M Feld TBM269
269
8.5. Ramowe procesy technologiczne wałów stopniowanych
przy obrabianiu serii przedmiotów. Ma to wpływ na dokładność, zwłaszcza dokładność kształtu przedmiotu obrabianego.
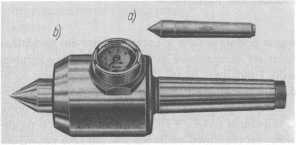
Inną odmianą kłów stałych są kły stałe ścięte (rys. 8.15). Umożliwiają one, przy jednoczesnym podparciu wału, toczenie powierzchni czołowych.
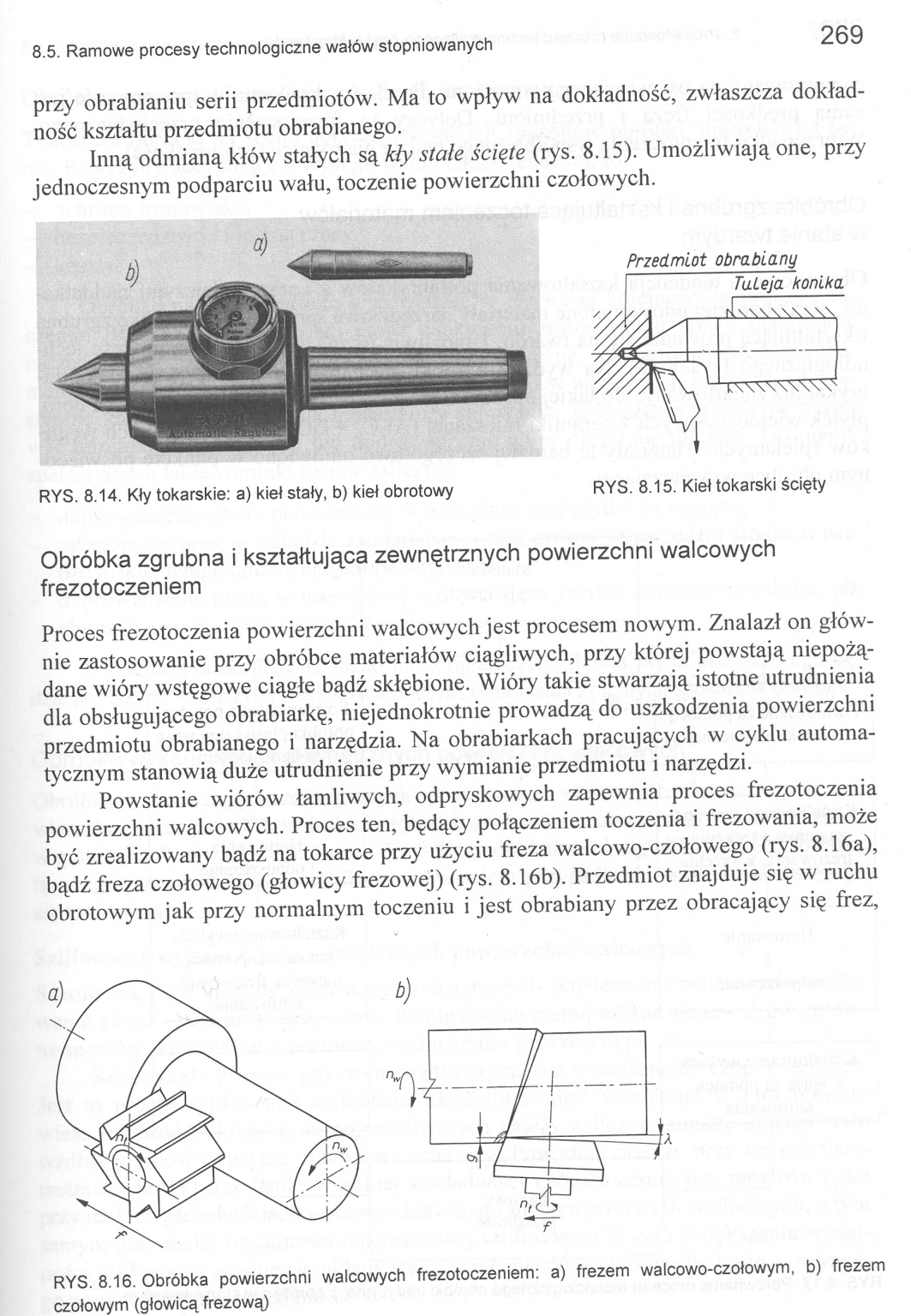
RYS. 8.14. Kły tokarskie: a) kieł stały, b) kieł obrotowy
Przedmiot obrabiany
RYS. 8.15. Kieł tokarski ścięty
Tuleja konika
,-tH
Obróbka zgrubna i kształtująca zewnętrznych powierzchni walcowych frezotoczeniem
Proces frezotoczenia powierzchni walcowych jest procesem nowym. Znalazł on głównie zastosowanie przy obróbce materiałów ciągliwych, przy której powstają niepożądane wióry wstęgowe ciągłe bądź skłębione. Wióry takie stwarzają istotne utrudnienia dla obsługującego obrabiarkę, niejednokrotnie prowadzą do uszkodzenia powierzchni przedmiotu obrabianego i narzędzia. Na obrabiarkach pracujących w cyklu automatycznym stanowią duże utrudnienie przy wymianie przedmiotu i narzędzi.
Powstanie wiórów łamliwych, odpryskowych zapewnia proces frezotoczenia powierzchni walcowych. Proces ten, będący połączeniem toczenia i frezowania, może być zrealizowany bądź na tokarce przy użyciu freza walcowo-czołowego (rys. 8.16a), bądź freza czołowego (głowicy frezowej) (rys. 8.16b). Przedmiot znajduje się w ruchu obrotowym jak przy normalnym toczeniu i jest obrabiany przez obracający się frez,

RYS. 8.16. Obróbka powierzchni walcowych frezotoczeniem: a) frezem walcowo-czołowym, b) frezem czołowym (głowicą frezową)
Wyszukiwarka
Podobne podstrony:
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM287 287 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.43. Obejma obejmując
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
M Feld TBM297 297 8.5. Ramowe procesy technologiczne wałów stopniowanych TABLICA 8.2. Zalecane warun
M Feld TBM301 301 8.5. Ramowe procesy technologiczne wałów stopniowanych Docieranie za pomocą docier
M Feld TBM303 303 8.5. Ramowe procesy technologiczne wałów stopniowanych konwencjonalnego. Degresywn
M Feld TBM309 309 8.5. Ramowe procesy technologiczne wałów stopniowanych Rowki wpustowe, zgodnie z P
M Feld TBM311 311 8.5. Ramowe procesy technologiczne wałów stopniowanych Podcięcia, które mogą wystę
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
więcej podobnych podstron