S
X X X X 24
St3S
X X X X 25
St3SX
X X X X 26
2500x8000
St3SY
X X X X 27
St3S
X X 28
St3SX
X X 29
St3SY
X X 30
2500x12000
St4S
X X 31
St3S
X X 32
St3SX
X X 33
St3SY
X X 34
St4S
X X 35
3000x6000
18G2A
X X 36
St3S
X X 37
St3SX
X X 38
St3SY
X X 39
3000x12000
St4S
X X 40
Na kr ki do den dopuszcza si rozszerzenie wymiarów arkuszy o 2750x5500,
71
Wymiary arkusza i grubo ci blach wg BN-74/2302-23
cd. tabl. IV-5
Grubo arkusza
Lp
.
16 18 20 22 24 25 26 28 30 32 34 36 10 44 46 50 54 60 65 70 75 80 85
1 X X X X X X X X X X X X X X X X X X
2 X X X X X X X X X X X X X X X X X X
3 X X X X X X X X X X X X X X X X X X
4 X X X X X X X X X X X X X X X X X X
5 X X X X X X X X X X X X X X X X X X
6 X X X X X X X X X
7 X X X X X X X X X
8 X X X X X X X X X
9 X X X X X X X X X
10
11 X X X X X X
12 X X X X X X
13 X X X X X X
14 X X X X X X X X X
15 X X X X X X X X X
16 X X X X X X X X X
17 X X X X X X X X X
18
X
19 X X X X X X X X X X X X X X X X X X
20 X X X X X X X X X X X X X X X X X X
21 X X X X X X X X X X X X X X X X X X
22 X X X X X X X X X X X X X X X X X X
23 X X X X X X X X X X X X X X X X X X
24 X X X X X X X X X
25 X X X X X X X X X
26 X X X X X X X X X
27 X X X X X X X X X
28 X X X X
29 X X X X
30 X X X X
31 X X X X
32 X X X X X X X X X X X X X X X X X X
33 X X X X X X X X X X X X X X X X X X
34 X X X X X X X X X X X X X X X X X X
35 X X X X X X X X X X X X X X X X X X
36 X X X X X X X X X X X X X X X X X X
37 X X X X
38 X X X X
39 X X X X
40 X X X X
3250x6500, 3600x3600, 3600x7200 ze stali St3SX, S13SY, St4S, 20, 18G2A
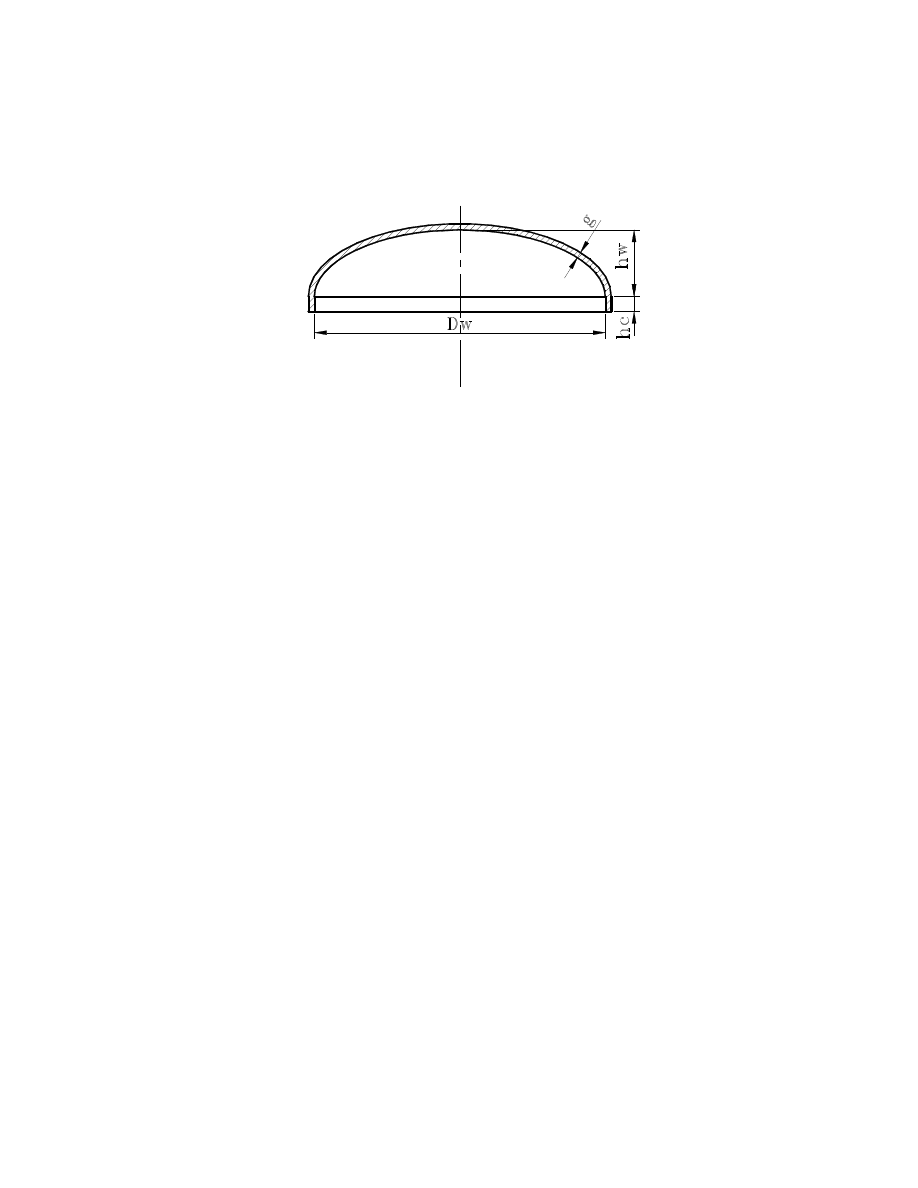
72
3. Dna elipsoidalne
Wymiary stalowych den elipsoidalnych, (o profilu eliptycznym wg rys, 4.1 uj te s w
normach:
Rys.4.1. Dno elipsoidalne wg PN-75/M-35412
PN-64 /M-35411 - dla den o rednicy zewn trznej od 33,5 do 508 mm i grubo ci cianki od 3
do 12 mm, stosowanych do budowy naczy ci nieniowych wykonywanych z rur stalowych -
tabl. IV-6,
PN-75/M-35412 - dla den o rednicach wewn trznych od 600 do 4000 mm i grubo ciach
cianki od 4 do 50 mm - tabl. IV-7.
Przykład oznaczenia wymiarów dna elipsoidalnego o rednicy wewn trznej D
w
=1500
mm i grubo ci cianki g = 16 mm:
DNO ELIPSOIDALNE 1500 x 16 PN-75/M-35412
Warto ci pojemno ci V cz ci elipsoidalnej dna i mas dna m, podane w tabl. IV-7, obliczono
ze wzorów:
V = 0,1309 D
w
3
10
-6
[dm
3
]
m = 6,17 D
kr
2
10
-6
[kg]
gdzie: D
w
[mm] - rednica wewn trzna dna,
D
kr
[mm] - rednica obliczona wg wzoru
D
kr
= 0,7854 (D
w
+ 2 h
w
) + 2 h
c
[mm]
g [mm] - grubo nominalna cianki dna,
h [mm] - wysoko cz ci wyoblonej dna, przy czym
h
w
= 0,25 D
w
.
Tablica IV-6
Wymiary den elipsoidalnych wg PN-64/M-35411
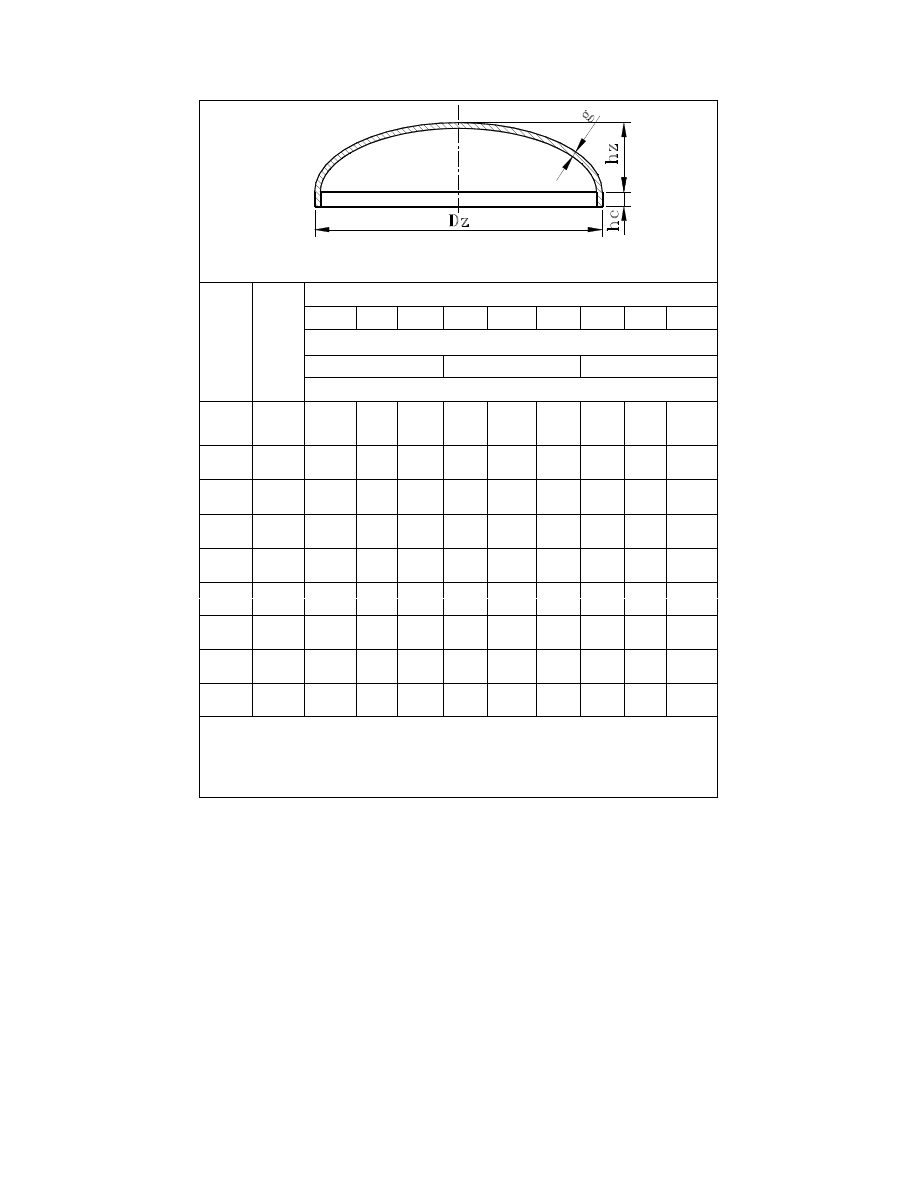
73
g
3
4
5
6
7
8
9
10
12
h
c
20
25
40
D
z
h
z
Orientacyjna masa dna [kg]
33,5
8,5
0,07
38
9,5
0,08
44,5
11
0,11
57
14
0,25
76
19
0,32
89
22
0,41
108
27
0,70
133
33
0,82
159
40
1,2
1,5
194
49
1,8
2,2
2,8
219
55
2,1
2,5
3,2
3,5
273
69
2,7
3,8
4,7
5,5
6,3
324
81
4,1
5,1
6,4
7,4
8,5
10,6
356
89
4,9
6,1
7,7
8,7
10,0 12,5
406
102
6,5
7,8
9,7
11,4
12,8 15,8 17,7
457
115
7,9
9,9
12,2
14,3
16,3 19,8 22,0
26,3
508
127
9,7
12,0
14,9
17,3
19,8 24,0 26,6
33,1
W przypadkach uzasadnionych, po uprzednim uzgodnieniu z dostawc , wymiar h
c
dna
mo e by wi kszy.
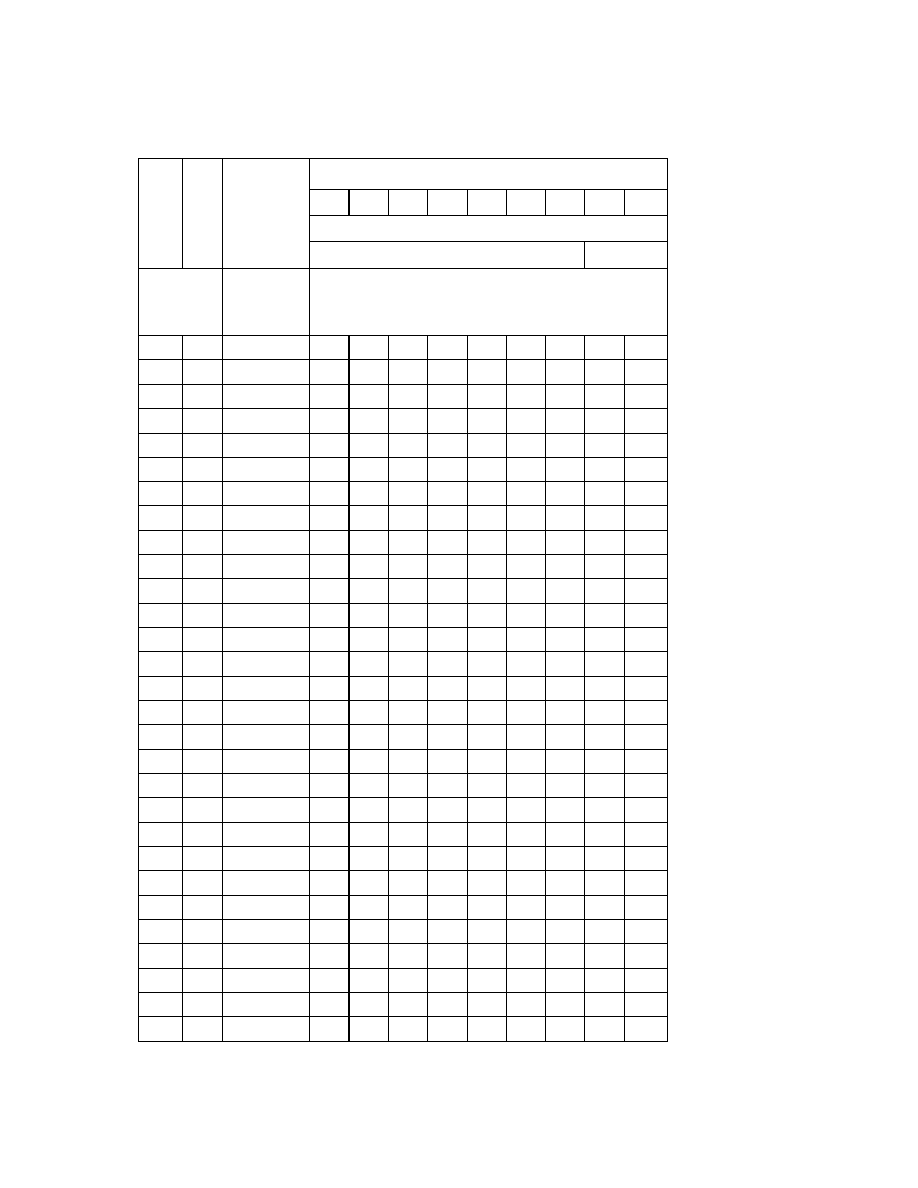
74
Tablica IV-7
Wymiary den elipsoidalnych wg PN-75/055412
g [mm]
4
5
6
7
8
10
12
14
16
D
w
h
w
Orientacyjna
pojemno
elipsoidalnej
cz ci dna
hc=40
hc=60
mm
dm
3
Orientacyjna masa dna [kg]
600
150
28,3
15,5 19,1 22,9 26,7 30,5 38,2 45,8 59
67,5
700
175
44,9
20,2 25,2 30,3 35,3 40,4 50,5 60,5 77
88
800
200
67
25,8 32,3 38,7 45,2 61,6 64,9 70
98
112
900
225
95,5
32
40
43
56
64
80
96
120
139
1000 250
131
39
49
59
68
78
98
117 146
166
1100 275
175
48
58
70
82
94
117 140 173
198
1200 300
225
55
69
83
96
110 138 165 203
232
1300 325
288
64
80
96
112 128 160 193 236
270
1400 350
359
74
92
111 129 148 185 222 271
309
1500 375
442
84
105 126 148 169 211 253 308
352
1600 400
536
95
119 143 167 191 238 286 347
397
1700 425
643
107 134 161 188 214 288 321 389
445
1800 450
764
120 150 180 209 239 299 359 434
496
1900 475
898
133 166 199 232 265 332 398 480
549
2000 500
1048
147 183 220 256 293 366 439 530
605
2100 525
1213
161 201 242 282 322 403 483 551
664
2200 550
1394
220 264 308 352 441 529 635
726
2400 600
1810
261 313 365 417 521 626 750
857
2500 625
2046
282 339 395 452 565 677 811
927
2600 650
2302
305 356 421 438 609 731 875 1000
2700 675
2577
328 393 459 524 656 787 956 1092
2800 700
2875
352 423 493 564 704 845 1010 1150
2900 725
3194
377 452 527 603 754 905 1080 1231
3000 750
3538
403 484 564 645 806 967 1155 1320
3200 800
4291
594 640 732 914 1100 1305 1495
3400 850
5147
824 1030 1236 1470 1660
3600 900
6110
1150 1380 1640 1880
3800 950
7106
1280 1540 1820 2090
4000 1000
8381
1415 1700 2020 2210
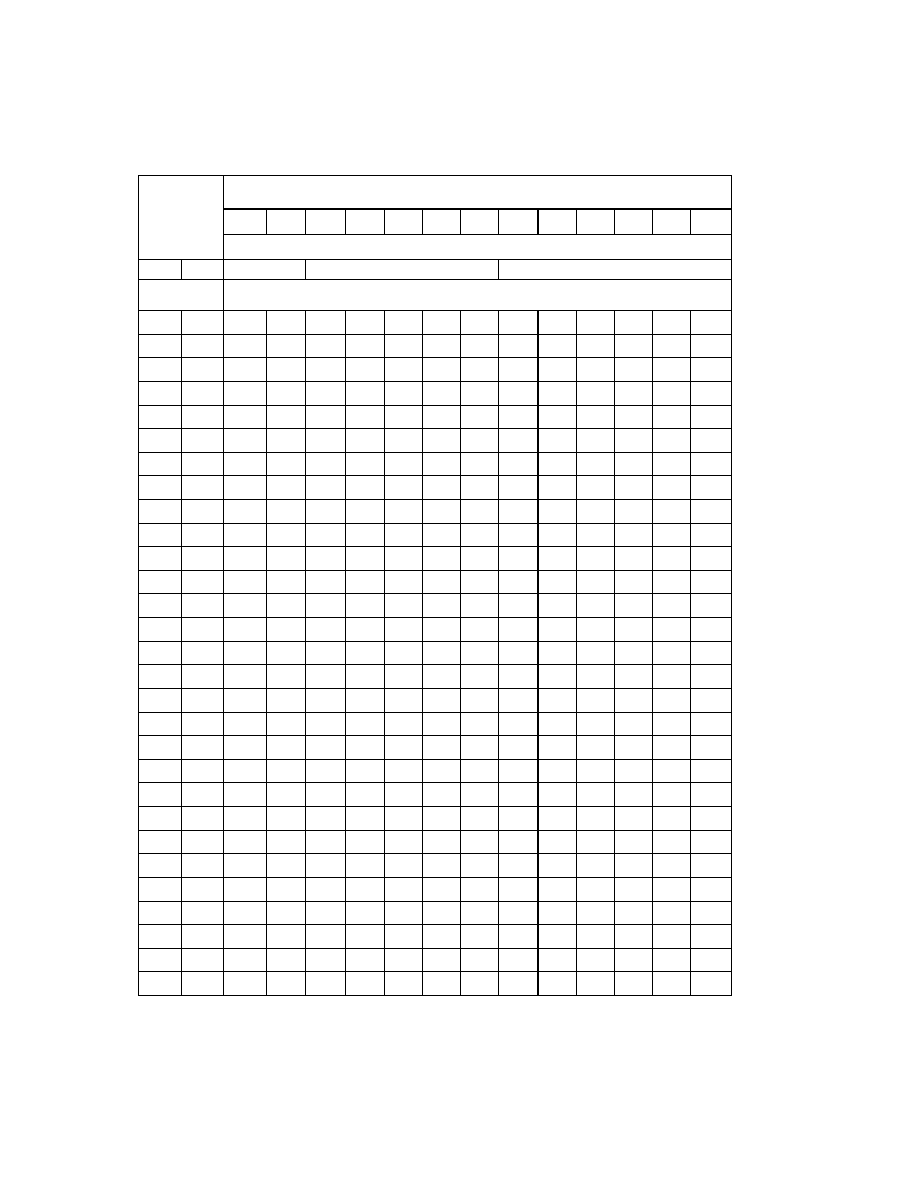
75
Wymiary den elipsoidalnych wg PN-75/M-35412 , cd. tablicy IV-7
g [mm]
18
20
22
24
26
28
30
32
34
36
40
44
50
h
c
mm
D
w
H
w
h
c
=60
h
c
=90
h
c
=120
mm
Orientacyjna masa dna [kg]
600
150
76
84
107 117 128 138 148
700
175
99
110 137 150 162 174 187
800
200
126
139 171 187 202 218 233
900
225
155
172 209 228 247 266 285 334 355 375
1000 250
187
208 250 273 296 319 341 397 422 447 498
1100 275
223
247 296 323 349 376 403 466 495 524 582
1200 300
261
290 341 378 408 439 470 540 574 608 675
1300 325
303
337 398 434 470 506 543 620 659 697 775
1400 350
348
387 455 496 537 579 620 705 749 793 881 970 1100
1500 375
398
439 515 561 608 655 702 795 818 895 991 1095 1245
1600 400
447
496 579 631 624 737 789 891 947 1005 1116 1225 1395
1700 425
501
556 647 706 764 823 882 993 1055 1120 1240 1365 1550
1800 450
568
620 179 784 849 915 980 1100 1170 1240 1375 1515 1720
1900 475
617
686 794 866 938 1010 1080 1210 1290 1365 1515 1665 1800
2000 500
681
756 873 952 1030 1110 1190 1330 1415 1495 1665 1830 2080
2100 525
747
830 956 1045 1130 1215 1305 1455 1545 1635 1820 2000 2210
2200 550
817
907 1045 1140 1235 1330 1425 1585 1685 1780 1980 2175 2475
2400 600
964
1070 1225 1340 1450 1560 1675 1850 1970 2090 2320 2558 2900
2500 625
1045 1160 1325 1445 1569 1685 1805 2005 2130 2255 2505 2755 3130
2600 650
1125 1250 1430 1560 1665 1815 1945 2155 2290 2426 2690 2960 3365
2700 675
1229 1365 1532 1671 1811 1950 2089 2309 2453 2598 2886 3176 3608
2800 700
1300 1440 1645 1790 1940 2090 2240 2470 2626 2780 3090 3400 3860
2900 725
1388 1542 1755 1915 2074 2234 2393 2639 2804 2969 3299 3629 4123
3000 750
1485 1650 1875 2045 2215 2385 2555 2815 2990 3165 3515 3870 4395
3200 800
1680 1865 2120 2310 2500 2695 2890 3175 3375 3570 3970 4360 4960
3400 850
1890 2100 2380 2595 2810 3025 3240 3560 3780 4005 4450 4890 5680
3600 900
2100 2350 2650 2890 3130 3380 3620 3960 4210 4460 4960 5450 6190
3800 950
2350 2610 2940 3210 3480 3780 4010 4390 4570 4940 5490 6040 6880
4000 1000 2690 2880 3250 3540 3840 4130 4430 4840 5140 5450 6050 6880 7570

76
4. Rury
Przedmiotem normy PN-85/H-74252 s rury stalowe bez szwu kotłowe, ze stali w glowej
(K10, K18) i stopowej (16M, 15HM, 10H2M, 13HMF), do pracy w podwy szonych
temperaturach, stosowane do budowy kotłów, zbiorników ci nieniowych oraz ruroci gów
pary i wody.
Przykład oznaczenia rury kotłowej walcowanej na gor co (B), lakierowanej (LK), III
stopie wymaga , o rednicy zewn trznej 323,9 mm i grubo ci cianki 40 mm, o długo ci
dokładnej 5000 mm ze stali 13HMF:
RURA KOTŁOWA B LK III 323, 9x40x5000 13HMF PN-85/H-74252
rednice zewn trzne, grubo ci cianek oraz masy 1 m rur kotłowych podano w tabl. IV-9,
natomiast dopuszczalne odchyłki grubo ci cianek -w tabl. IV-8.
Rury stalowe bez szwu przewodowe, wykonane ze stali R, R35, R45 (oraz 18G2A),
stosowane do budowy aparatów, maszyn i urz dze do procesów chemicznych oraz w
przemysłach pokrewnych s przedmiotem normy PN-76/2302-28. Wymiary rednic
zewn trznych, grubo ci cianek oraz mas 1 m rury wg wymaga tej normy podano w tabl.
IV-10 (odchyłki grubo ci cianki wg tabl. IV-8).
Norma BN-76/2302-28 jest wyci giem z PN-73/H-74219.
c
1
= wc
1
*g
n
kr
≈ wc1* s,
gdzie :
wc1 – współczynnik odchyłek grubo ci rury według tablicy IV-8
s - grubo kołnierza kró ca.
77
Tablica IV-8
Odchyłki grubo ci cianek rur wc
1
wg PN-85/H-74252 oraz PN-73/H-74219
rednica zewn trzna
d
z
mm
Dopuszczalne odchyłki grubo ci
cianek w % (uwagi: 1, 2, 3)
do 133
powy ej 133 do 323,9
powy ej 323,9
±10 (-15)
±12.5 (-17.5)
±15 (-20)
1
W pojedynczych miejscach rur poza lini półgrub w tabl. IV-8, na
długo ci nie przekraczaj cej dwóch rednic zewn trznych, lecz
najwy ej na długo ci 300 mm, dopuszcza si odchyłki podane w na-
wiasach.
2
Za zgod zamawiaj cego dopuszczalne jest przekroczenie odchyłki
dodatniej dla danego przekroju rury rodzaju B, obj tych lini
półgrub w tabl. IV-8, pod warunkiem dotrzymania sumy odchyłek.
3
Na danie zamawiaj cego rury obj te lini półgrub w tabl. IV-8
mog by wykonane w dodatniej odchyłce grubo ci cianki wynosz -
cej +25%, -0%.
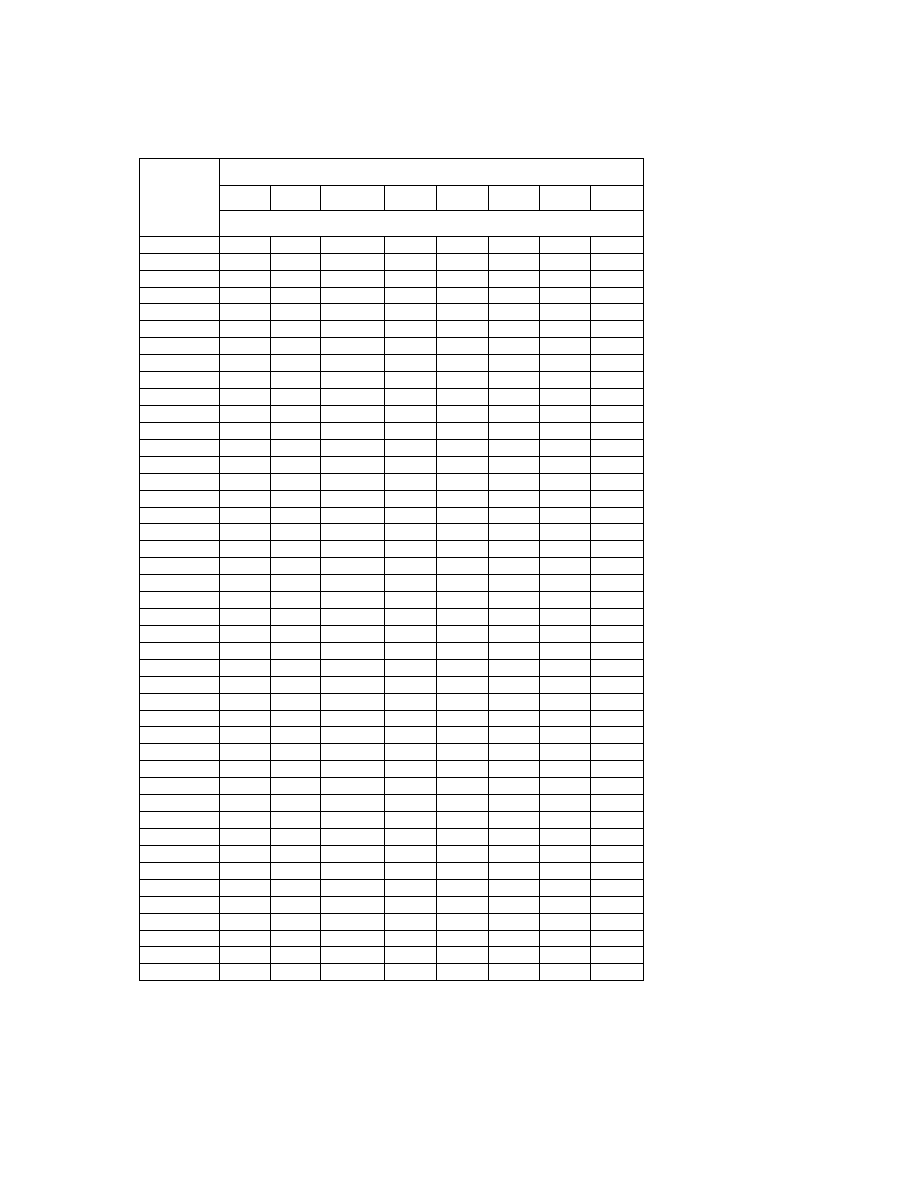
78
Tablica IV-9
Wymiary rur kotłowych wg PN-85/H-74252
Grubo cianek gn [mm]
1,6
1,8
2,0
2,3
2,6
2,9
3,2
3,6
rednica
zewn trzna
dz [mm]
Masa 1 m rury [kg]
10,2
0,339 0,373
0,404
0,448
0,487
12
0,410 0,453
0,493
0,550
0,603
13,5
0,519
0,567
0,635
0,699 0,758
16
0,630
0,691
0,777
0,859 0,987
17,2
0,684
0,750
0,845
0,936
1,02
20
0,888
1,00
1,12
1,22
1,33
1,46
21,3
0,952
1,08
1,20
1,32
1,43
1,57
25
1,13
1,29
1,44
1,58
1,72
1,90
26,9
1,40
1,56
1,72
1,87
2,07
30
1,76
1,94
2,11
2,34
31,8
1,87
2,07
2,26
2,50
33,7
1,99
2,20
2,41
2,67
38
2,27
2,51
2,75
3,05
42,4
2,55
2,82
3,09
3,44
44,5
2,69
2,98
3,26
3,63
48,3
2,93
3,25
3,56
3,97
51
3,10
3,44
3,77
4,21
54
3,30
3,65
4,01
4,47
57
3,87
4,25
4,74
60,3
4,51
5,03
63,5
4,76
5,32
70
5,27
5,90
76,1
5,75
6,44
82,5
7,00
88,9
7,57
101,6
8,70
108
114,3
127,0
133
139,7
159
168,3
177,8
193,7
219,1
244,5
273
298,5
323,9
355,6
406,4
457
508
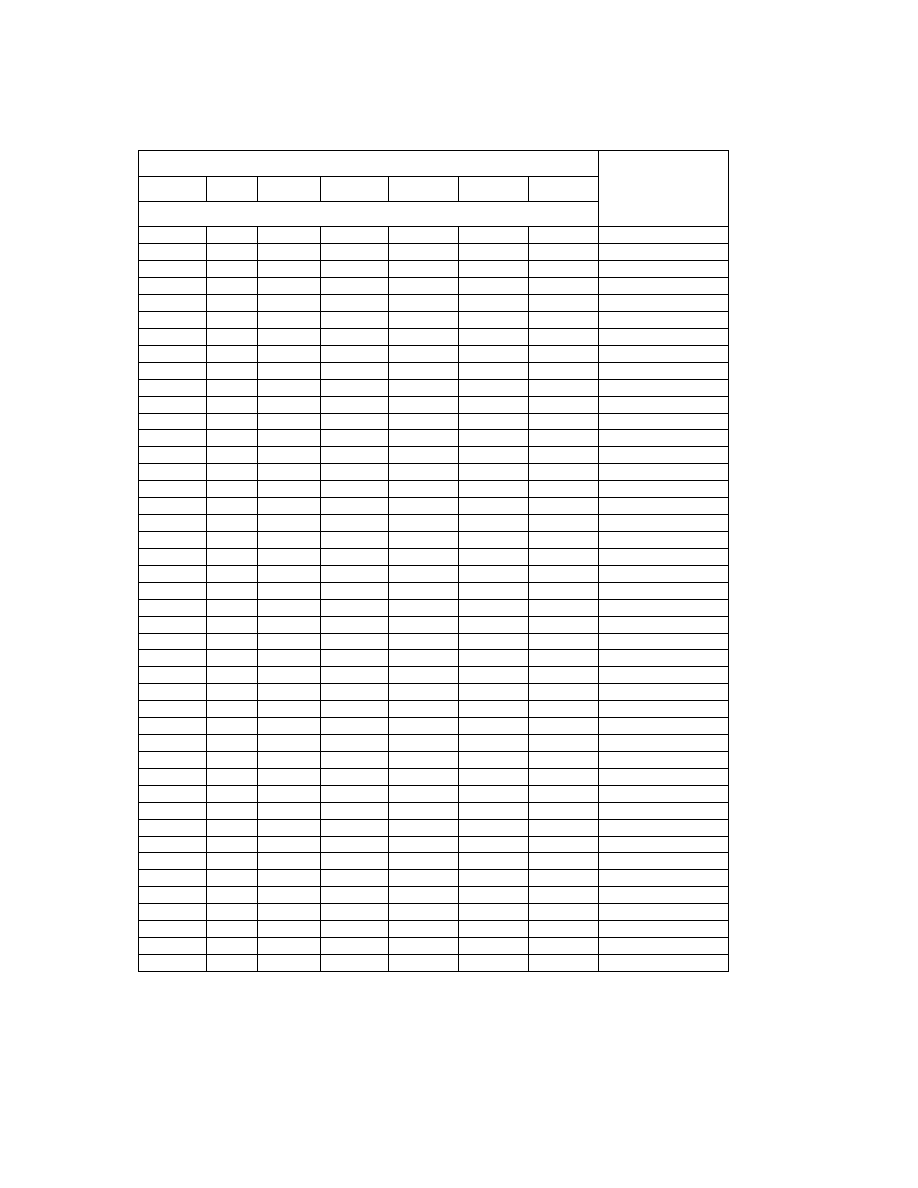
79
Tablica IV-9 (cd.)
Grubo cianki gn [mm]
4,0
4,5
5,0
5,5
6,3
7,1
8,0
Masa 1 m rury [kg]
rednica zewn trzna
[mm]
dz
10,2
12
13,5
16
17,2
1,58
1,72
1,85
20
1,71
1,86
2,01
21,3
2,07
2,28
2,47
25
2,26
2,49
2,70
2,94
26,9
2,56
2,83
3,08
3,37
3,68
30
2,74
3,03
3,30
3,62
3,96
31,8
2,93
3,24
3,54
3,88
4,26
33,7
3,35
3,72
4,07
4,47
4,93
38
3,79
4,21
4,61
5,08
5,61
6,18
42,4
4,00
4,44
4,87
5,37
5,94
6,55
44,5
4,37
4,86
5,34
5,90
6,53
7,21
48,3
4,64
5,16
5,67
6,27
6,94
7,69
8,48
51
4,93
5,49
6,04
6,68
7,41
8,21
9,08
54
5,23
5,83
6,41
7,10
7,68
8,74
9,67
57
5,55
6,19
6,82
7,55
8,39
9,32
10,3
60,3
5,87
6,55
7,21
8,00
8,89
9,88
10,9
63,5
6,51
7,27
8,01
8,89
9,90
11,0
12,2
70
7,11
7,95
8,77
9,74
10,8
12,1
13,4
76,1
7,74
8,66
9,56
10,6
11,8
13,2
14,7
82,5
8,38
9,37
10,3
11,5
12,8
14,3
16,0
88,9
9,63
10,8
11,9
13,3
14,8
16,5
18,5
101,6
10,3
11,5
12,7
14,1
15,8
17,7
19,7
108
10,9
12,2
13,5
15,0
15,8
18,8
21,0
114,3
12,1
13,6
15,0
16,8
18,8
21,0
23,5
127,0
12,7
14,3
15,8
17,6
19,7
22,0
24,7
133
16,6
18,5
20,7
23,2
26,0
139,7
21,1
23,7
26,6
29,8
159
25,2
28,2
31,6
168,3
26,6
29,9
33,5
177,8
32,7
36,6
193,7
37,1
41,6
219,1
41,6
46,7
244,5
52,3
273
57,3
298,5
332,9
355,6
406,4
457
508
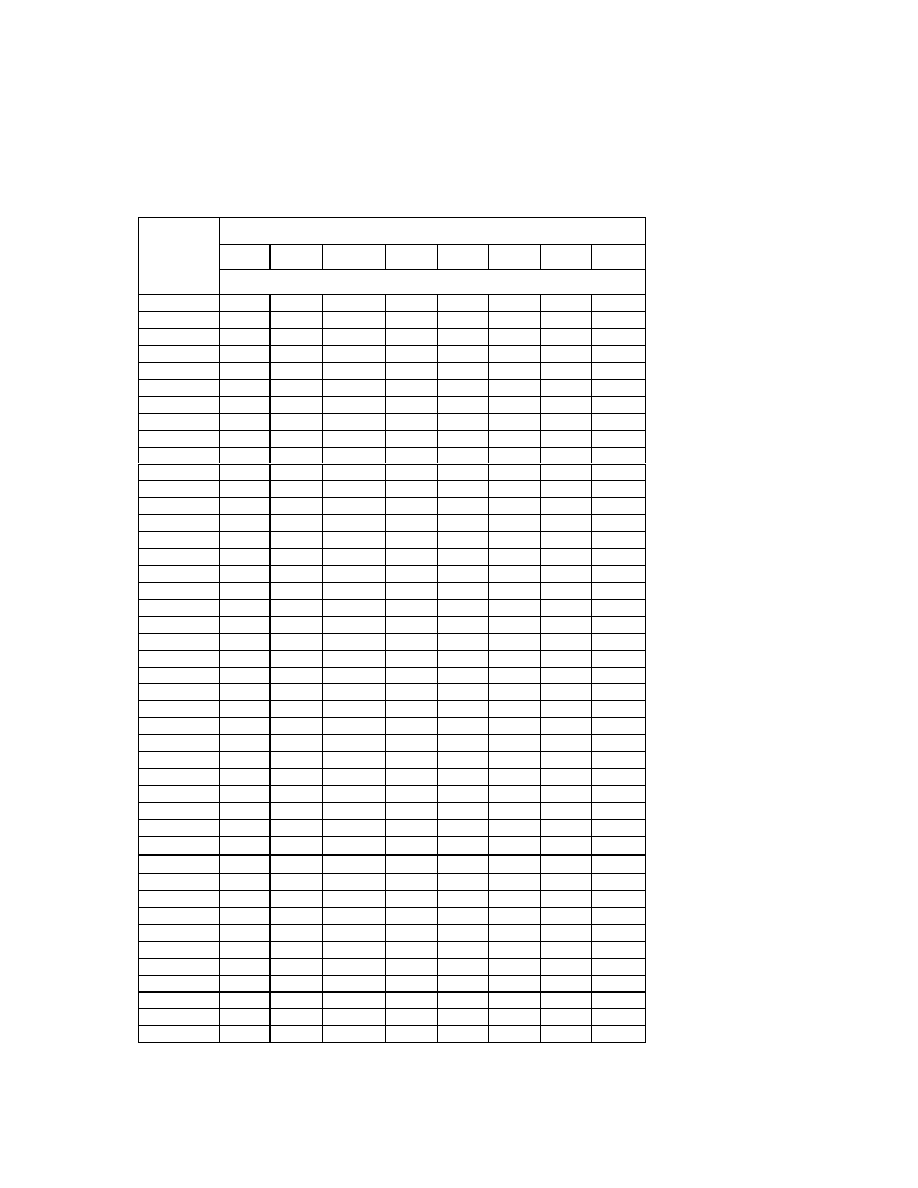
80
Tablica IV-9 (cd.)
Grubo cianek gn [mm]
8,8
10,0
11,0
12,5
14,2
16,0
17,5
20,0
rednica
zewn trzna
mm
dz[mm]
Masa 1 m rury [kg]
10,2
12
13,5
16
17,2
20
21,3
25
26,9
30
31,8
33,7
38
42,4
44,5
48,3
51
9,16
10,1
54
9,81
10,9
57
10,5
11,6
60,3
11,2
12,4
63,5
11,9
13,2
70
13,3
14,8
76,1
14,6
16,3
17,7
82,5
16,0
17,9
19,4
88,9
17,4
19,5
21,1
23,6
26,2
101,6
20,1
22,6
24,6
27,5
30,6
33,7
36,2
108
21,5
24,2
26,3
29,4
32,8
36,2
39,0
114,3
22,9
25,7
28,0
31,4
35,1
38,8
127,0
25,7
28,9
31,5
35,3
39,5
43,8
133
27,0
30,3
53,1
37,1
41,6
46,2
49,9
55,7
139,7
28.4
32,0
34,9
39,2
43,9
48,8
52,7
59,0
159
32,6
36,7
40,1
45,2
50,7
56,4
61,1
68,6
168,3
34,6
39,0
42,7
48,0
54,0
60,1
65,1
73,1
177,8
36,7
41,4
45,2
51,0
57,3
63,8
69,2
77,8
193,7
40,1
45,3
49,6
55,9
62,9
70,1
76,0
85,7
219,1
45,6
51,6
56,5
63,7
71,8
80,1
87,0
98,2
244,5
51,2
57,8
63,3
71,5
80,6
90,2
98,0
111
273
57,3
64,9
71,1
80,3
90,6
101
110
125
298,5
62,9
71,1
78,0
88,2
99,6
111
121
137
323,9
77,4
84,9
96,0
108
121
132
150
355,6
85,2
93,5
106
120
134
146
166
406,4
107
121
137
154
168
191
457
137
155
174
190
216
508
173
194
212
241
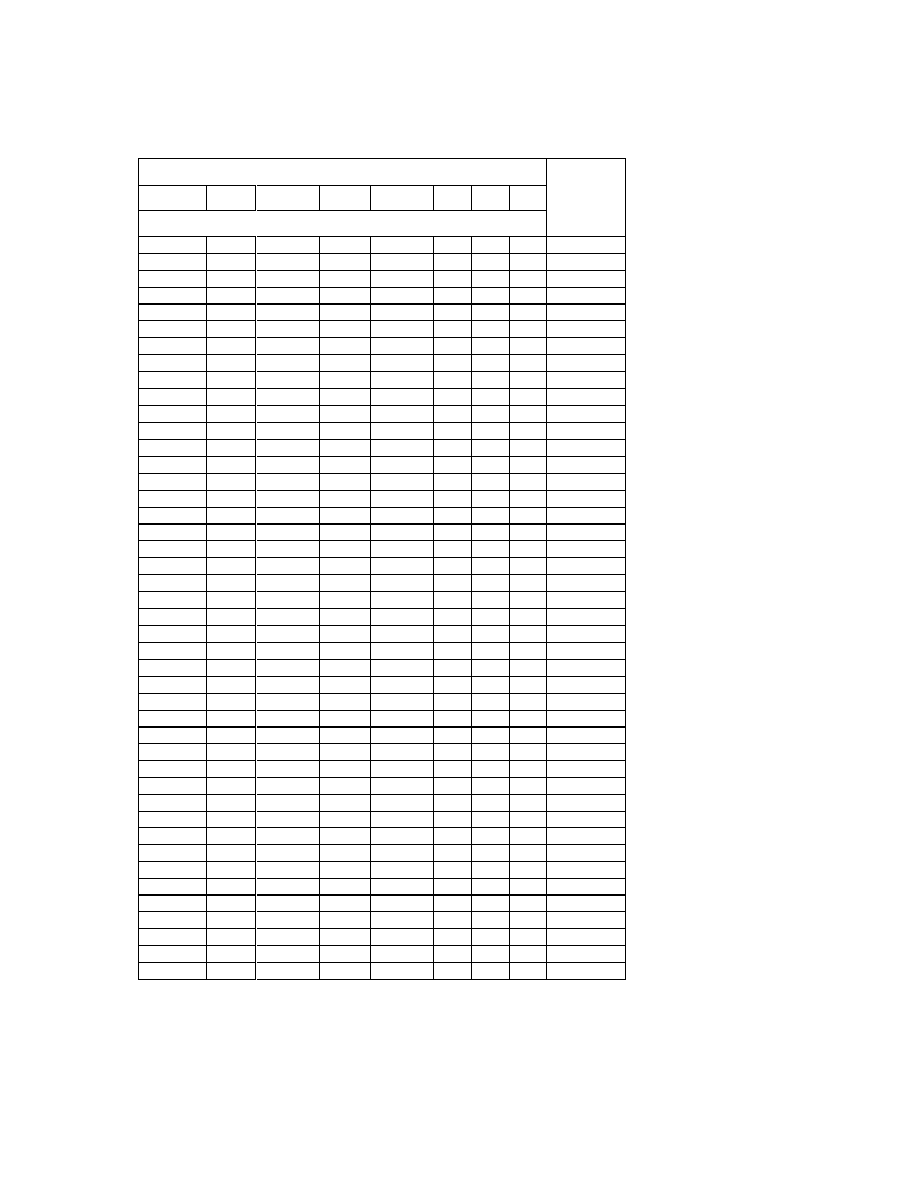
81
Tablica IV-9 (cd.)
grubo cianek gn [mm]
22,2
25,0
28,0
30,0
32,0
36,0 40,0 45,0
rednica
zewn trzna
dz [mm]
Masa 1 m rury [kg]
10,2
12,0
13,5
16
17,2
20
21,3
25
26,9
30
31,8
33,7
38
42,4
44,5
48,3
51
54
57
60,3
63,5
70
76,1
82,5
88,9
101,6
108
114,3
127,0
133
139,7
74,8
159
80,0
88,3
168,3
85,2
94,2
177,8
93,9
105
114
121
193,7
108
120
152
140
219,1
122
135
149
159
244,5
137
158
169
180
190
211 229
273
151
169
187
199
298,5
165
184
204
217
230
256 260 309
323,9
183
204
226
241
255
284 311 344
355,6
210
235
261
278
295
319 361 401
406,4
238
266
296
316
335
374 411 457
457
266
298
331
354
375
419 461 513
508
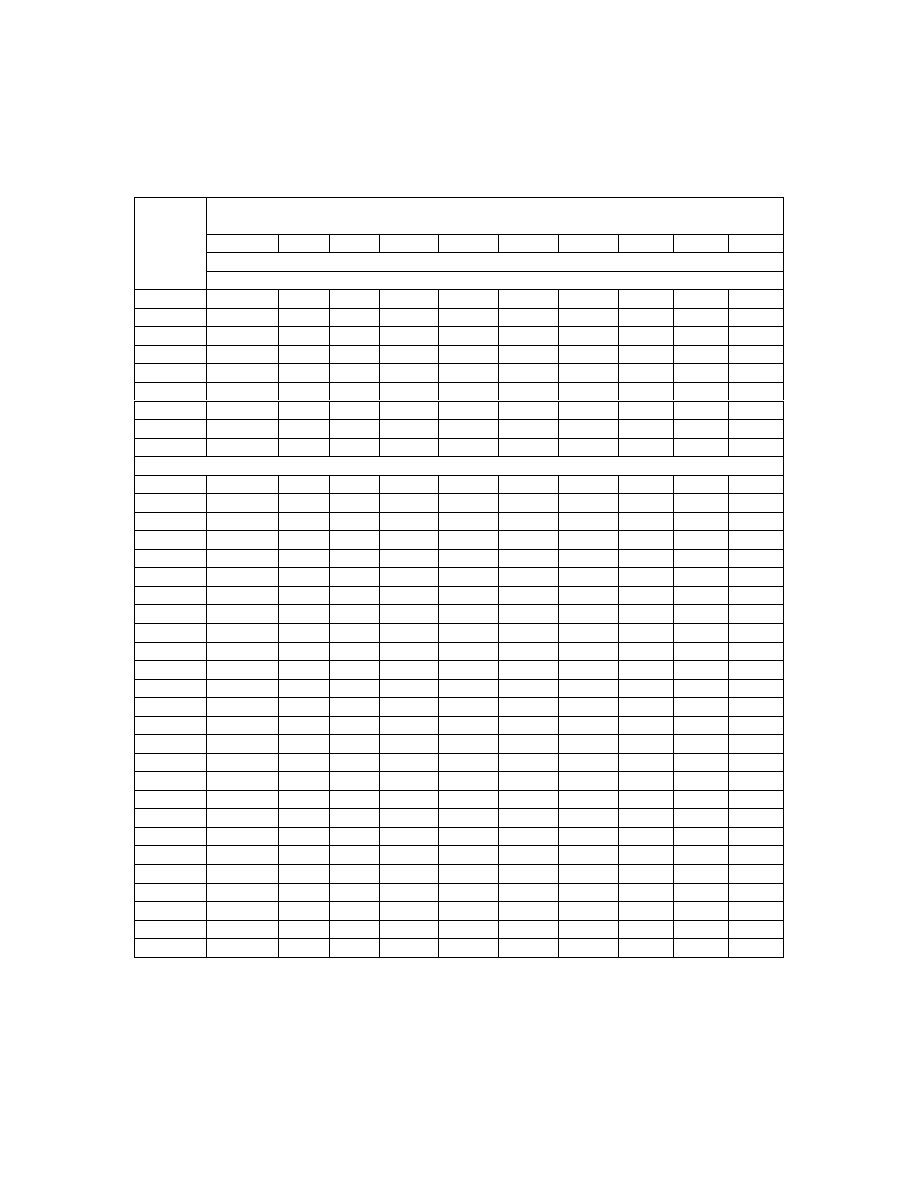
82
Wymiary rednic zewn trznych grubo ci cianek i masa 1 m
dla rur przewodowych wg BN – 76/2302-28 (Tablica IV-10)
Grubo cianki, mm
1,6
2
2,6
2,9
3,6
4
4,5
5
6,3
7,1
Masa 1 m rury, kg/m
rednica
zewn trz
na dz
[mm]
Rury walcowane lub ci gnione na zimno
10,2
0,344
0,410 0,493
12
0,411
0,494 0,605
13,5
0,571 0,703 0,762
16
0,642 0,860 0,938
17,2
0,754 0,942
1,03
1,21
20
1,12
1,22
1,46
1,58
21,3
1,21
1,33
1,59
1,72
25
1,44
1,58
1,90
2,07
30
1,77
1,96
2,37
2,59
Rury walcowane na gor co
31,8
2,08
2,52
2,76
3,02
33,7
2,22
2,69
2,95
3,23
38
2,53
3,08
3,38
3,71
42,4
2,84
3,81
4,61
44,5
2,99
3,65
4,02
4,87
5,95
48,3
3,27
4,00
4,41
5,34
51
3,46
4,65
5,67
6,95
57
3,90
4,78
5,27
6,41
7,91
60,3
5,59
6,82
8,42
70
5,93
6,55
8,01
9,92
11,0
76,1
6,49
7,17
8,77
10,9
12,1
88,9
7,63
8,43
10,3
12,9
101,6
8,76
9,70
11,9
14,9
108
10,3
12,7
15,8
114,3
11,0
16,8
133
17,1
15,8
19,8
159
19,0
23,8
168,3
25,3
28,3
193,7
29,2
32,8
219,1
33,2
37,2
273
46,7
323,9
355,6
406,4
457
508
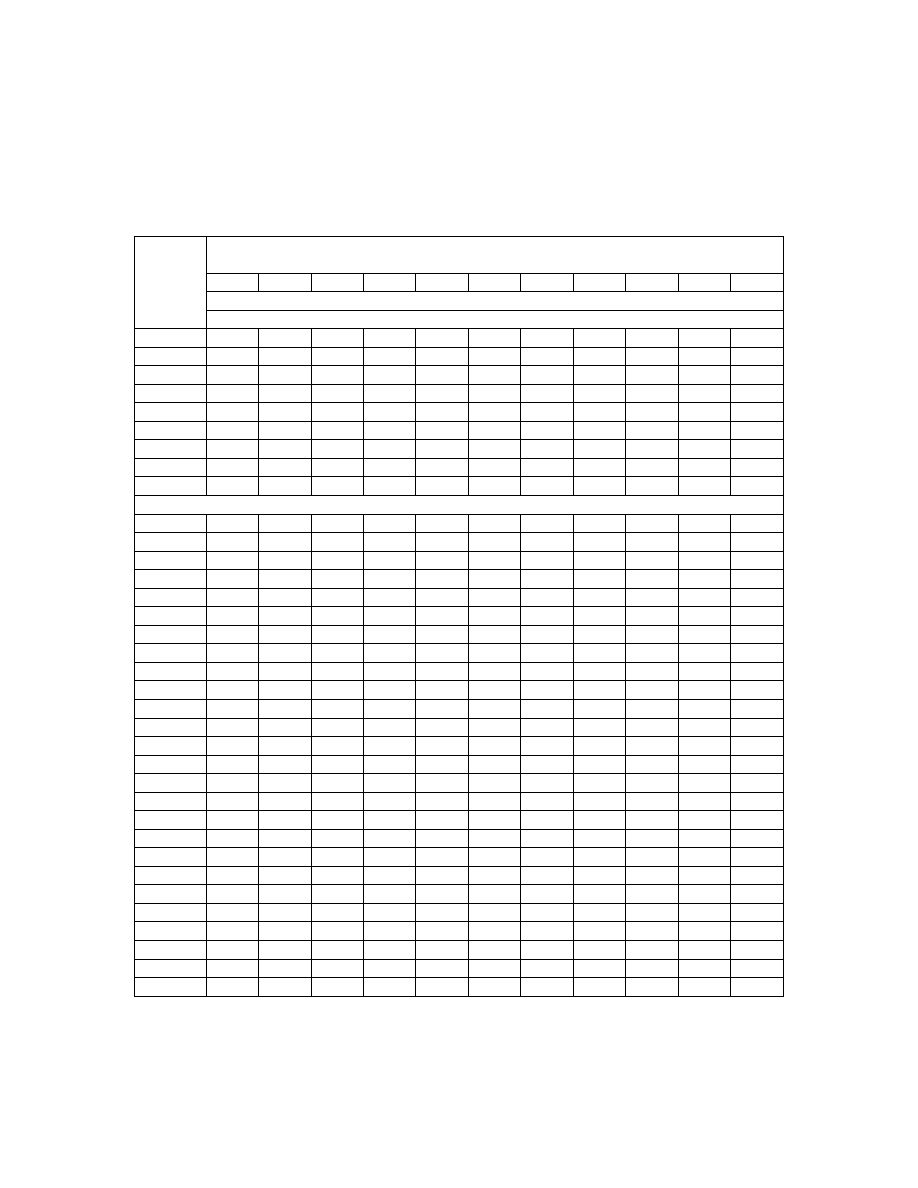
83
Wymiary rednic zewn trznych grubo ci cianek i masa 1 m
dla rur przewodowych wg BN – 76/2302-28 (Tablica IV-10, cd.)
Grubo cianki, mm
8
8,8
10
11
12,5
14,2
16
17,5
20
25
30
Masa 1 m rury, kg/m
rednica
zewn trz
na
mm
Rury walcowane lub ci gnione na zimno
10,2
12
13,5
16
17,2
20
21,3
25
30
Rury walcowane na gor co
31,8
33,7
38
42,4
44,5
48,3
51
57
9,65
11,6
60,3
10,3
12,4
70
12,2
14,8
76,1
13,4
16,3
88,9
15,9
19,5
23,7
101,6
18,4
22,6
30,7
108
19,6
21,4
24,2
29,6
32,9
114,3
20,9
35,1
133
24,6
26,9
30,3
41,8
46,1
159
29,6
32,4
36,7
45,4
50,8
56,2
60,9
168,3
34,5
48,4
65,0
193,7
36,5
40,0
45,3
56,2
63,0
69,8
75,9
85,7
219,1
41,5
51,6
64,1
71,9
79,8
98,2
273
52,1
57,1
64,8
80,9
90,9
101
110
125
154
323,9
62,1
68,1
77,4
96,7
109
121
150
186
217
355,6
68,3
74,9
85,2
107
120
133
166
241
406,4
85,9
97,8
122
138
153
168
191
237
457
110
138
156
173
189
216
268
316
508
135
154
173
193
211
241
353

84
5. Kołnierze do przyspawania okr głe z szyjk
Kołnierze do przy spawania okr głe z szyjk wg rys.4.2 s przedmiotem normy PN-87/H-
74710, która obejmuje:
Arkusz 01 - postanowienia ogólne,
Arkusz 02 - wymiary kołnierzy na ci nienie nominalne 0,63 MPa
(tablica IV-11),
Arkusz 03 - wymiary kołnierzy na ci nienie nominalne 1 MPa
(tablica IV-12),
Arkusz 04 - wymiary kołnierzy na ci nienie nominalne 1,6 MPa,
(tablica IV-13),
Arkusz 05 - wymiary kołnierzy na ci nienie nominalne 2,5 MPa
(tablica IV-14),
Arkusz 06 - wymiary kołnierzy na ci nienie nominalne 4 MPa
(tablica IV-15),
Arkusze 07 i 08 - wymiary kołnierzy - odpowiednio na ci nienia 6,3 i 10 MPa.
Materiał kołnierzy powinien odpowiada wymaganiom normy PN-81/H-02650 (tabl. II-3).
Powierzchnie uszczelniaj ce kołnierzy (przylgi) w zale no ci od parametrów pracy i
przewodzonego czynnika powinny by wykonane wg PN-85/H-74307.
Przykład oznaczenia kołnierza z szyjk , z przylg zgrubn (z), na ci nienie nominalne
0,63 MPa, o rednicy nominalnej DN 65, rednicy zewn trznej szyjki 76,1 mm, grubo ci
cianki szyjki (s) 2,9 mm, ze stali St3S
KOŁNIERZ Z SZYJK , z-0,63/65/76, 1x2,9-St3S PN-87/H-74710/02
Wyszukiwarka
Podobne podstrony:
Poetyka material na egzamin id Nieznany
Jezyk Obcy 3 Materialy na cw 28 Nieznany
Materialy na temat Konosamentu Nieznany
Dokonywanie rozkroju materiałów na elementy obuwia
Dobór materiałów na elementy maszyn
Poetyka material na egzamin id Nieznany
Dokonywanie rozkroju materiałów na elementy obuwia
16 Dokonywanie rozkroju materiałów na elementy obuwia
biologia zakres materiau na egz Nieznany (2)
Materialy na szkolenie bhp id 2 Nieznany
materialy na zajecia dla studen Nieznany
Materialy stosowane na rurki sk Nieznany
1 2 Materialy na konstrukcje b Nieznany (2)
22 zalacznik 1 material na te Nieznany
materialy na wyklad 6a id 28522 Nieznany
materialy na wyklad 6b id 28523 Nieznany
MGR Materialy na obrone id 2976 Nieznany
materialy na wyklad 1 id 285225 Nieznany
więcej podobnych podstron