M Feld TBM419
419
9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tarcza
naddatku obróbkowego (patrz rys. 8.72), ale niezależnie od nich ostatnie przejście, w obróbce gwintów dokładnych, wykonuje się zawsze nożem o pełnym zarysie. Toczenie gwintów jest najdokładniejszym sposobem obróbki wiórowej gwintów. Dokładność skoku zależy od dokładności obrabiarki, chropowatość powierzchni zaś od stanu ostrza skrawającego i warunków obróbki.
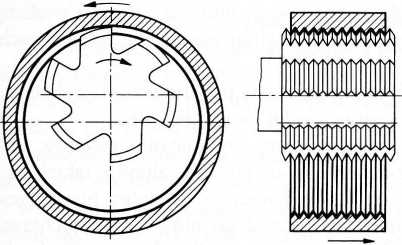
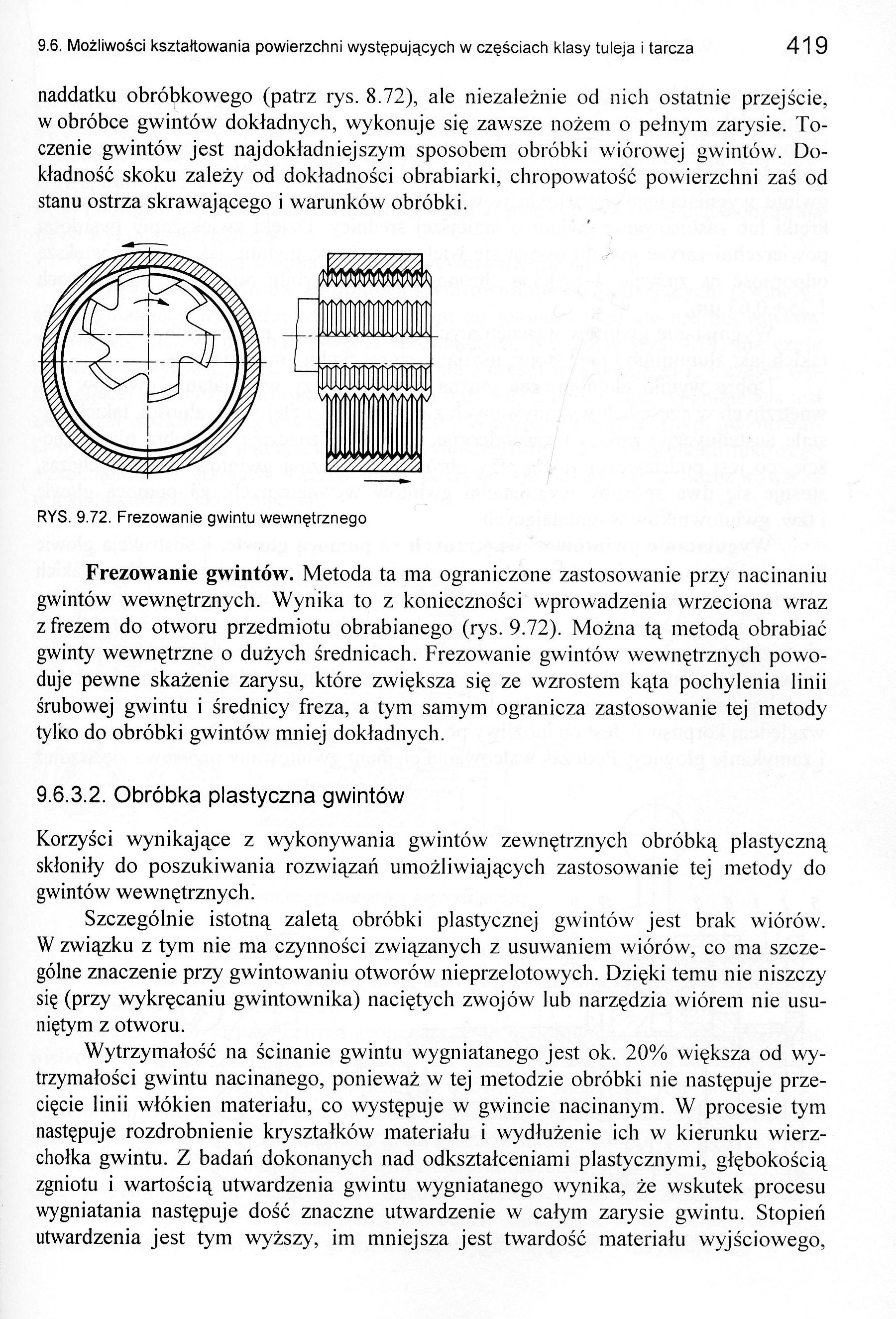
RYS. 9.72. Frezowanie gwintu wewnętrznego
Frezowanie gwintów. Metoda ta ma ograniczone zastosowanie przy nacinaniu gwintów wewnętrznych. Wynika to z konieczności wprowadzenia wrzeciona wraz z frezem do otworu przedmiotu obrabianego (rys. 9.72). Można tą metodą obrabiać gwinty wewnętrzne o dużych średnicach. Frezowanie gwintów wewnętrznych powoduje pewne skażenie zarysu, które zwiększa się ze wzrostem kąta pochylenia linii śrubowej gwintu i średnicy freza, a tym samym ogranicza zastosowanie tej metody tylko do obróbki gwintów mniej dokładnych.
9.6.3.2. Obróbka plastyczna gwintów
Korzyści wynikające z wykonywania gwintów zewnętrznych obróbką plastyczną skłoniły do poszukiwania rozwiązań umożliwiających zastosowanie tej metody do gwintów wewnętrznych.
Szczególnie istotną zaletą obróbki plastycznej gwintów jest brak wiórów. W związku z tym nie ma czynności związanych z usuwaniem wiórów, co ma szczególne znaczenie przy gwintowaniu otworów nieprzelotowych. Dzięki temu nie niszczy się (przy wykręcaniu gwintownika) naciętych zwojów lub narzędzia wiórem nie usuniętym z otworu.
Wytrzymałość na ścinanie gwintu wygniatanego jest ok. 20% większa od wytrzymałości gwintu nacinanego, ponieważ w tej metodzie obróbki nie następuje przecięcie linii włókien materiału, co występuje w gwincie nacinanym. W procesie tym następuje rozdrobnienie kryształków materiału i wydłużenie ich w kierunku wierzchołka gwintu. Z badań dokonanych nad odkształceniami plastycznymi, głębokością zgniotu i wartością utwardzenia gwintu wygniatanego wynika, że wskutek procesu wygniatania następuje dość znaczne utwardzenie w całym zarysie gwintu. Stopień utwardzenia jest tym wyższy, im mniejsza jest twardość materiału wyjściowego,
Wyszukiwarka
Podobne podstrony:
M Feld TBM383 383 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM385 385 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM387 387 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM389 389 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM391 391 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM393 393 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM401 401 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM403 403 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM405 405 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM407 407 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM411 411 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM413 413 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM415 415 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM417 417 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM421 421 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i
M Feld TBM397 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM409 9.6. Możliwości kształtowania powierzchni występujących w częściach klasy tuleja i tar
M Feld TBM499 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus499 R
M Feld TBM503 11.6. Możliwości kształtowania powierzchni występujących w częściach klasy korpus RYS.
więcej podobnych podstron