M Feld TBM287
287
8.5. Ramowe procesy technologiczne wałów stopniowanych

RYS. 8.43. Obejma obejmująca ściernicę
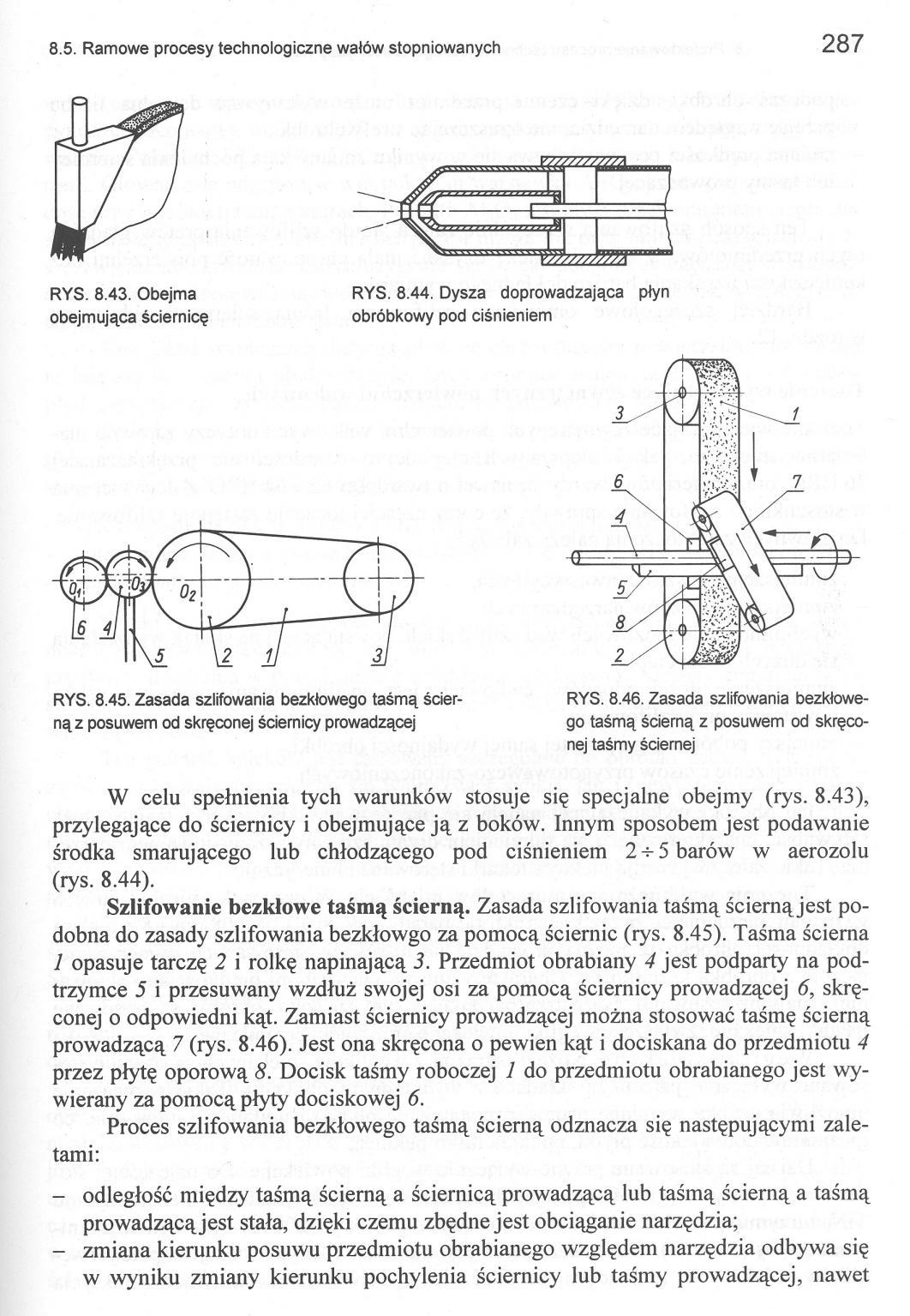
RYS. 8.44. Dysza doprowadzająca płyn obróbkowy pod ciśnieniem
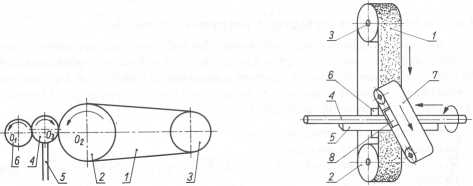
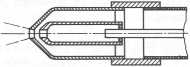
RYS. 8.45. Zasada szlifowania bezkłowego taśmą ścier- RYS. 8.46. Zasada szlifowania bezkłowe-
ną z posuwem od skręconej ściernicy prowadzącej go taśmą ścierną z posuwem od skręco
nej taśmy ściernej
W celu spełnienia tych warunków stosuje się specjalne obejmy (rys. 8.43), przylegające do ściernicy i obejmujące ją z boków. Innym sposobem jest podawanie środka smarującego lub chłodzącego pod ciśnieniem 2-^5 barów w aerozolu (rys. 8.44).
Szlifowanie bezkłowe taśmą ścierną. Zasada szlifowania taśmą ścierną jest podobna do zasady szlifowania bezkłowgo za pomocą ściernic (rys. 8.45). Taśma ścierna 1 opasuje tarczę 2 i rolkę napinającą 2. Przedmiot obrabiany 4 jest podparty na pod-trzymce 5 i przesuwany wzdłuż swojej osi za pomocą ściernicy prowadzącej 6, skręconej o odpowiedni kąt. Zamiast ściernicy prowadzącej można stosować taśmę ścierną prowadzącą 7 (rys. 8.46). Jest ona skręcona o pewien kąt i dociskana do przedmiotu 4 przez płytę oporową 8. Docisk taśmy roboczej 1 do przedmiotu obrabianego jest wywierany za pomocą płyty dociskowej 6.
Proces szlifowania bezkłowego taśmą ścierną odznacza się następującymi zaletami:
- odległość między taśmą ścierną a ściernicą prowadzącą lub taśmą ścierną a taśmą pro wadzącą jest stała, dzięki czemu zbędne jest obciąganie narzędzia;
- zmiana kierunku posuwu przedmiotu obrabianego względem narzędzia odbywa się w wyniku zmiany kierunku pochylenia ściernicy lub taśmy prowadzącej, nawet
Wyszukiwarka
Podobne podstrony:
M Feld TBM313 313 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.79. Kolejne fazy ksz
M Feld TBM315 315 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.82. Walcowanie wielo
M Feld TBM317 317 8.5. Ramowe procesy technologiczne walów stopniowanych RYS. 8.86. Zasada walcowani
M Feld TBM321 321 8.5. Ramowe procesy technologiczne wałów stopniowanycht -J RYS.
M Feld TBM327 327 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.101. Szlifowanie gwi
M Feld TBM329 329 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.107. Układ włókien o
M Feld TBM331 331 8.5. Ramowe procesy technologiczne wałów stopniowanych RYS. 8.112. Wygniatanie gwi
M Feld TBM265 265 8.5. Ramowe procesy technologiczne wałów stopniowanych 11) obrób
M Feld TBM267 267 8.5. Ramowe procesy technologiczne walów stopniowanych nieje możliwość połączenia
M Feld TBM269 269 8.5. Ramowe procesy technologiczne wałów stopniowanych przy obrabianiu serii przed
M Feld TBM271 271 8.5. Ramowe procesy technologiczne wałów stopniowanychObróbka zgrubna i kształtują
M Feld TBM273 273 8.5. Ramowe procesy technologiczne wałów stopniowanych W przypadku szlifowania na
M Feld TBM275 8.5. Ramowe procesy technologiczne wałów stopniowanych a) b) RYS. 8.
M Feld TBM277 277 8.5. Ramowe procesy technologiczne wałów stopniowanych ściernicy prowadzącej, okre
M Feld TBM281 281 8.5. Ramowe procesy technologiczne wałów stopniowanych szlifowanej i błędy kołowoś
M Feld TBM283 283 8.5. Ramowe procesy technologiczne wałów stopniowanych stosować niezbyt drobne zia
M Feld TBM285 285 8.5. Ramowe procesy technologiczne wałów stopniowanych Parametry procesu szlifowan
M Feld TBM289 289 8.5. Ramowe procesy technologiczne wałów stopniowanych wielowarstwowe wprowadzono
M Feld TBM291 291 8.5. Ramowe procesy technologiczne wałów stopniowanych Toczenie bardzo dokładne ch
więcej podobnych podstron