P
OLITECHNIKA
W
ROCŁAWSKA
,
W
YDZIAŁ
M
ECHANICZNY
OPAKOWANIA TRANSPORTOWE – LABORATORIUM
Ćwiczenie nr 5: Własności mechaniczne materiałów stosowanych na opakowania
transportowe
Opracowali: dr inż. Andrzej Bełzowski, dr inż. Agnieszka Szust
Wrocław, marzec 2009
1. Wprowadzenie
Tworzywa sztuczne stosowane w technice dzieli się na trzy grupy:
•
termoplasty,
•
duroplasty,
•
elastomery.
W produkcji opakowań stosuje się głównie tworzywa termoplastyczne.
Za podstawę klasyfikacji tworzyw sztucznych przyjmuje się ich zachowanie pod wpływem
ogrzewania. Z przetwórczego punktu widzenia rozróżnia się tworzywa sztuczne termoplastyczne oraz
termoutwardzalne i chemoutwardzalne - tzw. duroplasty.
Tworzywa sztuczne są na ogół bardzo lekkie (gęstość najczęściej ok. 1 g/cm
3
), mają małą
przewodność cieplną. Większość z nich jest dielektrykami, jednak po dodaniu znacznej ilości (ok.
50%) materiałów przewodzących, np. sadzy lub pyłu metalicznego, przewodzą prąd elektryczny.
Mogą być przezroczyste lub całkowicie nieprzezroczyste. Tworzywa niemodyfikowane w porównaniu
z metalami mają małą wytrzymałość na rozciąganie oraz mały moduł sprężystości. Bardzo dobrą
wytrzymałość na rozciąganie, duży moduł sprężystości mają tworzywa wzmocnione (tzw. kompozyty
polimerowe, określane również jako laminaty). Tworzywa sztuczne są najczęściej odporne na
czynniki chemiczne, wilgoć, lecz nieodporne na działanie czynników silnie utleniających.
Wadą większości tworzyw sztucznych jest ich wrażliwość na podwyższoną temp. (powyżej
100°C). W czasie II wojny światowej uzyskano silikony odporne na temperaturę do 250°C, następnie
inne tworzywa, polisulfony, odporne do 200°C, a w 1969 r. polisiarczek fenylu odporny na
temperaturę do 170°C. Obecnie znane są polimery odporne na temperaturę powyżej 400°C.
Zmniejszenie palności tworzyw sztucznych uzyskuje się w wyniku wprowadzania do tworzyw tzw.
antypirenów.
Wśród głównych odbiorców tworzyw sztucznych według branż są:
- przemysł opakowań: 36% całkowitej konsumpcji tworzyw;
- przemysł dóbr konsumpcyjnych dla gospodarstw domowych: 20%;
- budownictwo: 19%;
- elektrotechnika i elektronika: 9%;
- przemysł samochodowy: 8%;
- rolnictwo: 2%;
- pozostałe zastosowania: 6% (źródło: Plastics Europe).
Na szerokie stosowanie tworzyw sztucznych mają wpływ ich właściwości fizyczne i fizyko-
chemiczne, takie jak: szczególne cechy wytrzymałościowe, odporność na korozję, lekkość, swoboda
kształtowania, obojętność elektromagnetyczna, niska chłonność wody, mała przewodność cieplna,
duża odporność na czynniki chemiczne.
Własności mechaniczne tworzyw termoplastycznych zależą od wielu czynników: struktury
molekularnej, temperatury, zawartości wody, prędkości obciążania, czasu działanie obciążenia. Wiele
z wymienionych zależności w materiałach metalicznych nie występuje lub są one znacznie słabsze.
Przykładem tego może być absorpcja wody (wchłanianie do wnętrza elementu): w metalach
praktycznie nieobecna, w tworzywach niekiedy osiągająca w stanie nasycenia nawet kilka procent (np.
w poliamidach jest to 2,5-7,5 %, dla PET około 0,8%). Zaabsorbowana woda uszkadza wiązania
2
chemiczne cząstek polimeru, co powoduje degradację materiału przejawiającą się w spadku własności
mechanicznych i fizycznych. W stalach i innych stopach metali kontakt z wodą może wywołać
korozję na powierzchni, ale trudno byłoby mówić o nasiąkliwości tych materiałów.
Cechą specyficzną polimerów jest zależność ich właściwości mechanicznych od czasu działania
obciążenia. Zagadnienie to jest omówione w dalszej części opracowania.
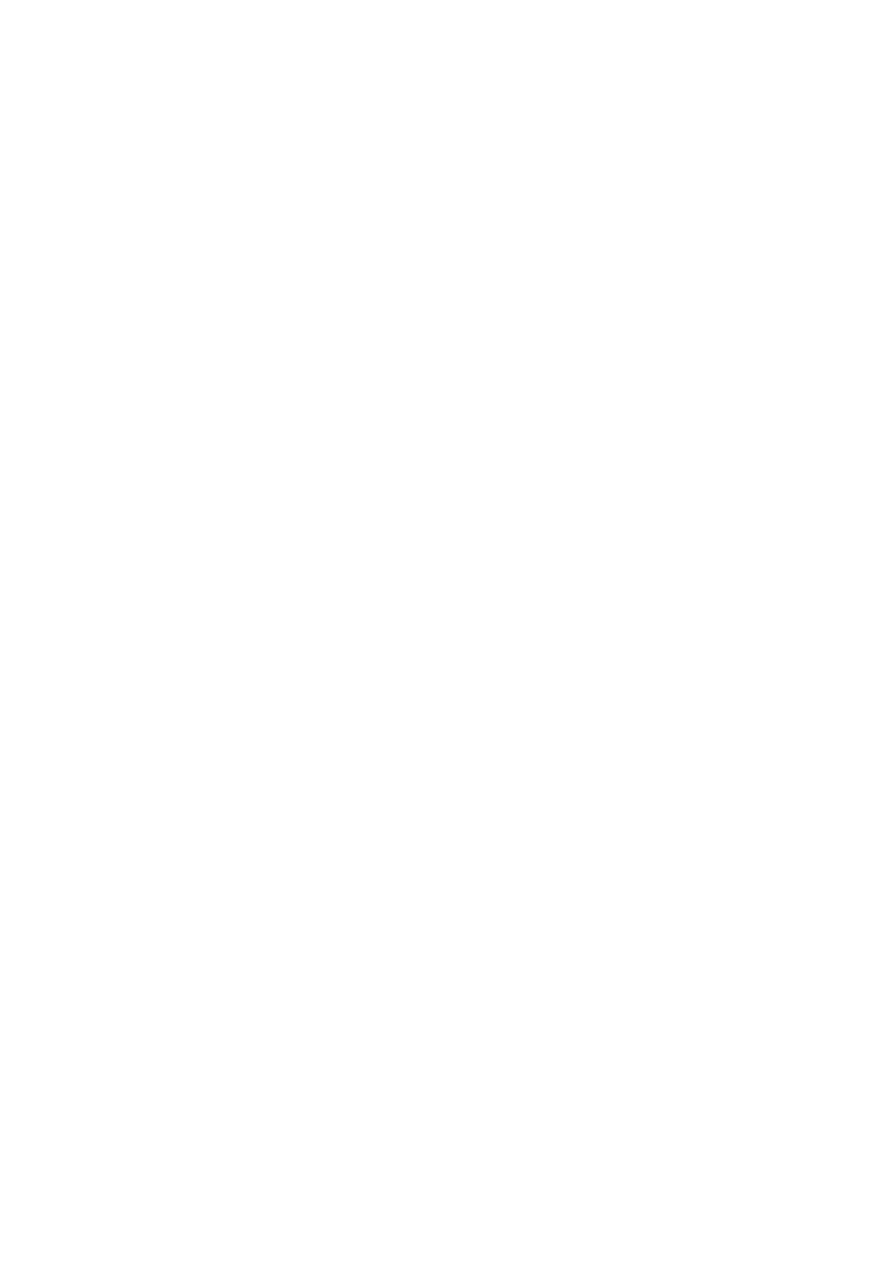
Podczas prób wytrzymałości tworzywa termoplastyczne mogą wykazać zachowanie kruche lub
ciągliwe. Te właściwości można wstępnie ocenić na podstawie zarejestrowanych wykresów prób
rozciągania (rys. 1.1). Krzywa typu 1 na rys. 1.1 przedstawia zachowanie materiału kruchego. W
praktyce w temperaturach otoczenia takie zachowanie mogą wykazywać:
•
niektóre termoplasty - PS (polistyren), poli (sulfid fenylenu) (PPS),
•
duroplasty używane jako osnowy polimerowych kompozytów konstrukcyjnych – żywice
poliestrowe nienasycone (UP), żywice epoksydowe (EP) i żywice vinyloestrowe (VE).
Charakterystyczną cechą tworzyw kruchych zauważalną na wykresach obciążania jest niewielka
wartość odkształcenia w momencie zerwania ε
B
, na ogół ε
B
≤
5%.
Krzywe 2 i 3 przedstawione na rys. 1.1 reprezentują materiały ciągliwe. Przy wydłużeniach rzędu
kilkunastu procent jest to ciągliwość raczej umiarkowana. Wiele tworzyw termoplastycznych
wykazuje wartość ε
B
rzędu 50-1000%, co kwalifikuje je do materiałów ciągliwych lub bardzo
ciągliwych. Do takich materiałów zaliczają się między innymi takie popularne tworzywa jak
polietylen, polipropylen, poliamid. Ciągliwość jest ważną cechą materiałów używanych do produkcji
opakowań, ponieważ sprzyja ona odporności na uderzenia.
Rys. 1.1. Typowe wykresy rozciągania tworzyw sztucznych.
Mechanizmy odkształcania polimerów termoplastycznych pod wpływem przyłożonego obciążenia
polegają na rozluźnieniu wiązań między łańcuchami cząstek i względnym ruchu łańcuchów. Obecność
w materiale fazy krystalicznej wpływa na jego właściwości. Wzrost stopnia krystaliczności zwiększa
wytrzymałość, sztywność, twardość, odporność chemiczną. Krystaliczność może sprzyjać kruchemu
pękaniu i obniża odporność na obciążenia udarowe.
W polietylenie o niskiej gęstości (jest to tzw. polietylen wysokociśnieniowy) stopień
krystaliczności wynosi 40-50%. W polietylenie o wysokiej gęstości PE-HD (tzw. polietylen
niskociśnieniowy) stopień krystaliczności osiąga 60-80%. Stopień krystaliczności polipropylenu
ε
B
ε
B
ε
B
σ
M
σ
y
σ
M
3
1
2
C
D

3
izotaktycznego może osiągać 65%. Mechanizmy zniszczenia struktury polimerów zawierających fazę
krystaliczną i amorficzną są omówione w podręczniku Dobrzańskiego
1
.
2. Badania tworzyw sztucznych - informacje ogólne
Celem badań własności mechanicznych tworzyw sztucznych może być:
1.
kontrola jakości produkcji,
2.
kontrola jakości dostarczonej partii produktu,
3.
uzyskanie danych potrzebnych do projektowania wytrzymałościowego,
4.
sprawdzenie własności materiału nowego lub powstałego w wyniku badań nad
ulepszeniem istniejących tworzyw.
Ze względu na stosunkowo dużą zależność własności polimerów od temperatury, zawartości wody,
szybkości obciążania itd., badania własności mechanicznych tworzyw sztucznych są z reguły
trudniejsze technicznie w porównaniu do analogicznych prób materiałów metalicznych. Tworzywa
sztuczne wymagają stosowania znormalizowanych sposobów pobierania materiału na próbki, ich
wykonywania, klimatyzacji próbek. Badania wymagają ścisłego respektowania wymagań odnośnie
warunków przeprowadzania prób, w szczególności wilgotności i temperatury badania.
Na ogół trudniejszy technicznie (w porównaniu do metali) jest pomiar odkształceń. W tworzywach
kruchych montowanie na próbkach ekstensometrów mechaniczno-elektrycznych do określania
wydłużeń i przemieszczeń wymaga szczególnej ostrożności w celu uniknięcia uszkodzeń powierzchni
próbki w miejscu styku z czujnikiem. Ryzyko uszkodzeń próbki przez zamontowanie układu do
pomiaru odkształceń może być zminimalizowane dzięki użyciu nowoczesnych czujników optycznych
(kamery wideo, czujniki laserowe), ale są to urządzenia bardzo kosztowne i z tego powodu mało
popularne. W marcu 2009 jeden z najtańszych oferowanych układów optycznych z jedną kamerą do
bezstykowego pomiaru odkształceń kosztował około 80.000 zł. Taki sposób pomiaru odkształceń, od
lat stosowany za granicą (np. w USA) przypuszczalnie rozpowszechni się ze względu na znakomite
dostosowanie do specyfiki tworzyw sztucznych.
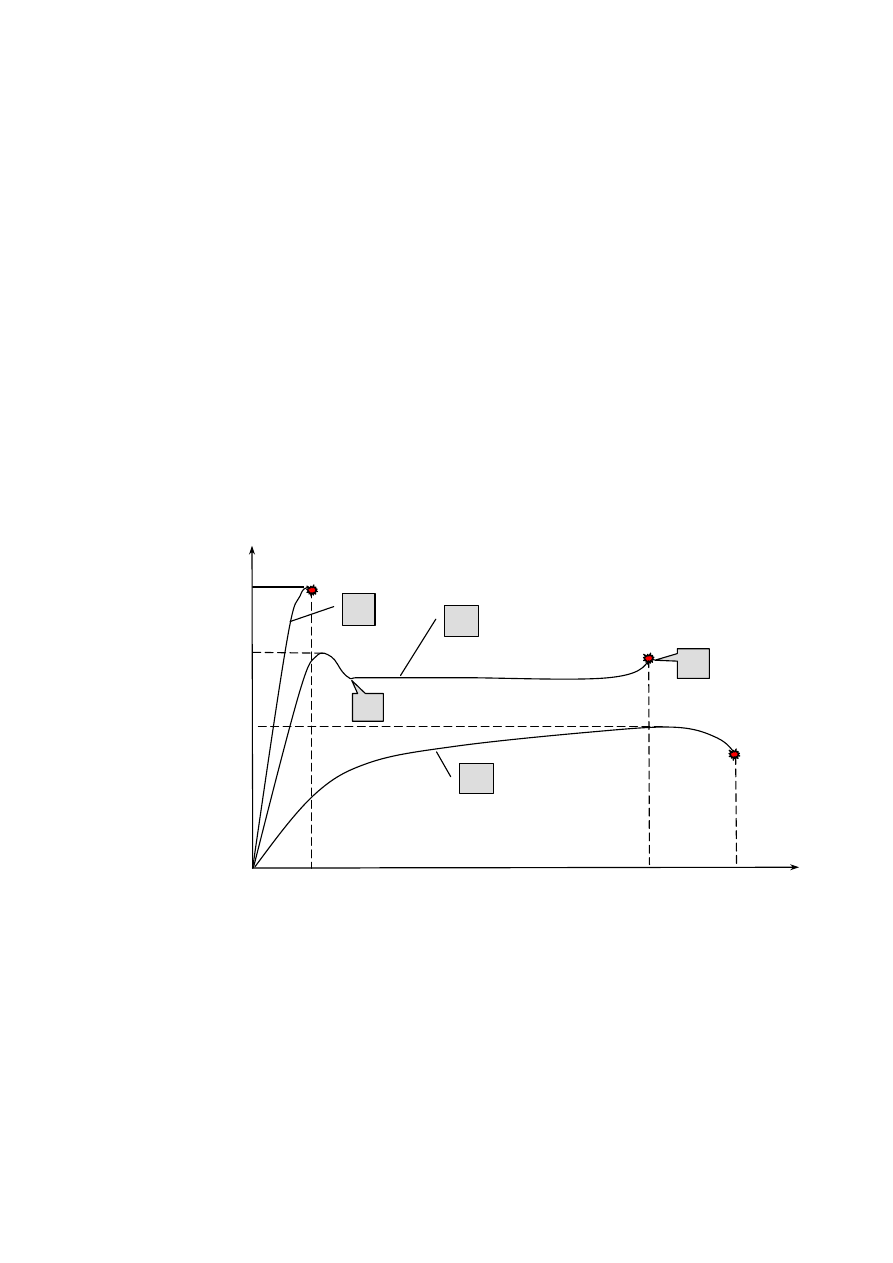
3. Uwagi o własnościach długotrwałych tworzyw sztucznych
Cechą charakterystyczną tworzyw sztucznych jest zależność ich własności od czynnika czasu. W
przeszłości koncentrowano się głównie na zjawiskach reologicznych
2
: pełzaniu i relaksacji, które są
schematycznie przedstawione na rys. 3.1-2. Wspomniane zjawiska – nieistotne w badaniach
większości metali prowadzonych w temperaturach otoczenia – mogą utrudniać badania tworzyw
sztucznych. Podczas obciążania próbki z tworzywa zamocowanej w uchwytach maszyny
wytrzymałościowej może okazać się, że pomimo zatrzymania ruchu uchwytów – co powinno
skutkować utrzymywaniem stałej wartości obciążenia – występuje zauważalny stały spadek wartości
siły. Jest to spowodowane występowaniem w temperaturze otoczenia zjawiska relaksacji takiego
materiału. W stalach zjawisko to zachodzi również, ale w temperaturach znacznie wyższych (np. 400–
500
°
C).
1
L.A. Dobrzański, Niemetalowe materiały konstrukcyjne, Wyd. P. Śląskiej, Gliwice, 2008.
2
Reologia zajmuje się badaniem wpływu czynnika czasu na właściwości oraz stan naprężenia i odkształcenia w
materiałach konstrukcyjnych. W metalach zjawiska reologiczne mogą odgrywać istotną rolę w elementach
przenoszących długotrwałe obciążenia w podwyższonych temperaturach. Takie warunki występują często w
energetyce. W tworzywach sztucznych efekty reologiczne występują często już w temperaturach otoczenia, a
ogrzanie materiału zwiększa intensywność tych procesów, tj. szybkość pełzania i relaksacji oraz zakres spadku
wytrzymałości i modułu sprężystości).
4
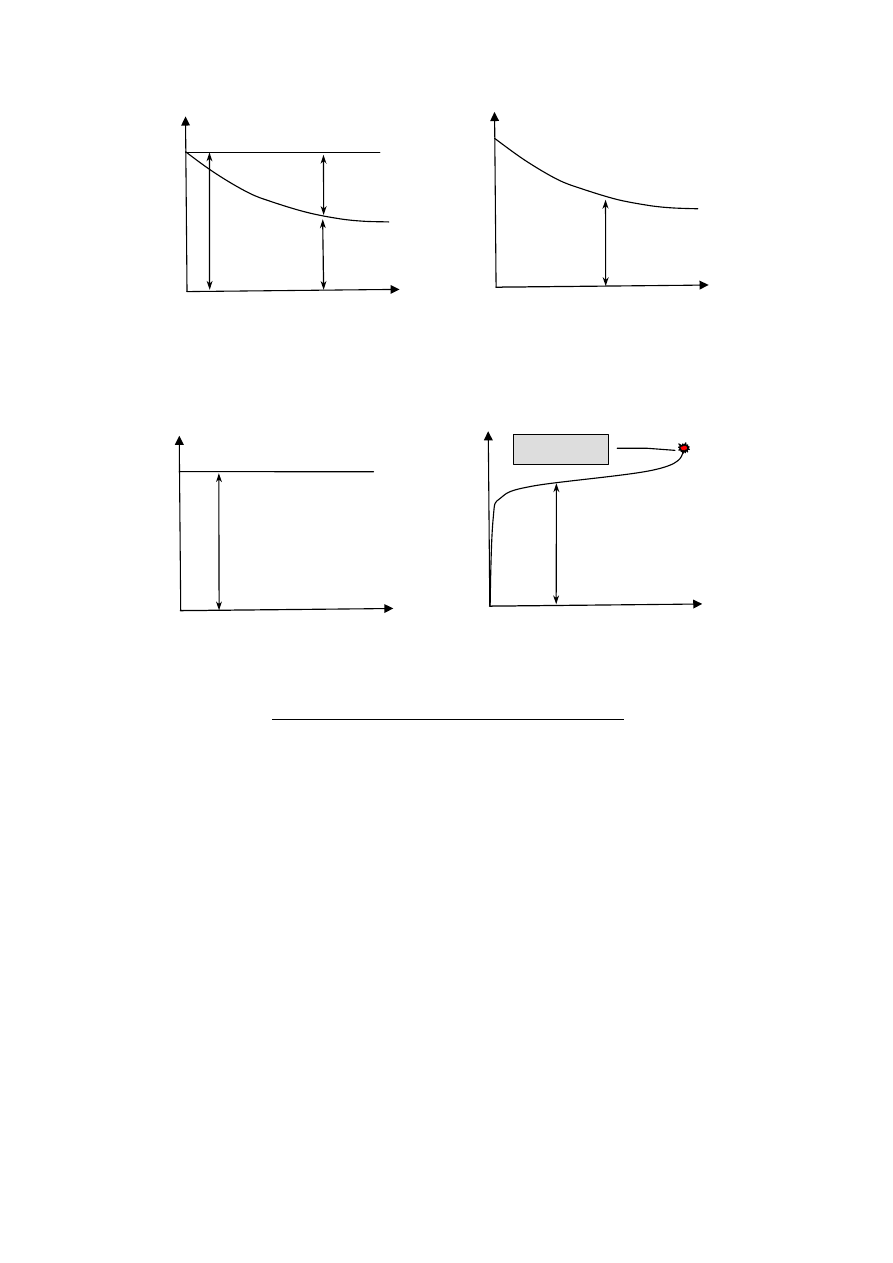
Czas użytkowania większości opakowań jest przeważnie zbyt krótki, aby pełzanie i relaksacja
naprężeń mogły spowodować istotne zaburzenie ich właściwości technicznych. Przejawem procesów
reologicznych jest również stopniowy spadek wartości modułu sprężystości i wskaźników
wytrzymałości tworzyw sztucznych. Zjawiska te wywierają duży wpływ na charakterystyki
eksploatacyjne wielu typów stacjonarnych zbiorników przemysłowych do magazynowania płynnych
chemikaliów, paliw itp. Okazuje się, że w okresie 20-50 lat eksploatacji zbiornika magazynowego lub
rurociągu wytrzymałość i moduł sprężystości Younga takich popularnych tworzyw konstrukcyjnych
jak PVC, PP i PE mogą obniżyć się o 20-50%. Jeden z producentów rur termoplastycznych podaje
przytoczone w tab. 1 wartości modułu sprężystości i wytrzymałości na zginanie trzech popularnych
tworzyw, szeroko stosowanych w technice.
σ
t
ε
t
Rys. 3.2. Zjawisko pełzania: utrzymywanie stałego naprężenia (obciążenia) powoduje nieustanne
zwiększanie się odkształceń materiału (wydłużeń, ugięć itp.). Pełzanie jest zjawiskiem częściowo
nieodwracalnym (składowa ε
pl
nie zanika po usunięciu obciążenia, zanik składowej ε
spr
wymaga
pewnego czasu). Wskutek pełzania może nastąpić zmiana kształtu elementu, spadek przekroju itp.
efekty. Długotrwałe działanie naprężeń o stałej wartości może doprowadzić nawet do zniszczenia.
ε
spr
= σ/E
σ
=const
zniszczenie
ε
= ε
spr
+ε
pl
ε
spr
= σ/E
ε
= ε
spr
+ ε
pl
ε ε
+
ε
t
σ
t
Rys. 3.1. Zjawisko relaksacji: pomimo utrzymywania odkształcenia całkowitego ε o stałej wartości, w
miarę upływu czasu t w materiale następuje systematyczny spadek naprężenia. Relaksacja naprężeń w
materiale może z czasem wywołać zanik naprężeń σ powodujących docisk w połączeniach, w których
jest on pożądany (np. w celu zapewnienia szczelności).
ε
pl
σ
= ε
spr
E
5
Tabela 3.1. Wartości modułu Younga (E) i wytrzymałości na zginanie (σ
fM
) trzech tworzyw w funkcji
czasu działania obciążenia.
t [h]
1/60=1
min
24=1
dzień
120=5 dni
2000=3
mies.
35000=2
lata
438000=50lat
PVC-
U
E [MPa]
3000
2235
2093
1867
1662
1500
σ
fM
[MPa]
90
70
66
60
55
50
PP-H
E [MPa]
1250
693
608
484
383
312
σ
fM
[MPa]
39
27
25
22
19
17
PE-
HD
E [MPa]
800
404
347
266
203
160
σ
fM
[MPa]
21
18
17
16
15
14
Wartość wytrzymałości na zginanie PE-HD dla t=2 lata wynosi 15 MPa. Oznacza to, że
naprężenie zginające o wartości 15 MPa działające nieustannie spowoduje zniszczenie próbki po
upływie dwóch lat. Zakres zmian własności sprężystych i wytrzymałościowych tworzyw sztucznych
jest na tyle duży, że w wielu zastosowaniach (np. w rurociągach gazowych, wodnych itp.) projektanci
muszą znać oszacowania wartości wytrzymałości i modułu sprężystości pod koniec zakładanego
okresu użytkowania elementu. Problem ten większości opakowań raczej nie dotyczy, może z
wyjątkiem długich okresów magazynowania w pojemnikach narażonych na działanie obciążeń
(grawitacyjnych, ciśnienia itp.). Pojemniki z tworzyw sztucznych przewidziane do długotrwałej
eksploatacji mogą wymagać uwzględniania podczas projektowania charakterystyk długotrwałych
3
(LTHS, MRS).
4. Próba rozciągania tworzyw sztucznych
Warunki i sposób przeprowadzania próby rozciągania tworzyw sztucznych są opisane w normie
PN-EN ISO 527: 1998, Tworzywa sztuczne. Oznaczanie właściwości mechanicznych przy statycznym
rozciąganiu.
Typowa próbka (nazywana w normie kształtką) jest płaska i ma kształt „wiosełkowy” (rys. 4.1-2).
Przy grubości 4,0
±
0,2 mm, szerokość części pomiarowej wynosi 10
±
0,2 mm a długość 80 lub 60 mm.
Wydłużenie ε
B
jest określane jako wydłużenie całkowite tuż przed wystąpieniem zniszczenia
próbki. W badaniach stali i innych ciągliwych stopów metali przeważnie określa się wydłużenie
względne próbki po jej zerwaniu (w przeszłości oznaczane symbolem A
5
, obecnie A
C
). Jest to
odkształcenie trwałe a nie całkowite materiału (odkształcenie całkowite jest sumą składowej
sprężystej (zanikającej po odciążeniu) i składowej trwałej, pozostającej w materiale nie obciążonym.
3
LTHS (Long term hydrostatic strength): wartość wytrzymałości długotrwałej określona przy założeniu
liniowego spadku własności dla czasu trwania obciążenia t=100000h=11,4 lat lub t= 175000 h =20 lat.
MRS (Minimum required strength): wartość naprężenia powodującego zniszczenie po 50. latach działania
obciążenia
4
Charakterystyki materiałowe wyznaczane w próbie rozciągania tworzyw sztucznych zostały zdefiniowane
nieco inaczej w porównaniu do standardów przyjętych w badaniach metali. Wielkość oznaczona na rys. 1.1 jako
σ
M
została określona w normie jako wytrzymałość na rozciąganie. Odpowiada ona (σ
M
) wytrzymałości na
rozciąganie metali R
m
. Wielkość σ
y
określono w normie jako granicę plastyczności materiału, chociaż jest ona
bliższa pojęciu wytrzymałości na rozciąganie w rozumieniu normy do badania metali. Dlatego, należy mieć
ś
wiadomość, że wielkości określane podobnymi terminami wg zasad badania metali i tworzyw sztucznych mogą
mieć inny sens fizyczny.
6
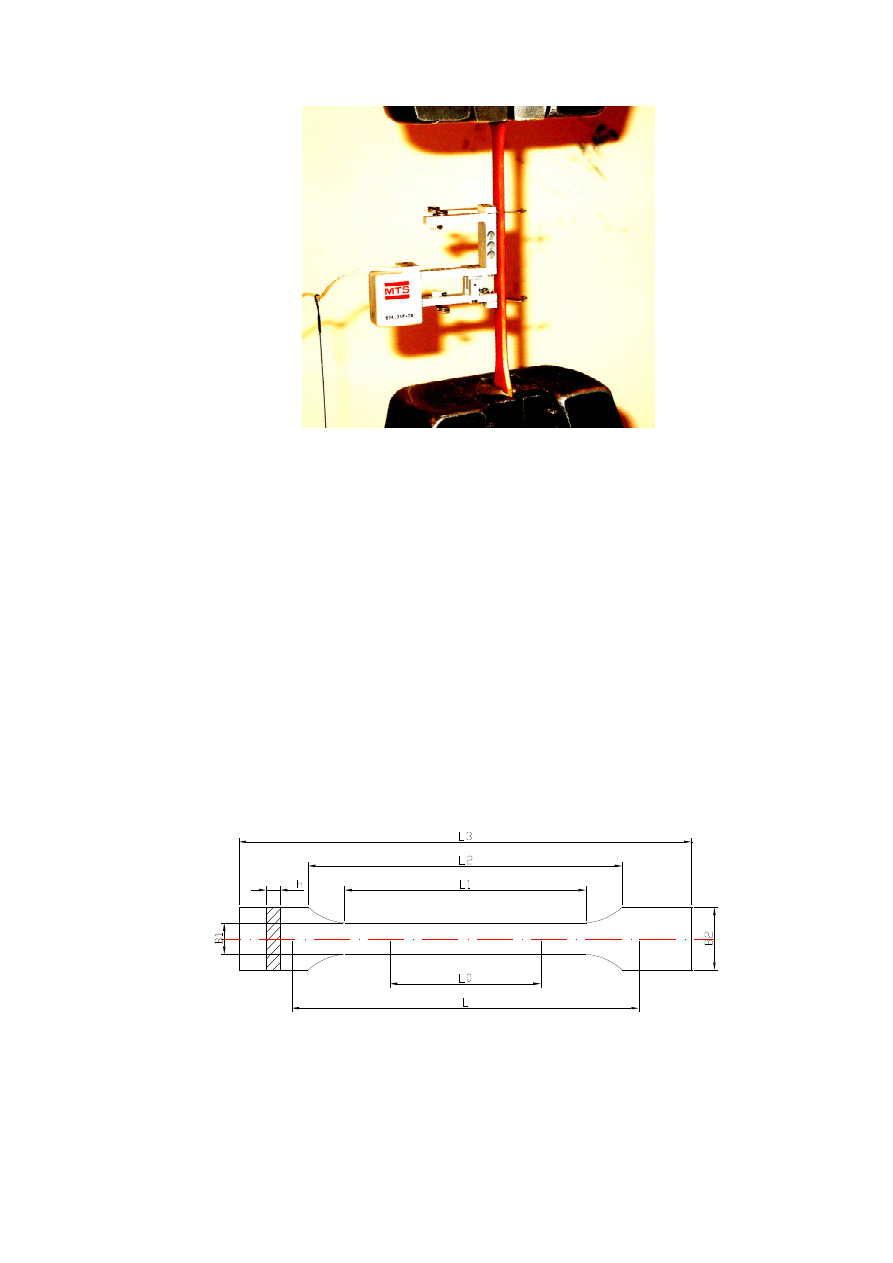
Rys. 4.1. Próbka wiosełkowa z żywicy poliestrowej wzmocnionej tkaniną szklaną z zamontowanym
ekstensometrem do pomiaru wydłużeń. W przypadku takiego materiału - o podwyższonej wytrzymałości i
sztywności - można mieć nadzieję na uniknięcie istotnego wpływu zamocowania ekstensometru bezpośrednio na
próbce na wynik próby. Inne zagrożenie stanowi możliwość poślizgu w miejscu połączenia czujnika z próbką
(przy zbyt delikatnym mocowaniu), co spowodowałoby uskok wykresu obciążania dyskwalifikujący taką próbę.
W metalach możliwość zakłócenia przebiegu próby przez wpływ zamocowania takiego czujnika jest znacznie
mniejsza.
4.1. Oznaczenie właściwości mechanicznych tworzyw sztucznych przy statycznym
rozciąganiu
Cel, zakres i szczegółowe wytyczne dotyczące przeprowadzenia próby rozciągania statycznego
oraz wyznaczanych na podstawie wyników z przeprowadzenia tej próby cech wytrzymałościowych
tworzyw sztucznych określają normy: PN-EN ISO 527-1/1998, PN-EN ISO 527-2/1998.
Próba statycznego rozciągania umożliwia wyznaczenie takich charakterystyk materiału jak:
maksymalne naprężenie rozciągające, moduł sprężystości oraz zależność naprężenie/wydłużenie w
określonych warunkach.
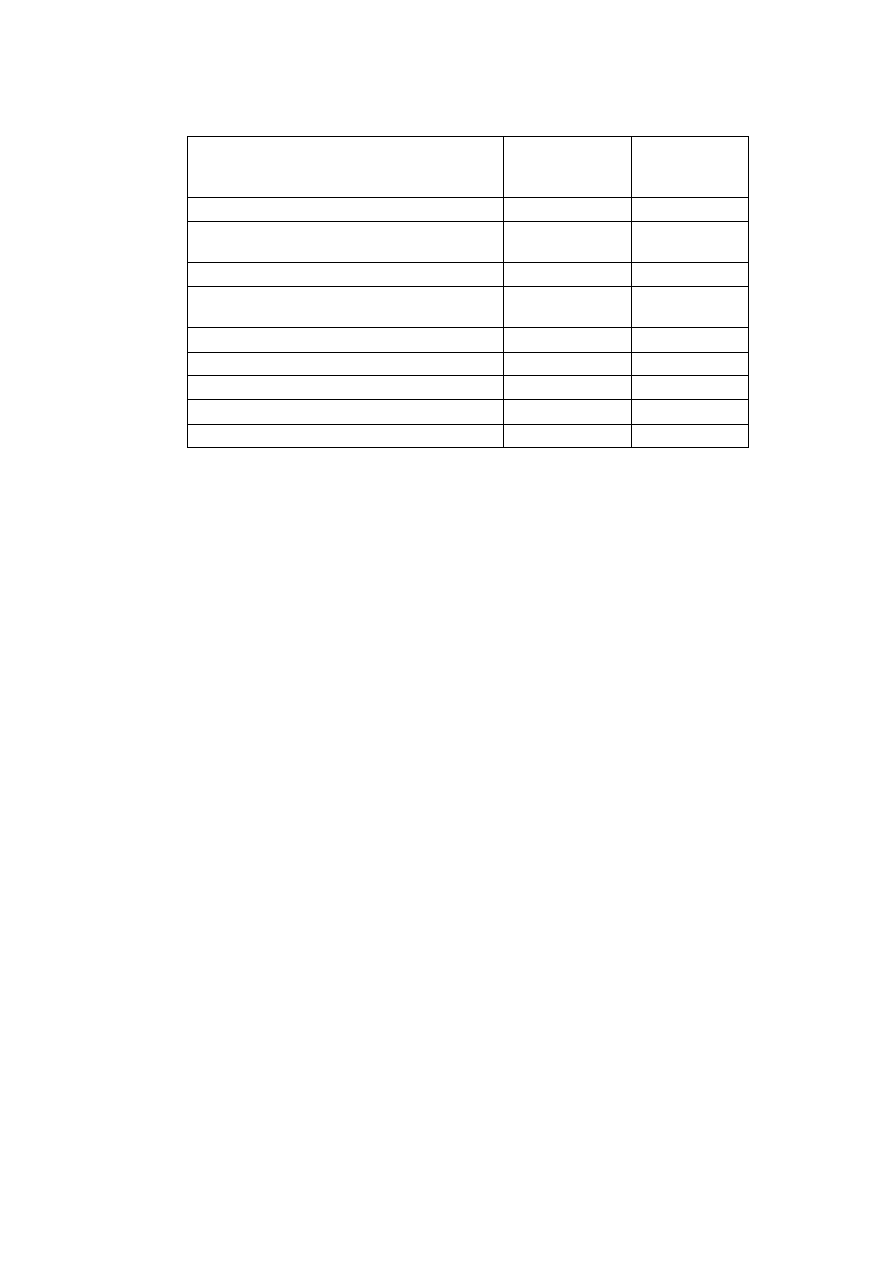
Kształt próbki do próby rozciągania jest pokazany na rys. 4.2.
Rys. 4.2 Uniwersalna próbka do badań typu A1 i B1.
7
Tab.4.1. Wymiary próbek do badań.
Wymiary próbek
Typ A1
Bezpośrednio
formowalna.
Typ B1
Obrabiana
mechanicznie.
L3 – długość całkowita
≥
150 mm
≥
150 mm
L1 – długość części ograniczonej liniami
równoległymi
80±2mm
60±0,5mm
R – promień (20-25 mm)
20-25 mm
≥
60 mm
L2 – odległość między szerokimi równolegle
usytuowanymi częściami
104-113mm
106-120mm
B2 - szerokość na końcach
20,0±0,2mm
20,0±0,2mm
B1 – szerokość części wąskiej (pomiarowej)
10,0 ±0,2mm
10,0 ±0,2mm
H – zalecana grubość
4,0±0,2mm
4,0±0,2mm
L0 – długość pomiarowa
50,0±0,5mm
50,0±0,5mm
L – początkowa odległość między uchwytami
115 ±1mm
115 ±1mm
W przypadku niektórych materiałów może zaistnieć potrzeba zwiększenia długości całkowitej.
Wszystkie powierzchnie kształtek powinny być wolne od pęknięć, rys i innych defektów.
Z kształtek otrzymanych przez formowanie wszystkie wypływki, jeśli istnieją, powinny być
usunięte ostrożnie, by nie uszkodzić formowanej powierzchni.
Kształtkę do badań rozciąga się wzdłuż jej głównej osi wzdłużnej, przy stałej prędkości, aż do
zerwania lub do osiągnięcia określonej wartości naprężenia (lub zadanego obciążenia) albo
odkształcenia (wydłużenia).
4.2
Wyznaczane własności wytrzymałościowych w próbie statycznego rozciągania
Wytrzymałość na rozciąganie σ
M
– maksymalne naprężenie rozciągające przeniesione przez
kształtkę w czasie próby rozciągania.
Naprężenie przy zerwaniu σ
B
– naprężenie rozciągające przy którym próbka ulega zerwaniu.
Granica plastyczności σ
y
– pierwsze naprężenie, przy którym wzrost wydłużenia nie powoduje
wzrostu naprężenia; może być mniejsze niż osiągane naprężenie maksymalne.
Charakterystyki materiałowe określane jako odkształcenia próbki,
- wydłużenie względne przy maksymalnym naprężeniu rozciągającym ε
M
– wydłużenie w punkcie
odpowiadającym wytrzymałości na rozciąganie,
- wydłużenie względne przy zerwaniu ε
B
- wydłużenie względne przy granicy plastyczności ε
y
– wydłużenie względne przy naprężeniu granicy
plastyczności.
Pozostałe zdefiniowane wartości:
Naprężenie rozciągające przy x% odkształcenia σ
x
– maksymalne naprężenie rozciągające
przenoszone prze kształtkę w czasie badania rozciągania. Wyraża się w MPa. Może być mierzone na
przykład wtedy, gdy krzywa naprężenie/wydłużenie nie wykazuje granicy plastyczności. W takim
przypadku x należy przyjąć z określonej normy wyrobu lub uzgodnić między zainteresowanymi
stronami. Jednak w każdym przypadku wartość x powinna być mniejsza niż wartość odkształcenia
odpowiadającego wytrzymałości na rozciąganie.
8
Moduł sprężystości wzdłużnej przy rozciąganiu
)
1
(
)
2
(
)
1
(
)
2
(
ε
ε
σ
σ
ε
σ
−
−
=
∆
∆
=
t
E
– podczas próby
mierzony jako stosunek różnicy naprężeń σ
(2)
i σ
(1)
, do różnicy wartości odkształceń ε
(2)
= 0,0025 i ε
(1)
=
0,0005[ MPa].
Współczynnik Poissona µ - Współczynnik Poissona jest w pierwszym rzędzie oznaczany dla
tworzyw wzmocnionych długimi włóknami.
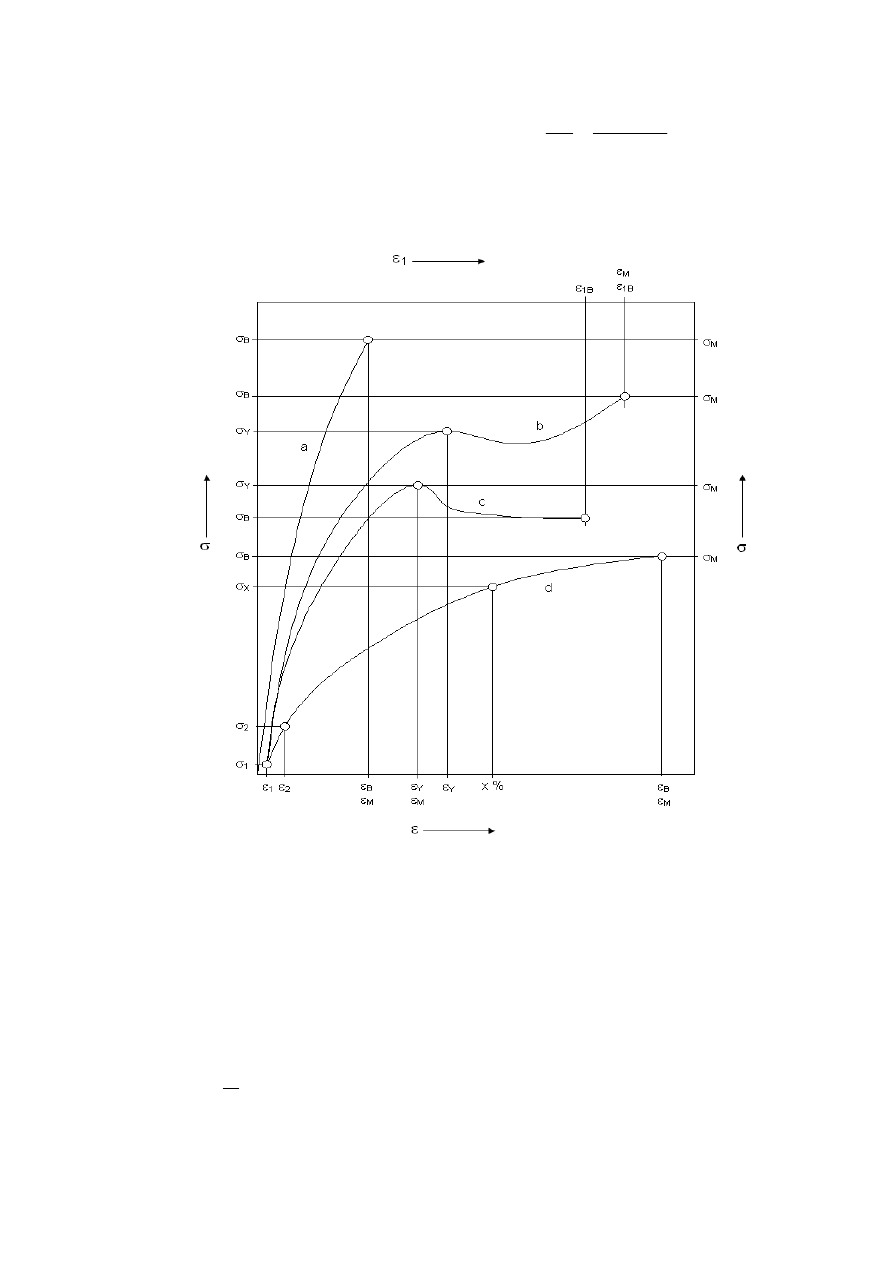
Rys. 4.3. Typowe krzywe naprężenie/wydłużenie uzyskane w próbie rozciągania statycznego.
Krzywa a
- tworzywa kruche;
Krzywa b, c - tworzywa ciągliwe z granicą plastyczności
Krzywa d
- tworzywa ciągliwe bez granicy plastyczności
4.3. Obliczanie i przedstawianie wyników
Obliczanie naprężeń
Wszystkie wartości naprężeń należy obliczać w odniesieniu do początkowego przekroju poprzecznego
kształtki:
gdzie:
σ
- wartość naprężenia [MPa]
F -
siła [N];
A
-początkowy, poprzeczny przekrój próbki [mm
2
]
(4.1)
A
F
=
σ
9
Obliczanie odkształceń
Wszystkie wartości odkształceń należy obliczać w odniesieniu do odcinka pomiarowego.
Wartość wydłużenia względnego nominalnego należy obliczyć w odniesieniu do początkowej
odległości między uchwytami do próbek.
0
0
L
L
∆
=
ε
0
0
100
(%)
L
L
∆
×
=
ε
L
L
t
∆
=
ε
L
L
t
∆
×
=
100
ε
gdzie:
ε
- wydłużenie względne [wielkość bezwymiarowa lub w
procentach]
L
0
- długość odcinka pomiarowego [mm]
ΔL
0
- przyrost długości kształtki między znakami pomiarowymi
[mm]
ε
t
- wydłużenie względne nominalne
L-
początkową odległość między uchwytami próbek [mm]
ΔL
- przyrost odległości między uchwytami próbek [mm]
(4.2)
(4.3)
(4.4)
(4.5)
Obliczanie modułu sprężystości wzdłużnej.
Moduł sprężystości przy rozciąganiu należy obliczyć w zakresie wartości odkształcenia określanej w
normie
ε
(1)
=0,0005,
ε
(2)
=0,0025.
)
1
(
)
2
(
)
1
(
)
2
(
ε
ε
σ
σ
−
−
=
t
E
gdzie:
E
t
- moduł sprężystości przy rozciąganiu [MPa]
naprężenie [MPa] przy wartości wydłużenia względnego
ε
(1)
=0,0005
σ
(2)
naprężenie odpowiadające odkształceniu
ε
(1)
ε
(2)
=0,0025
σ
(2)
-
-naprężenie odpowiadające odkształceniu
ε
(2)
(4.6)
Wyznaczenie współczynnika Poissona
Jeśli jest to wymagane, należy obliczyć współczynnik Poissona.
ε
ε
µ
n
n
−
=
gdzie:
μ
n
-współczynnik Poissona,
ε - odkształcenie w kierunku wzdłużnym,
ε
n
- jest odkształceniem w kierunku prostopadłym
(4.7)
5. Określanie własności tworzyw sztucznych przy statycznym zginaniu
5.1. Wiadomości ogólne o próbach zginania tworzyw sztucznych
Próby zginania są stosowane przede wszystkim w celu określenia własności tworzyw sztywnych,
które charakteryzują się stosunkowo dużym modułem sprężystości wzdłużnej E. Stosowanie obciążeń
zginających jest szczególnie przydatne w przypadku badania materiałów kruchych. Jest to ważna
grupa tworzyw sztucznych szeroko stosowanych w technice, których charakterystyczną cechą są
niewielkie wartości wydłużenia względnego przy zerwaniu,
ε
B
≤
5 %. Określenie takich odkształceń z
dokładnością względną rzędu 1%, jest w próbie rozciągania dość trudne w przeciętnie wyposażonym
laboratorium wytrzymałościowym. Wynika to między innymi z następujących okoliczności:
•
przy najczęściej spotykanych długościach baz pomiarowych, wynoszących kilkadziesiąt
milimetrów, dokładność bezwzględna pomiaru wydłużeń powinna wynosić około 1–5
µ
m,

10
•
stosowany system mocowania czujnika do pomiaru wydłużeń powinien wykluczać możliwość
powstania w miejscu mocowania uszkodzeń powierzchni próbki, co mogłoby mieć istotny wpływ
na wynik próby.
Wymienione trudności można w dużej mierze ominąć, określając własności tworzywa na
podstawie przeprowadzonej próby zginania. Jedną z zalet prób zginania jest łatwość pomiaru
wielkości charakteryzującej odkształcenie próbki, którą jest strzałka ugięcia.
Próby zginania są szeroko stosowane w laboratoriach zajmujących się udoskonalaniem istniejących
oraz opracowywaniem nowych tworzyw. Decyduje o tym względna łatwość oraz szybkość ich
przeprowadzania. W tym przypadku celem badań jest często dokonanie oceny porównawczej różnych
materiałów.
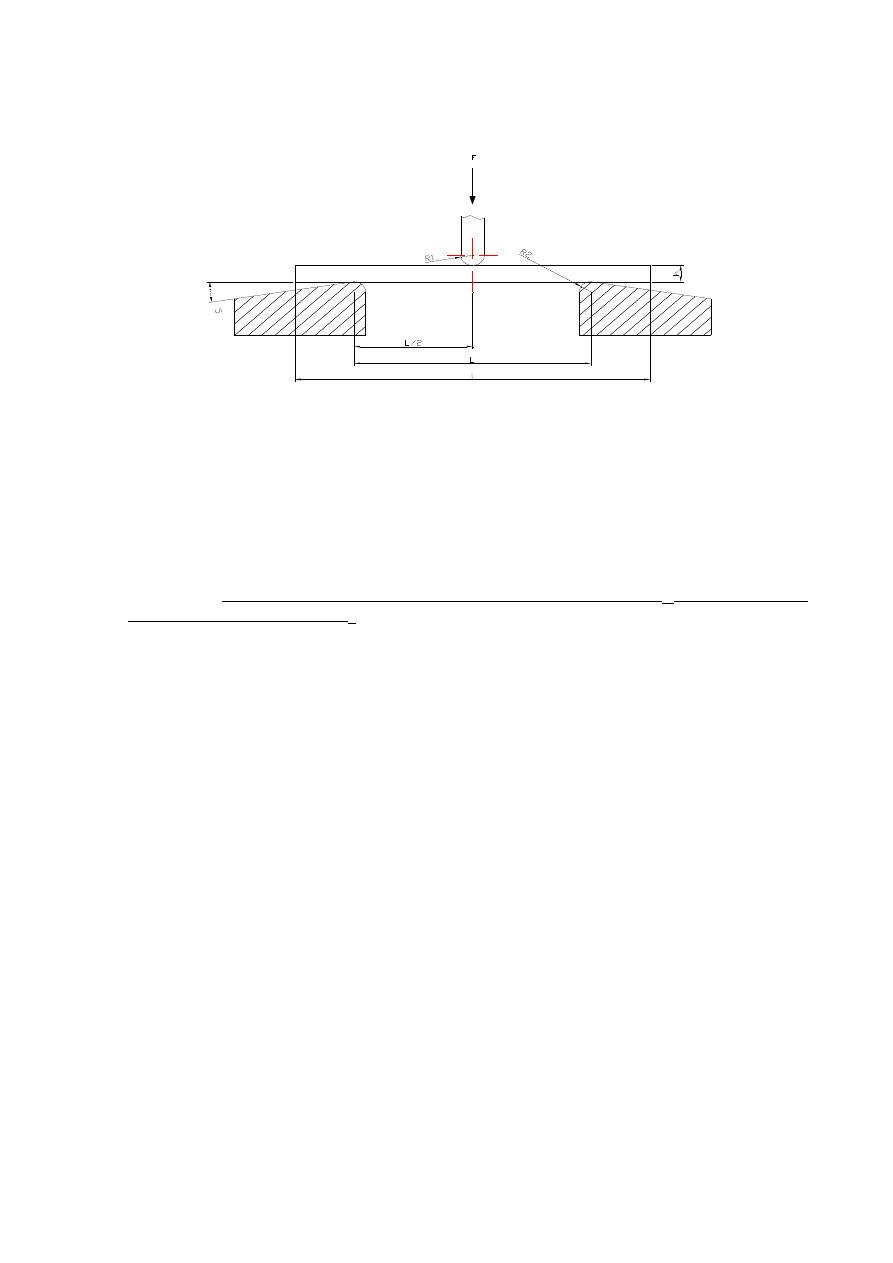
W praktyce najczęściej stosuje się schemat zginania trzypunktowego (rys. 5.1). W przypadku
tworzyw nie wzmocnionych włóknami próbę prowadzi się aż do zniszczenia próbki, które powinno
być spowodowane przez naprężenia normalne związane z działaniem momentu zginającego.
Badanie podczas zginania polega na tym, że próbkę pomiarową z tworzywa w postaci beleczki
prostopadłościennej, podpartą w określony sposób, obciąża się prostopadle do jej osi wzdłużnej. Próba
zginania
tworzyw
sztucznych
nie
wzmocnionych
jest
opisana
w
normie
PN-
EN ISO 178: 2003+A1:2005 Tworzywa sztuczne. Oznaczanie właściwości podczas zginania. W
przeszłości norma ta była stosowana również do przeprowadzania prób kompozytów polimerowych tj.
tworzyw wzmocnionych włóknami. Obecnie próby zginania kompozytów polimerowych są opisane w
normie PN-EN ISO 14125: 2001 Kompozyty tworzywowe wzmocnione włóknem. Oznaczanie
właściwości przy zginaniu.
Oprzyrządowanie
do
prób
zginania
stanowi
standardowe
wyposażenie
maszyn
wytrzymałościowych. Wzajemne usytuowanie punktów podparcia i przyłożenia obciążenia jest
zwykle ściśle określone w obowiązujących normach. Obciążenie zwiększa się powoli, jednostajnie, aż
do zniszczenia próbki lub do osiągnięcia określonej umownej strzałki ugięcia. Prędkości obciążania
podane w PN-EN ISO 178 w mm/min wynoszą: 1, 2, 5, 10, 20, 50, 100, 200, 500. W praktyce
najczęściej stosuje się prędkości nie przewyższające 10 mm/min.
W obowiązującej w Polsce normie PN
−
EN
ISO
178 przewiduje się stosowanie zginania
trzypunktowego (rys. 5.1) próbek prostopadłościennych o stosunku wysokości do odległości podpór
wynoszącym l/h=16, co w materiałach kruchych zapewnia zniszczenie wskutek osiągnięcia naprężeń
normalnych σ związanych z momentem zginającym. Zalecanym kształtem próbki jest
prostopadłościan o wymiarach przekroju poprzecznego b×h=10×4 mm i długości całkowitej
l=80 mm. W uzasadnionych przypadkach są możliwe odstępstwa wymiarowe w granicach
określonych w normie.
Wartości naprężenia obliczamy wg znanej zależności
W
M
g
=
σ
(5.1)
Próbę przeprowadza się do osiągnięcia określonej umownej strzałki ugięcia, wynoszącej s
c
=1,5
⋅
h.
Jeżeli próbka ulegnie złamaniu przed osiągnięciem tej strzałki, to wielkością charakteryzującą materiał
jest wytrzymałość na zginanie
σ
fM
, określona jako największe naprężenie zginające przeniesione przez
próbkę, obliczone wg wzoru
2
2
2
3
6
4
bh
FL
bh
L
F
W
M g
fM
=
⋅
=
=
σ
(5.2)
11
gdzie F oznacza największą wartość siły zarejestrowaną podczas obciążania próbki.
Rys.5.1. Położenie próbki do badań na początku oznaczenia:
1 – kształtka do badań,
F - przybliżona siła,
R
1
– promień trzpienia obciążającego;
R
2
–promień podpór;
h – grubość kształtki
d – długość kształtki;
L- rozstaw podpór.
Wartości wytrzymałości na zginanie tworzyw sztucznych różnią się istotnie od wytrzymałości na
rozciąganie: praktycznie zawsze wytrzymałość na zginanie tworzyw
σ
fM
jest większa od
wytrzymałości na rozciąganie
σ
M
. Różnice są niemałe, często rzędu 50% (
σ
fM
≈1,50×
σ
M
) Moduły
sprężystości nie podlegają tej prawidłowości, z reguły ich wartości są zbliżone (E≈E
f
). Wytłumaczenie
przyczyny różnic wartości
σ
fM
i
σ
M
przekracza zakres tego ćwiczenia.
Jeżeli próbka nie ulegnie złamaniu przed osiągnięciem wartości umownej strzałki ugięcia s
c
, to
wielkością charakteryzującą materiał pod względem zdolności do przenoszenia obciążeń zginających
jest tzw. naprężenie przy określonej strzałce ugięcia
σσσσ
fC
. Jest to największe naprężenie normalne
(zginające), występujące w próbce w chwili osiągnięcia ugięcia s
c
, określone wg wzoru
przytoczonego wyżej. Wartość F oznacza tym razem siłę zarejestrowaną w momencie osiągnięcia
ugięcia s
c
(rys. 5.2).
Wielkość
σ
fC
jest pojęciem umownym, ponieważ wiele tworzyw w chwili osiągnięcia strzałki
ugięcia s
c
znajduje się już poza granicą stosowalności prawa Hooke’a. Jak wiadomo, wzory używane
do przeliczania wartości pomiarowych zostały wyprowadzone przy założeniu ważności tego prawa. W
celu określenia wytrzymałości na zginanie
σ
fM
lub naprężenia zginającego przy umownej strzałce
ugięcia
σ
fC
należy poddać próbie co najmniej 5 próbek. Jako wynik badania przyjmuje się średnią
arytmetyczną wykonanych oznaczeń. W normie określa się dokładnie sposób pobrania próbek oraz
tolerancje wymiarów. Przed badaniem próbki poddaje się tzw. klimatyzacji, trwającej co najmniej 16
godzin w temperaturze wynoszącej 23
±
2
0
C przy wilgotności względnej 50
±
5%. Prędkość posuwu
trzpienia obciążającego przy zastosowaniu zalecanej kształtki o wymiarach 10×4×80 mm powinna
wynosić 2 mm/min .
Profesjonalne laboratoria przedstawiają wyniki przeprowadzonych prób w postaci protokołu, który
powinien zawierać informacje o badaniach każdej próbki, włączając w to dane o typie zniszczenia, jak
i określoną wartość średnią naprężeń wraz z odchyleniem standartowym.
12
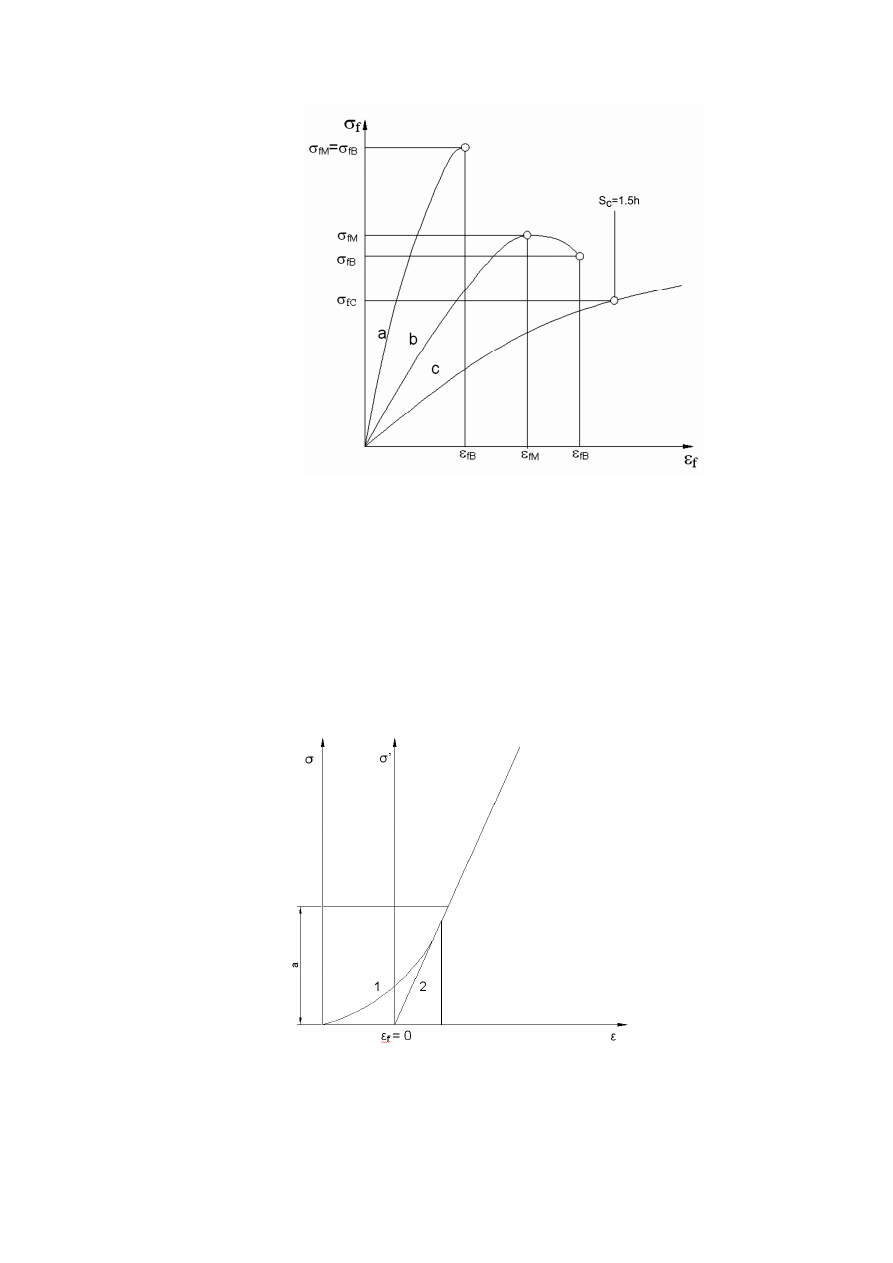
Rys. 5.2. Różne możliwe przebiegi zależności naprężenia od odkształcenia w próbie zginania
tworzyw.
(a)
Próbka, która ulega zniszczeniu przed osiągnięciem granicy plastyczności.
(b)
Próbka wykazująca maksimum, która następnie uległa złamaniu przed osiągnięciem umownej
strzałki ugięcia s
c
.
(c)
Kształtka, która nie wykazuje maksimum ani nie ulega złamaniu przed osiągnięciem umownej
strzałki ugięcia s
c
.
Przy niektórych metodach rejestracji wykresów obciążenia na początku pojawia się nieliniowość.
W związku z tym, że nie ma żadnego fizycznego uzasadnienia takiego zachowania tworzyw
sztucznych, podobne nieliniowości przypisuje się niedoskonałości układu rejestrującego wykres.
Ekstrapolując liniową część krzywej do przecięcia z osią odkształceń (na rys. 5.3 oznaczoną jako σ’)
określa się rzeczywiste położenie krzywej w układzie: odkształcenie-naprężenie.
Rys. 5.3. Przykład krzywej naprężenie/odkształcenie z początkowym zakresem krzywoliniowym i
wyznaczaniem punktu odkształcenia zerowego:
1 – początkowa część wykresu naprężenie/odkształcenie sugerująca zakres krzywoliniowy,
2 – ekstrapolacja części liniowej jako sposób korygowania położenia początku wykresu obciążania.

13
5.2. Wyznaczanie modułu sprężystości wzdłużnej (modułu Younga) w próbie zginania
Strzałkę ugięcia f pręta prostopadłościennego o szerokości b i wysokości przekroju h, zginanego
trzypunktowo siłą o wartości F możemy obliczyć z zależności:
)
2
;
1
(
6
2
=
=
i
h
l
f
fi
i
ε
(5.3)
Kolejność postępowania przy wyznaczaniu modułu Younga jest następująca:
1.
Przeprowadzając próbę zginania (niszczącą lub do osiągnięcia tylko pewnej wymaganej
strzałki ugięcia zarejestrować krzywą obciążenie – ugięcie lub tylko wartości siły i
ugięcia odpowiadające odkształceniom ε
f1
=0,0005 i ε
f2
=0,0025. Wartości ugięć f
1
i f
2
należy obliczyć ze wzoru (2), podstawiając kolejno ε
f1
=0,0005 i ε
f2
=0,0025.
2.
Określić wartości siły F obciążającej próbkę w chwilach osiągnięcia wartości odkształceń
ε
f1
i ε
f2
oraz odpowiadające wartości największego naprężenia normalnego σ
f1
i σ
f2
.
3.
Obliczyć moduł Younga materiału
1
2
1
2
f
f
f
f
f
E
ε
ε
σ
σ
−
−
=
(5.4)
Ponieważ odkształcenie zerwania tworzyw sztucznych stosowanych w technice z reguły przekracza
wartość 1% jest oczywiste, że zakres wartości odkształceń 0,0005
≤
ε
≤
0,0025 wykorzystany do
wyznaczenia modułu należy do zakresu liniowo sprężystego.
6. Udarność tworzyw sztucznych
6.1. Ogólna charakterystyka metod badania
Udarność jest to odporność tworzywa na złamanie spowodowane siłą przyłożoną udarowo
(dynamicznie). Jako miarę udarności przyjmuje się zazwyczaj iloraz pracy potrzebnej do
dynamicznego złamania próbki przez jej przekrój poprzeczny w miejscu złamania. Obciążenie
powinno być przyłożone z odpowiednią prędkością. Badania prowadzi się najczęściej podczas
udarowego zginania lub rozciągania próbek z karbem lub bez karbu.
Do badania udarności stosuje się zwykle młoty wahadłowe, które w zależności od potrzeb mogą
być wyposażone w dodatkowe urządzenia elektroniczne do pomiaru siły i odkształcenia. Najczęściej
stosuje się dwie metody różniące się przede wszystkim sposobem mocowania próbki:
•
Metoda Charpy’ego, w której próbka w postaci beleczki prostopadłościennej (z karbem lub
bez karbu) podpierana jest swobodnie na obu końcach i uderzana w środku pomiędzy
podporami. Prędkość uderzenia w tej metodzie jest ściśle określona i wynosi 2,9 lub 3,8m/s.
Metoda ta obowiązuje w kraju i jest szczegółowo opisana w normie PN-EN ISO 179-
1/2004/A1, PN-EN ISO 179-2/2001, Tworzywa sztuczne. Oznaczanie udarności metodą
Charpy’ego.
•
Metoda Izoda, w której stosuje się również próbki prostopadłościenne, jednakże wyłącznie z
karbem. Są one utwierdzone jednym końcem w uchwycie. Młot uderza w swobodny koniec
próbki z prędkością 3,35m/s. Metoda ta, chociaż nie jest zalecana w kraju, obowiązuje w
wielu państwach, m.in. w USA. Wyniki oznaczania udarności metodą Izoda nie mogą być
porównywane z wynikami pomiarów uzyskanymi metodą Charpy’ego.
Wskaźniki udarności, którymi są udarność próbki z karbem i bez karbu, nie mają
bezpośredniego zastosowania do obliczeń wytrzymałościowych. Stanowią one orientacyjne wskaźniki

14
pomocnicze o charakterze porównawczym a niekiedy mogą nawet decydować o wyborze materiału.
Można je np. wykorzystywać do oceny wpływu koncentracji naprężeń przez porównanie udarności
próbek z karbem i bez karbu lub do oceny stopnia kruchości tworzyw w niskiej temperaturze.
Udarność różnych polimerów badanych w temperaturze pokojowej znacznie różni się od siebie.
Najmniejszą udarność wykazują polimery o temperaturze kruchości wyższej od temperatury
pokojowej (np. polistyren, polimetakrylan metylu ), a więc tworzywa, w których w temperaturach
badania istnieją duże siły międzycząsteczkowe. Udarność maleje także wraz ze wzrostem stopnia
krystaliczności i wielkości krystalitów oraz ze spadkiem masy cząsteczkowej. W porównywalnych
temperaturach polimery usieciowane wykazują większą udarność od polimerów nieusieciowanych.
Zwiększenie udarności uzyskujemy przez wprowadzenie do niektórych polimerów odpowiednich
napełniaczy lub zmiękczaczy. Te ostatnie zmniejszają oddziaływania międzycząsteczkowe.
6.2. Oznaczanie udarności tworzyw sztucznych metodą Charpy’ego
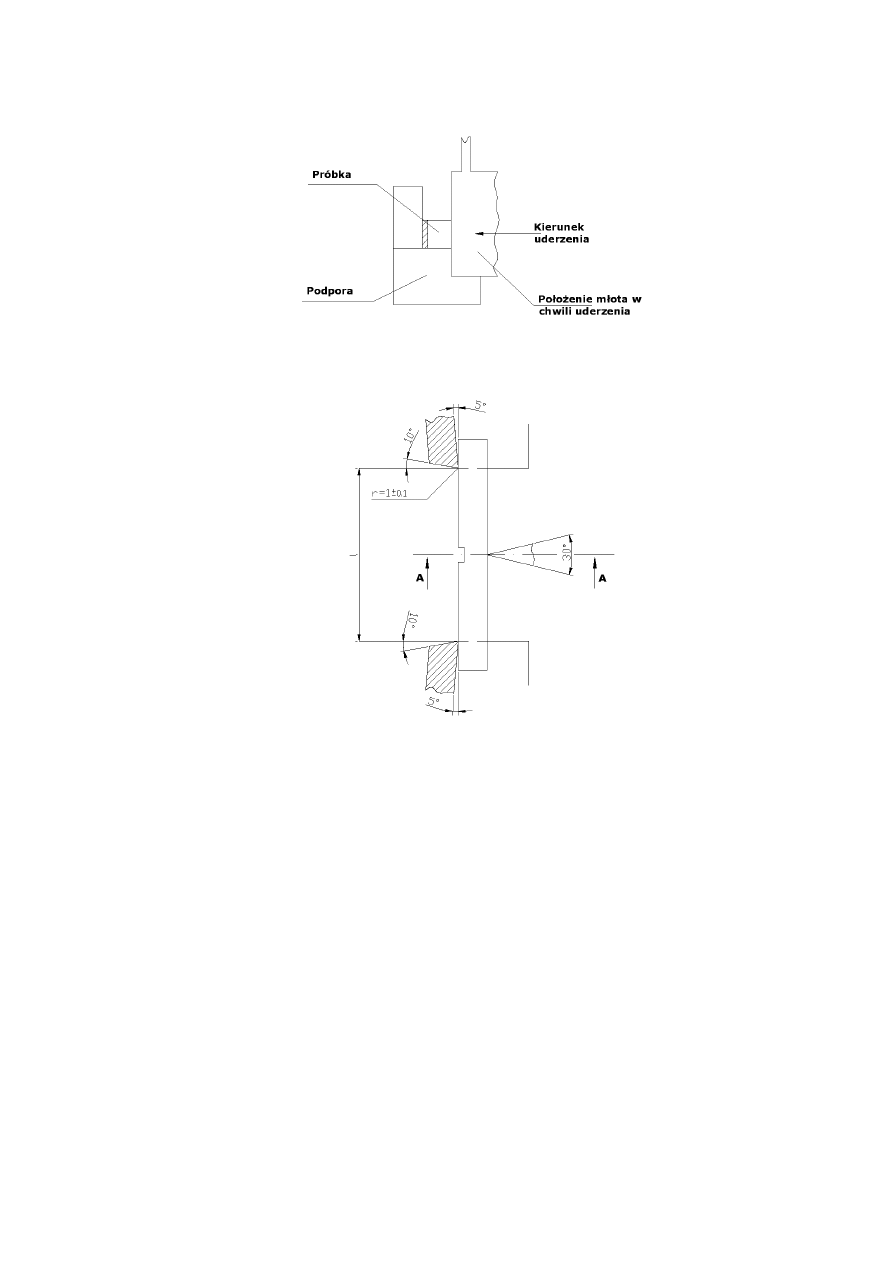
Metoda oznaczania polega na złamaniu próbki, której sposób podparcia odpowiada schematowi
poziomej belki swobodnie obustronnie podpartej. Złamanie powinno się osiągnąć jednym uderzeniem
wahadłowego młota w jej środek pomiędzy podporami, dla próbek z karbem - po stronie przeciwległej
do nacięcia.
6.2.1. Zakres stosowania próby
Próbę stosuje się do oznaczania wskaźników udarności sztywnych tworzyw sztucznych
(z wyłączeniem tworzyw porowatych) podczas udarowego zginania próbek z karbem i bez karbu.
Stosuje się ją także do kontroli produkcji i atestacji odbioru tworzyw oraz otrzymywanych z nich
wyrobów. Może również służyć do oceny kruchości i ciągliwości tworzywa w zakresie określonym
warunkami badania.
Otrzymane w wyniku badań wskaźniki nie świadczą o wytrzymałości wyrobu w warunkach
użytkowania, co wynika z umownego charakteru określanych wielkości.
Celem próby jest oznaczenie następujących wskaźników wytrzymałości podczas zginania
udarowego:
a/ udarność próbki bez karbu a
n
– praca zużyta na dynamiczne złamanie próbki bez karbu,
odniesiona do początkowego przekroju poprzecznego próbki w miejscu złamania,
b/ udarność próbki z karbem a
k
– praca zużyta na dynamiczne złamanie próbki z karbem,
odniesiona do początkowego przekroju poprzecznego próbki w miejscu karbu,
c/ udarność względna KZ – stosunek udarności z karbem a
k
do udarności bez karbu a
n
badanego
tworzywa w jednakowych warunkach badania.
6.2.2. Przyrząd pomiarowy
Do wykonania oznaczenia stosuje się młot wahadłowy sztywnej konstrukcji, umożliwiający
oznaczenie energii zużytej na złamanie próbki. Wartość tej energii stanowi różnicę początkowej
energii potencjalnej młota i energii pozostałej po złamaniu próbki. Skala przyrządu powinna być
skorygowana na straty spowodowane tarciem i oporem powietrza. Produkuje się młoty Charpy’ego
o różnych zakresach maksymalnej energii udaru ( 0,5
÷
50 J ). Kształt młota i podpór oraz warunki
jego zamocowania do podłoża w laboratorium są znormalizowane. Podstawowe dane
charakterystyczne przyrządu podaje norma PN-EN ISO 179-1/2004/A1, PN-EN ISO 179-2/2001.
15
6.1 Położenie próbki i kierunek uderzenia młotem Charpy’ego.
Rys. 6.2 Ostrze młota i podpory próbki.
6.2.3. Próbki
Próbki w postaci prostopadłościennych beleczek wykonuje się według wytycznych odpowiednich
norm technologicznych wymienionych w normie PN-EN ISO 179-1/2004/A1, PN-EN ISO 179-
2/2001, stosując parametry podane w normach przedmiotowych dla badanego materiału. Wymieniona
norma zaleca stosowanie trzech typów próbek różniących się rozmiarami i rozstawem podpór.
Podczas badania próbek z karbem zaleca się stosowanie jednego z dwóch typów karbu:
•
podcięcia o kształcie prostokąta
−
karb typu A
•
podcięcia o kształcie trójkąta
−
karb typu B.
Na rys.6.4 pokazano zalecany kształt próbki i karbów. Wartości wymiarów zaznaczonych na rysunku
oraz szczegółowe wytyczne dotyczące sposobu wykonania karbu są podane w normie.
O wyborze typu próbki i karbu powinna decydować norma przedmiotowa na badany materiał. Na
ogół, jeśli norma przedmiotowa nie postanawia inaczej, zaleca się stosowanie próbki typu 2 baz karbu
i typu 2 z karbem B.
W razie konieczności stosowania próbek o wymiarach niezgodnych ze znormalizowanymi (np. próbki
wycinane z gotowych płyt laminatów), należy kierować się wytycznymi podanymi w normie
PN-EN ISO 179-1/2004/A1 lub w odpowiedniej normie przedmiotowej.
16
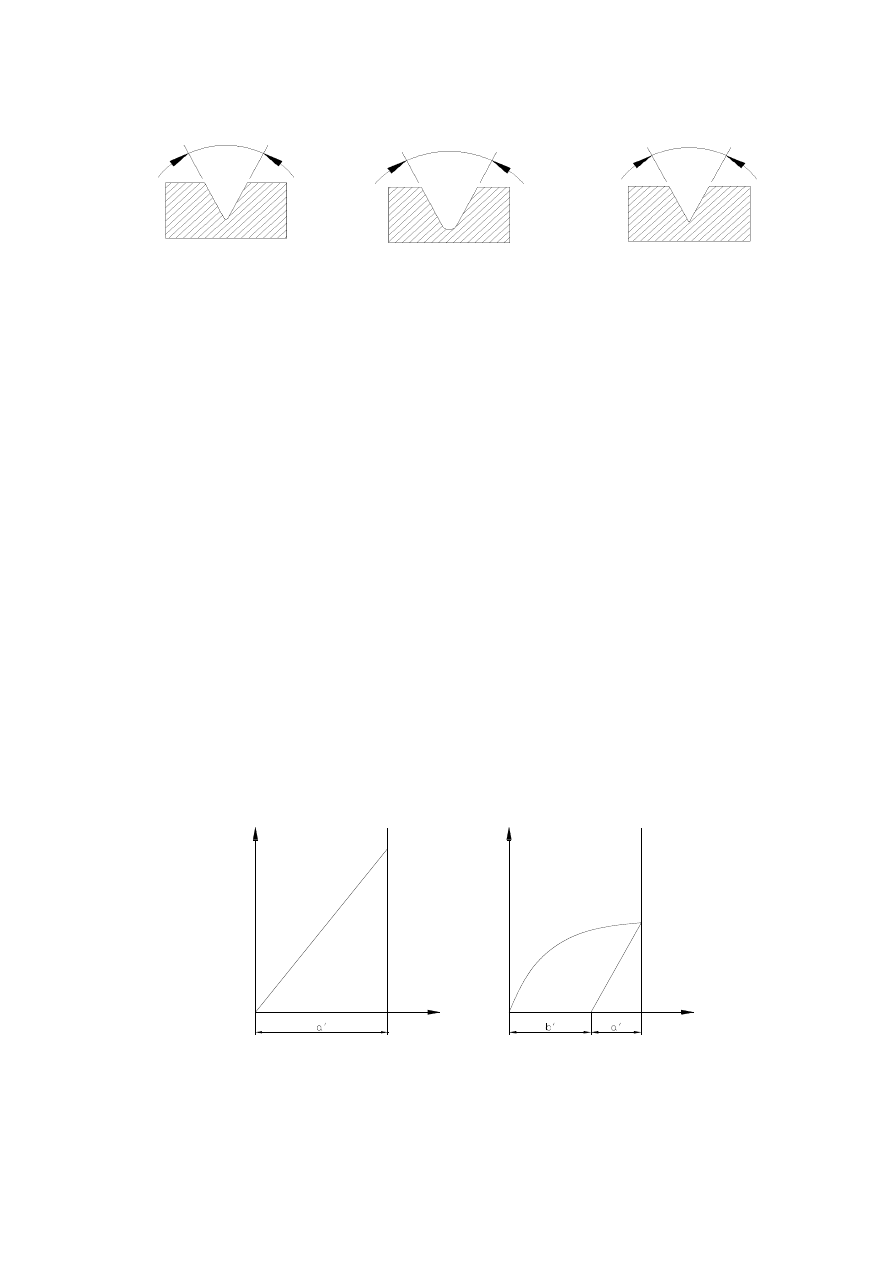
Rys.6.3. Rodzaje karbów: A
−
karb typu A , (promień podstawy karbu r
N
=0,25mm±0,05 mm), B
−
karb typu B
(promień podstawy karbu r
N
=1,00mm±0,05 mm), C
−
karb typu C (promień podstawy karbu r
N
=0,10mm±0,02
mm)
6.2.4. Warunki wykonania próby
1.
Warunki klimatyzacji próbek przed próbą oraz warunki wykonania oznaczenia są takie same, jak w
próbie rozciągania tworzyw sztucznych.
2.
Liczba badanych próbek powinna wynosić co najmniej 10, jeżeli w normach przedmiotowych nie
przewiduje się inaczej.
3.
Wybrany do badań młot wahadłowy powinien mieć odpowiedni zapas energii i żądaną prędkość
tak, aby na złamanie próbki zostało zużyte nie mniej, niż 10% i nie więcej, niż 80% zapasu energii
młota. Wyboru należy dokonać na podstawie wytycznych normy
PN-EN ISO 179-1/2004/A1,
PN-EN ISO 179-2/2001
oraz wstępnych prób rozpoznawczych.
6.2.5. Sposób wykonania oznaczenia
Wskazówkę skali energii młota należy ustawić tak, aby stykała się ona z zabierakiem, gdy wahadło
jest w pozycji podniesionej i zaaretowanej. Następnie należy przeprowadzić próby kontrolne (bez
próbek ) w celu sprawdzenia, czy całkowite straty na starcie nie są większe, niż dopuszczalne, podane
w normie PN-81/C-89029.
Próbkę ustawia się na podporach tak, aby środek karbu wypadł dokładnie w płaszczyźnie ruchu
ostrza młota. Zwalnianie aretażu powinno być przeprowadzone ostrożnie, bez wstrząsów. Następnie
należy odczytać na skali energię zaabsorbowaną przez próbkę i jeżeli jest to konieczne, zastosować
korektę na straty przez tarcie.
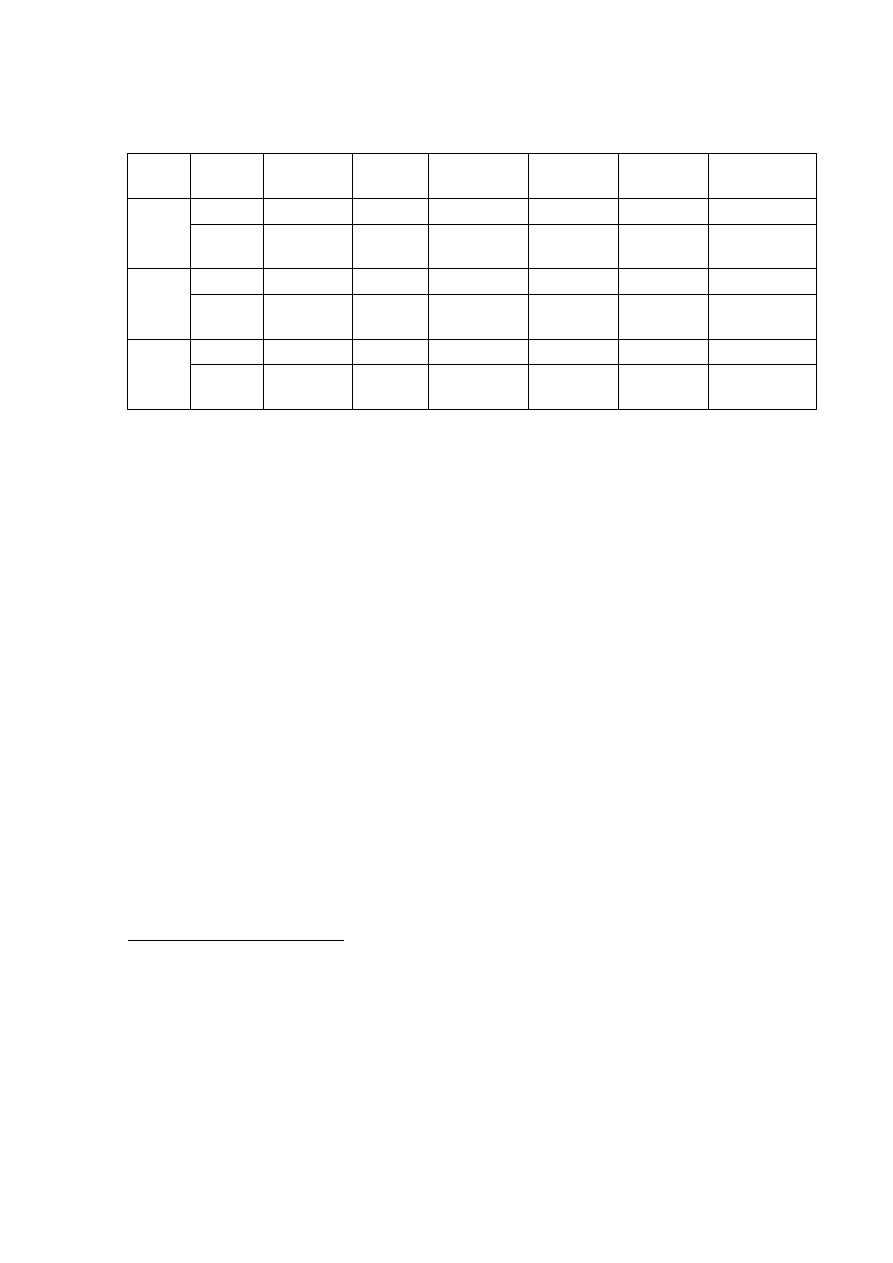
przemieszczenie
pęknięcie
s
ił
a
A
C
B
przemieszczenie
pęknięcie
s
ił
a
C
D
A
B
Rys. 6.4 Pęknięcie w czasie udarowego zginania próbki: (A) kruche, (B) plastyczne, gdzie a’-odkształcenie
sprężyste, b’- odkształcenie plastyczne.
45
0
±1
0
45
0
±1
0
45
0
±1
0
A
B
C

17
Do obliczania udarności materiału można przyjmować tylko próbki całkowicie złamane, jak
również pęknięte, których obie części łączy tylko cienka błonka naskórka prasowniczego.
6.2.6. Obliczanie wartości udarności materiału
Udarność próbek bez karbu (a
n
) oblicza się ze wzoru:
a
n
=A
n
/b
×
t,
(6.1)
w którym A
n
oznacza energie uderzenia zużytą na złamanie próbki, b jest szerokością próbki a t
jej grubością.
Udarność próbek z karbem (a
k
) oblicza się ze wzoru:
a
k
=A
k
/b
×
t
k
,
(6.2)
w którym A
k
oznacza energię zużytą na złamanie próbki z karbem a b i t
k
są wymiarami
przekroju poprzecznego w miejscu osłabienia karbem.
Udarność względną (KZ) oblicza się ze wzoru:
KZ=(a
k
/a
n
)
×
100%
(6.3)
Za wynik oznaczenia udarności a
n
i a
k
należy przyjąć średnią arytmetyczną wyników co
najmniej 10 oznaczeń obliczonych ze wzorów (6.6) i (6.2) oraz, jeżeli jest to wymagane, odchylenie
ś
rednie i współczynnik wariancji. Obliczone wartości udarności podaje się z dokładnością do dwóch
cyfr znaczących.
7. Cel i zakres ćwiczenia.
Ć
wiczenie ma na celu zapoznanie studentów z inżynierskimi podstawami badania i doboru
tworzyw sztucznych stosowanych do wyrobu opakowań.
W zakres ćwiczenia wchodzi:
a/ samodzielne wykonanie znormalizowanych prób rozciągania, zginania i udarności kilku
wybranych tworzyw sztucznych,
b/ określenie
własności
wytrzymałościowych
badanych
próbek
przez
wyznaczenie
zdefiniowanych w normach wskaźników wytrzymałościowych,
c/ przeprowadzenie krótkiej zbiorczej analizy otrzymanych wyników, mającej na celu porównanie
mechanicznego zachowania się różnych tworzyw sztucznych przy danym sposobie obciążania oraz
danego tworzywa sztucznego przy różnych sposobach obciążania.
Podczas przeprowadzonych, wymienionych prób wytrzymałościowych, wyznaczone zostaną
następujące charakterystyki mechaniczne:
- granica plastyczności,
- wydłużenie,
- moduł sprężystości wzdłużnej,
- udarność Charpy’ego z karbem, bez karbu i względną,
- wytrzymałość na zginanie,
- wytrzymałość na rozciąganie

18
Sprawozdanie z badań
Sprawozdanie wykonane przez studentów powinno zawierać:
−
dane dotyczące próbki – typ, szerokość i grubość przekroju równoległego, łącznie
z wartościami średnimi, minimalnymi i maksymalnymi, sposób wykonania kształtek
−
liczbę badanych próbek
−
dane dotyczące maszyny wytrzymałościowej
−
dane dotyczące rodzaju miernika wydłużenia lub odkształcenia
−
dane dotyczące rodzaju uchwytu urządzenia i nacisku mocowania
−
prędkość badania
−
wyniki badań
−
ś
rednie wartości mierzonych
−
standardowe odchylenie
−
obliczenia zadanych wielkości wytrzymałościowych
−
informację, czy którąkolwiek z próbek do badań odrzucono lub zastąpiono
i z jakiego powodu
−
datę pomiarów.
Wyszukiwarka
Podobne podstrony:
5 Cw 5 Instrukcja obslugi Energ (2)
INSTRUMENTY FISKALNE - ćw.5, INSTRUMENTY FISKALNE
dodatek do ćw. 5, instrukcja obługi miernika czasu
WGGIS IS 1rok Ch Lab Cw 5 Instrukcja wzor spraw
WGGIS IS 1rok Ch Lab Cw 3 Instrukcja
1 zmiana Cw-1, instrukcje CARGO
Cw 7 instrukcja id 122122 Nieznany
sprawozdanie cw 1, instrukcja stanowiskowa, MECHANIKA PŁYNÓW
Cw 1 instrukcja
06 CW 6 INSTRUKCJA dodatekid 64 Nieznany (2)
Sprawozdanie ćw 1 instrukcja obslugi i BHP
php cw 1 instrukcje warunkowe i petle
5 Ćw 5 Instrukcja obsługi Energy Monitor 3000
Cw 1 instrukcja
cw G instrukcja
cw F instrukcja
więcej podobnych podstron