„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
MINISTERSTWO EDUKACJI
NARODOWEJ
Danuta Szczepaniak
Dobieranie materiałów pomocniczych do produkcji
obuwia 744[02].O2.05
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ewa Jasińska
dr inż. Jadwiga Rudecka
Opracowanie redakcyjne:
inż. Danuta Szczepaniak
Konsultacja:
dr inż. Jacek Przepiórka
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 744[02].O2.05
„Dobieranie materiałów pomocniczych do produkcji obuwia”, zawartego w modułowym
programie nauczania dla zawodu obuwnik.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Materiały do łączenia części składowych obuwia
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
22
4.1.3. Ćwiczenia
22
4.1.4. Sprawdzian postępów
24
4.2. Inne materiały pomocnicze stosowane w obuwnictwie
25
4.2.1. Materiał nauczania
25
4.2.2. Pytania sprawdzające
30
4.2.3. Ćwiczenia
31
4.2.4. Sprawdzian postępów
32
5. Sprawdzian osiągnięć
33
6. Literatura
38

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o materiałach pomocniczych
stosowanych przy wytwarzaniu obuwia.
W poradniku zamieszczono:
–
wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej,
–
cele kształcenia tej jednostki modułowej,
–
materiał nauczania (rozdział 4), który umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. obejmuje on również ćwiczenia, które
zawierają wykaz materiałów, narzędzi i sprzętu potrzebnych do ich realizacji. przed
ćwiczeniami zamieszczono pytania sprawdzające wiedzę potrzebną do ich wykonania,
–
po ćwiczeniach zamieszczony został sprawdzian postępów. wykonując sprawdzian
postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza, że opanowałeś
materiał albo nie,
–
sprawdzian osiągnięć, w którym zamieszczono instrukcję dla ucznia oraz zestaw zadań
testowych sprawdzających opanowanie wiedzy i umiejętności z zakresu całej jednostki.
zamieszczona została także karta odpowiedzi,
–
wykaz literatury obejmujący zakres wiadomości dotyczących tej jednostki modułowej,
która umożliwi ci pogłębienie nabytych umiejętności.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Jednostka modułowa „Dobieranie materiałów pomocniczych do produkcji obuwia”,
której treść teraz poznasz stanowi jeden z elementów modułu 744[02].O2 „Surowce,
półprodukty i materiały obuwnicze”, który jest zilustrowany na schemacie zamieszczonym na
stronie 4.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
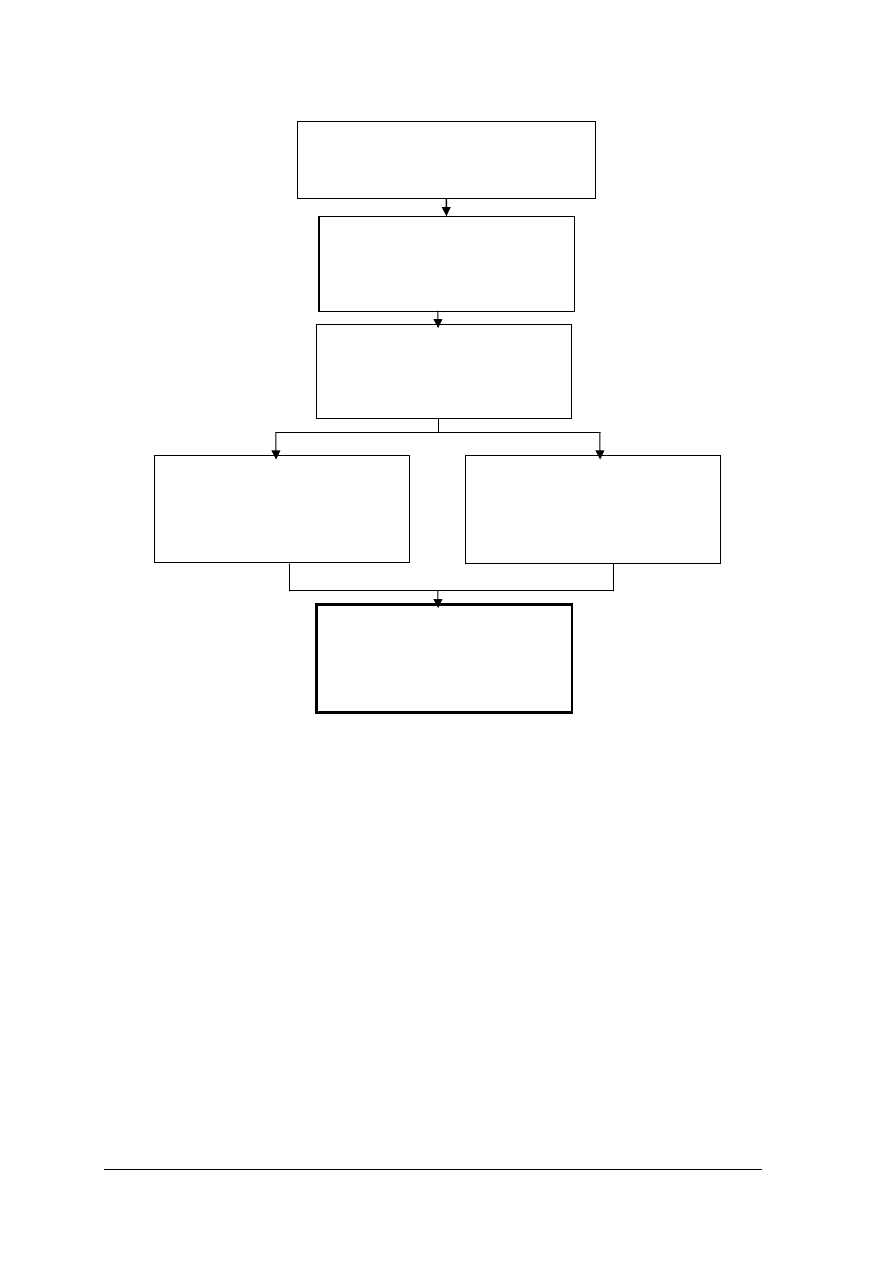
Schemat układu jednostek modułowych
744[02].O2
Surowce, półprodukty
i materiały obuwnicze
744[02].O2.03
Charakteryzowanie tworzyw
skóropodobnych stosowanych
w produkcji obuwia
744[02].O2.04
Określanie materiałów na
spody obuwia
744[02].O2.01
Określanie właściwości surowców
i skór wyprawionych
do produkcji obuwia
744[02].O2.02
Zastosowanie materiałów
włókienniczych w procesie
wytwarzania obuwia
744[02].O2.05
Dobieranie materiałów
pomocniczych do produkcji
obuwia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
–
charakteryzować zagrożenia związane z wykonywaną pracą,
–
stosować obowiązujące procedury postępowania w przypadku zagrożenia pożarowego,
–
stosować podręczny sprzęt oraz środki gaśnicze zgodnie z instrukcją dotyczącą ochrony
przeciwpożarowej,
–
określać zasady ochrony środowiska,
–
stosować odzież ochronną oraz środki ochrony indywidualnej w zależności od rodzaju
wykonywanej pracy,
–
określać zagrożenia dla zdrowia i życia pracowników, związane z wykonywaną pracą,
–
określać użytkowe funkcje obuwia,
–
charakteryzować rozwój rzemiosła i przemysłu obuwniczego,
–
dokonywać podziału obuwia ze względu na rodzaj, przeznaczenie oraz wiek
użytkowników,
–
określać rodzaje i zasady oznaczania wielkościowych grup obuwia,
–
określać sposoby montażu obuwia,
–
charakteryzować elementy obuwia oraz wymagania technologiczne,
–
sporządzać zestawienie części składowych różnych typów i rodzajów obuwia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
–
scharakteryzować materiały pomocnicze stosowane w produkcji obuwia,
–
określić rodzaje i przeznaczenie nici stosowanych w obuwnictwie,
–
sklasyfikować kleje obuwnicze według określonych kryteriów,
–
określić zakres stosowania poszczególnych rodzajów klejów,
–
określić rodzaje oraz zasady stosowania materiałów do wykończania wierzchów
i spodów obuwia
–
dobrać materiały pomocnicze odpowiednio do typu, przeznaczenia i techniki
wytwarzania obuwia,
–
odczytać cechy i oznaczenia materiałów pomocniczych,
–
określić metody zabezpieczania elementów metalowych przed korozją,
–
określić warunki magazynowania materiałów pomocniczych,
–
zastosować normy
i warunki techniczne dotyczące jakości materiałów pomocniczych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Materiały do łączenia części składowych obuwia
4.1.1. Materiał nauczania
Do łączenia części składowych obuwia wykorzystuje się następujące materiały:
–
nici,
–
kleje,
–
łączniki sztywne.
Nici obuwnicze
Nici stanowią jeden z materiałów pomocniczych służących do produkcji obuwia.
Większość nici obuwniczych produkuje się metodą skręcania pojedynczych włókien w nitkę
przędzy, a te z kolei skręca w nić, przy czym kierunek skrętu nici jest odwrotny do kierunku
skrętu przędzy. Wyróżnia się dwa kierunki skrętu Z i S (rysunek 1).
Rys.1. Kierunek skrętu przędzy i nici [2, s. 118].
Nici maszynowe skręcane w kierunku Z stosowane są jako nitka górna maszyny szyjącej,
gdyż kierunek obracania się nici i wytwarzania pętli w fazie tworzenia ściegu są zgodne
z kierunkiem Z, a jako dolne nici maszynowe wykorzystuje się nici skręcone w kierunku S.
Skręt nici powinien być równomierny.
Do niedawna do łączenia elementów obuwia wykorzystywano najczęściej nici
bawełniane, lniane i jedwabne. Nici te są miękkie, elastyczne, dają się łatwo wybarwiać. Ich
ujemną cechą jest mała wytrzymałość połączeń szytych na wielokrotne zginanie, osłabienie
pod wpływem działania wody, ciepła, potu.
Rozwój przemysłu chemicznego umożliwił produkcję nici syntetycznych, które
charakteryzuje duża wytrzymałość na rozerwanie i odporność biologiczna. Aktualnie do
montażu cholewek stosuje się przeważnie nici z włókien poliamidowych i poliestrowych,
gdyż cechuje je wysoka wytrzymałość, sprężystość, elastyczność, odporność na działanie
środków chemicznych i oddziaływanie środowiska atmosferycznego. Przewyższają 1,5÷2
razy wytrzymałość nici naturalnych, wydłużenie w momencie zerwania dochodzi do 22%.
Ujemną cechą nici syntetycznych jest niska odporność na temperatury rzędu 200°C oraz
rozdzielanie się poszczególnych włókien przy zerwaniu nici.
Wprowadzenie do produkcji nici operacji klejenia, mającej na celu trwałe połączenie
przędz wchodzących w skład nitki i ich poszczególnych włókien, eliminuje rozwłóknienie
nici, wpływa na ograniczenie wydłużenia, na zwiększenie odporności na ścieranie i ułatwia
nawlekanie nici po ich zerwaniu.
Osobną grupę stanowią nici kombinowane – rdzeniowe, w których rdzeń wykonany
z włókna poliestrowego opleciony jest nitką bawełnianą. Pozwala to na wykorzystanie zalet
zarówno nici bawełnianych jak i poliestrowych. W wyniku połączenia odmiennych surowców
o różnych parametrach wytrzymałościowych, dochodzi w procesie szycia i eksploatacji do
strzępienia zewnętrznej, bawełnianej warstwy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Nici obuwnicze w zależności od surowca i technologii produkcji można podzielić na:
–
nici z włókien naturalnych:
a) jedwabne,
b) bawełniane,
c) lniane.
–
nici mieszane:
a) mieszane podczas przędzenia,
b) rdzeniowe,
c) rdzeń z włókien ciągłych, oplot z przędzy bawełnianej.
–
nici z włókien chemicznych:
a) jednorodne (z włókien ciągłych),
b) łączone:
–
skręcone: poliamidowe, poliestrowe,
–
splatane.
Od rodzaju i właściwości nici zależy jakość i wytrzymałość szwu szytego. Mają na to
wpływ następujące czynniki:
−
liczba skrętów, która określa całkowitą liczbę skrętów na 1 m długości. Wraz z jej
wzrostem do pewnego punktu krytycznego przędza staje się gładka i ścisła, jednak po
przekroczeniu tego punktu obniża się wytrzymałość nitki;
−
kierunek i jakość skrętu przędzy i nici;
−
właściwości fizyko-mechaniczne - wytrzymałość na rozciąganie, wydłużenie przy
zerwaniu. Są one związane z rodzajem surowca z jakiego zostały wykonane nici oraz
technologią ich produkcji;
−
w przypadku nici syntetycznych dodatkowym parametrem wpływającym na ich dobór jest
temperatura topnienia;
−
grubość nici - określana przy użyciu systemów numeracji: metrycznej (Nm), titr denier
(Td), wagowej (Tt). Grubość nici należy dobierać pod kątem grubości i rodzaju
przeszywanego materiału, oczekiwanej wytrzymałości szwu i grubości zastosowanych
igieł.
Numer metryczny wskazuje, ile metrów (km) przędzy przypada na jednostkę masy
przędzy 1 g (kg). Jeśli zatem przędza jest oznaczona Nm 30, znaczy to, że 30 m tej przędzy
waży 1 g.
Numeracja wg systemu titr denier (Td) wyraża masę odcinka przędzy o długości 450 m
w denier, przy czym denier = 0,05 g. Td odpowiada masie 9000 m włókien wyrażonej
w gramach.
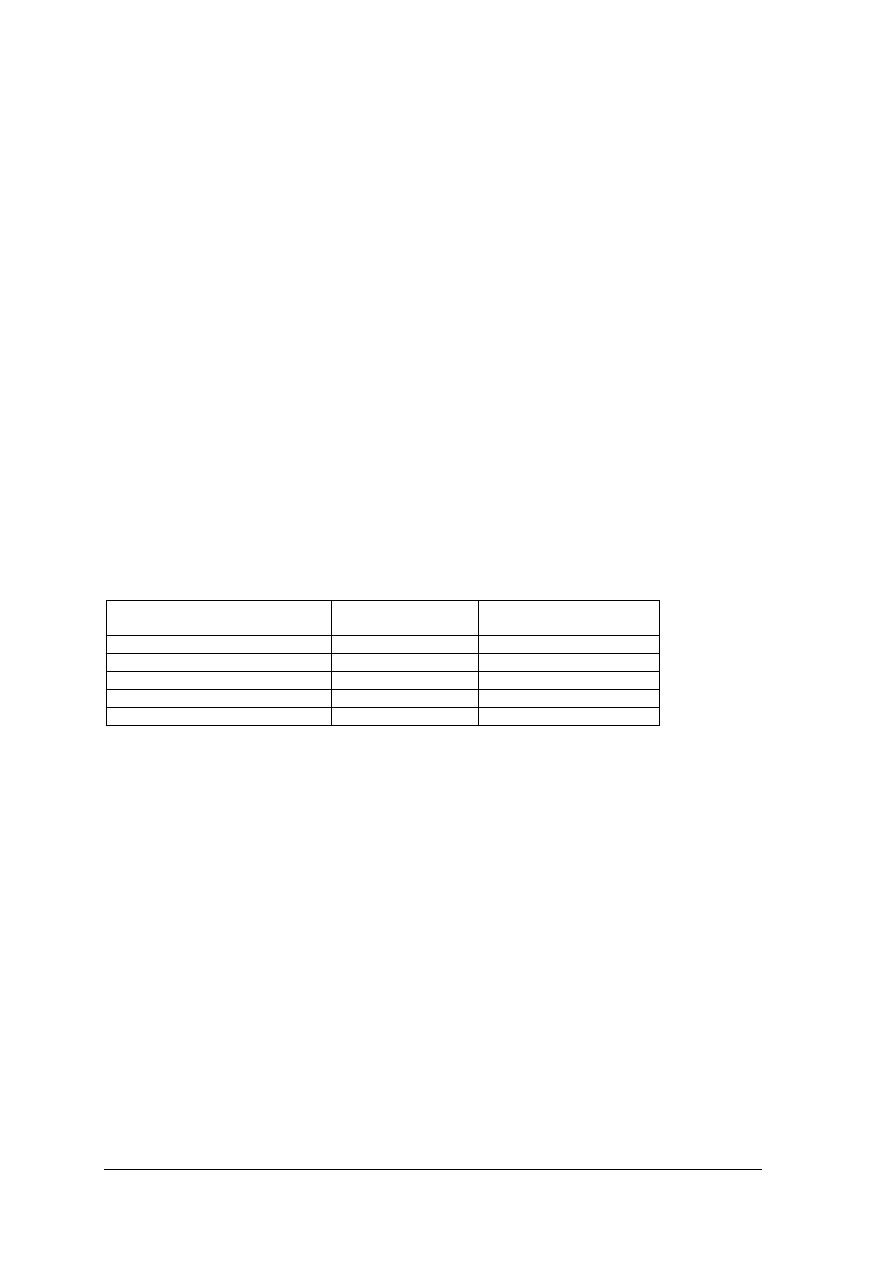
Numer w systemie tex (Tt) wyraża masę odcinka w g wyrobu o długości 1000 m.
Oznacza to, że jeżeli 1000 m przędzy waży 15 g, to Tt = 15 tex. Przeliczanie numeracji nici
pokazano w tabeli 1.
Tabela 1. Przeliczanie różnych systemów numeracji nici [1, s. 269]
Oznaczenie
Tt
Td
Nm
Tt
_
0,11 Td
1000
_________
Nm
Td
9 Tt
÷
9000
_________
Nm
Nm
1000
_________
Nm
9000
_________
Nm
÷

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Produkuje się dwa podstawowe rodzaje nici: nabłyszczane i matowe. Nici nabłyszczane
mają estetyczny wygląd, są bardziej wytrzymałe na zrywanie i działanie wilgoci. Stosuje się
je jako nici górne. Nici matowe charakteryzują się niższą wytrzymałością, ale lepiej
przylegają do łączonego materiału. Mogą być wykorzystane jako nici dolne.
Ze względu na przeznaczenie stosuje się dwa rodzaje nici:
–
do szycia wierzchów obuwia i wyrobów kaletniczych – nici z włókien naturalnych
i syntetycznych,
–
do szycia spodów obuwia – nici lniane i syntetyczne.
Nici obuwnicze zalicza się do klasy 1, grupy 2 (symbol 12). Wyróżnia się nici:
1- surowe, 2 – surowe merceryzowane (gotowane w roztworze ługu sodowego), 3- bielone
matowe, 4 – bielone merceryzowane, 5 – bielone nabłyszczane, 6 barwione matowe,
7 – barwione merceryzowane, 8- barwione nabłyszczane. Do oznaczenia stosuje się symbole
surowców: B – bawełna, OB. – włókna sztuczne. Przykład oznaczenia: Nici B126 Nm 50/9S.
Prawidłowe odczytanie: nici z przędzy bawełnianej (B), konfekcyjne obuwnicze (12),
barwione matowe (6), o numerze metrycznym (Nm 50), skręcone z dziewięciu nitek o skręcie
lewym (9S).
Nici bawełniane
W przemyśle obuwniczym nici bawełniane służą do łączenia ze sobą elementów
wierzchów obuwia z podszewką, tylnikami i z pasem w obuwiu pasowym. Nici bawełniane
dzieli się wg liczby nitek tworzących skręt 3, 6, 9, 12, kierunku skrętu – prawo- i lewoskrętne,
wg numerów Nm – 4, 6, 10, 20, 30, 40, 50, 60, 80, wg zabarwienia – białe, czarne, kolorowe,
wg sposobu wykończenia – surowe, matowe, bielone, nabłyszczane.
W przemyśle obuwniczym stosuje się najczęściej nici o 6, 9 i 12 skrętach , o Nm do 50,
w zależności od rodzaju szwu, jaki ma być wykonany, np. do szycia elementów z boksu przy
wyrobie cholewek wykorzystuje się nici Nm 30÷40, przy szyciu skóry juchtowej Nm do 20,
w produkcji galanteryjnej nici Nm 20÷30.
Do często występujących wad nici zalicza się węzły, zgrubienia, różnice w odcieniu,
plamy, itp.
Nici lniane
Nici lniane stosuje się w przemyśle obuwniczym do połączenia pasa z podpodeszwą
i podeszwy z pasem lub podpodeszwą. Te łączenia wymagają szczególnie mocnych nici.
Rozróżnia się nici lniane:
–
do przyszywania pasa,
–
normalne do przyszywania podeszew,
–
dratwowane do szycia ręcznego.
W odróżnieniu od bawełnianych nici lniane nie wymagają silnego skręcania. Stosuje się
jednorazowy skręt 4÷8 nitek przędzy. Nici lniane do przeszywania pasa i normalne są
produkowane przez skręcanie przędzy na sucho, natomiast dratwy skręca się na mokro. Nici
lniane mają skręt lewy S.
Ujemną cechą nici lnianych jest mała wytrzymałość połączeń szytych na wielokrotne
zginanie a także osłabienie pod wpływem długotrwałego działania wody, ciepła i potu.
Nici syntetyczne
Coraz częściej podczas produkcji obuwia używane są nici syntetyczne. Charakteryzują
się one bardzo dobrymi właściwościami wytrzymałościowymi w porównaniu z nićmi
naturalnymi. Nici syntetyczne produkowane są z włókien poliamidowych lub poliestrowych.
Nici poliamidowe, zwane nylonowymi lub stylonowymi, były początkowo stosowane
zamiast nici lnianych. Obecnie mają coraz większe zastosowanie. Są odporne na zginanie,
rozciąganie i ścieranie, a także na wodę, zasady, kwasy i mikroorganizmy. Wykazują
odporność zarówno na niskie, jak i wysokie temperatury (od –70 do +160
o
C). Produkuje się
je przez podwójne skręcenie, najpierw o skręcie Z, a następnie o skręcie S.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
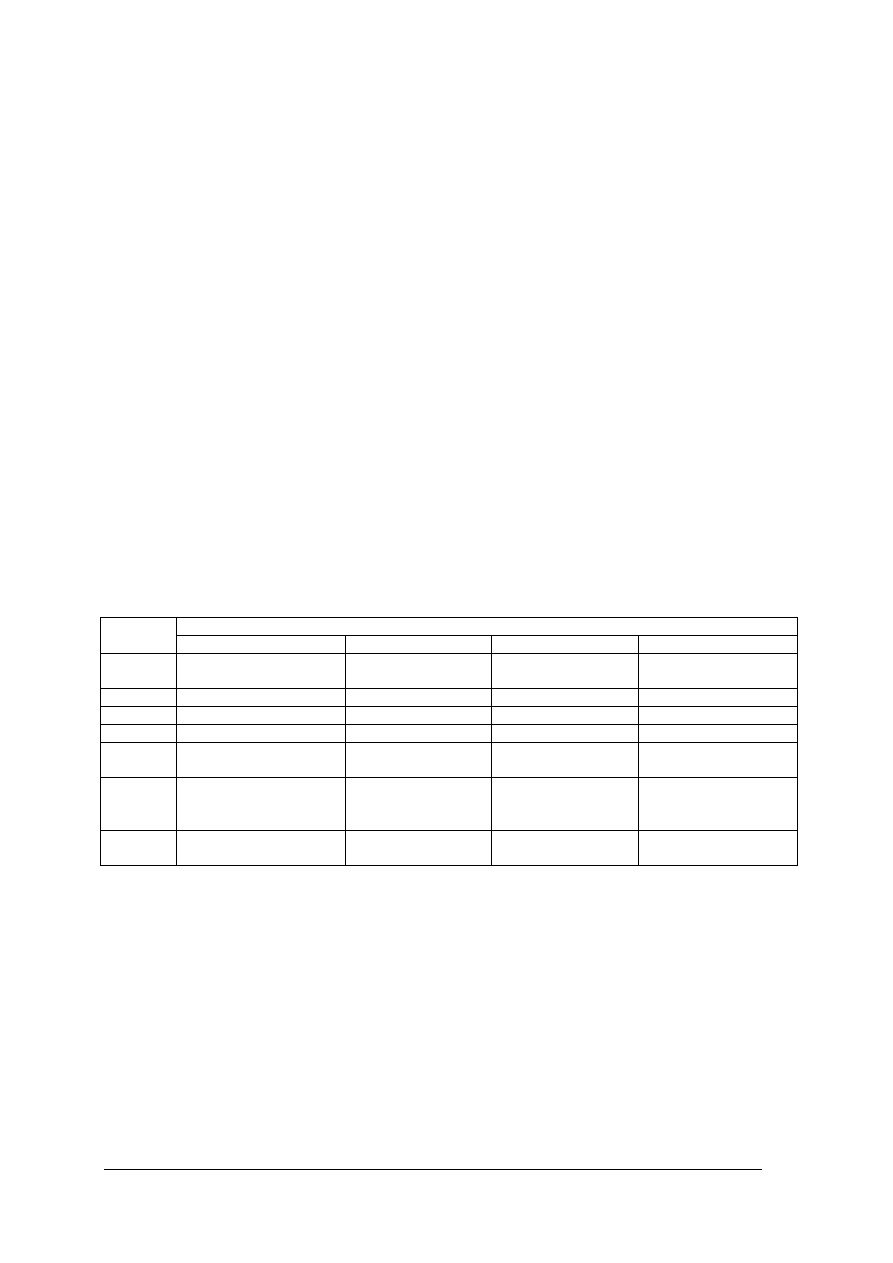
Nici syntetyczne mogą być oznaczane w numeracji Tt i Td (tabela 2). Do wyrobu nici
syntetycznych obuwniczych dobiera się przędzę o grubości: dla włókien poliestrowych to
– 100, 125, 250, 750 a dla włókien poliamidowych Td – 100, 140, 210, 840. Numerację nici
z włókien naturalnych i ich odpowiedniki z przędzy poliamidowej i poliestrowej w Td
przedstawiono w tabeli 3.
Tabela 2. Grubość nici wg Nm, Tt, Td [5, s. 192]
Numeracja
metryczna Nm
tex
Tt
titr denier
Td
metryczna Nm
tex
Tt
titr denier
Td
8
118
1062
50
20
177
16
59
532
60
16
148
20
49
443
65
15
136
24
42
380
69
14
130
25
39
354
75
15
120
30
33
295
80
12
111
36
27
242
100
10
89
40
25
221
Tabela 3. Numeracja nici z włókien naturalnych i odpowiedniki ich grubości nici syntetycznych [5, s. 192]
Numeracja
naturalne
Nm
poliamidowe
Td
poliestrowe
Td
bawełniane
lniane
100
140
210
840
100
125
250
750
P
rze
zna
-
c
ze
n
ie
40/6
30/6
24/6
10/6
-
-
-
-
100/2
100/3
-
-
-
-
140/3
-
-
-
210/3
210/2
-
-
-
-
100/2
100/3
-
-
-
-
125/3
-
-
-
250/3
250/3
-
-
-
-
D
o
s
z
y
c
ia
w
ie
rz
c
hów
18/6
18/8
18/9
18/10
-
-
-
-
-
-
-
-
210/8x3
210/8x3
210/9x3
-
840/5
840/6
840/7
840/8
-
-
-
-
-
-
250/7x3
250/8x3
250/9x3
750/7
750/8
750/9
D
o
s
z
y
c
ia
spodów
Nici syntetyczne, ze względu na wysoką wytrzymałość, wyparły w wielu operacjach
technologicznych produkcji obuwia stosowane dawniej nici bawełniane i lniane. Nici
syntetyczne są cieńsze od nici naturalnych. Nici syntetyczne powinny mieć równomierną
grubość, być gładkie, pozbawione zanieczyszczeń na całej długości i równomiernie
wybarwione.
Ponadto nici syntetyczne w czasie szycia stwarzają pewne trudności technologiczne na
skutek topienia się tworzywa w oczku maszyny szyjącej szybkoobrotowej, zrywania się nitki
na skutek skręcania się w czasie szycia, trudności przy nawlekaniu nitki w ucho igły
z powodu rozszczepiania się poszczególnych nitek.
Oznaczenie jakości i przydatności nici nie zawsze jest wystarczająco jasne lub
jednoznacznie określone przez zakłady je produkujące, dlatego dobrze jest przy wyborze
właściwych nici kierować się poniższymi zasadami:
−
nitkę przewleka się przez uszko igły i układa w rowku długim; jeżeli nitka wypełnia
całkowicie rowek i daje się lekko przeciągać tam i z powrotem wówczas można uważać ją
za odpowiednią;
−
dobrze dobrana nitka powinna wypełniać otwór w szytym materiale;
−
nić dobiera się odpowiednio do średnicy igły, przy czym średnica nici powinna stanowić
38÷40% średnicy igły.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Przy doborze nici należy kierować się również właściwościami termicznymi igły
w czasie szycia. Do igieł silnie nagrzewających się w czasie szycia należy stosować nici
odporne na wyższe temperatury, najlepiej poliestrowe lub nici o rdzeniu poliestrowym
i oplocie bawełnianym. Najgorzej odprowadzają ciepło nici z poliestru ciągłego, ze względu
na swoją gładką powierzchnię. Należy również pamiętać, że nić w czasie szycia obniża swoją
pierwotną wytrzymałość o około 20% wskutek działania sił ścinających w pętli , a także
w skutek tarcia o mechanizmy maszyny. Dodatkowo przy stosowaniu nici syntetycznych
powstają w czasie szycia, na skutek tarcia, ładunki elektryczne, które powodują przyleganie
nici do igły, a przez to tworzenie się pętli i supłów.
Dobierając nici do szycia należy pamiętać przede wszystkim o tym, aby używać nici
dobrej jakości, bowiem nawet najlepsze maszyny nie wykonają dobrych ściegów, jeśli nitka
ma supły, jest nierówna, zbyt mocno lub zbyt luźno skręcona. Nici używane do szycia
cholewek powinny być przede wszystkim równomiernie skręcone oraz gładko wykończone.
Będą wówczas lekko przechodziły przez poszczególne części maszyny, oczko igły oraz przez
szyty materiał. Szczególną uwagę należy też zwrócić na wilgotność nici. Nie można ich
przechowywać w zbyt suchych miejscach, gdyż wysuszone tracą elastyczność, wytrzymałość
i szybciej się przez to zużywają. Należy też zwrócić uwagę na fakt, że nici syntetyczne
znacznie przewyższają jakościowo nici naturalne, a nici poliamidowe ustępują pod wieloma
względami niciom poliestrowym.
Kleje
Klejami nazywa się substancje, które są zdolne do łączenia dwóch materiałów w sposób
trwały. Znalazły one również duże zastosowanie w przemyśle obuwniczym, przy produkcji
obuwia klejonego. Zastosowanie kleju przy montażu obuwia eliminuje przebijanie skóry, co
zawsze osłabia materiał, natomiast siła sklejenia spodu z wierzchem nie jest zależna od
grubości materiału wierzchowego. Dodatnią cechą klejenia jest wysoka wytrzymałość
i szczelność połączeń, możliwość łączenia elementów z różnych materiałów, uproszczona
technologia produkcji obuwia oraz oszczędność materiałów.
Wymagania jakościowe w stosunku do klejów są różne w zależności od przeznaczenia.
Kleje powinny wykazywać możliwie największą wytrzymałość w miejscu sklejenia
i odpowiednią szybkość wysychania. Wytworzona spoina powinna być elastyczna i odporna
na wodę oraz niskie i wysokie temperatury. Proces klejenia powinien być prosty i szybki, bez
konieczności stosowania kilkakrotnego smarowania i długiego suszenia. Należy stosować
kleje, które nie wykazują szkodliwego działania na drogi oddechowe pracowników,
a stosowane w nich rozpuszczalniki nie są łatwopalne. Kleje obuwnicze powinny wykazywać
odporność na dłuższe magazynowanie.
Kleje stosowane w obuwnictwie można podzielić ze względu na rodzaj składnika
wiążącego i zastosowane rozpuszczalniki na:
–
kleje z kauczuków naturalnych i syntetycznych rozpuszczonych w rozpuszczalnikach
organicznych,
–
kleje z lateksów kauczuków syntetycznych rozpuszczalne w wodzie,
–
kombinowane kleje z kauczuków i żywic syntetycznych w rozpuszczalnikach
organicznych,
–
kleje topliwe na bazie tworzyw polikondensacyjnych,
–
kleje pochodzenia zwierzęcego i roślinnego.
Głównymi wskaźnikami określającymi jakość klejów rozpuszczalnikowych są:
–
sucha pozostałość - ilość substancji pozostająca po wysuszeniu próbki kleju w temp.
100
o
C; na podstawie zawartości suchej pozostałości można ustalić grubość
wytwarzanych złącz klejowych,
–
lepkość kleju – klej o dużej lepkości trudno nanosi się na powierzchnię sklejanych
materiałów, słabo wnika w materiał a naniesiona powłoka jest nierówna (rys. 2a), klej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
o zbyt niskiej lepkości daje powłokę o niewystarczającej grubości i wymaga
kilkakrotnego nakładania (rys. 2b), co powoduje większe jego zużycie; lepkość kleju
dostosowuje się do rodzaju sklejanych materiałów i ich przeznaczenia (rys. 2c),
–
właściwości klejące – zależą od adhezji (przyczepności do sklejanego materiału) i kohezji
(spoistości wewnętrznej). Właściwości adhezyjne mają zasadnicze znaczenie przy
klejeniu materiałów pełnych, nieporowatych. Przy klejeniu materiałów porowatych
konieczne jest łatwe wnikanie kleju do wnętrza sklejanego materiału.
Rys. 2. Wpływ lepkości kleju na zwilżanie materiału: [2 s. 225] a) duża lepkość kleju, b) mała lepkość
kleju, c) właściwa lepkość kleju
Zdolność klejącą określa się przez badanie wytrzymałości złącza klejowego na
oddzieranie (PN-C-89354-2:1996) i ścinanie (PN-C-89354-3:1996).
Zasada badania wytrzymałości na odzieranie polega na sklejeniu badanym klejem
pasków materiału wierzchniego i spodowego, a następnie umieszczeniu próbki (rys. 3a)
w zaciskach zrywarki i określeniu siły oddzierania. Wynik oznaczenia podaje się w daN/cm
szerokości próbki. Oznaczenie wytrzymałości na ścinanie przeprowadza się dla klejów
stosowanych w operacji ćwiekowania cholewek na kopyto. Oznaczenie polega na sklejeniu
próbek wg rys. 3b, następnie umieszczeniu w szczękach zrywarki i określeniu wartości siły
przy ścinaniu. Wynika oznaczenia podaje się w daN/cm
2
powierzchni sklejenia.
Rys. 3. Schemat oznaczania wytrzymałości złącza klejowego [5 s. 305]:
a) na oddzieranie, b) na ścinanie
Warunki techniczne są określone dla połączenia poszczególnych materiałów, np. dla
połączenia boksu bydlęcego z kruponem podeszwowym wytrzymałość na oddzieranie wynosi
nie mniej niż 3,5 daN/cm, wytrzymałość na ścinanie 21 daN/cm
2
.
Zmiana barwy powłoki kryjącej skóry pod wpływem kleju ma istotne znaczenie
w produkcji obuwia. Badanie zmiany barwy polega na określeniu zmiany zabarwienia próbek
materiałów stosowanych na elementy obuwia powleczonych i nie powleczonych klejem po
poddaniu ich naświetleniu promieniami ultrafioletowymi.
Trwałość klejów dwuskładnikowych oznacza się przez ustalenie różnicy lepkości tych
klejów przed i po dodaniu utwardzacza. Czas w którym kleje dwuskładnikowe winny być
zużyte, od momentu ich przygotowania wynosi ok. 4 godzin. Po tym czasie klej nie powinien
być stosowany z uwagi na nadmierne usieciowanie i trudności w uformowaniu błony
klejowej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Badanie klejów topliwych polega na oznaczeniu temperatury mięknięcia oraz
wyznaczeniu wskaźnika płynięcia.
Badania wskaźników określających jakość klejów przeprowadza się według
odpowiednich norm przedmiotowych.
Rozpuszczalniki organiczne stosowane do klejów
Do rozpuszczania klejów stosowanych w przemyśle obuwniczym używa się różnego
rodzaju rozpuszczalników organicznych. Oprócz rozpuszczalników używa się także
rozcieńczalników, które nie mają zdolności rozpuszczania kleju ale dobrze mieszają się
w zestawie klejącym. Rozpuszczalniki i rozcieńczalniki są to związki organiczne z grupy
alkoholi, ketonów i estrów. Zaliczamy do nich aceton, octan etylu, octan butylu, benzynę
ekstrakcyjną, alkohol etylowy.
Aceton jest cieczą bezbarwną o charakterystycznym zapachu, bardzo łatwo palną. Miesza
się dobrze z wodą, alkoholem i innymi rozpuszczalnikami organicznymi. Z acetonem należy
postępować bardzo ostrożnie ze względu na jego lotność, łatwopalność i toksyczność.
Octan butylu i etylu są to ciecze bezbarwne, o ostrym zapachu. Stosuje się je wraz
z innymi rozpuszczalnikami do sporządzania kleju. Octan butylu jest dodawany do mieszanek
klejowych w celu regulacji szybkości wysychania kleju, ponieważ posiada stosunkowo małą
lotność.
Benzyna stosowana jest jako rozpuszczalnik kauczuku naturalnego i syntetycznego. Jest
to ciecz bezbarwna, bardzo lotna, łatwopalna, o charakterystycznym zapachu. Otrzymuje się
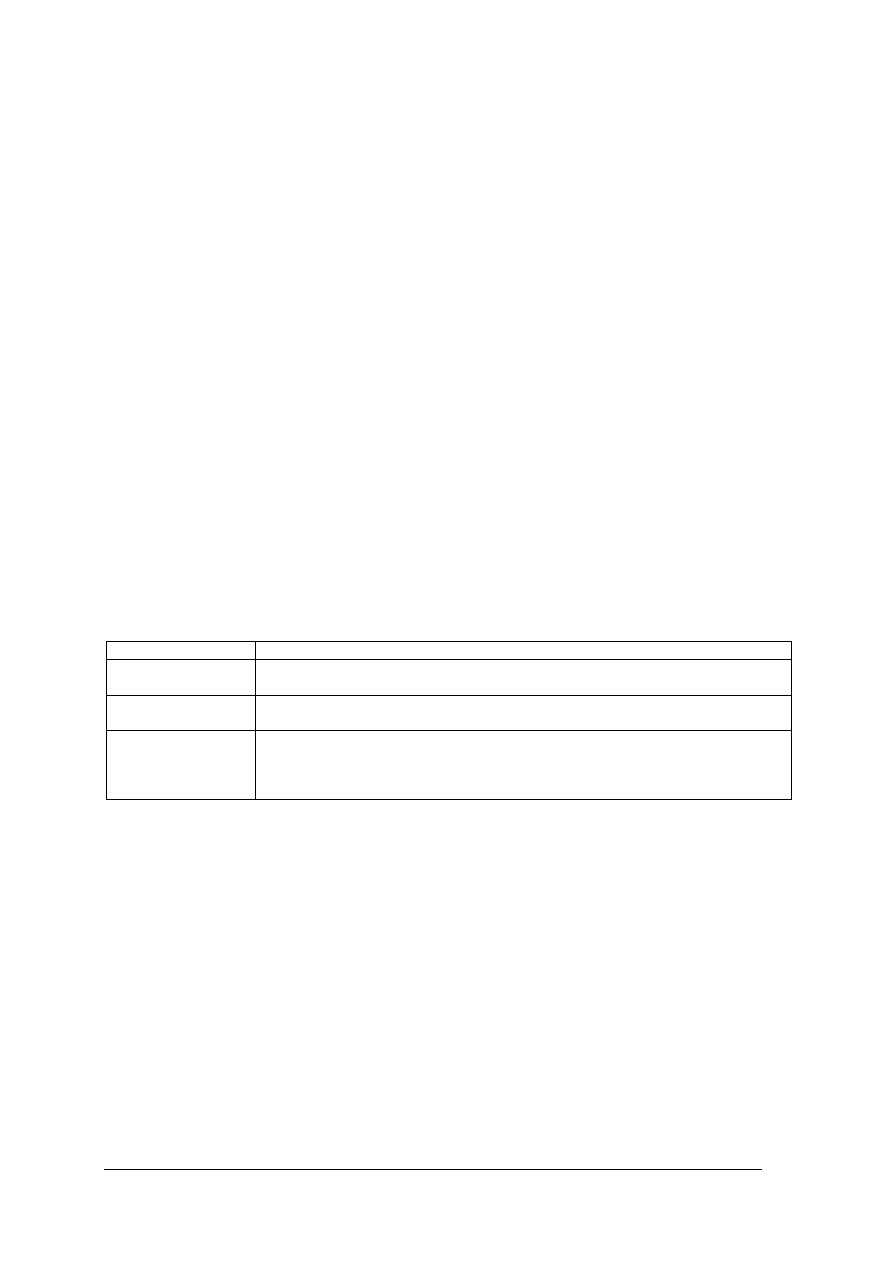
ją z ropy naftowej. Warunki techniczne dla wyżej wymienionych rozpuszczalników podano
w tabeli 4.
Tabela 4. Właściwości rozpuszczalników do klejów [6, s. 254]
Nazwa rozpuszczalnika
Masa właściwa
[g/cm
3
]
Temperatura wrzenia [
o
C]
Benzyna
0,73
80÷20
Aceton
0,79
55÷57
Octan etylu
0,89
74÷80
Octan butylu
0,88
120÷130
Alkohol etylowy
0,79
76÷80
Kleje rozpuszczalnikowe
Do tej grupy zalicza się kleje: kauczukowe, polichloroprenowe, z kauczuku butadienowo-
akrylonitrylowego, poliuretanowe.
Kleje kauczukowe z kauczuku naturalnego lub syntetycznego otrzymuje się przez
rozpuszczenie go w benzynie. Najbardziej charakterystycznymi właściwościami klejów
kauczukowych są: niskie stężenie ze względu na ograniczoną rozpuszczalność kauczuku,
wyczuwalna lepkość wysuszonych powłok klejących, dobra adhezja do skóry, tkaniny
i gumy, a słabe właściwości kohezyjne, co powoduje łatwe rozdzielanie się wzdłuż powłoki
klejącej. Złącze z kauczuku naturalnego jest mało odporne na wodę, ciepło, oleje i tłuszcze,
wykazuje niezbyt dużą zdolność klejenia. Najczęściej są stosowane kleje w postaci 8÷15%
roztworów. W celu poprawienia właściwości klejących najczęściej dodaje się kalafonii oraz
środków wulkanizujących i przyspieszaczy wulkanizacji.
Kleje kauczukowe stosowane do powlekania i sklejania tkanin ze skórą są oznaczane
symbolem S, T i TS. Kleje stosowane w szwalni do czynności pomocniczych to: K-02, ST-
10, A+B i inne.
Produkowane są kleje kauczukowe jedno- i dwuskładnikowe. Kleje jednoskładnikowe
zawierają środki wulkanizujące i przyspieszające. Wadą ich jest mała żywotność. Kleje
dwuskładnikowe składają się z dwóch roztworów mieszanych przed użyciem. Są one
stosowane przede wszystkim do operacji pomocniczych w produkcji obuwniczej i kaletniczej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Nową generacją klejów ekologicznych (roztwory wodne) są kleje importowane z Austrii
o nazwie handlowej Thermocoll S-16 i S-17, które wykorzystuje się do wklejania zakładek ze
skóry wtórnej.
Kleje polichloroprenowe (neoprenowe) są roztworami kauczuku chloroprenowego
z dodatkiem składników wulkanizujących w mieszaninie rozpuszczalników organicznych.
W zależności od techniki klejenia kleje neoprenowe można podzielić na kleje do
nakładania jednokrotnego (jednostronnego) i dwukrotnego (dwustronnego). Ponadto kleje
chloroprenowe można podzielić na jednoskładnikowe lub dwuskładnikowe.
Kleje neoprenowe są produkowane najczęściej jako kleje kontaktowe. Połączenie
następuje pod ciśnieniem. Błonę klejową można aktywizować za pomocą ciepła. Dodatek
środków sieciujących zwiększa wytrzymałość cieplną. Kleje chloroprenowe z dodatkiem
środków sieciujących można stosować w zakresie temperatur od –50 do +80
o
C.
Kleje chloroprenowe charakteryzują się doskonałymi właściwościami i wykazują
przyczepność do większości materiałów stosowanych w przemyśle obuwniczym. Dzięki
wysokiej wstępnej przyczepności, elementy poddane sklejeniu mogą być natychmiast
poddawane dalszej obróbce maszynowej (np. frezowaniu). Spoina klejowa uzyskuje pełną
wytrzymałość po 2÷3 dobach sezonowania. Kleje neoprenowe są olejo-, tłuszczo-, benzyno-
i wodoodporne.
W przemyśle obuwniczym najpowszechniej stosuje się Butapren OBT III i Butaterm (klej
o podwyższonej odporności termicznej, obydwa produkowane przez firmę Bochemia
w Radomiu. Firma Bochem w Pionkach produkuje kleje z kauczuku neochloroprenowego pod
nazwą Boterm GTA i Bonikol GTB-3, które mają zastosowanie do klejenia skór, gumy
i tkanin. Z klejów importowanych spotyka się Isatrans (Niemcy) i Unigrip (Anglia).
Zastosowanie klejów chloroprenowych przedstawiono w tabeli 5.
Tabela 5. Zastosowanie klejów chloroprenowych
Nazwa kleju
Zastosowanie
Butapren OBT II
Sklejanie na zimno gumy, skóry naturalnej i sztucznej w kolorach ciemnych, filcu
i tkanin. Stosowany do produkcji obuwia wyjściowego i domowego.
Butapren OBW
Sklejanie skór naturalnych i sztucznych w jasnych pastelowych kolorach, skór z gumą i
tkaninami, nie plamiący.
Butaterm
Sklejanie wierzchów obuwia ze skór naturalnych i sztucznych z podeszwami
gumowymi i skórzanymi oraz do zaciągania (ćwiekowania) cholewek na podpodeszwy
ze skóry wtórnej, texonu i skóry naturalnej. Przystosowany do klejenia obuwia przy
całkowitej automatyzacji procesu klejenia.
Kleje butadienowo-akrylonitrylowe otrzymuje się przez rozpuszczenie odpowiednio
przygotowanego
kauczuku
w
estrach,
ketonach,
chlorowcowęglowodorach.
Jako
rozcieńczalników używa się węglowodorów aromatycznych. W przemyśle obuwniczym kleje
z
kauczuku
butadienowo-akrylonitrylowego
(kleje
NBR)
stosuje
w
postaci
dwuskładnikowych roztworów z dodatkiem izocyjanianów. Mogą być stosowane przy
wtryskiwaniu mieszanki PCW na zdrapany brzeg zaćwiekowej cholewki.
Spoina klejowa jest odporna na podwyższone temperatury, benzynę, oleje i wykazuje
bardzo dużą elastyczność oraz odporność na chemikalia. W Polsce produkowany jest jeden
rodzaj kleju z kauczukiem butadienowo-akrylonitrylowym – Butanit.
Kleje poliuretanowe można podzielić na trzy grupy:
–
poliizocyjaniany – mogą być użyte samodzielnie jako substancje klejące lub
w mieszaninie z kauczukami,
–
prepolimery – zawierające jedną lub dwie grupy aktywne,
–
polimery – zawierające aktywne grupy wodorowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Kleje poliuretanowe można stosować jako jedno- i dwuskładnikowe. Kleje
jednoskładnikowe otrzymuje się przez rozpuszczenie poliuretanu w mieszaninie acetonu
i octanu etylu. Kleje te wykazują dużą trwałość w niskich temperaturach, ale trwałość
sklejenia zmniejsza się przy podwyższaniu temperatury.
Ze względu na wymagania stawiane spoinie klejowej, stosuje się kleje poliuretanowe
wyłącznie
jako
dwuskładnikowe.
Drugim
składnikiem
jest
utwardzacz.
Kleje
dwuskładnikowe tworzą układ, w którym dodatek utwardzacza poprawia wytrzymałość
uzuskanych połączeń oraz ich odporność na podwyższone temperatury.
Kleje poliuretanowe są stosowane do łączenia wierzchów obuwia z tworzyw
skóropodobnych z gumami podeszwowymi lub wierzchów skórzanych z formowanymi
podeszwami z PCW i PU. Poza tym przeznacza się je do klejenia obuwia montowanego
metodą wtrysku podeszew z PCW na zaćwiekowane brzegi cholewki.
Kleje te zapewniają wysokie wskaźniki wytrzymałościowe i mogą być stosowane
praktycznie do klejenia wszystkich rodzajów materiałów stosowanych w obuwnictwie.
Spoina klejowa jest odporna na zimną i ciepłą wodę, oleje, tłuszcze i rozpuszczalniki
organiczne. Wadą tych klejów jest krótka żywotność masy klejowej po dodaniu
izocyjanianów, dość długi czas utwardzania i toksyczność rozpuszczalników.
Spośród znanych klejów poliuretanowych, które mają zastosowanie w obuwnictwie,
można wymienić Bonikol PUR, PUR-B i Bonikol TER o różnorodnych możliwościach
zastosowania. Na uwagę zasługuje klej firmy USM (Austria) pod nazwą handlową Varioplast
3215, który ma wysoką odporność na temperatury.
Przykłady zastosowań podstawowych klejów rozpuszczalnikowych w zależności od
rodzaju sklejanych materiałów przedstawia tabela 6.
Tabela 6. Dobór kleju rozpuszczalnikowego w zależności od materiałów wierzch-spód obuwia [4., s. 53]
Materiał wierzchni
Materiał
spodowy
Skóra
PCW
PU
Materiały włókiennicze
Skóra
poliuretanowe,
polichloroprenowe
poliuretanowe
poliuretanowe
poliuretanowe,
polichloroprenowe
PU
poliuretanowe
poliuretanowe
poliuretanowe
poliuretanowe
PCW
poliuretanowe
poliuretanowe
poliuretanowe
poliuretanowe
Krepa
polichloroprenowe
polichloroprenowe
polichloroprenowe
polichloroprenowe
Guma
polichloroprenowe
(poliuretanowe)
*)
poliuretanowe
poliuretanowe
polichloroprenowe
(poliuretanowe)
*)
TR
poliuretanowe
(polichloroprenowe)
*)
poliuretanowe
poliuretanowe
poliuretanowe
(polichloroprenowe)
*)
EVA
polichloroprenowe
poliuretanowe
**)
polichloroprenowe
poliuretanowe
**)
polichloroprenowe
polichloroprenowe
*) kleje mogą być stosowane alternatywnie
**) konieczna wstępna obróbka powierzchni odpowiednim środkiem
Kleje lateksowe
Kleje lateksowe, zwane dyspersyjnymi, są emulsjami wodnymi polimerów syntetycznych
o zabarwieniu mlecznym lub z lekko żółtym odcieniem. W obuwnictwie spełniają rolę klejów
pomocniczych. Kleje te posiadają wiele zalet: są tanie, ponieważ rozpuszczalnikiem jest
woda, są nietoksyczne i niepalne. Kleje lateksowe stosuje się w czynnościach montażowych
ułatwiających szycie. Stosuje się je do łączenia skóry z tkaniną, do laminowania itp.
Kleje lateksowe sporządza się z dodatkiem środków wulkanizujących, zagęszczających,
z udziałem żywic podnoszących adhezję i kohezję oraz stabilizujących. Lateks jest zwykle
zagęszczony. Jako środki stabilizujące stosuje się kazeinę, skrobię, albuminę, szkło wodne
i inne. Środki wulkanizujące to tlenek cynkowy, siarka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rozróżnia się trzy rodzaje klejów lateksowych:
–
wulkanizujące na gorąco,
–
samowulkanizujące,
–
z podwulkanizowanego lateksu.
Produkowane są kleje na postawie lateksu z:
–
kauczuku naturalnego – stosowane w przemyśle obuwniczym w niewielkiej ilości,
–
kauczuku polichloroprenowego – zawierają ok. 45% suchej substancji; produkowane
w wielu odmianach z dodatkiem różnych żywic syntetycznych, środków zagęszczających
i stabilizatorów, które polepszają ich właściwości; w przemyśle mają zastosowanie do
podstawowych operacji oraz do czynności pomocniczych; powinny być transportowane
i przechowywane w temp. 15÷25
o
C w szczelnie zamkniętych naczyniach,
–
kauczuku butadienowo-stryrenowego – w zależności od rodzaju produktu wyjściowego
wykazują różne właściwości; przy sporządzaniu kleju zagęszcza się go klejem skórnym
lub kazeinowym; jest wrażliwy na niskie temperatury; należy go przechowywać
w emaliowanych naczyniach,
–
emulsji polioctanu winylu – mają wygląd gęstej śmietany o zawartości 40÷60% suchej
pozostałości. Emulsje wodne polioctanu winylu są najbardziej rozpowszechnionymi
rodzajami klejów syntetycznych. Znajdują wszechstronne zastosowanie głównie
w przemyśle meblarskim, papierniczym oraz częściowo obuwniczym, jako kleje
pomocnicze do łączenia niektórych części obuwia, najczęściej do laminowania
i wklejania różnych elementów usztywniających. Emulsje te są bardzo stabilne, są jednak
wrażliwe na obniżone temperatury (poniżej 0
o
C). Rozróżnia się zasadniczo trzy typy
emulsji: grubo-, średnio- i drobnoziarnistą. Emulsje te posiadają jeszcze jedną ważną
cechę – tiksotropowość, tzn. podczas mieszania obniża się ich lepkość, która zależy od
czasu mieszania i kształtu mieszadła. Kleje na podstawie emulsji polioctanu winylu mogą
być stosowane do klejenia na zimno i na gorąco. Spoina klejowa klejów emulsyjnych jest
odporna na benzynę, terpentynę, tłuszcze, oleje, wyższe alkohole i wodę, w której jednak
pęcznieje.
Względy ekologiczne, zdrowotne i bezpieczeństwa pracy wymuszają na producentach
obuwia zastępowanie klejów rozpuszczalnikowych, klejami dyspersyjnymi. Do takich,
spełniających powyższe warunki, należą kompozycje klejów konstrukcyjnych opartych na
bazie dyspersyjnych żywic poliuretanowych oraz w ograniczonym zakresie na dyspersjach
kauczuków polichloroprenowych. W skład kompozycji klejowych wchodzą: emulgatory,
regulatory lepkości, środki przeciwpienne, środki poprawiające zwilżalność, stabilizatory
i środki tiksotropowe. Obecnie produkowane dyspersyjne kleje wodne nie odbiegają
właściwościami
jakościowymi
od
klejów
rozpuszczalnikowych.
Wytwarzane
są
jednoskładnikowe kleje wodne oraz kleje dwuskładnikowe dające połączenia o wysokiej
odporności na starzenie termiczne i hydrolityczne. Inne korzyści wynikające ze stosowania
klejów wodnych to: brak nieprzyjemnego zapachu, brak zagrożenia pożarowego, wysoka
sucha masa kleju na poziomie 40÷50%, co zmniejsza zużycie kleju, łatwość utrzymania
czystości maszyn i urządzeń produkcyjnych oraz możliwość klejenia tworzyw sztucznych
wrażliwych na rozpuszczalniki organiczne. Wadami tych klejów jest mała odporność złącza
klejowego na niskie temperatury, dłuższy czas suszenia oraz wysoka cena.
Do największych producentów klejów ekologicznych na bazie wodnej należą: Bostik
(Anglia-Francja-Włochy), Mydrin (Wielka Brytania), Morel (Włochy), Renia (Niemcy) i inni.
W Polsce kleje dyspersyjne, o nazwach handlowych Bonidur US 100 i Bonidur USP-81,
produkuje m.in. firma Bochem. Oferowane przez nią poliuretanowe kleje dyspersyjne
stosowane są do łączenia wierzchu ze spodem obuwia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
Kleje topliwe
Kleje topliwe to termoplastyczne polimery i kopolimery wykazujące wysoką adhezję do
sklejanych materiałów oraz wymagane właściwości kohezyjne. Kleje topliwe są substancjami
stałymi, które nanosi się w stanie stopionym na powierzchnię jednego lub obu
przeznaczonych do klejenia materiałów. Po ich połączeniu i sprasowaniu stosunkowo szybko
przechodzą w stan stały i tworzą trwałą spoinę.
Podstawowymi surowcami do produkcji klejów topliwych stosowanych w przemyśle
obuwniczym są poliamidy (PA), poliestry (PE) i kopolimery etylenu z octanem winylu
(OWE).
Kleje na podstawie żywic poliamidowych, stosowane w obuwnictwie, spełniają
wszystkie warunki stawiane klejom do łączenia elementów składowych obuwia. Wykazują
one wskaźnik płynięcia zapewniający szybkie wiązanie, niską lepkość w stanie stopionym, co
ułatwia ich stosowanie i wysoką adhezję oraz odporność na wilgoć i tłuszcze. Kleje topliwe
z żywic poliamidowych wykazują dobrą odporność na wysokie i niskie temperatury, są
nietoksyczne, odporne na rozcieńczone kwasy i węglowodory alifatyczne. W przemyśle
obuwniczym znajdują zastosowanie do ćwiekowania cholewki na kopyto, zawijania brzegów
cholewki, przyklejania obciągnięć obcasów i usztywniaczy.
Kleje na podstawie poliestrów stosuje się do łączenia skór sztucznych i naturalnych
wyprawionych, zawierających większą ilość tłuszczu. Wykazują wyższą temperaturę roboczą
topnienia od klejów poliamidowych, a w stanie stałym są bardziej elastyczne. Kleje
poliestrowe stosuje się do ćwiekowania cholewki w czubku i pięcie.
Kleje na podstawie kopolimerów etylenu z octanem winylu, zawierają od 40 do 60%
octanu winyl. Stosunek wyjściowy monomerów w poszczególnych rodzajach kleju może być
różny. Poszczególne rodzaje klejów OWE różnią się temperaturą mięknięcia i wskaźnikiem
płynięcia. Kleje topliwe na podstawie OWE stosuje się w obuwnictwie przy jednostronnym
nakładaniu kleju do łączenia podeszew z wierzchami oraz do obciągania obcasów. Roztwory
ok. 20-procentowe tego kleju służą do przyklejania obciągnięć obcasów i wklejania
usztywniaczy oraz jako kleje pomocnicze w szwalni.
Zastosowanie klejów topliwych do rożnych operacji technologicznych przedstawiono
w tabeli 8.
Tabela 8. Zastosowanie klejów topliwych
Rodzaj kleju topliwego
Operacja technologiczna
Poliamidowe
-
ćwiekowanie boków, czubków i pięt,
-
zawijanie
elementów
cholewki
ze
skóry
i
tworzyw
skóropodobnych poromerycznych,
-
nakładanie i wtapianie podnosków
Poliestrowe
-
ćwiekowanie czubków,
-
nakładanie i wtapianie podnosków
Na podstawie kopolimeru OWE
-
przytwierdzanie obcasów,
-
przyklejanie zamków błyskawicznych w cholewce,
-
przyklejanie podszewek skórzanych.
Kleje naturalne
Do tej grupy klejów zalicza się produkty zwierzęce i roślinne, które rozpuszczone
w wodzie mają zdolność klejenia. Kleje skórne otrzymuje się z garbarskich oddzierków
skórnych. Klej dekstrtynowy otrzymuje ze skrobi przez jej hydrolizę. Kleje te obecnie są
stosowane w obuwnictwie w bardzo ograniczonych ilościach.
Zamawianie i magazynowanie klejów
Kleje należy zamawiać w takich ilościach, aby ich magazynowanie w zakładach obuwia
nie przekraczało czasu gwarancji ustalonej przez producenta. Okres przydatności klejów
wynosi od 6 do 12 miesięcy, utwardzaczy przeważnie 6 miesięcy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Kleje poliuretanowe i polichloroprenowe należy przechowywać w magazynach,
w których temperatura powinna wynosić od 15 do 20
o
C, a wilgotność 60±5%. W celu
zachowania tych warunków magazyny, w okresie zimowym, powinny być ogrzewane.
Utwardzacze do klejów, takie jak Desmodur, Izocyn i inne powinny być przechowywane
w oryginalnych opakowaniach najlepiej w temperaturze od 5 do 15
o
C (dopuszczalna temp. do
+ 20
o
C) i przy wilgotności nie większej niż 60± 5%. Niedopuszczalne jest przechowywanie
klejów i utwardzaczy na terenie odkrytym. W magazynie głównym musi być termometr
i higrometr do kontroli temperatury i wilgotności. Magazyn główny znajduje się zwykle poza
halami produkcyjnymi. Poza magazynem głównym do przechowywania niewielkiej ilości
klejów i utwardzaczy stosowanych w zakładzie służy magazyn podręczny. Ilości klejów
powinny wystarczyć na dwudniową produkcję. W magazynie podręcznym klej powinien
osiągnąć taką temperaturę, jaka panuje w halach produkcyjnych, w których kleje te będą
stosowane.
Podręczny magazyn powinien być wyposażony:
–
w wagę do odważania klejów,
–
w wagę do ważenia utwardzaczy lub naczynia o określonej objętości do odmierzania
objętościowego utwardzaczy,
–
mieszadło do mieszania klejów,
–
mieszadło do mieszania kleju z utwardzaczem,
–
higrometr z termometrem.
Łączniki sztywne
W procesie wytwarzania obuwia w zależności od fazy technologicznej stosuje się
różnego rodzaju łączniki, do których możemy zaliczyć:
−
gwoździe obuwnicze,
−
druty,
−
kołki drewniane,
−
nity.
Łączniki sztywne metalowe ulegają samoczynnemu procesowi niszczenia i związku
z tym przed zastosowaniem poddaje się je różnym procesom zabezpieczającym przed korozją.
Do tych sposobów należą m.in. malowanie, oksydowanie, galwaniczne powlekanie chromem,
niklem, cynkiem, miedzią itp.
Gwoździe obuwnicze
Gwoździe obuwnicze dzieli się na różne grupy według grubości i długości, rodzaju
powierzchni, materiału, z którego są zrobione, kształtu i średnicy oraz ich przeznaczenia, na
przykład gwoździe do ćwiekowania, do przymocowania podeszew, obcasów, wierzchników
itp. Różnego rodzaju gwoździe obuwnicze wykonuje się z drutu stalowego niskowęglowego,
z którego wycina się odcinki odpowiedniej długości przy jednoczesnym wyciąganiu ostrza.
Główki gwoździ formuje się przez uderzenie młotem maszynowym lub prasownie.
Wykończenie polega na polerowaniu – gwoździe takie mają błyszczącą ciemną powierzchnię
i są sypkie. Niektóre gwoździe obuwnicze ocynkowuje się galwanicznie, a nawet wykończa
się przez niklowanie lub chromowanie. Niektóre rodzaje gwoździ wytwarza się z mosiądzu
lub stali odpornej na korozję.
Gwoździe do ćwiekowania określone są powszechnie jako teksy. Są to gwoździe małe
o cylindrycznym trzpieniu i okrągłej płaskiej główce. Teksy wyrabiane są z drutu lub cięte
z taśmy stalowej. Rozróżnia się teksy do ćwiekowania maszynowego i ręcznego. Teksy
maszynowe służą do łączenia zaćwiekowanego brzegu cholewki ze spodami i są wyrabiane
z drutu. Głównym wskaźnikiem jakościowym teksów maszynowych jest ich długość w mm
odpowiadająca numerowi teksu. Odchylenia od ustalonych wymiarów mogą spowodować
zakłócenia w procesie produkcyjnym [5, s. 331]. Wyprodukowane teksy powinny być
poddane procesowi kalibracji, aby usunąć teksy z uszkodzeniami (skrzywiony trzon,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
nieprawidłowo uformowana główka) oraz wszelkiego rodzaju zanieczyszczenia, które będą
utrudniać transport teksów z głowicy przekazującej teksy do urządzenia wbijającego teks.
W zależności od rodzaju obuwia i grubości stosowanego materiału na wierzchy
i podpodeszwy obuwia stosuje się teksy o różnych długościach od 6 do 12 mm.
Teksy cięte z taśmy służą dość często do ćwiekowania ręcznego lub do przymocowania
wierzchników. Mają one bardzo ostre ostrza, o przekroju owalnym lub stożkowo-
czworograniastym, których końce łatwo się zginają. Typowe profile teksów maszynowych
i teksu ręcznego przedstawiono na rysunku 4.
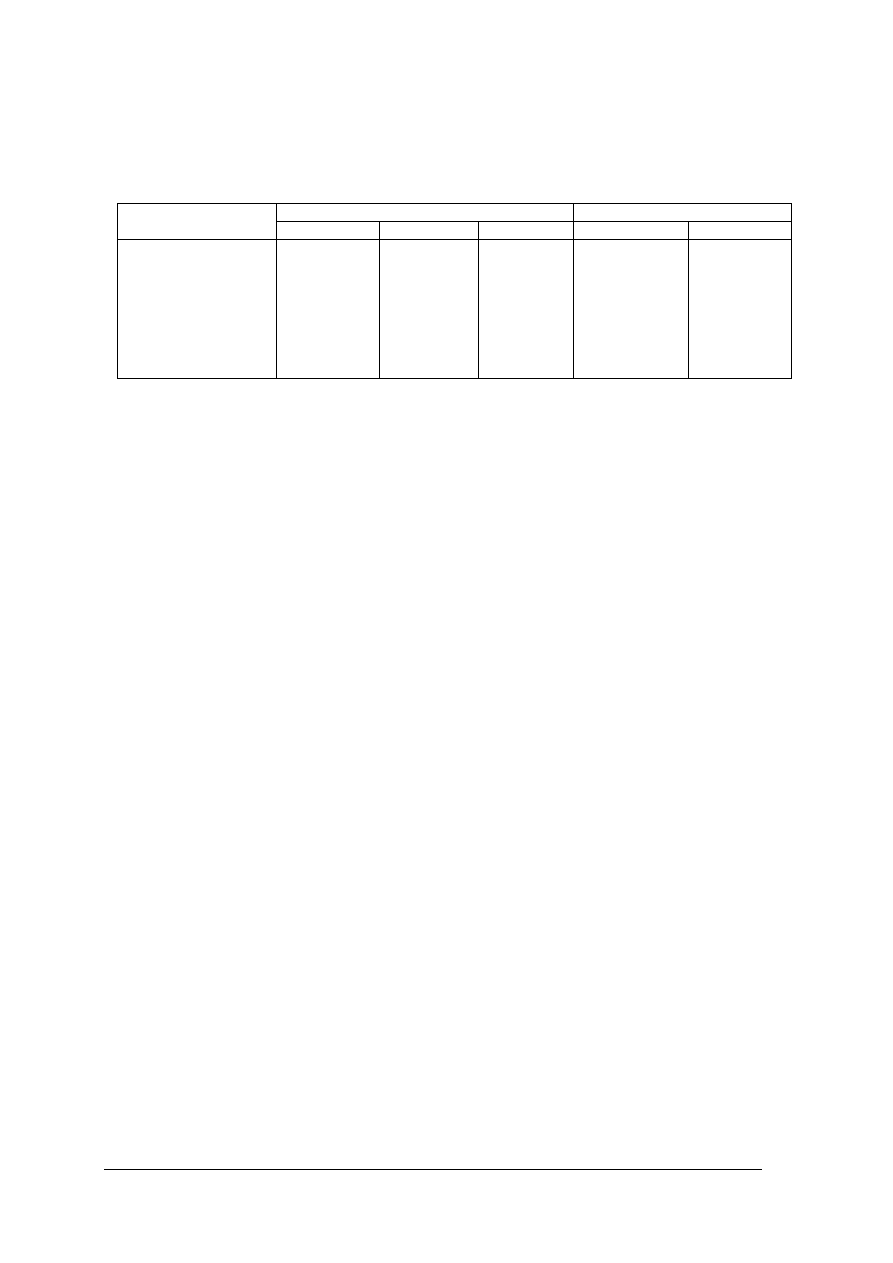
Rys. 4. Teksy do ćwiekowania [5, s. 331]: a) o ostrzu spłaszczonym, b) o ostrzu kwadratowym, c) cięty z taśmy,
d) teks ręczny
Głównym wskaźnikiem przy doborze teksów jest ich długość w mm odpowiadająca
numerowi teksu. Od długości ostrza teksów zależy ich prawidłowe zaginanie na płycie
blaszanej zamontowanej na podstawie kopyta. Jakość teksów maszynowych w procesie
ćwiekowania ma wyjątkowe znaczenie.
Gwoździe podeszwowe są stosowane do przymocowania podeszew. Mają one owalną
średnicę trzpienia, okrągłą, stożkową główkę i wydłużone ostrze (rys.5).
Rys. 5. Profil podłużny i wymiary gwoździ podeszwowych w mm [5, s. 332]
Gwoździe podeszwowe wyrabia się z drutu mosiężnego, stalowego a nawet
aluminiowego. Gwoździe podeszwowe piętowe mają owalną średnicę, okrągłą stożkową
główkę, ostrze piramidalne lub o owalnym przekroju. Ten kształt gwoździa zapewnia trwałe
przymocowanie podeszwy
Gwoździe obcasowe
Gwoździe do przybijania obcasów i wierzchników określa się ogólnym mianem gwoździ
obcasowych. Gwoździe obcasowe są produkowane w różnorodnym asortymencie według
kształtów i rozmiarów, zmieniających się w zależności od materiału, z którego są wykonane,
przeznaczenia i techniki łączenia. Między innymi wytwarza się gwoździe ze stożkową lub
płaską główką i krótkim piramidalnym lub wydłużonym owalnym ostrzem, do
przymocowywania obcasów skórzanych i gumowych za pomocą maszyn z automatycznym
podajnikiem gwoździ czy też przymocowania obcasów z drewna. Rodzaje i wielkości
gwoździ obcasowych przedstawia rysunek 6.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 6. Gwoździe do obcasów [5, s. 333]
Gwoździ z płaską główką i wydłużonym owalnym ostrzem jest kilka rodzajów i służą
one do:
–
przytwierdzania obcasów w obuwiu damskim,
–
obcasów gumowych formowanych w obuwiu dziecięcym,
–
przymocowania obcasów obuwia specjalnego ciężkiego,
–
łączenia gumowych formowanych wierzchników z obcasami skórzanymi.
Gwoździe z płaską główką i krótkim piramidalnym ostrzem służą do:
–
przymocowania drewnianych obcasów,
–
do przymocowania drewnianych obcasów oraz wierzchników obcasowych,
–
do maszynowego przymocowania obcasów skórzanych i gumowych.
Do tej grupy należy również zaliczyć różnego rodzaju łączniki stosowane do łączenia składek
obcasa wycinanych z odpadów skór twardych spodowych. Profile typowych gwoździ
obcasowych z główką i bez zilustrowano na rysunku 4.
Oprócz gwoździ obcasowych i wierzchnikowych do przymocowania średnich i wysokich
obcasów od wnętrza obuwia stosuje się specjalne wkręty, które wkręca się przez podpodeszwę
i obcas przez otwór w części piętowej kopyta z tulejką przelotową. Profile tych wkrętów i ich
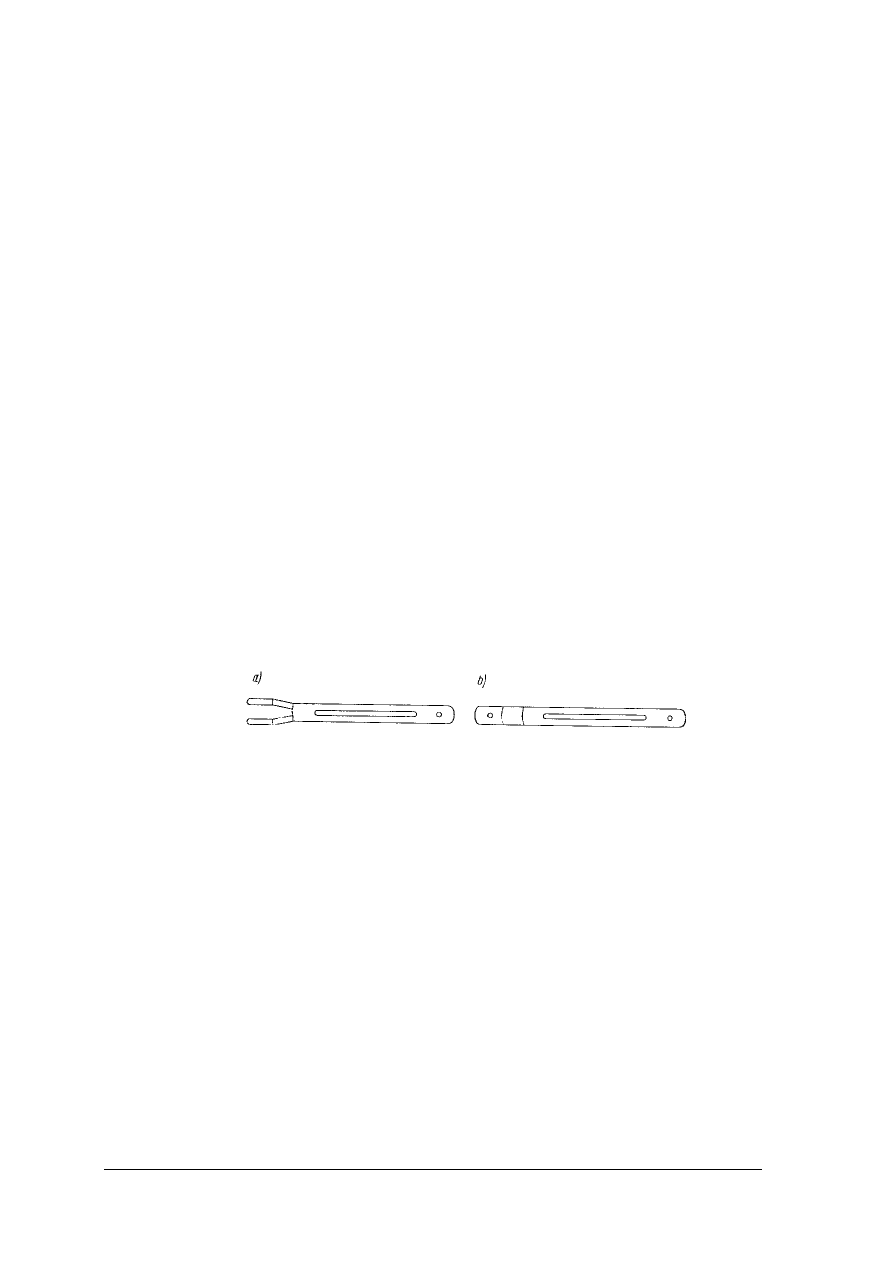
wielkości są zilustrowane na rysunku 7.
Rys. 7. Wkręty do przymocowania obcasów [5, s. 334]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Do przymocowania metalowych i niektórych wierzchników z tworzyw sztucznych do
średnich i wysokich obcasów obuwia damskiego stosuje się specjalne wkręty. Mają one
sześciograniasty trzpień, okrągłą stożkową główkę z zaczepami oraz czterograniaste ostrze;
w praktyce stosuje się wkręty o długości 22÷36 mm
Druty
Do wielu połączeń sztywnych wykorzystuje się łączniki uformowane ze specjalnie
przygotowanego drutu. Druty są stosowane do przyczepiania podpodeszew, ćwiekowania
cholewek, przymocowywania wierzchników do obcasów, śrubowania podeszew itp.
W zależności od przeznaczenia stosuje się różnego rodzaju druty wykonane z różnych
materiałów, o różnym kształcie, twardości, przekroju, np. druty okrągłe, płaskie, gwintowane,
stalowe, mosiężne.
Druty do klamerkowania są wyrabiane jako miedziowane lub ocynkowane, okrągłe lub
płaskie. Najczęściej do klamerkowania stosuje się drut o średnicy 0,35÷1,30 mm. Klamerki są
wyginane z drutu maszynowo i służą do przyczepiania podpodeszew przed ćwiekowaniem
cholewek.
Przy produkcji obuwia pasowego do ćwiekowania boków stosuje się klamerki
z cienkiego drutu. Również przy ćwiekowaniu noska w obuwiu pasowym stosuje się drut
okrągły ocynkowany, półtwardy o średnicy 0,8 mm, który przytrzymuje brzeg
zaćwiekowanego noska do momentu wszycia pasa. Drut taki powinien mieć gładką
powierzchnię, wykazywać dużą wytrzymałość na rozerwanie i nie powinien się łamać.
Do przymocowywania wierzchników używany jest drut ocynkowany, twardy,
o przekroju okrągłym, prostokątnym lub trójkątnym, z którego wyrabia się tak zwane
„sztyfty”. Do przymocowania podeszew stosuje się drut śrubowy, wyrabiany z mosiądzu lub
stali odpornej na rdzewienie, co wstrzymuje szybkie niszczenie drutu oraz skóry. Średnica
drutu śrubowego na gwincie wynosi 2,2 mm, na rdzeniu - 1,45 mm. W zależności od
przeznaczenia, stosuje się różnego rodzaju druty, wykonane z różnych materiałów, o różnym
kształcie, twardości, przekroju, np. druty okrągłe, płaskie, gwintowane, stalowe, mosiężne. Są
to druty o różnych grubościach.
Nity
W procesie produkcji obuwia nity stosuje się sporadycznie, ale w wielu przypadkach są
nie do zastąpienia. Do takich połączeń stosuje się najczęściej nity zbitki, składające się
z dwóch części: podstawy i główki (rys. 8), które po zaklepaniu trwale się łączą, tworząc
wyjątkowo wytrzymałe połączenie. Nity służą do wzmacniania połączeń szytych w miejscach
narażonych na osłabienie i rozerwanie. Nity wykorzystywane są także do przymocowania
usztywniaczy do wzmocnień podpodeszew. Wysokość nitu wynosi 6÷10 mm, a średnica
główki 7 mm. Są one pakowane w tekturowe pudełka po 10 tys. sztuk.
Rys. 8. Budowa nitów [5, s. 338]
Kołki drewniane
Aktualnie łączenie elementów spodowych z cholewką przy użyciu kołków drewnianych
jest stosowane sporadycznie, ale w przypadku produkcji obuwia ciężkiego całoskórzanego
i ortopedycznego technologia ta zdaje egzamin. Szczególnie dobre efekty uzyskuje się przy
naprawie obuwia całoskórzanego w wielu warsztatach szewskich. Połączenia tego typu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
wykorzystuje się również przy produkcji maszynowej w celu wzmocnienia połączenia
wykonanego innym systemem (na przykład obuwie przeszywano-dublowane czy też
całoskórzane obuwie pasowe).
Do produkcji maszynowej wytwarza się specjalną taśmę kołczarską wykonaną
najczęściej z drewna brzozowego. Do produkcji ręcznej wytwarza się pojedyncze kołki
luzem. Kołki szewskie powinny być suche, twarde, cięte ze zdrowego drewna wzdłuż słojów,
aby nie łamały się przy wbijaniu [5, s.343].
Wielkość kołków szewskich jest określana w calach, przy czym 1/8 cala jest jednostką
długości kołka, np. 4/8” wskazuje na kołek o numerze 4. Grubość kołka oznacza się również
ułamkiem cala. Kołki grubości 1/16” otrzymuje cechę grubości 16. Kołki grubości 1/16”
i długości 4/8” oznacza się 4/16. Licznik ułamka podaje długość, a mianownik – grubość
w ułamkowych częściach cala. Ogólnie przyjęta jest numeracja kołków szewskich 2÷6. Kołki
pakuje się w torebki papierowe po 0,25÷1 kg.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie materiały pomocnicze stosuje się do łączenia części składowych obuwia?
2. W jaki sposób wytwarza się nici obuwnicze ?
3. Jakie rodzaje nici stosowane są w obuwnictwie?
4. Jak określa się grubość nici?
5. Jakie wady nici obuwniczych występują najczęściej?
6. Jakie są zasady doboru nici w zależności od rodzaju łączonych materiałów?
7. Jakie rodzaje klejów są stosowane w produkcji obuwia?
8. Jakie są zastosowania poszczególnych rodzajów klejów?
9. Jakie łączniki sztywne wykorzystywane są w wytwarzaniu obuwia
10. Jak dzielimy gwoździe obuwnicze i do czego je stosujemy?
11. Jakie zastosowanie mają druty obuwnicze?
12. Do czego służą w produkcji obuwia kołki drewniane?
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj przeliczenia grubości nici:
−
oblicz Td i Tt dla nici Nm 36 i 69,
−
oblicz Nm i Tt dla nici Td 380 i 120,
−
oblicz Nm i Td dla nici Tt 59 i 20.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym jednostki modułowej,
2) dokonać przeliczeń grubości nici,
3) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
−
zeszyt ćwiczeń,
−
przybory do pisania,
−
tabele przeliczania grubości,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Ćwiczenie 2
Wymień rodzaje nici obuwniczych i określ ich przeznaczenie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym jednostki modułowej,
2) wymienić rodzaje nici,
3) określić rodzaje materiałów, elementów do łączenia, których stosuje się poszczególne
rodzaje nici,
4) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
−
nici bawełniane, lniane,
−
nici syntetyczne poliestrowe i poliamidowe,
−
arkusze papieru formatu A4,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Dokonaj podziału gwoździ obuwniczych ze względu na ich budowę i przeznaczenie oraz
materiał z jakiego zostały wykonane.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w ćwiczeniu,
2) rozsortować otrzymane gwoździe ze względu na budowę,
3) określić z jakiego materiału wykonane są poszczególne rodzaje gwoździ,
4) podać ich zastosowanie,
5) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
−
różnego rodzaju gwoździe obuwnicze,
−
kartki papieru formatu A4,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 4
Rozróżnij rodzaje klejów i podaj ich zastosowanie w produkcji obuwia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w ćwiczeniu,
2) określić rodzaje otrzymanych próbek klejów,
3) podać zastosowanie poszczególnych klejów,
4) zaprezentować ćwiczenie na forum grupy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wyposażenie stanowiska pracy:
−
próbki klejów rozpuszczalnikowych, lateksowych i topliwych,
−
kartki papieru formatu A4,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 5
Wykonaj badanie wytrzymałości na oddzieranie i ścinanie połączeń klejowych skóry
naturalnej z gumą z zastosowaniem kleju polichloroprenowego Butaterm. Badanie wykonać
zgodnie z normami: PN-C-89354-2:1996 i PN-C-89354-3:1996.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dokonać analizy poleceń zawartych w ćwiczeniu,
2) skleić paski skóry z gumą za pomocą kleju Butaterm,
3) przeprowadzić badanie złącza klejowego na oddzieranie,
4) określić wytrzymałość złącza klejowego na ścinanie,
5) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
−
pędzel,
−
podkład,
−
papier ścierny,
−
zrywarka,
−
paski skóry naturalnej,
−
paski gumy,
−
klej Butaterm,
−
normy przedmiotowe,
−
kartki papieru A4, przybory do pisania,
−
kalkulator,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dokonać przeliczenia grubości nici?
2) scharakteryzować rodzaje nici stosowanych w obuwnictwie?
3) podać przeznaczenie poszczególnych rodzajów nici?
4) scharakteryzować rodzaje klejów stosowanych w produkcji obuwia?
5) wymienić zastosowanie różnego rodzaju klejów?
6) określić wytrzymałość złącza klejowego na oddzieranie i ścinanie?
7) dokonać
podziału
gwoździ
obuwniczych
ze
względu
na
przeznaczenie?
8) scharakteryzować inne łączniki sztywne stosowane w przemyśle
obuwniczym i podać ich zastosowanie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
4.2. Inne materiały pomocnicze stosowane w obuwnictwie
4.2.1. Materiał nauczania
Ostateczny wygląd wyprodukowanego obuwia zależy od sposobu jego wykończenia
i zastosowanych elementów zdobniczych. Aby nadać obuwiu estetyczny wygląd należy
odpowiednio wykończyć jego powierzchnię.
Środki wykończalnicze i surowce do ich przygotowania
Ogólnie materiały do wykończania dzieli się na środki do wierzchów i spodów obuwia.
Zalicza się do nich przede wszystkim: woski, środki nabłyszczające oraz apretury na spody
i wierzchy obuwia. Oprócz tego stosuje się farby do barwienia brzegów elementów, do
retuszowania, środki zmywające itp.
Głównymi surowcami do sporządzania mieszanek wykończalniczych są woski
i substancje woskopodobne, substancje błonotwórcze, barwniki i pigmenty barwne.
Woski i substancje woskopodobne
Woskami naturalnymi określa się dość dużą grupę substancji o składzie zbliżonym do
tłuszczów. Są to mieszaniny złożonych estrów, wysokocząsteczkowych kwasów
tłuszczowych i wyższych jednowodorotlenowych alkoholi.
Charakterystyczną właściwością wosków jest niska temperatura topnienia i krzepnięcia,
odporność na wodę, odporność chemiczna i rozpuszczalność w wielu rozpuszczalnikach
organicznych oraz podatność na polerowanie. Do sporządzania mieszanek woskowych są
używane:
–
woski zwierzęce, do których zalicza się wosk pszczeli, chiński i lanolinę,
–
wosk roślinny otrzymywany z liści brazylijskiej palmy woskowej, nazywany
w obuwnictwie karnauba. handlowy wosk karnauba ma zabarwienie od żółtego do
ciemnobrązowego. ma wysoką temperaturę topnienia (powyżej 80
o
c) i tworzy powłoki
o wysokim połysku,
–
wosk
mineralny
montana
otrzymywany
przez
ekstrakcję
rozpuszczalnikami
organicznymi niektórych gatunków węgla. wykazuje znaczną twardość, jego temp.
topnienia wynosi 80÷90
o
c, ma ciemnobrązowe zabarwienie. rozpuszcza się w benzynie,
benzenie i innych rozpuszczalnikach organicznych. znalazł duże zastosowanie
w obuwnictwie, zastępując drogi wosk karnauba,
–
do wosków mineralnych należy też parafina, otrzymywana z ropy naftowej. ma postać
białej krystalicznej masy woskopodobnej, bez zapachu i smaku. wykazuje stosunkowo
niską temperaturę topnienia – ok. 50 c. wykorzystywana jest do produkcji farb i past.
–
woski sztuczne zastępujące woski naturalne i mineralne.
Dodatkowo w skład mieszanek woskowych wchodzą takie komponenty jak barwniki,
kreda mielona, kaolin.
Przedstawione wyżej tradycyjne środki coraz częściej zastępowane są przez przeróżnego
rodzaju lakiery i emulsje produkowane na bazie kauczuku polichloroprenowego, żywic
akrylowych, poliuretanowych itp. Wynika to z faktu, że coraz częściej jako materiały
spodowe wykorzystuje się gumę i tworzywa sztuczne, które nie mogą być wykończane
tradycyjnymi środkami.
Substancje błonotwórcze
Do materiałów wykończalniczych błonotwórczych zalicza się wielkocząsteczkowe
substancje naturalne i syntetyczne. Jedną z nich jest szelak. Jest to substancja żywiczna
pozyskiwana z niektórych rodzajów drzew tropikalnych rosnących w Indiach i Azji
południowo wschodniej. Temperatura topnienia szelaku wynosi 115÷120
o
C, temperatura
zmiękczania 65÷75
o
C. Szelak nie rozpuszcza się w wodzie, benzynie, natomiast dobrze
rozpuszcza się na gorąco w roztworach zasad i alkoholu etylowym. Po ochłodzeniu

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
z roztworu alkoholowego szelaku wydziela się osad (szelakowaty wosk), który jest
rozpuszczalny w terpentynie i benzynie. Dzięki doskonałym właściwościom połyskowym jest
cennym materiałem w przemyśle obuwniczym do sporządzania apretur wykończalniczych.
Obecnie coraz częściej do wykończania obuwia stosuje się żywice syntetyczne, jak np.
związki poliakrylowe, modyfikowane związki celulozy. Dobór substancji błonotwórczych na
podstawie żywic syntetycznych zależy od rodzaju i charakteru stosowanego materiału
w wyrobach obuwniczych.
Środki wykończalnicze do wierzchów obuwia
Środki do wykończania wierzchów obuwia można podzielić na trzy zasadnicze grupy:
–
zmywające,
–
retuszujące,
–
apretury.
Środków zmywających używa się do czyszczenia obuwia przed właściwym
apreturowaniem. Dobór środków ma zasadnicze znaczenie, gdyż niewłaściwe ich
zastosowanie może uszkodzić powłokę kryjącą.
Rozróżniamy następujące środki zmywające:
–
woda – stosowana wtedy gdy materiały nie są hydrofobowe ani wrażliwe na tarcie na
mokro,
–
woda z dodatkiem amoniaku – jest używana do czyszczenia boksu cielęcego przed
antykowaniem oraz do innego rodzaju skór, które są podobnie wykończane,
–
woda z dodatkiem środka mydlącego – używana głównie do usuwania plam i nalotów
tłuszczowych,
–
denaturat – stosowany do usuwania wosku,
–
aceton – ma podobne zastosowanie jak denaturat, ma jednak silniejsze oddziaływanie na
powłokę wykończalniczą,
–
benzyna – jest rozpuszczalnikiem kauczuku, używana do usuwania zabrudzeń
spowodowanych klejem kauczukowym.
Środki retuszujące są stosowane do eliminowania drobnych zadrapań, odprysków farby
powstałych w czasie produkcji obuwia. Do środków retuszujących zaliczamy:
–
farby retuszujące – są one nanoszone przed lub po apreturowaniu,
–
woski retuszujące – służą do retuszowania grubszych wad i uszkodzeń na wierzchu
obuwia. Przygotowuje się je w różnych odcieniach, zależnie od kolorystyki skór
wierzchnich. Mogą być stosowane tylko w miejscach usztywnionych obuwia (czubek,
pięta), dlatego że powstałe błony są kruche i pękają przy zginaniu,
–
pudry retuszujące – stosowane przy wykończaniu obuwia ze skór welurowych
i nubukowych.
Apretury nadają końcowym wyrobom estetyczny wygląd. Apretury do skór miękkich to
ciecze, które naniesione na powierzchnię wierzchu obuwia ze skóry tworzą błyszczącą
powłokę nie wymagającą dodatkowego szczotkowania. Apretury te różnią się rodzajem użytej
substancji błonotwórczej, rodzajem rozpuszczalnika oraz barwą. W przemyśle obuwniczym
używa się apretury szelakowej wodnej i spirytusowej, kazeinowej i szelakowo-kazeinowej
oraz, coraz częściej, emulsji lub roztworów kolodionowych oraz żywic akrylowych i lakierów
poliuretanowych. Skład apretur szelakowych przedstawiono w tabeli 9.
Do przygotowania apretury czarnej dodaje się nigrozyny, a przy sporządzaniu apretury
brązowej nie dodaje się barwnika, ponieważ szelak sam w sobie jest brązowy. Do
apreturowania wierzchów obuwia w kolorach jasnych używa się apretury bezbarwnej,
sporządzanej z szelaku wybielanego. W celu uzyskania elastyczności powłok do apretur
dodaje się środków zmiękczających.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wodne apretury szelakowe stosuje się do apreturowania wierzchów obuwia ze skór
garbowanych chromowo, krytych farbami kazeinowymi, a apretury alkoholowe do wierzchów
wykonanych ze skór chromowych, krytych farbami akrylowymi i nitrocelulozowymi.
Tabela 8. Skład apretur szelakowych na wierzchy obuwia w % [5, s. 351]
Apretura wodna
Apretura spirytusowa
Składnik
czarna
brązowa
bezbarwna
zwykła
stężona
Szelak zwykły
Szelak wybielany
Soda oczyszczana
Olej turecki
Amoniak 25%
Alkohol etylowy
Nigrozyna wodna
Woda
17,9
-
2,1
-
0,1
7,0
2,0
70,9
17,9
-
2,1
-
0,1
7,0
-
72,9
-
13,0
1,5
-
-
10,0
-
75,5
-
12,0
-
3,0
-
85,0
-
-
-
15,0
-
3,7
-
81,3
-
-
W obuwnictwie wykorzystywane są także apretury kazeinowe i szelakowo-kazeinowe.
Składają się one z kazeiny jako substancji błonotwórczej, oleju tureckiego jako zmiękczacza,
wody z dodatkiem zasad jako rozpuszczalnika, fenolu, który zapobiega rozkładowi. Apretury
kazeinowe sporządza się bezpośrednio w zakładzie produkcyjnym [5, s. 352].
Apretury kazeinowe charakteryzują się mniejszym połyskiem niż szelakowe, dlatego
czasami dodaje się do nich pewną ilość szelaku, co powoduje, że nadają się w mniejszym
stopniu do wykończania wierzchów obuwia krytych farbami nitrocelulozowymi
i akrylowymi.
Inne apretury stosowane w obuwnictwie to apretury na podstawie emulsji
kolodionowych, które tworzą na skórze powłokę elastyczną o ładnym wyglądzie, gładkiej
powierzchni i w zależności od stopnia rozcieńczenia – matową lub z połyskiem. Można
otrzymać dwa rodzaje emulsji:
–
emulsję lakieru w wodzie, w której woda jest rozcieńczalnikiem,
–
emulsję wodną w lakierze, w której emulsja jest rozcieńczana rozpuszczalnikiem
organicznym [5, s. 352].
Do uniwersalnych apretur można zaliczyć emulsje lub roztwory żywic akrylowych. Tego
rodzaju apretury nadają wykończonemu obuwiu naturalny woskowy wygląd i są odporne na
wodę i niewrażliwe na działanie zmiękczaczy PCW, co umożliwia zastosowanie ich do
wykończenia obuwia wtryskowego.
Obecnie coraz większe znaczenie mają lakiery poliuretanowe jako apretury
wykończeniowe większości skór. Lakiery poliuretanowe dają powłoki cienkie, wytrzymałe na
ścieranie, o słabym połysku.
Apretury obuwnicze powinny łatwo się nanosić na powierzchnię skór, nie tworzyć
zacieków i plam. Utworzona przez nie powłoka powinna być cienka i elastyczna, dobrze
związana ze skórą, odporna na warunki atmosferyczne, na tarcie suche i mokre.
Środki wykończalnicze do spodów obuwia
Do wykończania spodów obuwia stosuje się głównie farby, lakiery i woski. Służą one do
malowania i nabłyszczania brzegów (cięć) podeszew i obcasów oraz powierzchni podeszew.
Farby do wykończania brzegów sporządza się w dwóch kolorach: czarnym i brązowym. Farba
czarna składa się z wodnej emulsji kalafonii, nigrozyny i roztworu kazeiny. Farba brązowa
składa się z wodnej emulsji twardego wosku „montana” z dodatkiem szelaku, wodnego
roztworu kazeiny i brązowego pigmentu.
Farby do wykończania powierzchni spodów sporządza się w trzech kolorach: czarnym,
brązowym i beżowym. Dwie ostatnie są to farby wodne kazeinowe z dodatkiem emulsji
woskowej, zaś czarna jest farbą toluenową. Sporządza się je z kalafonii, stearyny czarnej,
nigrozyny rozcieńczonej toluenem. W zależności od wymaganej barwy sposób zestawienia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
tych składników jest różny. Obecnie do wykończania powierzchni podeszew używa się
przede wszystkim zmydlonych wosków w postaci pasty.
Środki konserwujące wierzch obuwia
Obecnie na polskim rynku znajduje się wiele rodzajów środków do konserwacji obuwia.
Najczęściej są to kompozycje polimerów, rozpuszczalników i innych środków w zależności
od rodzaju skór. Każda pasta powinna nadawać czyszczonemu obuwiu trwały i silny połysk
oraz konserwować wierzch obuwia. W zależności od rodzaju stosowanego rozpuszczalnika
rozróżnia się trzy grupy past konserwujących:
–
pasty rozpuszczalnikowe, terpentynowe lub benzynowo-rozpuszczalnikowe – są
mieszaniną wosku i substancji woskopodobnych oraz barwników; tworzą powłokę
odporną na wodę,
–
pasty emulsyjno-wodne – stanowią układ dwóch wzajemnie nieropuszczalnych cieczy,
tworzących emulsje o różnym stopniu rozdrobnienia. do zalet tych past można zaliczyć:
niskie koszty wytwarzania, dobre właściwości konserwujące, nadają obuwiu wysoki
połysk, są nieszkodliwe dla metalowych części obuwia. są jednak mało odporne na
działanie wilgoci i niskich temperatur,
–
pasty wodno-rozpuszczalnikowe – są mieszaniną past rozpuszczalnikowych i wodnych
o przewadze wody nad rozpuszczalnikiem. mają mazistą postać, łatwo pokrywają
wierzch obuwia i tworzą błonę odporną na działanie wilgoci, o dobrym połysku, nie są
wrażliwe na działanie temperatury.
Elementy pomocnicze i zdobnicze
Do elementów pomocniczych stosowanych w przemyśle obuwniczym zaliczamy
usztywniacze oraz oczka i haki.
Usztywniacze służą do wzmocnienia części piętowej i środstopia, ułatwia to chodzenie,
zwiększa trwałość obuwia i wpływa na jego estetyczny wygląd. Usztywniacze mogą być
wykonane ze stali, drewna lub tworzyw sztucznych. Usztywniacze stalowe mogą być typu
P lub W (rysunek 9).
Rys. 9. Usztywniacze stalowe [5 s. 337]: a) typ W, b) typ P
Usztywniacze mogą być oznakowane literowo lub cyfrowo na przedniej części. Grubość
wynosi ok. 1 mm, szerokość dla obuwia o niskim obcasie 14 mm, o wysokim 10 mm.
Usztywniacze drewniane są wytwarzane z drewna bukowego, grabowego przez wycinanie
i gięcie.
W ostatnich latach coraz częściej stosuje się tworzywa sztuczne jako wzmocnienia
podpodeszew. Najlepszym tworzywem do produkcji usztywniaczy jest polipropylen oraz
tworzywa poliestrowe wzmocnione włóknem szklanym.
Krążki i haki wykonane z taśmy stalowej. W zależności od rodzaju obuwia oraz grupy
wielkościowej obuwia istnieje wiele rodzajów oczek. Oczka mogą mieć kształt trójkąta,
kwadratu, prostokąta lub mogą być okrągłe. Oczka składają się dwóch części łączonych przez
zginanie brzegów (rys.10). Mają one powłokę ochronną: cynkową, miedzianą, mosiężną,
niklowaną, względnie nitrocelulozową w różnych kolorach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Rys. 10. Krążki stosowane do obuwia [5, s. 338].
Krążki służą do wzmocnienia otworu przeznaczonego do nawlekania sznurowadeł,
niekiedy pełnią również funkcję zdobniczą. Krążki oznaczane są cyframi, które podają
zewnętrzny wymiar główki i długość trzonu w milimetrach. Do cholewek obuwia sportowego
stosuje się często tzw. haki o różnych kształtach i wymiarach, które służą do zaczepiania
sznurowadeł.
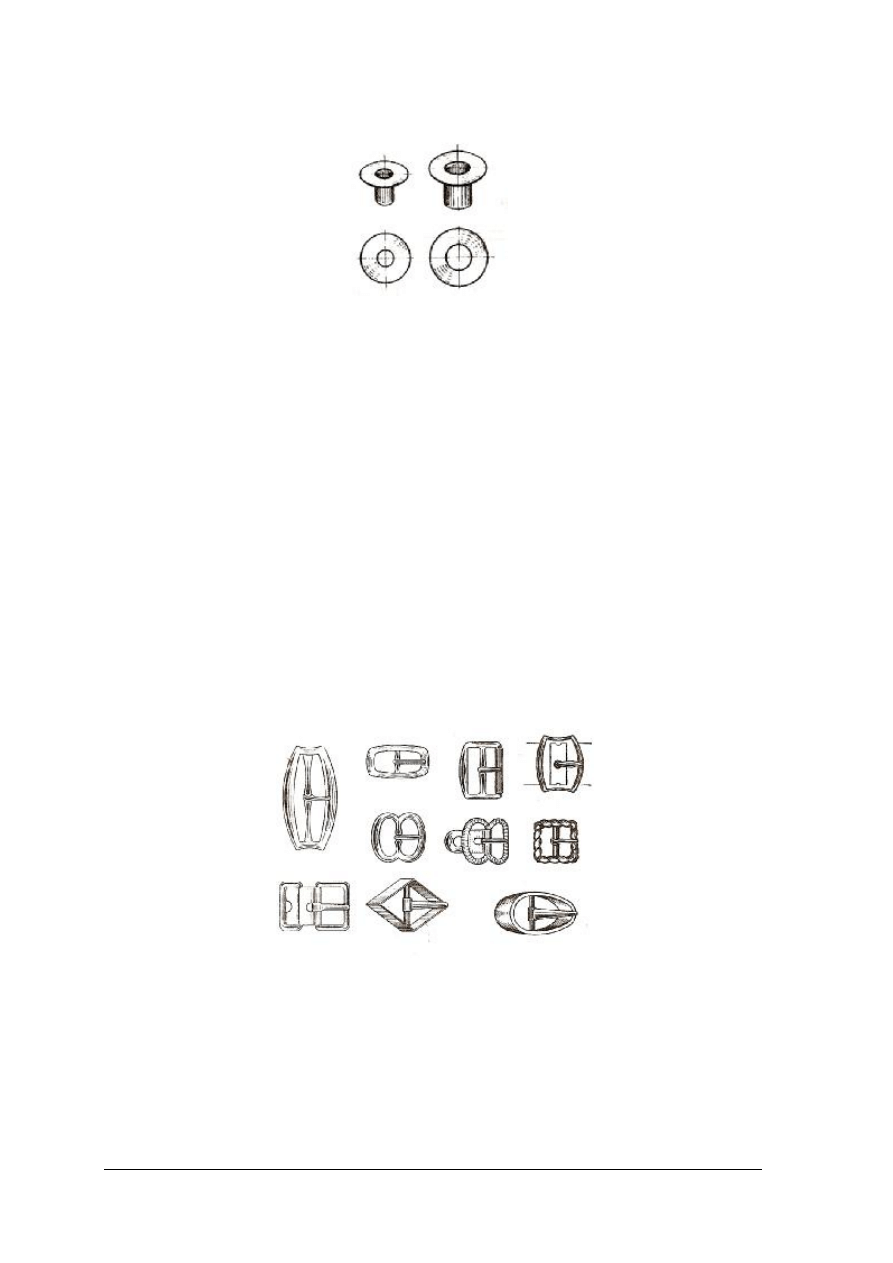
Do elementów zdobniczych stosowanych w obuwnictwie należą głównie klamry i guziki
obuwiowe.
Klamry – służą jako ozdoby i do łączenia części cholewki zamiast sznurowania. Klamry
wyrabiane są ze stali przez wycinanie. W zależności od konstrukcji dzielą się na klamry:
–
z języczkiem,
–
przyciskowe bez języczka,
–
kombinowane.
W zależności od wykończenia mogą być niklowane, chromowane, barwione lakierem,
itp. Klamry nie powinny mieć ostrych krawędzi i kantów, żeby nie uszkadzały pasków, taśm
i cholewki. Na powierzchni klamry nie może być wgnieceń, zadrapań, a ewentualne
wytłoczenia muszą być wyraźne. Klamry powlekane lakierem lub niklowane powinny mieć
powłokę w miarę grubą, równomiernie kryjącą wyrób. Rodzaje klamer stosowanych do
obuwia przedstawiono na rysunku 11.
Rys. 11. Klamry stosowane do obuwia [5, s. 339].
Większość klamer pakuje się w drewniane skrzynki, których masa nie powinna
przekraczać 20 kg. Liczba zapakowanych klamer zależy od ich wielkości.
Guziki obuwiowe – są wyrabiane w różnych kształtach i wymiarach. Są one formowane
przez zawijanie z dwóch części (rysunek 12).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Powierzchnia guzików jest zwykle pokrywana lakierem. Muszą one
mieć dokładne wymiary, ładny wygląd, równą powierzchnię bez
uszkodzeń, a powłoka emalii kryjącej musi być odporna na pękanie od
uderzenia. Najczęściej są pakowane w tekturowe pudełka po 1000 sztuk.
Rys. 12. Guziki obuwiowe
[5, s. 338]
Wyroby drewniane stosowane w obuwnictwie
Do wyrobów drewnianych stosowanych w obuwnictwie należą kopyta, kołki drewniane
i podeszwy drewniane.
Kopyta są jednym z najważniejszych elementów w produkcji obuwniczej. Kopyto używane
wielokrotnie powinno mieć odpowiednie właściwości mechaniczne, zachowywać stałe wymiary
oraz być odporne na zużycie przy wbijaniu elementów łączących wierzch ze spodem.
Kopyta produkowane są z twardego drewna takiego jak: buk, grab, jawor, dąb brzoza,
wiąz. Kopyta używane do produkcji zasadniczej są wykonane z drewna grabowego lub
bukowego, kopyta pomocnicze mogą być z drewna brzozowego.
Kopyta nie mogą mieć pęknięć, szczelin, sęków oraz miejsc uszkodzonych. Kopyto
drewniane powinno być wypolerowane, co chroni je przed wpływami atmosferycznymi
i zwiększa trwałość drewna.
Kołki drewniane szewskie zostały omówione przy łącznikach sztywnych.
W wyjątkowych przypadkach, np. do obuwia plażowego, specjalnego roboczego, stosuje
się drewniane podeszwy. Znaczna ścieralność, mała odporność na wodę, duża sztywność
i materiałochłonność ograniczają ich produkcję.
Magazynowanie materiałów pomocniczych
Warunki magazynowania klejów zostały omówione w rozdziale dotyczącym klejów.
Wyroby metalowe powinny być składowane w magazynach suchych z zachowaniem
odpowiednich warunków temperaturowych. Wilgotność względna powietrza w magazynie nie
powinna przekraczać 70%.
Wyroby metalowe należy układać w odrębnych przegrodach, szufladach lub skrzynkach.
Wszelkie przedmioty z żelaza należy chronić przez powlekanie smarem lub zawijanie w papier
parafinowy. Do smarowania nie należy stosować tłuszczów naturalnych, które ulegają jełczeniu.
Wyroby z drewna należy przechowywać w miejscu przewiewnym, niezbyt suchym,
chronić je przed bezpośrednim działaniem promieni słonecznych. Nadmierne nawilżenie, jak
i wysuszenie są szkodliwe, szczególnie dla kopyt. Drobne wyroby drewniane powinny być
magazynowane oddzielnie, najlepiej w pudełkach.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie środki stosuje się do wykończania obuwia?
2. Jaki jest podział środków wykończalniczych?
3. Do czego służą woski i substancje woskopodobne i jaki jest ich podział?
4. Jak dzielimy środki wykończalnicze do wierzchów obuwia?
5. Jakie środki wykończalnicze stosujemy do spodów obuwia?
6. Jakie elementy pomocnicze wykorzystywane są w produkcji obuwia?
7. Jakie wyroby stosowane w obuwnictwie zaliczamy do elementów zdobniczych?
8. Jakie wyroby drewniane znajdują zastosowanie w przemyśle obuwniczym?
9. Jakie
są
warunki
magazynowania
materiałów
pomocniczych
stosowanych
w obuwnictwie?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj surowce stosowane do przygotowania środków wykończalniczych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania jednostki modułowej,
2) dokonać podziału surowców,
3) scharakteryzować woski i substancje woskopodobne (z podziałem ze względu na ich
pochodzenie),
4) scharakteryzować substancje błonotwórcze,
5) wymienić inne substancje stosowane do sporządzenia środków wykończalniczych,
6) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
−
arkusze papieru A4,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 2
Wybierz spośród próbek środków wykończalniczych te, które służą do wykończania
wierzchów oraz te przeznaczone do wykończania spodów obuwia i scharakteryzuj je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem nauczania jednostki modułowej,
2) dokonać analizy polecenia ćwiczenia,
3) wybrać środki do wykończania wierzchów obuwia,
4) wybrać środki do wykończania spodów obuwia,
5) dokonać charakterystyki środków do wykończania wierzchów i spodów obuwia,
6) zaprezentować pracę na forum grupy.
Wyposażenie stanowiska pracy:
−
próbki środki do wykończania obuwia (do wierzchów i spodów),
−
oferty handlowe środków wykończalniczych do obuwia,
−
kartki papieru formatu A4,
−
przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ćwiczenie 3
Sporządź apretury szelakowe do wykończania wierzchów obuwia:
a) wodne: czarną i bezbarwną,
b) spirytusową zwykłą.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z materiałem teoretycznym dotyczącym sporządzania apretur szelakowych,
2) wybrać surowce potrzebne do sporządzenia poszczególnych apretur szelakowych,
3) odważyć odpowiednie ilości surowców,
4) sporządzić apretury,
5) zaprezentować ćwiczenie na forum grupy.
Wyposażenie stanowiska pracy:
−
instrukcja sporządzania apretur szelakowych,
−
szelak zwykły,
−
szelak bielony,
−
soda oczyszczana,
−
amoniak,
−
alkohol etylowy,
−
nigrozyna,
−
olej turecki,
−
waga do odważenia surowców,
−
naczynia do sporządzania apretur,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) dokonać podziału środków wykończalniczych?
2) zastosować środki wykończalnicze?
3) scharakteryzować elementy zdobnicze stosowane do obuwia?
4) wymienić i opisać wyroby drewniane stosowane w przemyśle
obuwniczym?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to pytania wielokrotnego wyboru.
5. Za każdą poprawną odpowiedź możesz uzyskać 1 punkt.
6. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi. Dla każdego zadania podane
są cztery możliwe odpowiedzi: a, b, c, d. Tylko jedna odpowiedź jest poprawna; wybierz
ją i zaznacz kratkę z odpowiadającą jej literą znakiem X.
7. Staraj się wyraźnie zaznaczać odpowiedzi. Jeżeli się pomylisz i błędnie zaznaczysz
odpowiedź, otocz ją kółkiem i zaznacz odpowiedź, którą uważasz za poprawną.
8. Test składa się z 14 zadań z poziomu podstawowego oraz 6 zadań z poziomu
ponadpodstawowego i te mogą przysporzyć Ci trudności, gdyż są one na poziomie
wyższym niż pozostałe (dotyczy to zadań o numerach od 15 do 20).
9. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonania zadania.
10. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudności, wtedy odłóż jego
rozwiązanie na później i wróć do niego, gdy zostanie Ci wolny czas.
11. Po rozwiązaniu testu sprawdź czy zaznaczyłeś wszystkie odpowiedzi na KARCIE
ODPOWIEDZI.
12. Na rozwiązanie testu masz 45 minut.
Powodzenia!

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
ZESTAW ZADAŃ TESTOWYCH
1. Numer nici w systemie titr denier (Td) wyraża masę nitki przędzy o długości
a) 200 cm.
b) 450 m.
c) 1000 m.
d) 450 cm .
2. Numer nici w systemie metrycznym Nm wyraża ilość m nici przypadającej na masę
a) 1 g.
b) 15 g.
c) 0,15 g.
d) 150 g.
3. Numer nici w systemie tex (Tt) wyraża masę (w gramach), odcinka przędzy wyrobu
o długości
a) 450 m.
b) 1000 m.
c) 450 cm.
d) 1000 cm.
4. Jakich nici nie wykorzystuje się do łączenia elementów podszewki?
a) Syntetycznych poliamidowych.
b) Lnianych.
c) Bawełnianych.
d) Syntetycznych poliestrowych.
5. Butaterm jest klejem wytwarzanym na bazie kauczuku
a) poliuretanowego.
b) naturalnego.
c) chloroprenowego.
d) butadienowo-styrenowego.
6. Kleje lateksowe są
a) wodnymi emulsjami polimerów syntetycznych.
b) spirytusowymi emulsjami polimerów syntetycznych.
c) emulsjami kauczuku naturalnego w benzynie.
d) roztworami kauczuków syntetycznych w acetonie.
7. Kleje emulsyjne z polioctanu winylu są stosowane do
a) łączenia wierzchów obuwia ze spodami.
b) łączenia elementów wierzchów obuwia.
c) laminowania i wklejania elementów usztywniających.
d) przytwierdzania obcasów.
8. Podstawowymi surowcami do produkcji klejów topliwych są
a) poliestry, poliamidy i kopolimery etylenu z octanem winylu.
b) poliestry i kauczuki naturalne.
c) poliamidy i poliuretany.
d) kopolimery etylenu z octanem winylu, poliestry i poliuretany.
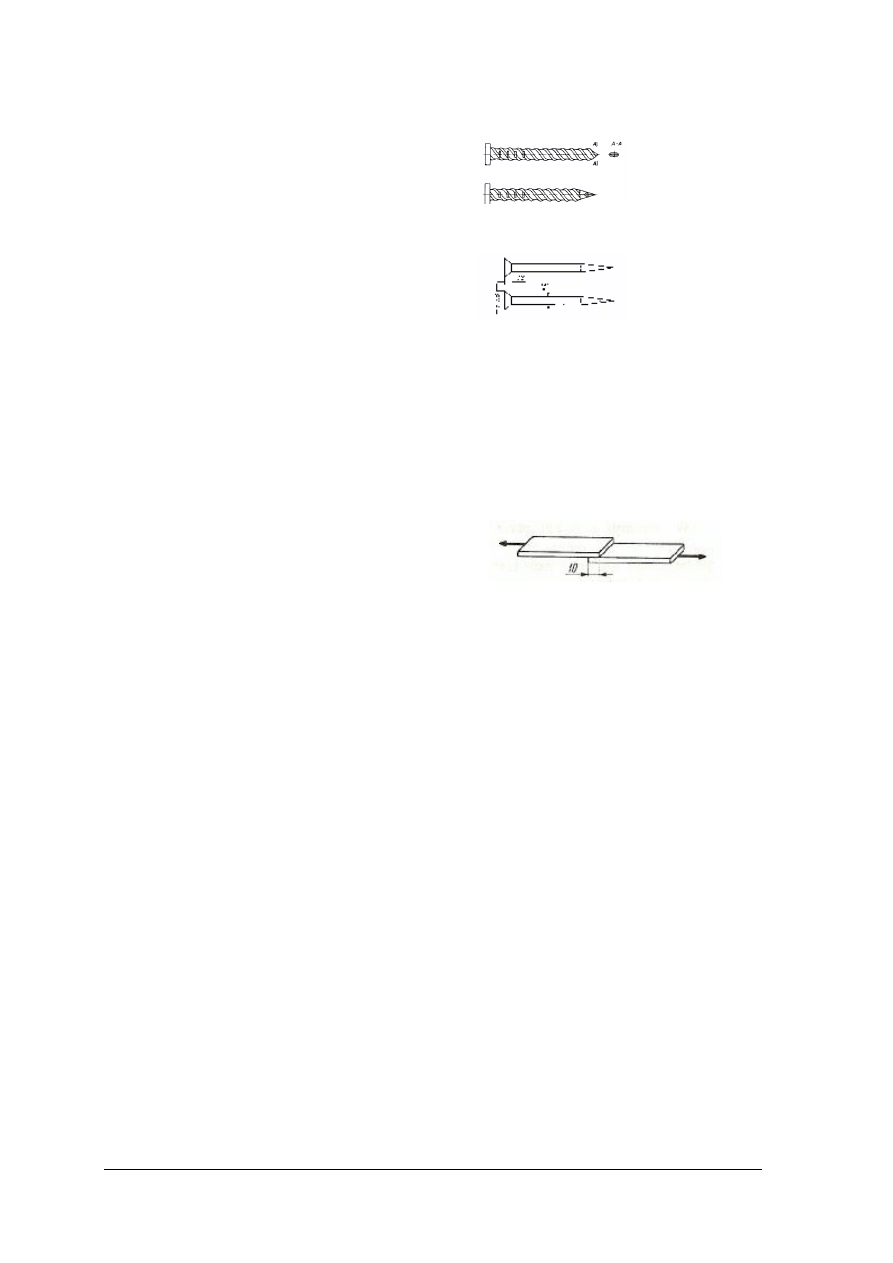
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
9. Zamieszczony obok rysunek przedstawia
a) teksy maszynowe.
b) gwoździe obcasowe.
c) wkręty do przymocowania obcasów.
d) gwoździe podeszwowe.
10. Na rysunku obok przedstawiono
a) teksy do ćwiekowania.
b) gwoździe do obcasów.
c) wkręty.
d) gwoździe do podeszew.
11. Do przybijania obcasów w obuwiu damskim używa się najczęściej
a) gwoździ obcasowych i wkrętów.
b) gwoździ podeszwowych.
c) kołków drewnianych i teksów.
d) gwoździ obcasowych i drutów.
12. Zamieszczony poniżej schemat przedstawia sklejoną próbkę przeznaczoną do badania
wytrzymałości połączenia klejowego na
a) oddzieranie.
b) ścinanie.
c) ścieranie.
d) odkształcenie.
13. Jako elementy zdobnicze w przemyśle obuwniczym wykorzystuje się
a) klamry i guziki.
b) usztywniacze i nity.
c) krążki i haki.
d) klamry i zamki błyskawiczne.
14. Szelak znajduje zastosowanie jako składnik
a) klejów rozpuszczalnikowych.
b) klejów topliwych.
c) apretur wykończalniczych.
d) lakierów poliuretanowych.
15. Optymalne
warunki
magazynowania
klejów
obuwniczych
poliuretanowych
i chloroprenowych to
a) temperatura 5÷10
o
C i wilgotność 60÷65%.
b) temperatura 15÷20
o
C i wilgotność 80÷85%.
c) temperatura 10÷15
o
C i wilgotność 70÷75%.
d) temperatura 15÷20
o
C i wilgotność 60÷65%.
16. Złącze klejowe z kauczuku naturalnego jest
a) odporne na działanie wody, olejów i tłuszczów.
b) odporne na działanie wody.
c) mało odporne na działanie wody, ciepła, olejów i tłuszczów.
d) odporne na działanie ciepła.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
17. Poliestrowe kleje topliwe znajdują zastosowanie przy
a) ćwiekowaniu czubków, nakładaniu i wtapianiu podnosków.
b) przyklejaniu podszewek skórzanych.
c) przytwierdzaniu obcasów.
d) przyklejaniu zamków błyskawicznych w cholewce.
18. W jaki sposób zabezpieczania się przed korozją metalowe elementy pomocnicze
wykorzystywane w produkcji obuwia?
a) Przez malowanie.
b) Przez niklowanie i cynkowanie.
c) Przez oksydowanie.
d) Każdym z tych sposobów.
19. Wosk Karnauba jest woskiem
a) zwierzęcym.
b) mineralnym.
c) syntetycznym.
d) roślinnym.
20. Wilgotność względna powietrza w magazynie wyrobów metalowych nie powinna
przekraczać
a) 30%.
b) 80%.
c) 20%.
d) 70%.
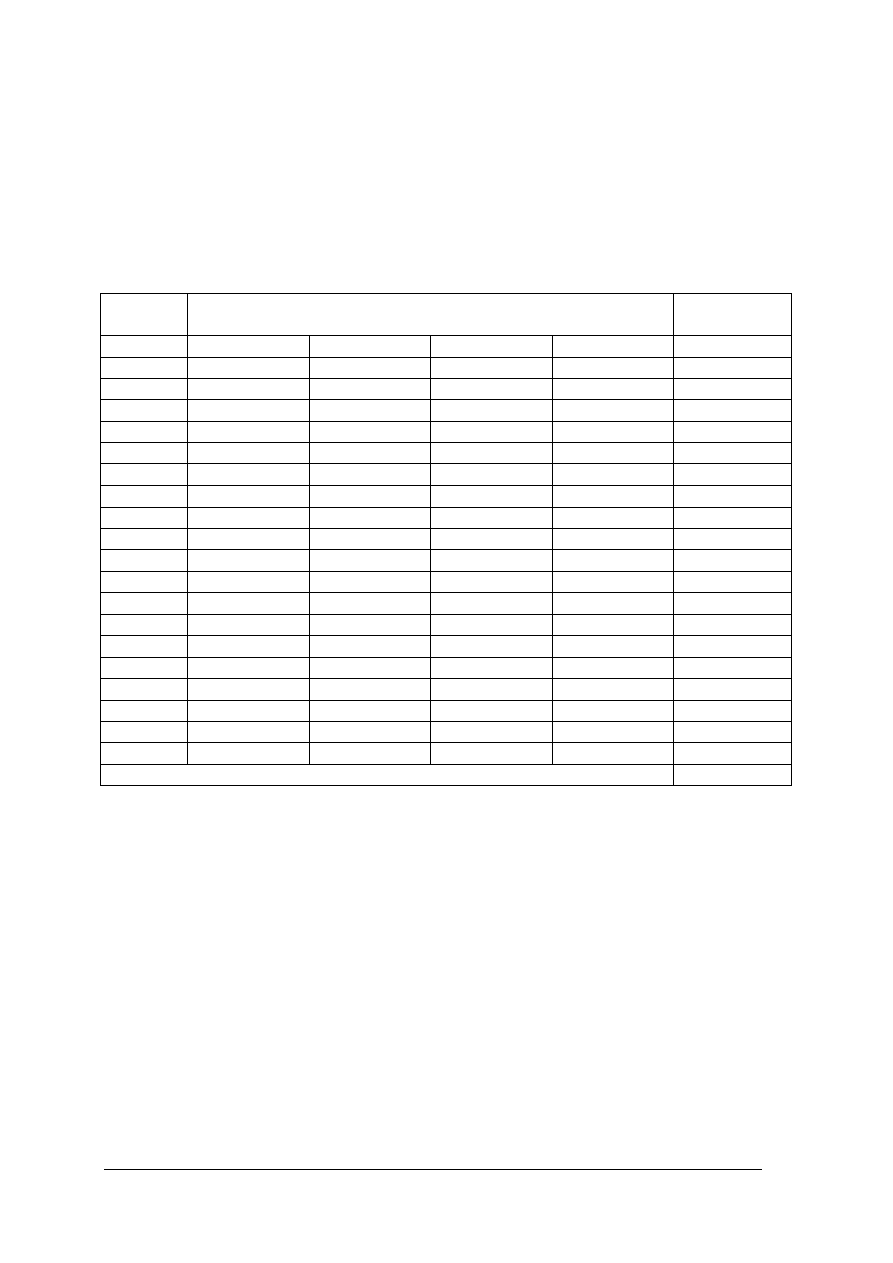
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
KARTA ODPOWIEDZI
Imię i nazwisko ...................................................................................................
Dobieranie materiałów pomocniczych do produkcji obuwia
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punktacja
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
6. LITERATURA
1. Borzeszkowski A., Borzeszkowski W., Persz T.: Obuwnictwo przemysłowe. Cz. I. WSiP,
Warszawa 1979
2. Grabkowski M.: Technika wytwarzania obuwia. T.1. Politechnika Radomska, Radom 2000
3. Lasek W.: Materiałoznawstwo obuwnicze. WSI, Radom 1986
4. Miernik A., Śmiechowski K., Wiśnios E.: Połączenia szyte i klejone w technologii
obuwia. Politechnika Radomska, Radom 2006
5. Persz T.: Materiałoznawstwo dla techników przemysłu obuwniczego. WSiP, Warszawa 1992
6. Persz T.: Materiałoznawstwo dla zasadniczych szkół skórzanych. WSiP, Warszawa 1997
Normy przedmiotowe
1. PN-P-06756:1980 – Nici. Badania odbiorcze.
2. PN-79/P-04652 – Metody badań wyrobów włókienniczych. Nitki. Wyznaczanie skrętu.
3. PN-84/O-91114 – Obuwie. Wyznaczanie wytrzymałości szwów na ścinanie
i rozwarstwianie.
4. PN-EN 1392:2000 – Kleje do skóry i materiałów obuwniczych. Kleje rozpuszczalnikowe
i dyspersyjne. Metody badań wytrzymałości połączenia w określonych warunkach.
5. PN-EN 923:2000 – Kleje. Terminy i definicje.
6. PN-C-89354-1:1999 – Kleje. Kleje obuwnicze. Metody badań, Postanowienia ogólne.
7. PN-C-89354-2:1996 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie
wytrzymałości złącza klejowego na oddzieranie.
8. PN-C-89354-3:1999 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie
wytrzymałości złącza klejowego na ścinanie.
9. PN-C-89354-4:1998 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie
wytrzymałości złącza klejowego na oddzieranie po przyspieszonym starzeniu
hydrotermicznym.
10. PN-C-89354-5:1998 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie
wytrzymałości złącza klejowego na oddzieranie po przyspieszonym starzeniu
termicznym.
11. PN-C-89354-7:1999 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie
wytrzymałości złącza klejowego na oddzieranie i ścinanie w podwyższonej lub obniżonej
temperaturze.
12. PN-C-89354-8:1999 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie optymalnego
czasu otwartego.
13. PN-C-89354-9:1998 – Kleje. Kleje obuwnicze. Metody badań, Oznaczanie stabilności
klejów rozpuszczalnikowych.
14. PN-C-89354-11:1999 – Kleje. Kleje obuwnicze. Metody badań. Oznaczanie
wytrzymałości złącza klejowego w warunkach dynamicznych.
15. PN-C-89354-12:1999 – Kleje. Kleje obuwnicze. Metody badań. Oznaczanie szybkości
odparowania rozpuszczalników organicznych z klejów rozpuszczalnikowych.
16. PN-C-89354-13:1999 – Kleje. Kleje obuwnicze. Metody badań. Oznaczanie masowego
wskaźnika szybkości płynięcia klejów topliwych.
Czasopisma fachowe
−
Przegląd Skórzany (wydania archiwalne),
−
Przegląd Włókienniczy (wydania archiwalne i bieżące),
−
Świat Butów (wydania archiwalne i bieżące).
Wyszukiwarka
Podobne podstrony:
Dobieranie materiałów pomocniczych do produkcji obuwia
Materialy pomocnicze do cwiczen Statystyka cz I
Ciania PKM, Materiały pomocnicze do projektowania
Materialy pomocnicze do testu II Gospodarka finansowa zakl
Gibas M Chemia makroczasteczek Materiały pomocnicze do wykładu
008 Podstawowe materiały stosowane do produkcji rękojeści
materialy pomocnicze do projektu skrzyzowania kl 1
Materiały pomocnicze do wykładów, FiR, Notatki, Rynki finansowe
Materiał pomocniczy do ROTA
materiały pomocnicze do egzaminu z rynku kapitałowego 4IPMRFN64Z4YSLYX3Z5PMXWFHYJWRHJ6LZFJ5TY
TWORZYWA SZTUCZNE W BUDOWNICTWIE, Materiały pomocnicze do nauki przedmiotu „Materiały budowlan
MATERIAŁY POMOCNICZE DO ĆWICZEŃ z biochemii
Anatomia, szybkie materiały pomocnicze do nauki (1)
EDA materiały pomocnicze do ćw 2
16 Magazynowanie materiałów stosowanych do produkcji
Elektrotechnika (materiały pomocnicze do ćwiczeń)
materiały pomocnicze do wykładu nr 5
materialy pomocnicze do cw ostatnich
więcej podobnych podstron