
AKADEMIA GÓRNICZO-HUTNICZA IM.
STANISZŁAWA STASZICA W KRAKOWIE
Maszynoznawstwo ceramiczne
PROJEKT NUMER 1:
TEMAT: Dobór kruszarki dla linii kruszenia
Dane projektowe:
D
max
= 1000 [mm]
d
max
= 90 [mm]
Q
m
= 2400 [t/h]
Surowiec: kamień wapienny
Wykonał:
Sprawdził:
Maciej Ludwig
Dr inż. T.Dzik
Czwartek 13.15 – 14.45
Grupa projektowa: 4

Zakres zadania:
1. Schemat linii kruszenia wraz z opisem. Dobór przesiewaczy i
przenośników
2. Obliczenia przepływu masy materiału
3. Dobór urządzeń do zrealizowania produktu (wstępny dobór
kruszarek I i II stopnia):
3.1. Sprawdzenie warunku na wejście materiału w celu doboru
kruszarek na poszczególne stopnie kruszenia.
4. Właściwości fizyczne i chemiczne surowca
5. Sprawdzenie warunku chwytu:
6. Parametry kruszarek:
6.1. Wielkość szczeliny wyjścia
6.2. Wielkość szczeliny wejścia
6.3. Prędkość wału
6.4. Zapotrzebowanie energii
6.5. Określenie mocy silnika kruszarek
7. Dobór ilości kruszarek na poszczególne stopnie kruszenia
8. Budowa i zasada działania
8.1. Schemat kruszarki
9. Wytyczne do doboru urządzeń do linii kruszenia
10. Podsumowanie i wnioski
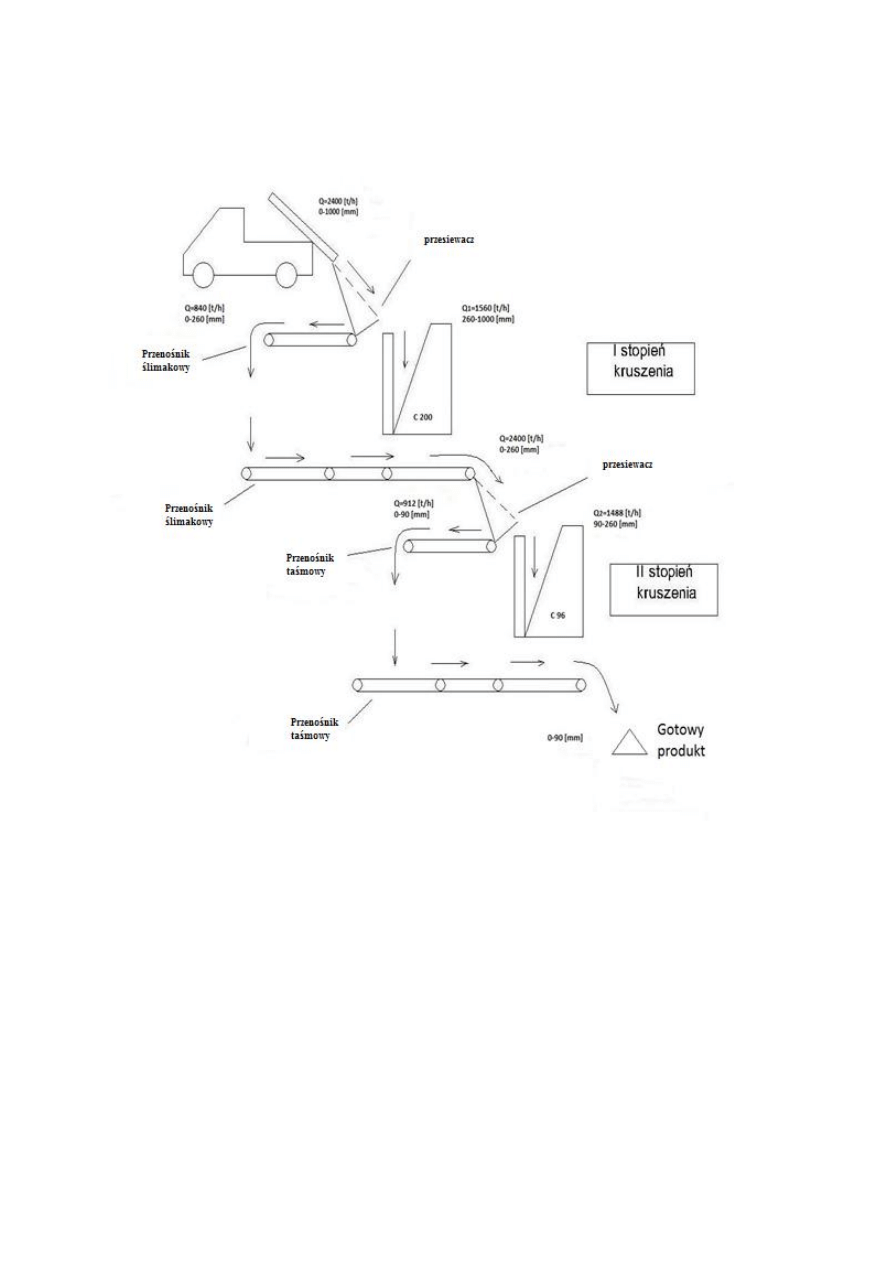
1. Schemat linii technologicznej:
Rys.1. Schemat linii technologicznej kruszenia ukazujący urządzenia wykorzystane do tejże oraz
wydajności masowe na poszczególnych jej stopniach.
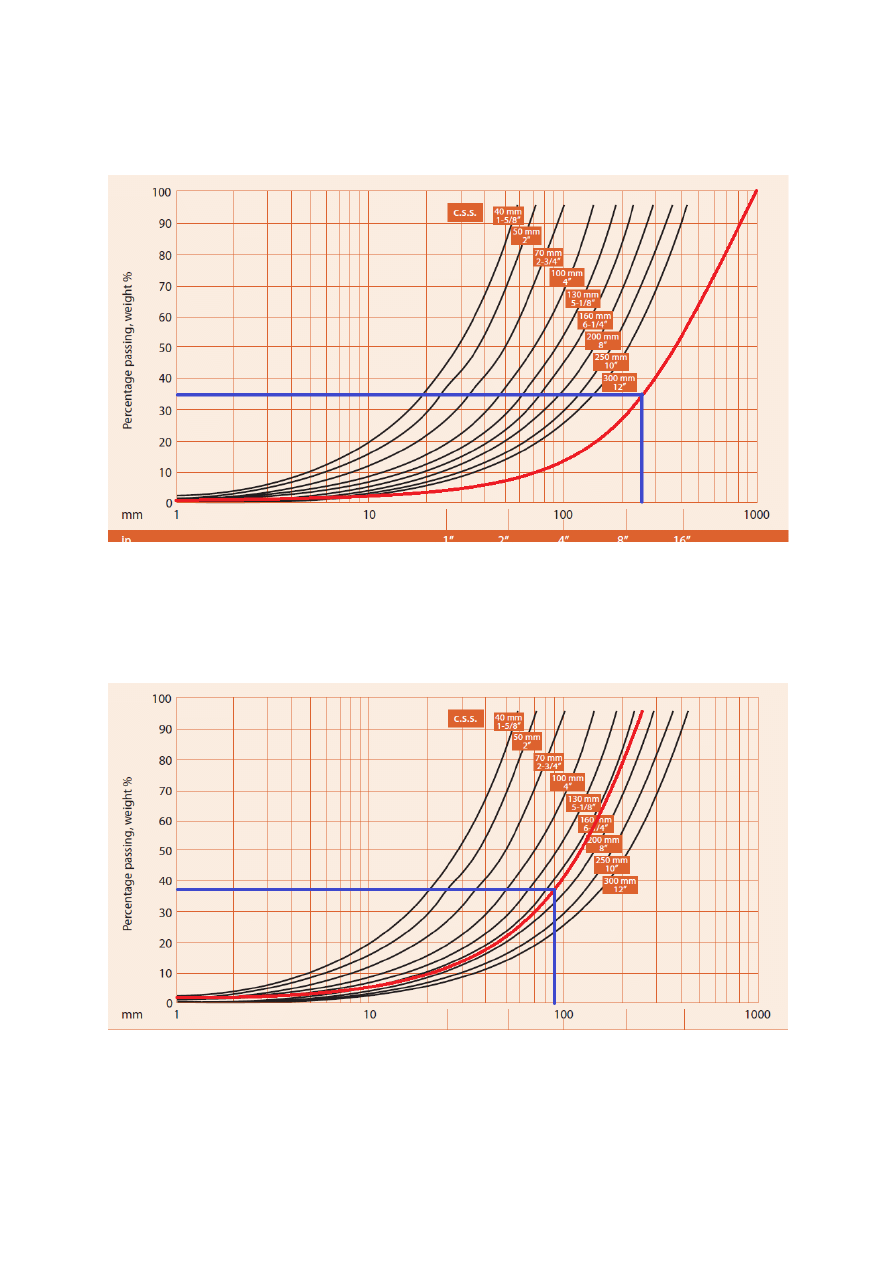
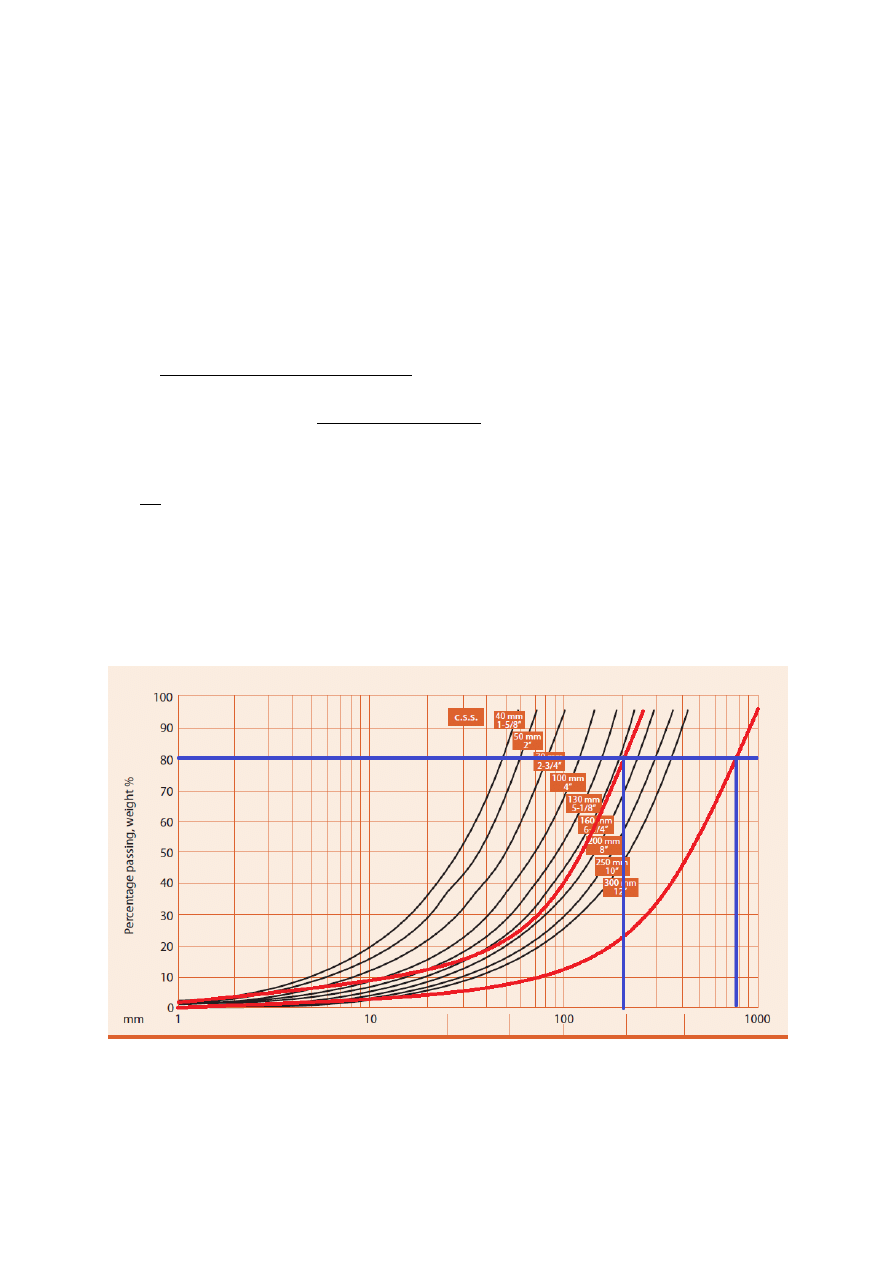
2. Obliczenia przepływu masy:
Rys. 2. Krzywa granulometryczna dla pierwszego stopnia kruszenia z wyznaczoną wartością materiału
do przesiewania wyrażoną w [%].
Z wykresu wynika ,że przed przystąpieniem do kruszenia przesiano 35 [%] czyli:
2400*35% = 840 [t/h] ilość przesiewanego materiału
2400 – 840= 1560 [t/h] ilość materiału rozdrabniana na pierwszym stopniu kruszenia
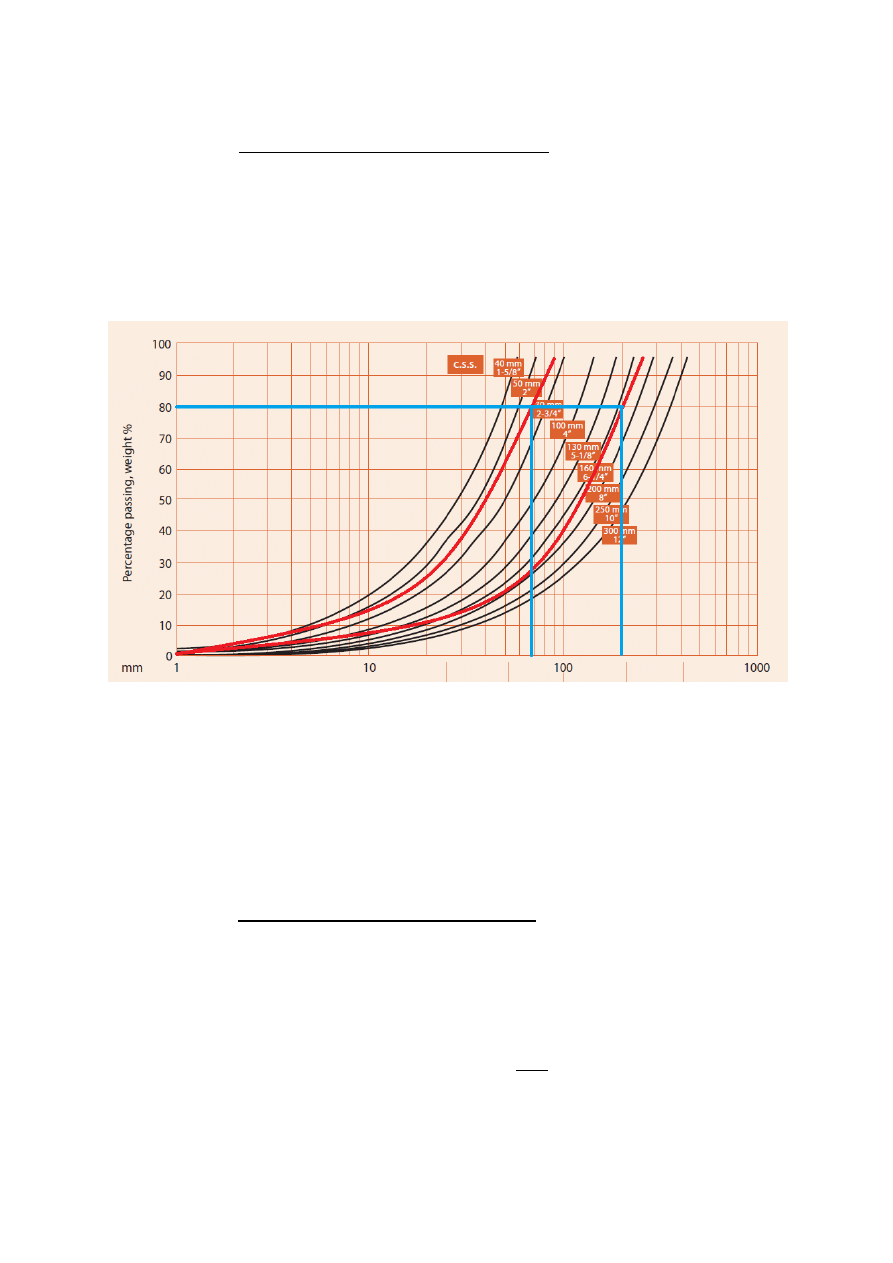
Rys. 3. Krzywa granulometryczna dla drugiego stopnia kruszenia z wyznaczoną wartością materiału
do przesiewania wyrażoną w [%].
Z wykresu wynika ,że przed przystąpieniem do kruszenia przesiano 38 [%] czyli:
2400*38% = 912 [t/h] ilość przesiewanego materiału
2400 – 912 = 1488 [t/h] ilość materiału rozdrabniana na drugim stopniu kruszenia
3. Dobór urządzeń do zrealizowania produktu (wstępny dobór kruszarek I i II
stopnia):
i
max
=
[-]
gdzie:
i
max
– maksymalny stopień rozdrobnienia [-]
d
max
– wielkość produktu [mm]
D
max
– wielkość brył nadawy
i
max
=
= 11,1 [-]
Przyjmuję stopień rozdrobnienia i
1
= 4 [-] oraz i
2
= 2,775 [-] wtedy:
D
1
=
d
2
=
3.1.Sprawdzenie warunku na wejście materiału w celu doboru kruszarek na poszczególne
stopnie kruszenia.
I STOPIEŃ KRUSZENIA:
gdzie:
b – Szerokość szczęki
Dla D
max
= 1000 [mm]:
Z tabeli specyfikacji technicznej kruszarek C jaw wybrano kruszarkę C 200 gdyż spełniony
jest dla niej warunek na wejście materiału (b
C200
= 1500 [mm]).
Na podstawie wielkości produktu na pierwszym stopniu kruszenia D
1
=250 [mm] dobieram
kruszarkę C200 o wielkości produktu w zakresie 0-260 [mm] i szerokości zamkniętej
szczeliny równej 175 [mm]
II STOPIEŃ KRUSZENIA:
gdzie:
b – Szerokość szczęki
Dla d
max
= 260 [mm]:

Z tabeli specyfikacji technicznej kruszarek C jaw wybrano kruszarkę C 96 gdyż spełniony jest
dla niej warunek na wejście materiału (b
C96
= 510[mm]).
Na podstawie wielkości produktu na drugim stopniu kruszenia d
2
=90 [mm] dobieram
kruszarkę C96 o wielkości produktu w zakresie 0-90 [mm] i szerokości zamkniętej szczeliny
równej 60 [mm]:
4. Właściwości fizyczne i chemiczne surowca:
Kamień wapienny - skała osadowa (chemogeniczna lub organogeniczna) zbudowana głównie
z węglanu wapnia, przede wszystkim w postaci kalcytu.
Występowanie: W Polsce powierzchniowo odsłaniają się głównie w Górach Świętokrzyskich,
Jurze Krakowsko-Częstochowskiej, Pagórach Chełmskich, na Lubelszczyźnie i Roztoczu, a
także w Tatrach, Pieninach i w wielu miejscach lokalnie w Sudetach, a także jako porwaki
tektoniczne lub porwaki lodowcowe lokalnie w innych miejscach w Beskidach (np. Kruhel
Wielki k. Przemyśla, Skałki Andrychowskie, Bachowice k. Andrychowa), na Pałukach (np.
Piechcin–Wapienno–Bielawy k. Żnina) i centralnej Polsce (np. Rożniatów) oraz na Pomorzu
Zachodnim (np. Łukęcin k. Kamienia Pomorskiego, Jezioro Turkusowe - Wolin, Jezioro
Szmaragdowe - Szczecin)
Wykorzystywanie:
Dla przemysłu hutniczego i ceramicznego
Kruszywa drogowe
Do wytwarzania betonów i mas bitumicznych
Mączka oraz piaski wapienne m.in. wykorzystywane w energetyce
Zmiękczanie wody, odsiarczane spalin
Produkcji materiałów budowlanych, twardnienie zaprawy wapiennej, twardnienie
cementu.
Właściwości mechaniczne surowca:
Gęstość γ = 2,83 [t/m
3
]
Gęstość usypowa γ
u
= 1.69 [t/m
3
]
Moduł sprężystości Younga E = 6*10
4
[MPa]
Wytrzymałość na ściskanie σ
c
= 154 [MPa],
Kinetyczny współczynnik tarcia po stali µ = 0,42 [-]
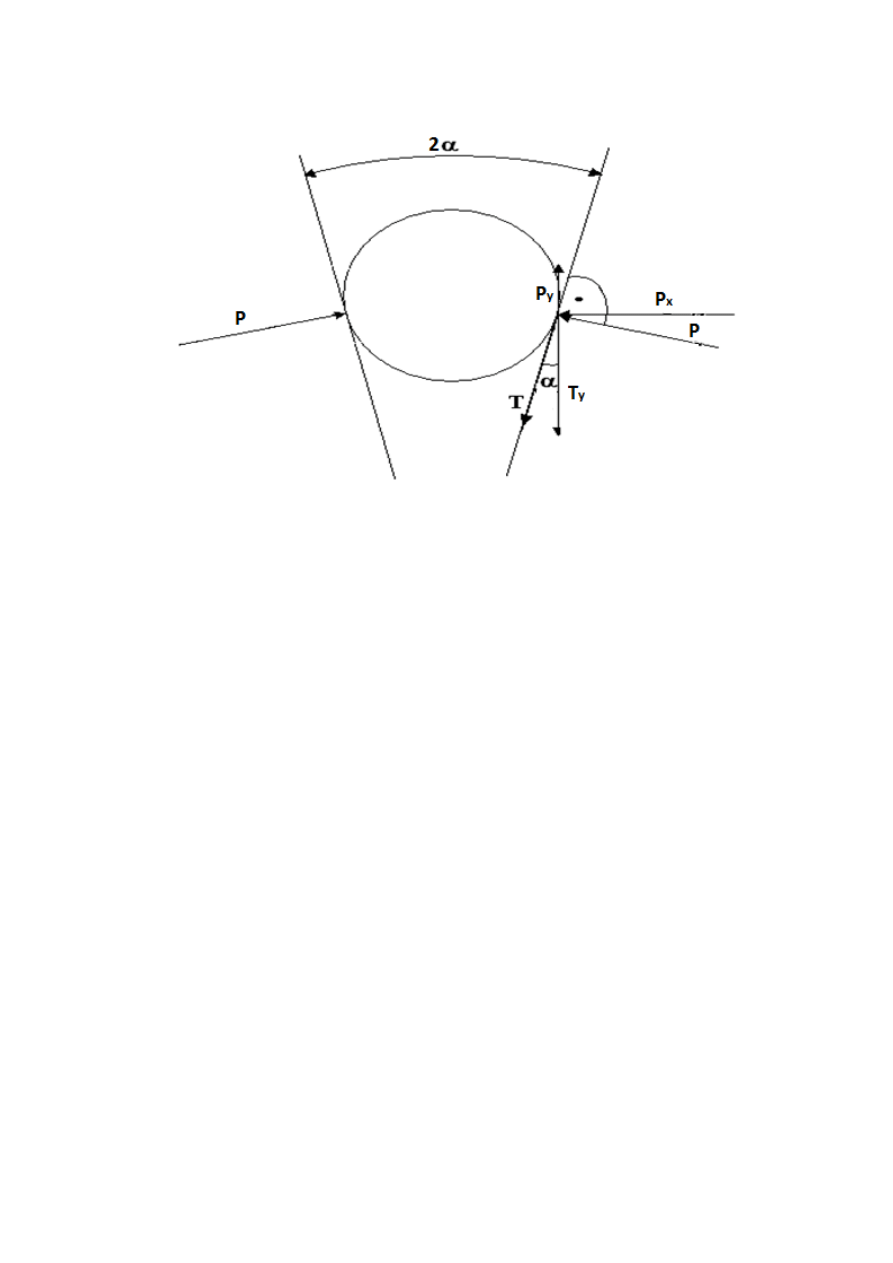
5. Sprawdzenie warunku chwytu:
Rys. 4. Schemat ukazujący rozkład sił działających na kruszone ziarno.
Warunek chwytu:
m
g + 2 T
y
> 2
P
y
T
y
= T
cosα
P
y
=P
sinα
T = P
μ
T = 2
P cosα μ > 2 P sinα
Dlatego aby ziarno było wpychane do wnętrza kruszarki musi zostać spełniona zależność:
μ > tg α
μ = tg φ
gdzie:
φ – kąt rozwarcia [
0
]
tg φ > tg α
φ > α
μ = 0,42 [-]
2α=22[°]
φ = arctg(0,42)
φ = 22
o
78’
22
o
78’ > 11°
Spełniony jest warunek chwytu
Dla kruszarek szczękowych kąt 2α zawiera się pomiędzy 18 - 24°. Do dalszych obliczeń
zarówno dla kruszarki pierwszego, jak i drugiego stopnia przyjęto kąt 2α=22°
6. Parametry kruszarek:
6.1. Wielkość szczeliny wyjścia:
I STOPIEŃ KRUSZENIA:
OSS =
OSS
1
=
= 217 [mm]
II STOPIEŃ KRUSZENIA:
OSS
2
przyjęto wartość 82 [mm]
6.2.Wielkość szczeliny wejścia:
Odczytana z katalogu wielkość szczeliny wyjścia dla kruszarki na pierwszym stopniu
kruszenia (C200) wynosi:
CSS
1
= 175 [mm]
Odczytana z katalogu wielkość szczeliny wyjścia dla kruszarki na drugim stopniu kruszenia
(C96) wynosi:
CSS
2
= 60 [mm]
6.3.Prędkość wału:
I STOPIEŃ KRUSZENIA:
OSS = CSS + S
gdzie:
S- skok szczęki [mm],
OSS- szerokość szczeliny wylotowej przy otwartej szczęce [mm],
CSS- szerokość szczeliny wylotowej przy zamkniętej szczęce [mm]
S
1
= OSS
1
– CSS
1
S
1
= 217 – 175 = 42 [mm] = 0,042 [m]
h =
h
1
=
t =
gdzie:
g – przyspieszenie ziemskie równe 9,81
t – czas [s]
t
1
=
= 0,146 [s]
n =
n –prędkość obrotowa [obr/h]
n
1
=
= 3,42 [Obr/s] = 205,5 [obr/min]
Do dalszych obliczeń przyjmuje wartość prędkości obrotowej umieszczonej w katalogu
n
1
= 200 [Obr/min] = 12000 [Obr/h]
II STOPIEŃ KRUSZENIA:
S
2
= OSS
2
– CSS
2
S
2
= 82 - 60 = 22 [mm] = 0,022 [m]
h
2
=
t
2
=
= 0,104 [s]
n
2
=
= 4,8 [Obr/s] = 298,5 [obr/min]
Do dalszych obliczeń przyjmuje wartość prędkości obrotowej umieszczonej w katalogu
n
2
= 330 [Obr/min] = 19800 [Obr/h]
6.4.Określenie wydajności masowych i objętościowych na poszczególny stopniach
kruszenia:
Określenie wydajności objętościowej oraz masowej:
V
j
(OSS+CSS) h l
V
obj
Q
mas
= V
obj
ρ
gdzie:
V
j
– ilość surowca która zostanie skruszona przy pojedynczym ruchu szczęki [m
3
]
V
obj
– wydajność objętościowa [m
3
/s]
Q
mas
– wydajność masowa [kg/s]
l – długość szczęki [m]
ρ
- gęstość nasypowa (dla kamienia wapiennego równa 1,69 [t/m
3
])
I STOPIEŃ KRUSZENIA:
V
j
(0,217+0,175) 0,104 2 = 0,041 [m
3
]
V
obj
= 0,04
12000 = 492 [m
3
/h]
Q
mas
= 492
1,69 = 836 [t/h]
II STOPIEŃ KRUSZENIA:
V
j
(0,06+0,082) 0,055 0,93 = 0,0036 [m
3
]
V
obj
= 0,0036
19800 = 71,9 [m
3
/h]
Q
mas
= 46
121,5 [t/h]
6.5.Określenie mocy silnika kruszarki:
N
ś
=
(D
80
2
- d
80
2
)
gdzie:
k
1
=
[-]
k
2
- 0,73 [-]
D – nadawa [mm]
d – produkt [mm]
- sprawność mechaniczna napędu. Przyjęto 0,83 [-]
I STOPIEŃ KRUSZENIA:
Rys. 5. Krzywa granulometryczna dla pierwszego stopnia kruszenia z wyznaczonymi wartościami D
80
i d
80
.
Z wykresu wynika iż:
D
80
= 780 [mm] = 0,78 [m]
d
80
= 200 [mm] = 0,200 [m]
N
ś1
=
(0,78
2
– 0,2
2
)
N
ś1
= 210,06 [kW]
II STOPIEŃ KRUSZENIA:
Rys. 6. Krzywa granulometryczna dla drugiego stopnia kruszenia z wyznaczonymi wartościami D
80
i
d
80
.
Z wykresu wynika iż:
d
80
= 69 [mm] = 0,069 [m]
D
80
= 200 [mm] = 0,2 [m]
k
2
= 1 [-]
N
ś2
=
(0,2
2
– 0,069
2
)
N
ś2
= 13,7 [kW]
7. Ilość kruszarek na poszczególne stopnie kruszenia:
Ilość kruszarek =
gdzie:
Q
i
– ilość materiału rozdrabnianego na i-tym stopniu kruszenia [t/h]
Q
mas
– wydajność masowa [t/h]
I STOPIEŃ KRUSZENIA:
2400 – 840= 1560 [t/h] ilość materiału rozdrabniana na pierwszym stopniu kruszenia
Dobrana kruszarka C200 o wielkości produktu w zakresie 0-260 [mm] i szerokości
zamkniętej szczeliny równej 175 [mm] charakteryzuje się wydajnością w zakresie Q : 630-
890 [t/h]
Ilość kruszarek =
≈ 1,86 [-]
Dobrano 2 kruszarki typu C200 na pierwszym stopniu kruszenia
II STOPIEŃ KRUSZENIA:
2400 – 912 = 1488 [t/h] ilość materiału rozdrabniana na drugim stopniu kruszenia
Dobrana kruszarka C96 o wielkości produktu w zakresie 0-90 [mm] i szerokości zamkniętej
szczeliny równej 60 [mm] charakteryzuje się wydajnością w zakresie Q : 105-135 [t/h]
Ilość kruszarek =
Dobrano 13 kruszarek typu C96 na drugim stopniu kruszenia
8. Budowa i zasada działania
Rozdrobnienie materiału w kruszarce szczękowej następuje na skutek zgniatania połączonego
ze ścieraniem oraz niekiedy łamaniem ,które to działanie ułatwia rozdrabnianie szczególnie
grubych kawałków materiału.
Kruszenie odbywa się między dwoma szczękami. Pierwsza – nieruchoma, a druga –ruchoma,
która to okresowo zbliża się i oddala od szczęki nieruchomej. Otwór wlotowy do przestrzeni
roboczej nazywamy paszczą kruszarki. Jej szerokość – b – jest odstępem między górnymi
krawędziami szczęk długość – l – jest szerokością szczęki. Dolny otwór zaś nazywa się
szczeliną wylotową, a jej szerokość opisywana jest jako najmniejsza odległość między
dolnymi krawędziami szczęk.
Kruszarka szczękowa ze złożonym ruchem szczęki wykazuje zawieszenie szczęki ruchomej
na wale mimośrodowym. Wykonuje ona złożony ruch naprzód i w tył, w czasie ruchu
roboczego (zbliżanie się szczęk) – materiał zostaje zgniatany i ulega rozdrabnianiu. W czasie
ruchu powrotnego (oddalania się szczęk) dochodzi do opadania rozdrobnionych kawałków
materiału w dół ku szczelinie wylotowej. Szczęka ta wykonuje także ruchy na dół i w górę.
Wypadkowy ruch dla każdego punktu leżącego na powierzchni roboczej szczęki jest różny,
zależnie od jego odległości od osi zawieszenia szczęki.
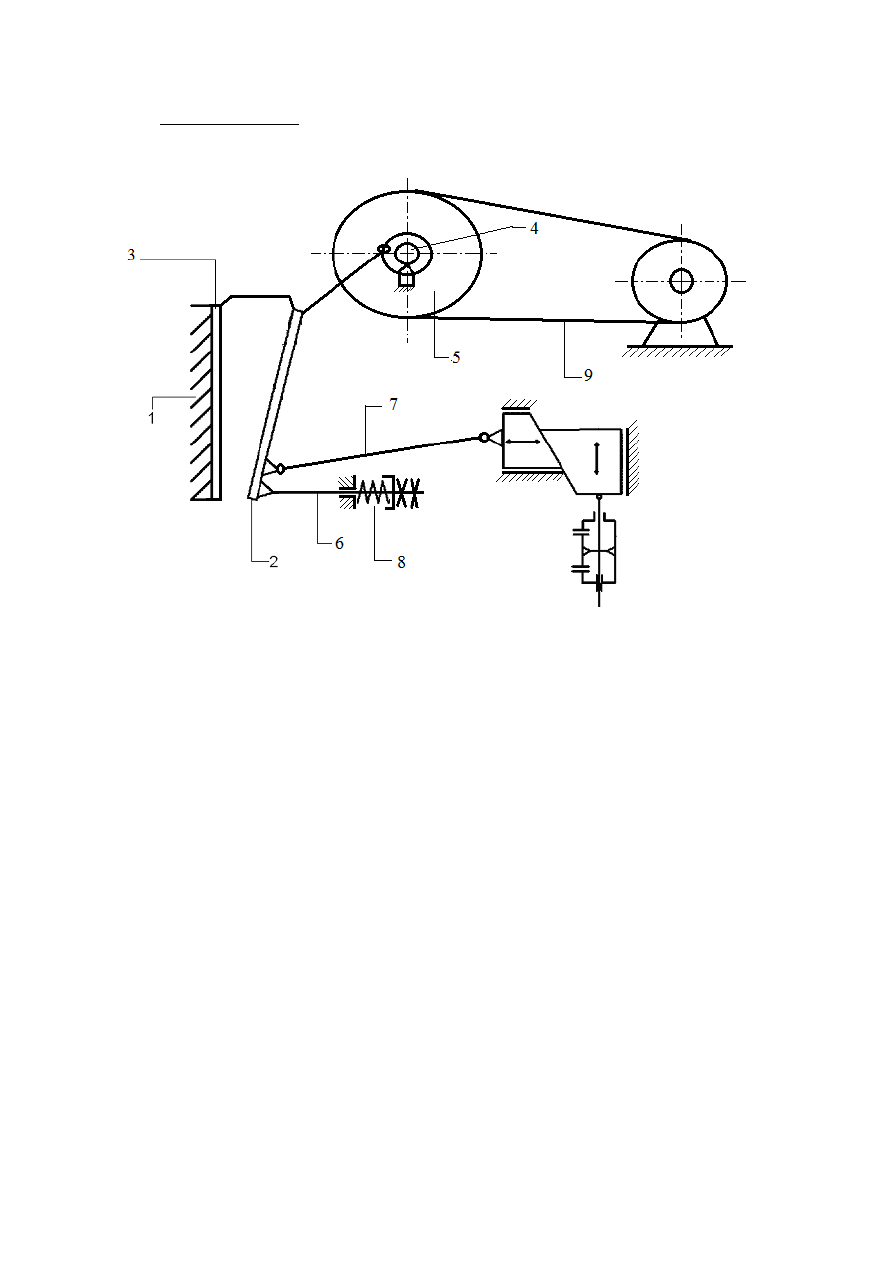
8.1.Schemat kruszarki:
Rys. 7. Schemat kruszarki szczękowej o złożonym ruchu szczęki.
1. Ściana kadłuba
2. Szczęka ruchoma
3. Szczęka nieruchoma
4. Mimośród wału napędowego
5. Koło zamachowe
6. Mechanizm powrotny
7. Płyta rozporowa
8. Sprężyna
9. Przekładnia pasowa

9. Wytyczne do doboru urządzeń do linii kruszenia
Początkowa wydajność masowa wynosi Q
m
= 2400 [
. Zaleca się zastosowanie:
Przesiewacz o ruszcie stałym. Wielkość brył nadawy = 1000 [mm]. Wielkość brył
użytych na pierwszy stopień kruszenia = 260 [mm]
Przenośnik ślimakowy dla przesianego materiału ,którego wydajności masowa wynosi
Q
1
= 840 [
z rozmiarami brył w zakresie 0-260 [mm]
Po pierwszym stopniu kruszenia zaleca się zastosowanie:
Przenośnik ślimakowy. Sumaryczna wydajność masowa przenoszonego materiału
(przesianego + zrzuconego z kruszarki) wynosi Q
2
= 2400 [
z rozmiarami brył w
zakresie 0-260 [mm].
Przesiewacz o ruszcie stałym. Wielkość brył nadawy w zakresie 0-260 [mm].
Wielkość brył użytych na drugim stopniu kruszenia wynosi 90 [mm].
Przenośnik taśmowy dla przesianego materiału ,którego wydajności masowa wynosi
Q
1
= 912 [
z rozmiarami brył w zakresie 0-90 [mm]
Po drugim stopniu kruszenia zaleca się zastosowanie:
Przenośnik taśmowy. Sumaryczna wydajność masowa przenoszonego materiału
(przesianego + zrzuconego z kruszarki) wynosi Q
2
= 2400 [
z rozmiarami brył w
zakresie 0-90 [mm]
Zastosowanie przenośników ślimakowych w początkowym stadium kruszenia jest konieczne
ze względu na wielkość przenoszonych brył oraz materiał którego kinetyczny współczynnik
tarcia po stali µ = 0,42 [-].
10. Podsumowanie i wnioski
Do procesu kruszenia dobrano kruszarki firmy Metso – na pierwszym stopniu dobrano
kruszarkę C200 ,a na drugim stopniu kruszenia dobrano kruszarkę C96. Przy doborze
kruszarek kierowano się głównie kryterium jak najmniejszej ilości kruszarek. Dobrano
więc 2 kruszarki na pierwszym oraz 13 kruszarek na drugim. Wydajność masowa
wynosiła 2400 [t/h]
Warunek chwytu dla kruszarek został spełniony dlatego też przystąpiono do obliczeń
parametrów kruszarek, dla których wartości wielkości szczeliny wyjścia oraz wejścia,
prędkość wału oraz zapotrzebowanie energii odczytano z katalogu firmy Metso lub też
wyszły zbliżone do tychże wartości. Wartości mocy silników kruszarek miały wartości
niższe niż katalogowe.
Literatura i źródła:
1)
Poradnik górnika: praca zbiorowa T.5
2)
Bolesław Stefan „Maszynoznawstwo ceramiczne”, Państwowe Wydawnictwo
Naukowe, Łódź 1962
3) B. Stefan, M. Mikoś, E. Mirecki - ,,Maszyny ceramiczne” PWN Kraków 1964
4) http://www.metso.com/miningandconstruction/MaTobox7.nsf/DocsByID/C456ED9F5
C9B39B7C2256DAC00206B4D/$File/CseriesEnglish.pdf

Wyszukiwarka
Podobne podstrony:
projekt koncowy psych spolecznosci
Projekty Koncowe z Analizy Ukl Dyn Przeradzki p4
(Mathcad Projekt końcowy ppi
projekt1 koncowy
Projekt końcowy
Projekt koncowy
projekt2 koncowy
Projekt koncowy projekt podciag Nieznany
Projekt koncowy Projekt zebra i Nieznany
Projekt PMG 3 Darek, geologia, AGH, Inż. Zł + Mag, Projekt końcowy
projekt koncowy psych spolecznosci
końcówka mocy projekt
projektZAP dok koncowa wzor
projektZAP dok koncowa wzor
więcej podobnych podstron