1
Cele i zadania przeróbki.
Przeróbka mechaniczna jest to zespół czynno
ś
ci (operacji) mechanicznych i technologicznych, którym poddaje si
ę
surow
ą
kopalin
ę
u
ż
yteczn
ą
w celu uzyskania jej przydatno
ś
ci przemysłowej, przez usuni
ę
cie z jej składu
zanieczyszcze
ń
skał
ą
płonn
ą
, zwi
ę
kszenie koncentracji składnika u
ż
ytecznego oraz przygotowanie tej kopaliny do
okre
ś
lonych procesów technologicznych przetwarzania jej na produkty ko
ń
cowe.Ostateczna forma kopaliny
u
ż
ytecznej, przygotowanej przez przeróbk
ę
mechaniczn
ą
, jest ustalana warunkami technologicznymi dalszego jej
przetwarzania lub bezpo
ś
redniego u
ż
ytkowania.
Operacje przeróbcze.
Operacje technologiczne przeróbcze s
ą
to czynno
ś
ci wykonywane w odpowiednio dobranej kolejno
ś
ci, na
materiale surowym (surowej kopalinie u
ż
ytecznej) oraz na otrzymanych produktach wzbogacania (produktach
procesu przeróbczego), które maj
ą
na celu wyodr
ę
bnienie z materiału surowego maksymalnej ilo
ś
ci składnika
u
ż
ytecznego. Operacje przeróbcze dzieli si
ę
, ze wzgl
ę
du na ich charakter, na:-
operacje przygotowawcze;-
operacje główne (zasadnicze):-
klasyfikacja – klas. mechaniczna (przesiewanie), klas. hydrauliczna, klas.
aerodynamiczna,-
rozdrabnianie,-
wzbogacanie – wzb. - r
ę
czne, grawitacyjne, flotacj
ę
, elektromagnetyczne i
magnetyczne, elektrostatyczne, chemiczne, biologiczne i inne,-
odwadnianie,-
odpylanie,-
odmulanie,-
rozmywanie,-
suszenie,-
brykietowanie,-
grudkowanie (peletyzacja),-
mieszanie,-
u
ś
rednianie.
Opis wyników procesów
Wychód koncentratu:
[
]
[
]
BCJIH G
A BCD
k
=
γ
Zawarto
ść
składnika
u
ż
ytecznego w
koncentracie:
β
=
=
k
a
BCJIHG
GBFH
]
[
]
[
Zawarto
ść
składnika
u
ż
ytecznego w
nadawie:
α
=
=
n
a
ABCD
ABFE
]
[
]
[
Wychód odpadów:
k
o
ABCD
AGHIJD
γ
γ
−
=
=
1
]
[
]
[
Zawarto
ść
składnika
u
ż
ytecznego w
odpadach:
ϑ
=
=
o
a
AGHIJD
AGHE
]
[
]
[
S
KŁADNIK U
Ż
YTECZNY
S
KAŁA PŁONA
E
H
KONCENTRAT
ODPADY
G
F
C
D
I
J
A
B
2
ROZDRABNIANIE
Cele rozdrabniania:
1. Zmniejszenia wymiarów ziarn
2. Zwi
ę
kszenie powierzchni swobodnych
3. Oddzielenie minerałów od siebie (rozdrabnianie selektywne)
Procesy rozdrabniania dzielimy na:
1. Kruszenie – produkt wi
ę
kszy od 1 mm
2. Mielenie
Przeprowadzenie mechanicznego rozdziału mieszaniny minerałów wyst
ę
puj
ą
cych w rudzie mo
ż
liwe jest po uprzednim
rozłamaniu zrostów minerałów kruszcowych z minerałami płonnymi. Rozłam dokonywany jest w operacjach kruszenia i
mielenia. Jak daleko ma by
ć
prowadzony proces rozdrabniania decyduje wymiar minerałów kruszcowych wyst
ę
puj
ą
cych w
rudzie a tak
ż
e przewidywana b
ą
d
ź
stosowana technologia wzbogacania. Optymalne mielenie polega na zerwaniu wi
ę
zi mi
ę
dzy
przylegaj
ą
cymi do siebie minerałami kruszcowymi i płonnymi i otrzymaniu mo
ż
liwie najwi
ę
kszej ilo
ś
ci okruchów
monomineralnych.
Wska
ź
niki technologiczne oceny wyników rozdrabniania dzielimy:
−
wska
ź
niki okre
ś
laj
ą
ce zmian
ę
własno
ś
ci nadawy w
trakcie rozdrabniania,
−
wska
ź
niki oceny produktu rozdrobnionego
−
wska
ź
niki charakteryzuj
ą
ce proces – wydajno
ść
,
zu
ż
ycie energii.Stopie
ń
rozdrabniania (wska
ź
nik okre
ś
laj
ą
cy zmian
ę
własno
ś
ci nadawy):
nia
rozdrabnia
produktu
nadawy
m
m
d
d
d
S
=
pr
n
d
d
S
%
%
%
=
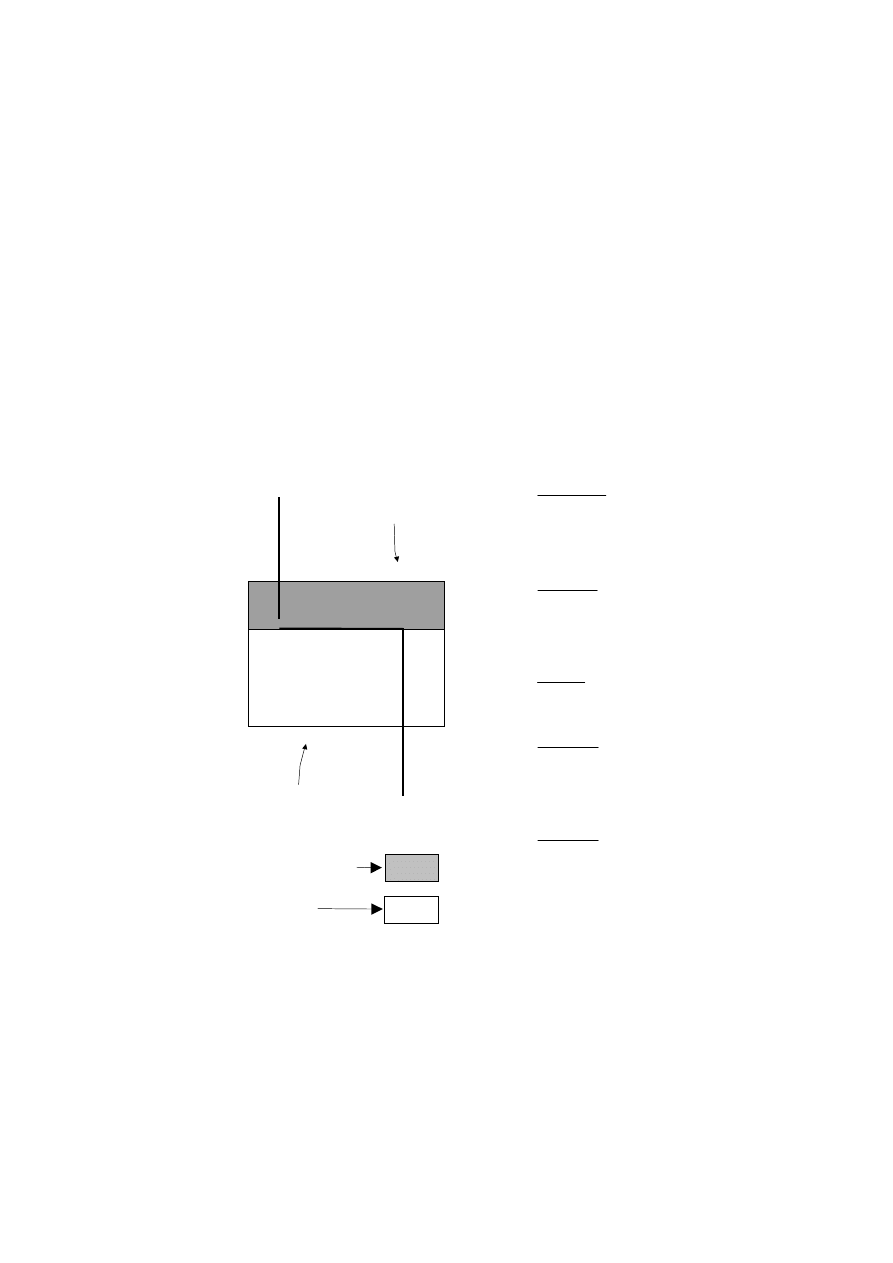
Idea przebiegu procesów przeróbki
SUROWA KOPALINA (urobek górniczy) nadawa
do zakładu przeróbczego
OPERACJE PRZEGOTOWANIA KOPALINY DO
WZBOGACANIA:
KRUSZENIE, PRZESIEWANIE, KLASYFIKACJA
K
O
P
A
L
N
IA
Z
A
K
Ł
A
D
P
R
Z
E
R
Ó
B
C
Z
Y
OPERACJA WZBOGACANIA
OPERACJE ODWADNIANIA
(w przypadku prowadzenia procesów
przeróbczych na mokro)
Odbiorca – huta, elektrownia itp.
ODPAD
składowisko,
zakład utylizacji
itp.
KONCENTRAT
Idea przebiegu procesów przeróbki
SUROWA KOPALINA (urobek górniczy) nadawa
do zakładu przeróbczego
OPERACJE PRZEGOTOWANIA KOPALINY DO
WZBOGACANIA:
KRUSZENIE, PRZESIEWANIE, KLASYFIKACJA
K
O
P
A
L
N
IA
Z
A
K
Ł
A
D
P
R
Z
E
R
Ó
B
C
Z
Y
OPERACJA WZBOGACANIA
OPERACJE ODWADNIANIA
(w przypadku prowadzenia procesów
przeróbczych na mokro)
Odbiorca – huta, elektrownia itp.
ODPAD
składowisko,
zakład utylizacji
itp.
KONCENTRAT

3
Podstawowe działania krusz
ą
ce: zgniatanie, łamanie,
ś
cieranie, łupanie,
ś
cinanie, udar
Teorie rozdrabniania – s
ą
to hipotezy podaj
ą
ce relacje pomi
ę
dzy prac
ą
rozdrabniania a zmian
ą
stanu materiału
sypkiego (zmiana uziarnienia lub powierzchni wła
ś
ciwej)
Teoria Rittingera (teoria powierzchniowa) – cała energia w procesie rozdrabniania zu
ż
ywana jest na pokonanie sił
spójno
ś
ci mi
ę
dzycz
ą
steczkowej. Przy zało
ż
eniu izotropowo
ś
ci materiału rozdrabnianego praca rozdrabniania jest
proporcjonalna do nowo utworzonej powierzchni.
A
R
– praca wykonana przy wytworzeniu powierzchni S
A
r
– praca jednostkowa
Teoria Kicka (teoria obj
ę
to
ś
ciowa) – cała energia w procesie rozdrabniania zu
ż
ywana jest na wytworzenie
odkształcenia, przy którym nast
ą
pi przekroczenie napr
ęż
enia krytycznego. Zakłada si
ę
ż
e napr
ęż
enie wzrasta
liniowo z odkształceniem a
ż
do napr
ęż
enia krytycznego. Z zało
ż
e
ń
tych wynika
ż
e praca rozdrabniania jest
proporcjonalna do obj
ę
to
ś
ci rozdrabnianego materiału.
A
K
– praca rozdrabniania
s
kr
– napr
ęż
enie krytyczneE – moduł YoungaV – obj
ę
to
ść
rozdrabnianego materiału
Teoria Bonda – powstała w wyniku bada
ń
nad teori
ą
powierzchniow
ą
i obj
ę
to
ś
ciow
ą
. Teoria ta przyjmuje,
ż
e
proces rozdrabniania składa si
ę
z dwu faz: w pierwszej wywołuje si
ę
odkształcenie, doprowadzaj
ą
ce do powstania
napr
ęż
enia krytycznego i nast
ę
pnie w drugiej odpowiedni dodatek energii powoduje zniszczenie sił spójno
ś
ci
mi
ę
dzycz
ą
steczkowej.
Wyja
ś
nia to słuszno
ść
teorii Rittingera dla rozdrabniania drobnego (mały udział energii zu
ż
ytej na deformacj
ę
w
porównaniu z energi
ą
zu
ż
yt
ą
na pokonanie sił spójno
ś
ci) oraz Kicka dla rozdrabniania grubego (konieczno
ść
wytwarzania du
ż
ych odkształce
ń
przy stosunkowo niewielkiej nowo utworzonej powierzchni)Wzór na prac
ę
w teorii
Bonda:
A
B
–
praca rozdrabnianiaA
b
–
praca jednostkowa
–
ziarna 80-cio procentowa produktu i nadawy
Krzywe składu ziarnowego s
ą
opisem graficznym zawarto
ś
ci poszczególnych klas ziarnowych. Krzywe składu ziarnowego
informuj
ą
nas wi
ę
c o uziarnieniu danego materiału i umo
ż
liwiaj
ą
analiz
ę
i ocen
ę
przebiegu procesów przeróbczych -
rozdrabniania i przesiewania po wykre
ś
leniu krzywych składu dla nadawy oraz produktów tych procesów.
4
Krzywa całkowa składu ziarnowego:
( )
∑
γ
=
φ
=
−
n
i
i
i
n
d
1
;
1
( )
( )
∑
γ
=
∑
γ
−
∑
γ
=
φ
−
=
+
=
−
=
−
=
−
m
n
i
i
i
n
i
i
i
m
i
i
i
n
n
d
d
F
1
;
1
1
;
1
1
;
1
1
Całkowa posta
ć
:
( )
( )
∫
=
φ
d
n
d
d
f
d
0
d
( )
( )
n
n
d
d
F
φ
−
=
1
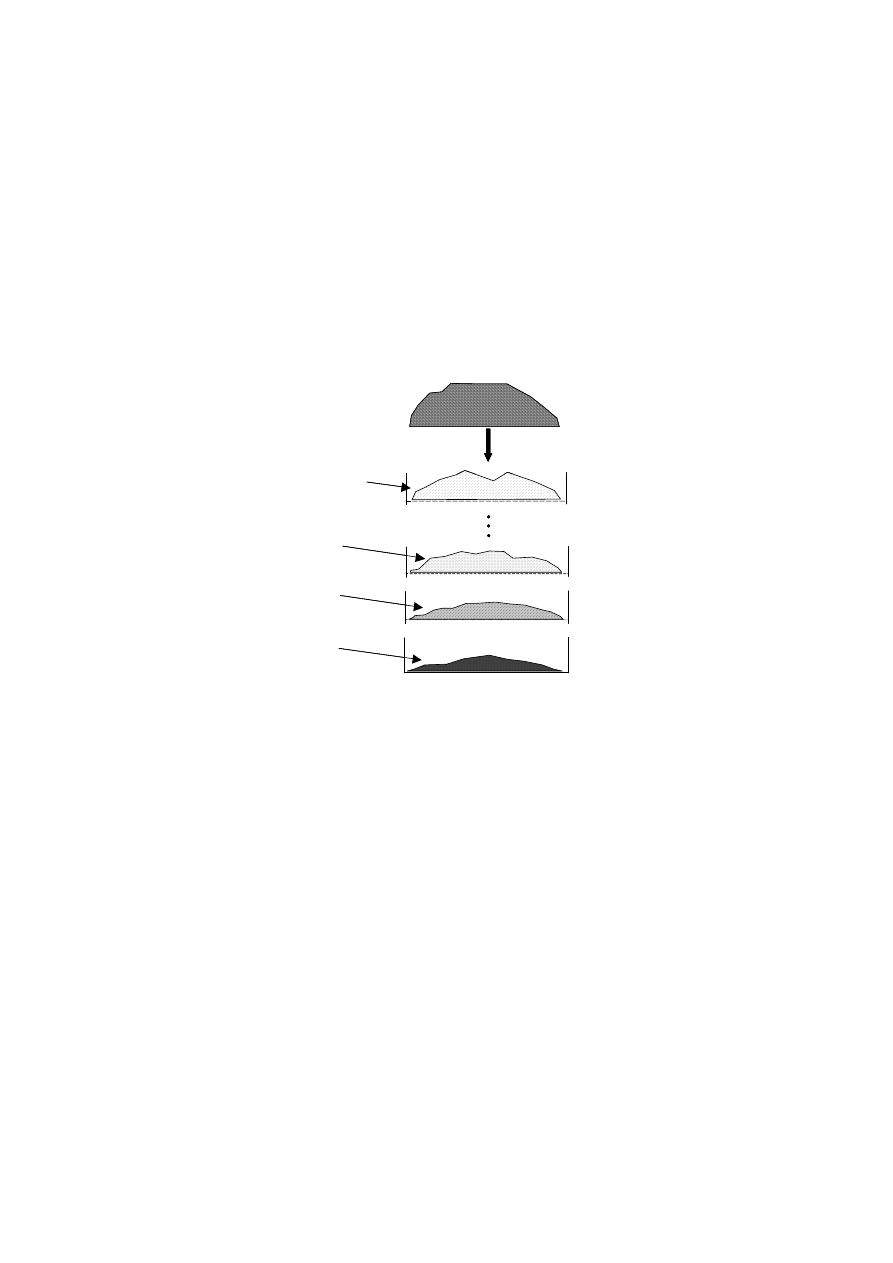
Analiza sitowa:
Jednym ze sposobów okre
ś
lenia uziarnienia materiału i wyznaczenia krzywych składu ziarnowego jest wykonanie analizy
sitowej. Wykonuje si
ę
j
ą
na sucho (materiał grubiej uziarniony) b
ą
d
ź
mokro (materiał drobny poni
ż
ej 0,045 mm). Analiz
ę
sitow
ą
wykonuje si
ę
na odpowiednio dobranym zestawie sit dzi
ę
ki którym okre
ś
la si
ę
wychody masowe a nast
ę
pnie procentowe dla
poszczególnych klas ziarnowych.
d
1
d
0
d
2
d
n
γ
1+2
γ
2+n
γ
n+max
γ
0+1
d
1
d
0
d
2
d
n
γ
1+2
γ
2+n
γ
n+max
γ
0+1
5
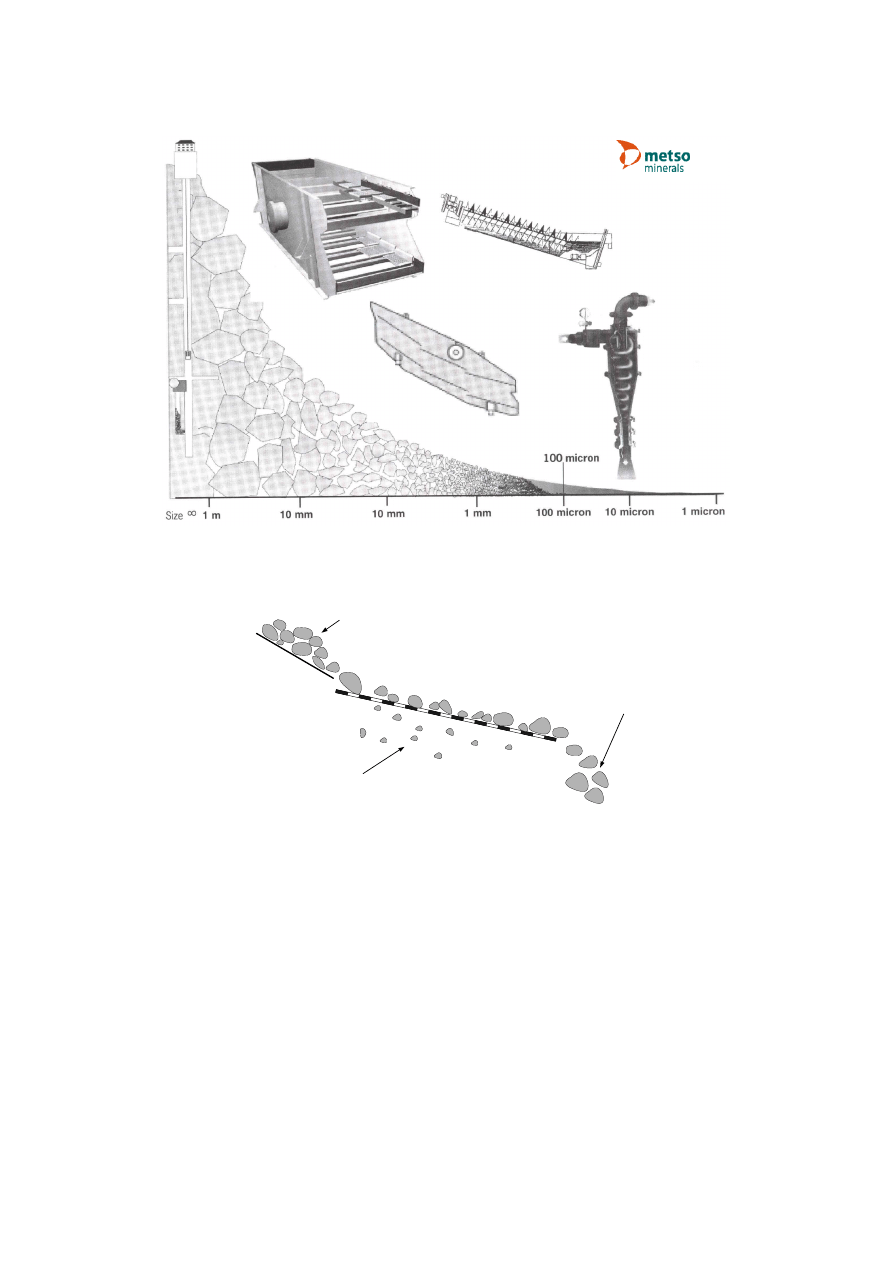
PRZESIEWANIE
Stosowane
urządzenia
klasyfikujące
w
zależności
od
uziarnienia
nadawy
Proces przesiewania (klasyfikacji mechanicznej) polega na rozdziale mieszaniny ziarn ze wzgl
ę
du na ich wielko
ś
ci przy pomocy
urz
ą
dze
ń
zwanych przesiewaczami. Przesiewacze mog
ą
by
ć
wyposa
ż
one w jedno lub wi
ę
cej sit, w przypadku jednego pokładu
uzyskujemy dwie klasy ziarnowe – produkty. Produkt górny jest to produkt pozostały na sicie za
ś
materiał o wymiarach
mniejszych od oczek sita który przez nie przeszedł produktem dolnym
Przesiewanie jest procesem rozdziału ziarn według ich wielko
ś
ci. Proces ten odbywa si
ę
na przesiewaczach.
Skuteczno
ść
przesiewania zale
ż
y od:
– czynników zwi
ą
zanych z konstrukcj
ą
i elementami przesiewacza
(kształt i układ otworów sita, materiał z którego wykonane jest
sito, współczynnika prze
ś
witu sita, wska
ź
nika podrzutu,
wymiarów pokładu sitowego – obci
ąż
enie sita, rodzaju ruchu pokładu sitowego)
– czynników zwi
ą
zanych z materiałem przesiewanym
(wilgotno
ś
ci, kształtu ziarn, udziału ziarn trudnych)
Przesiewacze podział:
– przesiewacze rusztowe
– przesiewacze rusztowe wałkowe
– przesiewacze kaskadowe
– przesiewacze wahadłowe
– z nap
ę
dem sztywnym (mimo
ś
rodowe)
– z nap
ę
dem spr
ęż
ystym (rezonansowe)
– z nap
ę
dem bezwładno
ś
ciowym (rezonansowe i bezwładno
ś
ciowe)
RUSZTA
KLASYFIKATOR
ZWOJOWY
PRZESIEWACZE
HYDROCYKLON
RUSZTA
KLASYFIKATOR
ZWOJOWY
PRZESIEWACZE
HYDROCYKLON
PO
DA
JN
IK
NADAWA
PRODUKT
GÓRNY
PRODUKT
DOLNY
6
PRZESIEWANIE - RUCH ZIARNA PO SICIE
Zało
ż
enia:
−
ziarno kuliste o masie
m
i ci
ęż
arze
G = m·g
,
−
powierzchnia sita nachylona do poziomu pod k
ą
tem
β
−
tory ruchu punktów le
żą
w płaszczy
ź
nie spadku k
ą
ta
β
prostopadłej do powierzchni sita i nachylone s
ą
do powierzchni
pod k
ą
tem
α
+
β
=
γ
Aby ziarno zostało oderwane od powierzchni sita składowa normalna siły bezwładno
ś
ci musi by
ć
wi
ę
ksza od składowej
normalnej siły ci
ęż
ko
ś
ci:
'
' G
P
>
czyli
β
γ
cos
sin
G
P
>
Sk
ą
d
β
γ
cos
sin
g
a
>
⋅
lub
1
cos
sin
>
⋅
β
γ
g
a
Maksymalna warto
ść
P’ ma miejsce dla maksymalnej warto
ś
ci a czyli a = S
o
⋅⋅⋅⋅ω
ωω
ω
2
co daje nam wska
ź
nik podrzutu u
2
:
1
cos
sin
2
2
>
⋅
⋅
=
β
γ
ω
g
S
u
o
Zakładaj
ą
c skok ziarna na jeden cykl ruchu przesiewacza powinni
ś
my utrzymywa
ć
:
30
,
3
1
2
<
<
u
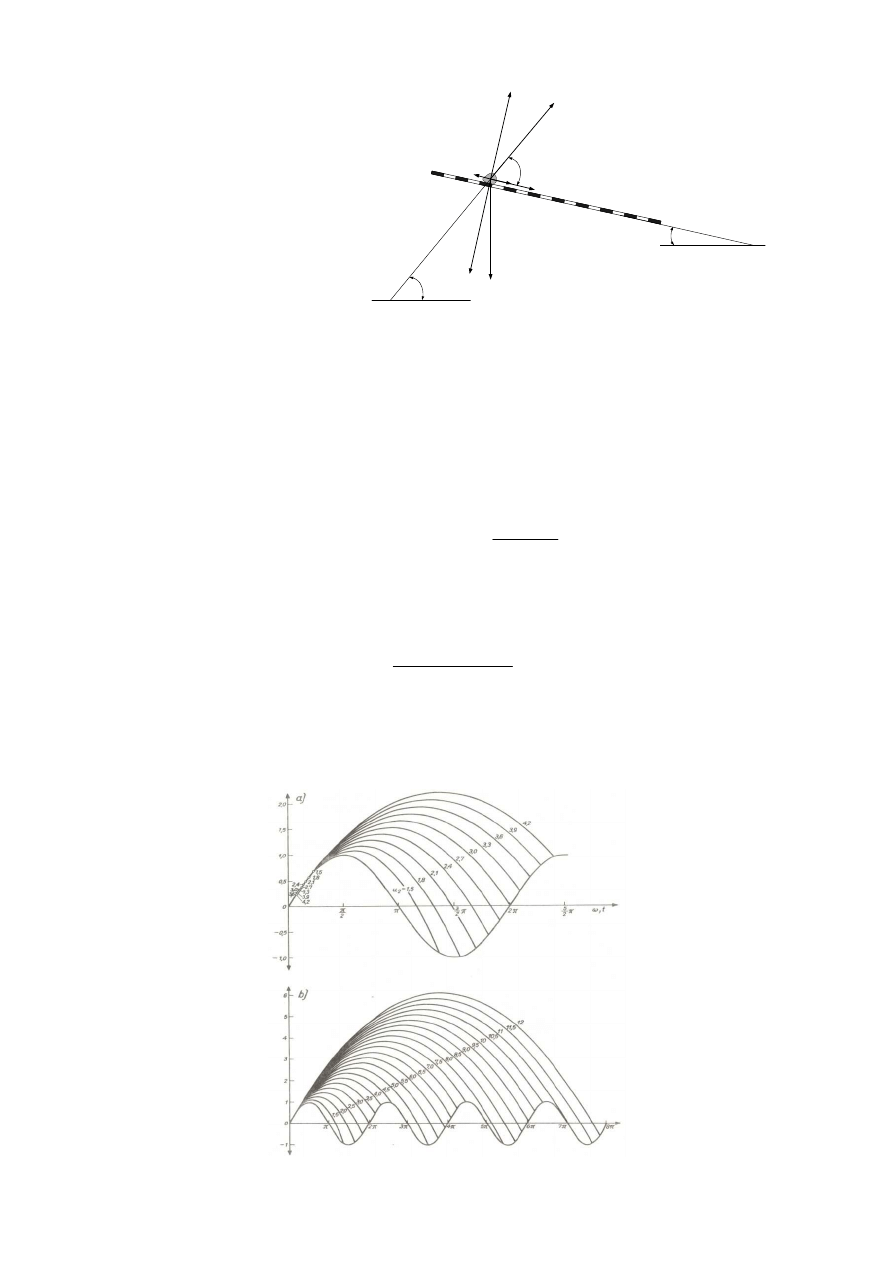
Przebieg lotu ziarna w zale
ż
no
ś
ci od warto
ś
ci wska
ź
nika podrzutu
ββββ
α+β
α+β
α+β
α+β
P
P'
P''
T
G''
G
G'
α
αα
α
7
Klasyfikacja hydrauliczna
Siła ci
ęż
ko
ś
ci:
g
G
s
⋅
⋅
=
δ
V
,
]
[N
,
Siła wyporu:
g
F
c
w
⋅
⋅
=
δ
V
,
]
[N
,
Ci
ęż
ar pozorny ziarna:
(
)
c
s
w
p
g
F
G
G
δ
δ
−
⋅
⋅
=
−
=
V
,
]
[N
,
Siła oporu dynamicznego:
2
2
d
v
F
c
o
⋅
⋅
⋅
=
δ
ψ
,
]
[N
,
gdzie:
V
–
obj
ę
to
ść
ziarna [m
3
],
δ
s
–
g
ę
sto
ść
ziarna [kg/m
3
],
δ
c
–
g
ę
sto
ść
o
ś
rodka [kg/m
3
],
g
–
przyspieszenie ziemskie [m/s
2
],
v
–
pr
ę
dko
ść
opadania ziarna [m/s],
d
–
ś
rednica ziarna o kształcie kuli [m],
ψ
–
współczynnik oporu zale
ż
ny od charakteru ruchu ziarna wzgl
ę
dem cieczy tj. od charakteryzuj
ą
cej dany ruch liczby
Reynoldsa
Liczba Reynoldsa wyra
ż
a stosunek siły bezwładno
ś
ci do siły tarcia okre
ś
lony wzorem:
η
δ
c
v
d
⋅
⋅
=
Re
gdzie
η
- współczynnik lepko
ś
ci dynamicznej [N
⋅
s/m
2
]
F
o
F
w
G
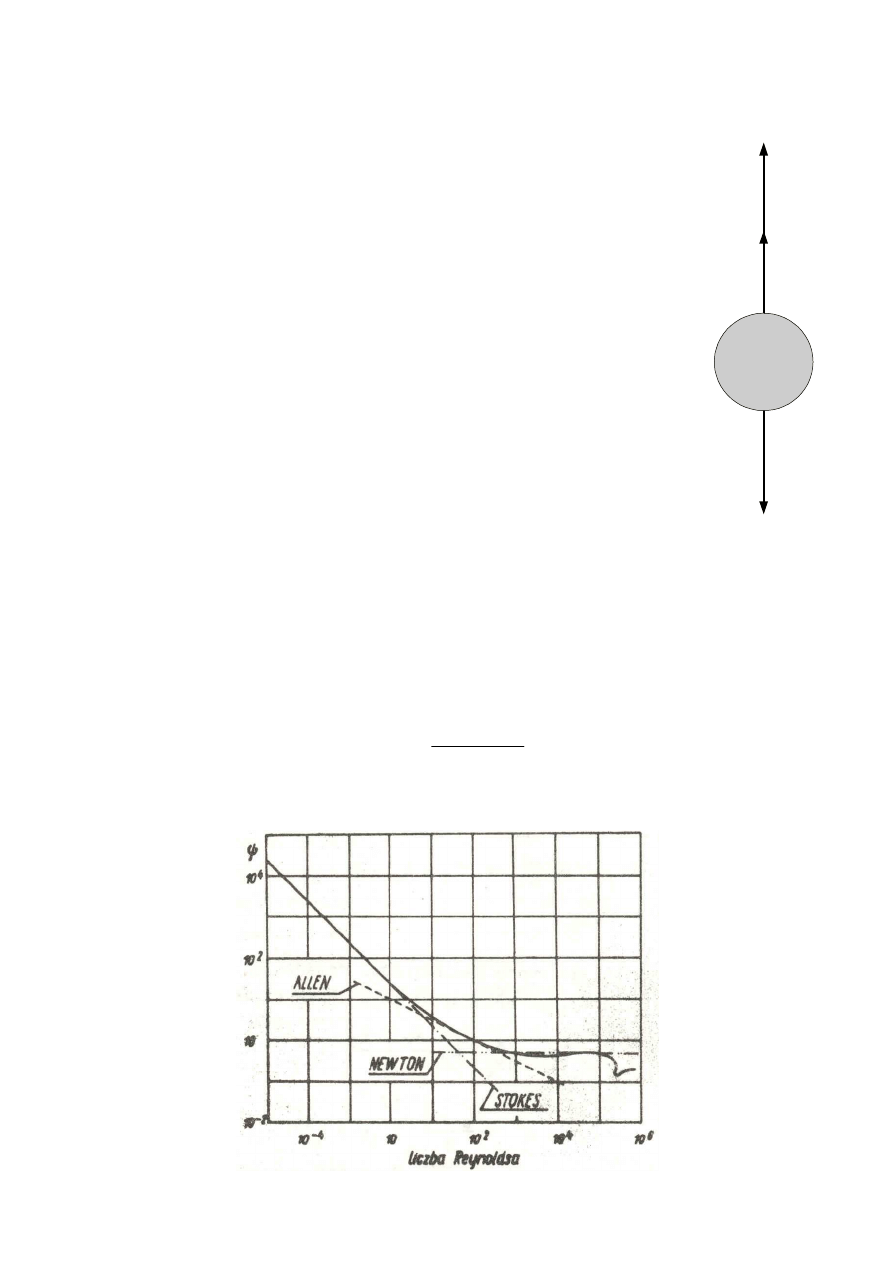
8
Ko
ń
cowa pr
ę
dko
ść
opadania
v
w danym o
ś
rodku
Stan równowagi, przy którym przyspieszenie ziarna jest równe zeru:
0
=
−
−
=
⋅
o
w
F
F
G
dt
dv
m
1)
Re < 1 dla ziarn kulistych 0,5
÷÷÷÷
100
µµµµ
m
Re
3
π
ψ
=
Stokes ruch laminarny:
s
m
d
v
c
s
,
546
,
0
2
η
δ
δ
−
⋅
⋅
=
2)
1 < Re < 1000 dla ziarn kulistych 100
÷÷÷÷
1000
µµµµ
m
Re
4
5
π
ψ
=
Allen zakres przej
ś
ciowy:
(
)
s
m
d
v
c
c
s
,
132
,
1
3
2
δ
η
δ
δ
⋅
−
⋅
⋅
=
3)
10
3
< Re < 10
5
dla ziarn kulistych > 1 mm
16
,
0
=
ψ
Rittinger ruch burzliwy:
s
m
d
v
c
c
s
,
55
,
6
⋅
−
⋅
=
δ
δ
δ
W warunkach procesów technologicznych rozdzielczych, jakim jest klasyfikacja, otrzymuje si
ę
z materiału nadawy co
najmniej dwa produkty, których wła
ś
ciwo
ś
ci s
ą
wzajemnie zró
ż
nicowane. W procesie tym zakładamy uzyskanie okre
ś
lonych
produktów o zało
ż
onych wła
ś
ciwo
ś
ciach, w tym przypadku o okre
ś
lonych klasach ziarnowych.
Jednymi z podstawowych wska
ź
ników oceny sprawno
ś
ci przesiewania (klasyfikacji) s
ą
:
od
dd
pd
a
a
E
γ
=
gdzie:
γ
pd
– wychód produktu dolnego, %
a
od
– zawarto
ść
frakcji drobnej (d - ziarno podziałowe lub wymiar oczka sita) w nadawie, %
a
dd
– zawarto
ść
frakcji drobnej w produkcie dolnym, %
oraz skuteczno
ść
ogólna ws. Hancocka
(
)
(
)
(
)
(
)
od
gd
dd
od
od
dd
gd
od
a
a
a
a
a
a
a
a
E
−
⋅
−
⋅
−
⋅
−
=
100
10000
1
gdzie:
a
od
– zawarto
ść
frakcji drobnej (d - ziarno podziałowe lub wymiar oczka sita) w nadawie, %
a
gd
– zawarto
ść
frakcji drobnej w produkcie górnym, %
a
dd
– zawarto
ść
frakcji drobnej w produkcie dolnym, %
Aktualnie rozpowszechniły si
ę
statystyczne oceny skuteczno
ś
ci, które bior
ą
pod uwag
ę
zało
ż
enie,
ż
e zarówno
wła
ś
ciwo
ś
ci materiałów naturalnych jak i przebiegów procesów technologicznych ich przetwarzania maj
ą
charakter zmiennych
losowych, które daj
ą
si
ę
opisa
ć
przy pomocy funkcji. Analiza tych funkcji pozwala na ocen
ę
procesów technologicznych i
umo
ż
liwia ich optymalizowanie.
Podstawowymi wska
ź
nikami statystycznej oceny skuteczno
ś
ci rozdziału w przeróbce surowców mineralnych s
ą
:
przeci
ę
tny rozkład g
ę
sto
ś
ci,
rozproszenie prawdopodobne,
imperfekcja.
Przeci
ę
tny rozkład g
ę
sto
ś
ci x
50
jest to warto
Rozproszenie (odchylenie) prawdopodobne (odchylenie
½ ró
ż
nicy warto
ś
ci odci
ę
tych punktów krzywej, których rz
rosn
ą
cej. W przypadku krzywej malej
ą
cej człony ró
Imperfekcj
ę
okre
ś
lamy jako iloraz odchylenia prawdopodobnego E
mo
ż
e słu
ż
y
ć
jako wska
ź
nik dokładno
ś
ci rozdziału mo
Krzywe rozdziału
τ
t
(d) = p(d)
Τ
(d) = 1 – p(d)(d –
ε
; d +
ε
)
∈
[d
górnego (wylewu) – p
G
p
D
+ p
G
= 1
(
τ
d
Prawdopodobie
ń
stwo przej
ś
cia ziarna badanej frakcji:
c
d
q
n
s
i
oi
i
ρ
=
3
τ
gdzie:q
di
– wychód masowy i tej klasy w produkcie dolnym
dolnegoa
di
– % zawarto
ść
i tej klasy w produkcie dolnym
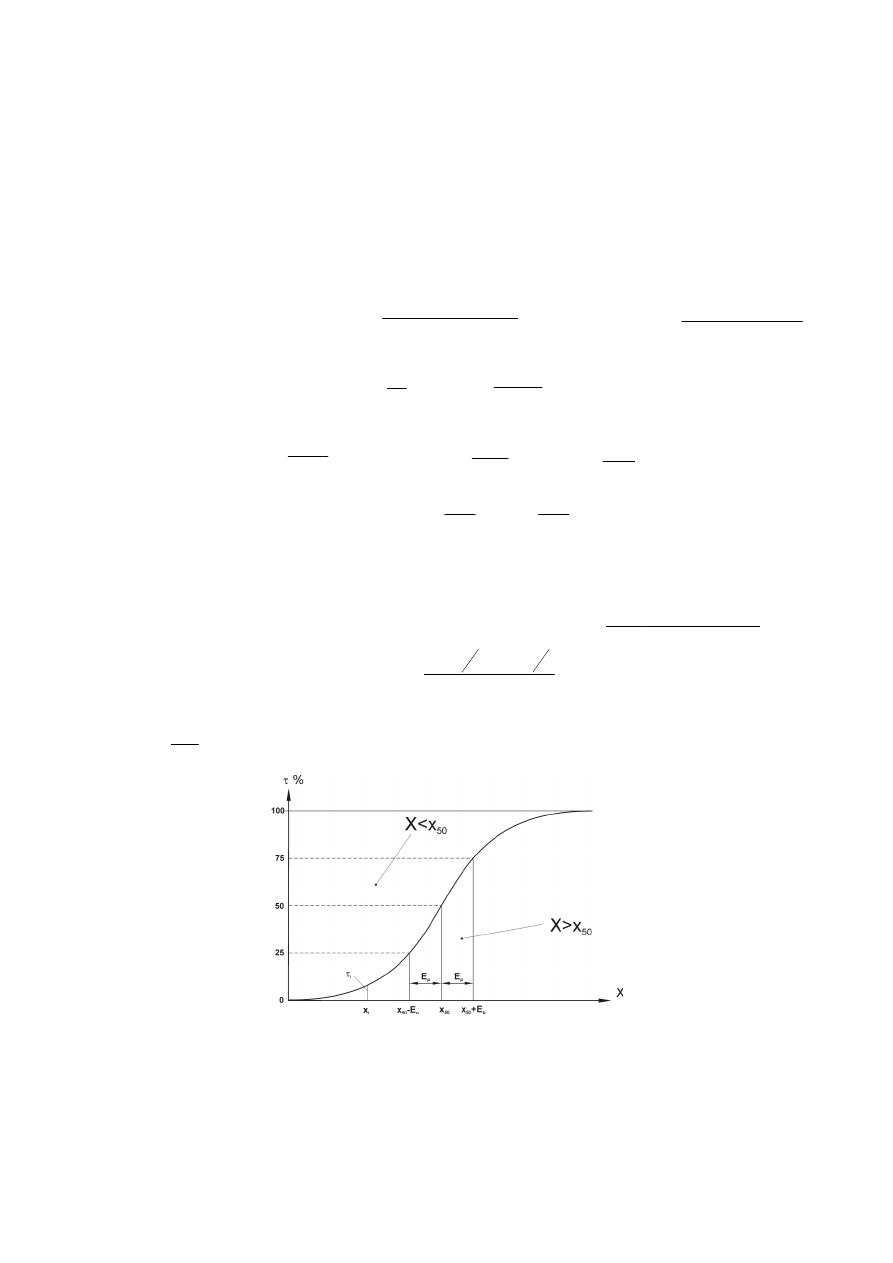
Krzywa rozdziału
Odchylenie prawdopodobne (odchylenie
ć
wiartkowe) rozkładu prawdopodobie
Imperfekcja:
50
x
E
I
p
=
rozproszenie prawdopodobne,
jest to warto
ść
odci
ę
tej punktu krzywej o rz
ę
dnej ½ (50%).
Rozproszenie (odchylenie) prawdopodobne (odchylenie
ć
wiartkowe) E
p
rozkładu prawdopodobie
tych punktów krzywej, których rz
ę
dne wynosz
ą
odpowiednio ¾ (75%) i ¼ (25%) w przypadku krzywej
ą
cej człony ró
ż
nicy ulegaj
ą
wzajemnemu przestawieniu.
lamy jako iloraz odchylenia prawdopodobnego E
p
i przeci
ę
tnego rozkładu g
ę
ś
ci rozdziału mo
ż
na jej u
ż
y
ć
do porównania urz
ą
dze
ń
wzbogacaj
[dmin; dmax]suma prawdopodobie
ń
stw produktu dolnego (przelewu)
)
(
)
ε
ε
+
ε
−
=
→
ε
2
,
lim
0
d
d
p
D
( )
=
Τ
d
cia ziarna badanej frakcji:
i
i
D
n
m
p
=
i
i
i
G
n
m
n
p
−
=
c
c
d
q
m
n
s
i
gi
i
i
ρ
=
−
3
c
d
q
m
s
i
di
i
ρ
=
3
( )
oi
di
D
oi
di
D
i
a
a
q
q
p
d
⋅
γ
=
=
=
τ
wychód masowy i tej klasy w produkcie dolnymq
oi
– wychód masowy i tej klasy w nadawie
i tej klasy w produkcie dolnyma
oi
– % zawarto
ść
i tej klasy w nadawie
Krzywa rozdziału
ττττ
(x) [%] - wyznaczenie charakterystyk rozdziału
ć
wiartkowe) rozkładu prawdopodobie
ń
stwa:
(
75
=
=
T
x
E
p
(
)
(
)
2
4
1
4
3
=
−
=
=
T
x
T
x
E
p
9
rozkładu prawdopodobie
ń
stwa okre
ś
la si
ę
jako
dpowiednio ¾ (75%) i ¼ (25%) w przypadku krzywej
tnego rozkładu g
ę
sto
ś
ci X
50
. Imperfekcja
ń
wzbogacaj
ą
cych i klasyfikuj
ą
cych.
stw produktu dolnego (przelewu) – p
D
oraz
(
)
ε
ε
+
ε
−
=
→
ε
2
,
lim
0
d
d
p
G
wychód masowy i tej klasy w nadawie
g
D
– % wychód produktu
wyznaczenie charakterystyk rozdziału
) (
)
2
%
25
%
75
=
−
T
x
10
Podział metod wzbogacania surowców mineralnych:
• wzbogacanie r
ę
czne
• wzbogacanie grawitacyjne
• wzbogacanie fizyko-chemiczne - flotacja
• wzbogacanie magnetyczne
• wzbogacanie elektrostatyczne
• wzbogacanie chemiczne
• wzbogacanie biologiczne
• wzbogacanie optyczne
Sposób wyst
ę
powania kopaliny w zło
ż
u, jej skupienie, cechy petrograficzne, cechy fizyczne, własno
ś
ci magnetyczne czy
elektryczne maj
ą
zasadniczy wpływ na rodzaj operacji przeróbczych, jakim nale
ż
y podda
ć
materiał surowy czy odpad w celu
uzyskania wysokowarto
ś
ciowego koncentratu.
Materiał surowy nale
ż
y, zatem przed wzbogacaniem podda
ć
bardzo dokładnym badaniom, w wyniku, których opracowuje si
ę
dopiero wła
ś
ciwe metody wzbogacania.
Wzbogacanie jest to, wi
ę
c operacja przeróbcza polegaj
ą
ca na wydzieleniu z materiału surowego mo
ż
liwie
czystych ziaren u
ż
ytecznych, ewentualnie zrostów minerału i mo
ż
liwie czystych ziaren odpadów.
Proces wzbogacania poprzedzony jest zazwyczaj procesami przygotowawczymi jak np.: rozdrabnianie, przesiewanie.
O wyborze konkretnej metody decyduj
ą
własno
ś
ci i podatno
ś
ci danego surowca mineralnego na wzbogacanie. Do wyznaczenia
podatno
ś
ci słu
żą
odpowiednie metody jedn
ą
z nich jest zespół krzywych wzbogacalno
ś
ci
Henry’ego
Ocena wzbogacalno
ś
ci surowców mineralnych
Znajomo
ść
wzbogacalno
ś
ci surowców mineralnych jest wa
ż
nym zagadnieniem praktycznym, gdy
ż
stanowi
wzorzec mo
ż
liwo
ś
ci wzbogacania, do którego, nale
ż
y przybli
ż
a
ć
si
ę
w warunkach przemysłowych. Ustalenie
wzbogacalno
ś
ci badanych materiałów pozwala okre
ś
li
ć
maksymalne wzbogacenie, jakie mo
ż
na osi
ą
gn
ąć
w
danych warunkach przemysłowych z surowca aktualnie przerabianego, cechuj
ą
cego si
ę
dan
ą
podatno
ś
ci
ą
na
wzbogacenie. Brak jednoznacznej definicji czy kryteriów wzbogacalno
ś
ci materiałów, gdy
ż
wyznacza si
ę
je zawsze
dla pewnych warunków. Zaproponowano kilka metod okre
ś
lania wzbogacalno
ś
ci, ka
ż
da z nich opiera si
ę
jednak na
innych kryteriach i metodyce, co w konsekwencji dostarcza charakterystycznych tylko im wzbogacalno
ś
ci.
Jednoznacznie zdefiniowane s
ą
tylko stany i kryteria braku wzbogacania oraz idealnego wzbogacania
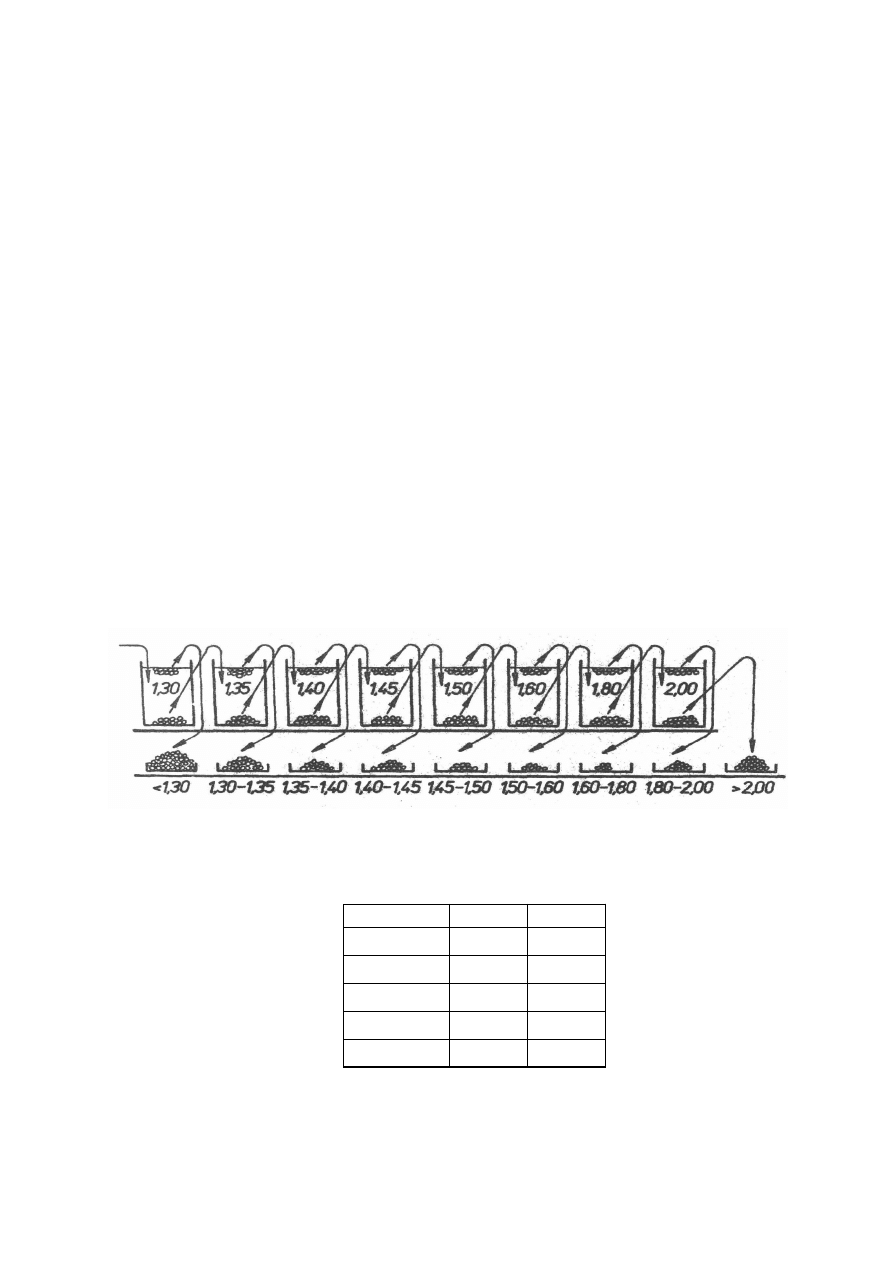
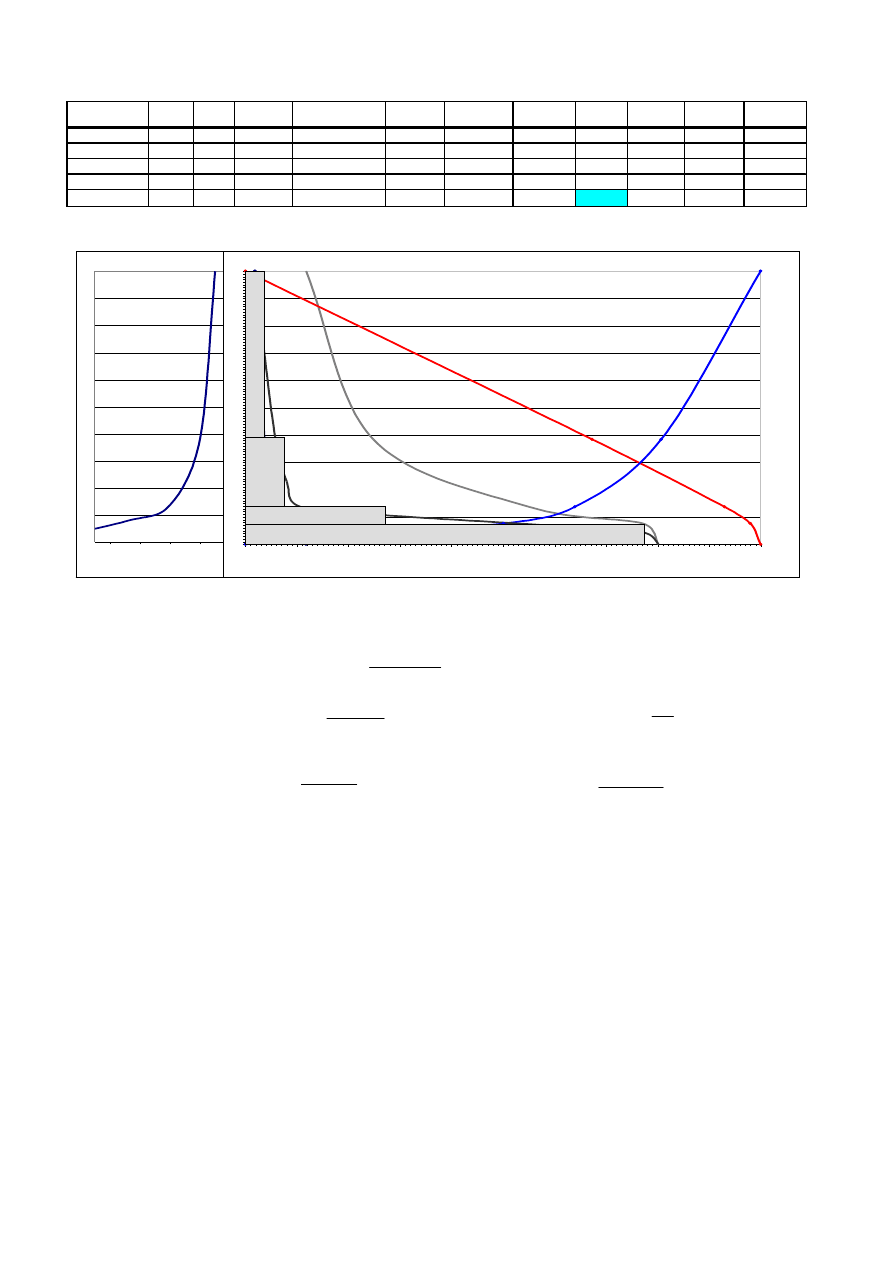
Zespół krzywych wzbogacalno
ś
ci (Henry’ego) – dla w
ę
gla
Rozdział densymetryczny w
ę
gla
Otrzymane w wyniku rozdziału densymetrycznego, frakcje ci
ęż
arowe w
ę
gla surowego, po ich dokładnym opłukaniu w
wodzie o temperaturze około 60
°
C, osuszeniu w temperaturze pokojowej (około 25
°
C) w celu usuni
ę
cia wilgoci
powierzchniowej, wa
ż
y si
ę
i ustala (oblicza si
ę
) procentowe ich wychody w stosunku do cało
ś
ci próby. Po ustaleniu wychodów
kolejnych frakcji okre
ś
la si
ę
w ka
ż
dej z nich zawarto
ść
popiołu przez spalenie próbki frakcji w piecu muflowym. Obliczone
wychody kolejnych frakcji oraz oznaczone w nich zawarto
ś
ci popiołu zestawia si
ę
w tabeli obliczeniowej.
W przypadku w
ę
gla frakcje najl
ż
ejsze s
ą
zbiorem ziaren o najni
ż
szej zawarto
ś
ci popiołu (ci
ęż
ar w
ę
gla 1,25g/cm
3
). Im ci
ęż
sza
frakcja to wzrasta zawarto
ść
popiołu, poniewa
ż
skała płonna towarzysz
ą
ca ma ci
ęż
ar 2,4 do 2,7 g/cm
3
. Po rozdzieleniu próby
na zało
ż
one frakcje i wysuszeniu wa
ż
ymy i okre
ś
lamy procentowe wychody w stosunku do całkowitej masy próbki. Po
okre
ś
leniu wychodów przygotowujemy ka
ż
d
ą
do analizy na zawarto
ść
popiołu.
frakcja
γ
λ
<1,300
61,64
3,70
1,300 - 1,500
24,66
8,00
1,500 - 1,800
6,04
27,10
>1,800
7,66
77,15
100,00
11
obliczenia
zespół krzywych wzbogacalno
ś
ci w
ę
gla -
Henry’ego
ś
rednia zawarto
ść
popiołu w w
ę
glu surowym:
100
1
∑
⋅
=
n
n
n
λ
γ
α
uzysk cz
ęś
ci palnych w koncentracie:
∑
⋅
−
−
=
n
n
n
n
1
100
100
γ
α
ϑ
ε
, uzysk popiołu w odpadach:
−
⋅
=
′
∑
n
n
n
n
1
100
γ
α
β
ε
zawarto
ść
popiołu w koncentracie:
∑
∑
⋅
=
n
n
n
n
n
n
1
1
γ
λ
γ
ϑ
, zawarto
ść
popiołu w odpadach:
∑
∑
∑
∑
∑
∑
∑
∑
−−−−
⋅⋅⋅⋅
====
n
n
n
n
n
n
1
1
100
γ
λ
γ
β
frakcja
γ
λ
suma
γ
100 −
suma
γ
γ∗λ
suma
γ∗λ
suma
γ∗λ
ν
β
ε
ε∗
<1,300
61,64
3,70
0
100,0
228,07
-
1180,00
1,85
11,80
0,00
100,00
1,300 - 1,500
24,66
8,00
61,64
38,4
197,28
228,07
951,93
3,70
24,82
67,30
80,67
1,500 - 1,800
6,04 27,10
86,30
13,7
163,68
425,35
754,65
4,93
55,08
93,02
63,95
>1,800
7,66 77,15
92,34
7,7
590,97
589,03
590,97
6,38
77,15
98,02
50,08
100,00
100,00
0
1180,00
-
11,80
80,18
100,00
0,00
0
1 0
2 0
3 0
4 0
5 0
6 0
7 0
8 0
9 0
1 0 0
1 100
1 300
150 0
17 00
1 900
δ
[
k g /m
3
]
δ
0
10
20
30
40
50
60
70
80
90
1 0 0
0
1 0
20
3 0
40
50
6 0
70
80
9 0
1 0 0
ε
'
ε
γ [% ]
β
λ
λ [% ]
υ
α =11,8
α =11,8
α =11,8
α =11,8

12
WZBOGACANIE GRAWITACYJNE
METODY WZBOGACANIA GRAWITACYJNEGO opieraj
ą
si
ę
na ró
ż
nicy ci
ęż
arów wła
ś
ciwych kopaliny u
ż
ytecznej i
zanieczyszczj
ą
cej j
ą
skały płonnej, w przypadku odpadów w ró
ż
nicy ci
ęż
arów wła
ś
ciwych poszczególnych składników
wchodz
ą
cych w skład danego odpadu. Wzbogacanie mechaniczne mo
ż
e by
ć
prowadzone w o
ś
rodku wodnym, powietrznym lub
w cieczach ci
ęż
kich.
CIECZE CI
ĘŻ
KIE
– ciecze, których ci
ęż
ar wła
ś
ciwy jest wy
ż
szy od ci
ęż
aru wła
ś
ciwego wody.
Rozró
ż
niamy ciecze ci
ęż
kie:
−
wła
ś
ciwe do których zaliczamy wodne roztwory chlorku cynku (ZnCl
2
) lub chlorku wapnia (CaCl
2
) oraz płynne roztwory
zwi
ą
zków chemicznych takich jak bromoform (CHBr
3
– 2,98 g/cm
3
), czterochlorek w
ę
gla (CCl
4
– 1,58 g/cm
3
), itp.,
których ci
ęż
ar wła
ś
ciwy obni
ż
a si
ę
poprzez dodatek takich rozpuszczalników (o niskim ci
ęż
arze wła
ś
ciwym) jak
spirytus, eter, benzyna, benzen, ksylen. Cieczy ci
ęż
kich wła
ś
ciwych u
ż
ywa si
ę
wył
ą
cznie do bada
ń
laboratoryjnych ze
wzgl
ę
du na ich wysok
ą
cen
ę
, du
żą
lepko
ść
, straty w warunkach przemysłowych a tak
ż
e na ich własno
ś
ci truj
ą
ce i
koroduj
ą
ce.
−
ciecze zawiesinowe, które s
ą
podstaw
ą
procesów przemysłowych – jest to mieszanina wody i miałko zmielonego
minerału ci
ęż
kiego nierozpuszczalnego w wodzie, lecz tworz
ą
cego w niej zawiesin
ę
. Minerał ten to obci
ąż
nik o
ziarnach 0,1 do 0,3 mm. Obci
ąż
nikiem mog
ą
by
ć
takie minerały jak: piasek kwarcowy, baryt, magnetyt itp.
G
ę
sto
ść
cieczy ci
ęż
kiej zawiesinowej:
(
)
1
100
1
−
δ
+
=
δ
z
cc
V
gdzie:
V –
obj
ę
to
ść
ciała stałego w stosunku do całkowitej
obj
ę
to
ś
ci cieczy zawiesinowej, %
z – g
ę
sto
ść
ciała stałego (obci
ąż
nika), g/cm3
Obci
ąż
niki:
piasek kwarcowy
– 2,6 g/cm3baryt
– 4,3-4,6 g/cm3magnetyt
– 4,9-5,3 g/cm3
ż
elazo krzem
– 6,5-6,8 g/cm3galena
– 7,6 g/cm3piryt
– 5,2 g/cm3
WZBOGACANIE FLOTACYJNE
Flotacja jest jedn
ą
z metod wzbogacania stosowan
ą
do rozdziału bardzo drobnych ziaren mineralnych. Metody flotacyjne oparte
s
ą
na wykorzystaniu ró
ż
nic we własno
ś
ciach fizykochemicznych powierzchni surowców mineralnych (minerałów). Własno
ś
ci
fizykochemiczne powierzchni surowców mineralnych i skały płonnej jest to zespół zjawisk chemicznych i fizycznych
zachodz
ą
cych na ich powierzchni i wynikaj
ą
cych ze stanu energetycznego tej powierzchni oraz zwi
ą
zanych z adsorpcj
ą
(chemiczn
ą
i fizyczn
ą
) ró
ż
nych substancji, zjawiskami zachodz
ą
cymi na granicy trzech faz: powierzchnia minerału - woda -
powietrze. Fizycznie mierzalnym efektem tych zjawisk jest zwil
ż
alno
ść
powierzchni mineralnej jest ona mierzona tzw. k
ą
tem
zwil
ż
ania
Θ
. Powierzchnia mineralna mo
ż
e by
ć
zwil
ż
alna (hydrofilna), i wówczas
Θ
= 0 lub niezwil
ż
alna wod
ą
(hydrofobowa),
gdy
Θ
>0. Do surowców mineralnych charakteryzuj
ą
cych si
ę
wysok
ą
naturaln
ą
hydrofobowo
ś
ci
ą
(
Θ
>> 0) nale
ż
y zaliczy
ć
siark
ę
rodzim
ą
, grafit, molibdenit.
Proces flotacji przebiega w zawiesinie wodnej drobno zmielonego surowca mineralnego i polega na selektywnym przyczepianiu
si
ę
rozpraszanych w tej zawiesinie p
ę
cherzyków powietrza do wybranych ziarn mineralnych. Tak powstały agregat - p
ę
cherzyk
powietrza i ziarno - jest l
ż
ejszy od wody i wypływa na powierzchni
ę
zawiesiny tworz
ą
c na jej powierzchni pian
ę
i mo
ż
e zosta
ć
zebrany jako produkt pianowy. Flotacja jest stosowana powszechnie do wzbogacania wszelkich surowców mineralnych, w
szczególno
ś
ci gdy do wzbogacenia konieczne jest rozdrobienie nadawy do ziaren o wielko
ś
ci mniejszej od około 0.3-0.1mm z
uwagi na optymalny stopie
ń
uwolnienia minerału u
ż
ytecznego. W przypadku wzbogacania w
ę
gla z uwagi na niski ci
ęż
ar
wła
ś
ciwy tego surowca uziarnienie ziaren w
ę
gli kamiennych mo
ż
e by
ć
grubsze nawet powy
ż
ej 1mm.
W celu zmiany własno
ś
ci powierzchniowe minerałów stosuje si
ę
odpowiednio dobrane substancje chemiczne tj. odczynniki
flotacyjne. Odczynniki te wprowadzanie do zawiesiny adsorbuj
ą
c si
ę
na powierzchni minerału którego powierzchnia była
hydrofilna (zwil
ż
aln
ą
przez wod
ę
) modyfikuj
ę
j
ą
czyni
ą
c j
ą
hydrofobow
ą
(niezwil
ż
aln
ą
) umo
ż
liwiaj
ą
c przyczepienie si
ę
do niej
p
ę
cherzyka powietrza.
Operacji flotacji dokonuje si
ę
w urz
ą
dzeniach zwanych flotownikami lub cz
ę
sto maszynami flotacyjnymi.
Maszyna flotacyjna zbudowana jest z komory (zbiornika), do której wprowadza si
ę
zawiesin
ę
i wirnika lub aeratora
zanurzonych w zawiesinie. Czynnikiem roboczym we flotacji s
ą
p
ę
cherzyki powietrza wprowadzanego do
wypełniaj
ą
cej komor
ę
flotacyjn
ą
wodnej zawiesiny drobno zmielonej rudy. Powietrze jest wprowadzane ponad
dnem komory i dyspergowane (rozpraszane) na drobne p
ę
cherzyki, które unosz
ą
c si
ę
do góry, zderzaj
ą
si
ę
na
swej drodze z ziarnami mineralnymi. Ziarna, które zdołały przyczepi
ć
si
ę
do p
ę
cherzyków (mog
ą
to by
ć
tylko ziarna
hydrofobowe), tworz
ą
z p
ę
cherzykiem agregat l
ż
ejszy od wody i wypływaj
ą
wraz z nimi na powierzchni
ę
.
Gromadz
ą
ce si
ę
na powierzchni zawiesiny p
ę
cherzyki wraz z cz
ą
stkami mineralnymi przyczepionymi do nich,
tworz
ą
tzw. pian
ę
flotacyjn
ą
, która zwykle w sposób mechaniczny jest zgarniana do rynien (lub koryt)
odprowadzaj
ą
cych j
ą
do dalszej przeróbki. W celu utrzymania ziaren w stanie rozproszonym w zawiesinie i
dyspergowania doprowadzanego do niej powietrza, miesza si
ę
j
ą
b
ą
d
ź
mechanicznie specjalnej konstrukcji
mieszadłem wirnikowym (wirnik maszyny flotacyjnej), b
ą
d
ź
samym przepływem powietrza. Powietrze jest
13
wprowadzane do zawiesiny pod ci
ś
nieniem b
ą
d
ź
zasysane przez odpowiedniej konstrukcji wirnik tzw.
samozasysaj
ą
cy. Dyspergowania zassanego powietrza dokonuje obracaj
ą
cy si
ę
wirnik (maszyny agitacyjne-
mechaniczne), natomiast gdy powietrze wprowadzane jest pod ci
ś
nieniem, to mo
ż
e by
ć
dyspergowane b
ą
d
ź
przepływaj
ą
c przez porowat
ą
przegrod
ę
tzw. aeratora (maszyny pneumatyczne) b
ą
d
ź
mechanicznie wskutek
ruchu wirnika (maszyny mechaniczno-pneumatyczne).
W celu przeprowadzenia skutecznego rozdziału ró
ż
nych minerałów metod
ą
flotacji konieczne jest
stworzenie odpowiednich warunków fizykochemicznych procesu. Dokonuje si
ę
tego przez zastosowanie
specjalnych odczynników chemicznych gwarantuj
ą
cych prawidłowy jego przebieg zatem zapewniaj
ą
cych wysokie
uzyski składnika u
ż
ytecznego w koncentracie i wysok
ą
jako
ść
koncentratu flotacyjnego. Substancje te nazwano
odczynnikami flotacyjnymi i dzieli si
ę
na trzy grupy:
Odczynniki zbieraj
ą
ce (zbieracze, kolektory), w
ś
ród których wyró
ż
niamy zbieracze jonowe (anionowe,
kationowe, amfoteryczne) i niejonowe (apolarne). Odczynniki te po wprowadzeniu do zawiesiny flotacyjnej
adsorbuj
ą
si
ę
wybiórczo (selektywnie) na powierzchni ziarn tylko wybranych minerałów, hydrofobizuj
ą
c ich
powierzchni
ę
i w efekcie umo
ż
liwiaj
ą
ich skuteczne wyniesienie do piany (wyflotowanie). Wybór rodzaju i typu
odczynnika zale
ż
y od rodzaju i charakteru chemicznego powierzchni minerału. W zale
ż
no
ś
ci od warunków
fizykochemicznych i rodzaju odczynnika zbieracze mog
ą
adsorbowa
ć
si
ę
na minerale drog
ą
adsorpcji fizycznej lub
chemicznej.
Odczynniki pianotwórcze inaczej spieniacze s
ą
to zwi
ą
zki organiczne, które adsorbuj
ą
si
ę
na granicy
rozdziału ciecz-gaz, na ogól obni
ż
aj
ą
napi
ę
cie powierzchniowe na granicy faz woda-powietrze i umo
ż
liwiaj
ą
tworzenie si
ę
odpowiednio trwałej i obfitej piany. Z pian
ą
wynoszone s
ą
flotuj
ą
ce minerały i mog
ą
by
ć
zgarniane z
powierzchni zawiesiny jako produkt (koncentrat) pianowy.
Odczynniki modyfikuj
ą
ce (odczynniki reguluj
ą
ce, modyfikatory) stanowi
ą
obszern
ą
grup
ę
odczynników
przewa
ż
nie nieorganicznych, które najogólniej rzecz bior
ą
c, maj
ą
za zadanie regulacj
ę
działania zbieraczy w
kierunku polepszenia skuteczno
ś
ci i selektywno
ś
ci flotacji. Wyró
ż
niamy tu np. aktywatory, depresory i regulatory
pH.
Układ flotacyjny jest układem bardzo zło
ż
onym i wyniki wzbogacania flotacyjnego zale
żą
od bardzo wielu
czynników. Czynniki te mo
ż
na sprowadzi
ć
do czterech grup zwi
ą
zanych z:
własno
ś
ciami chemicznymi i fizycznymi powierzchni mineralnej, składem i własno
ś
ciami mineralogicznymi i
petrograficznymi kopaliny,
charakterystyk
ą
zawiesiny flotacyjnej: pH
ś
rodowiska, składem jonowym, zag
ę
szczeniem cz
ęś
ci stałych,
temperatur
ą
, składem granulometrycznym,
charakterem dodawanych do zawiesiny odczynników flotacyjnych (rodzaj, ilo
ść
, sposób i kolejno
ść
ich
dozowania, czas kontaktu),
charakterystyk
ą
pracy flotowników (maszyn flotacyjnych): wydajno
ść
, intensywno
ść
mieszania i
napowietrzania zawiesiny flotacyjnej, poziom zawiesiny w komorze, sposób odbierania piany, czas flotacji.
Flotacja to separacja typu ciało stałe a ciecz lub ciecz-ciecz. W przeciwie
ń
stwie do procesu sedymentacji jest ona stosowana do
usuwania cz
ą
steczek zanieczyszcze
ń
o g
ę
sto
ś
ci ni
ż
szej od tej jak
ą
ma ciecz, w której si
ę
one znajduj
ą
.
Istniej
ą
trzy typy flotacji:
naturalna
,
wspomagana i wymuszona
.
Naturalna flotacja
Flotacja wspomagana
Flotacja wymuszona
Zachodzi je
ś
li ró
ż
nica w g
ę
sto
ś
ci
jest naturalnie wystarczaj
ą
ca do
zaj
ś
cia procesu separacji.
Zachodzi kiedy zastosowane s
ą
zewn
ę
trzne czynniki w celu
promowania separacji
cz
ą
steczek, które naturalnie
unosz
ą
si
ę
na powierzchni.
Zachodzi kiedy g
ę
sto
ść
cz
ą
steczek jest
sztucznie zmniejszana aby pozwoli
ć
cz
ą
steczkom na unoszenie si
ę
na powierzchni.
Opiera si
ę
to na zdolno
ś
ci cz
ą
steczek danego
ciała stałego lub cieczy do ł
ą
czenia si
ę
z
p
ę
cherzykami gazu (zwykle powietrza) w celu
wytworzenia poł
ą
czenia cz
ą
steczka-gaz o
g
ę
sto
ś
ci mniejszej ni
ż
ciecz.
Flotacja z powietrzem rozpuszczonym:
DAF
(Dissolved Air Flotation)
jest procesem flotacji wymuszonej z u
ż
yciem bardzo
drobnych p
ę
cherzyków powietrza lub tzw. « mikrop
ę
cherzyków» o wielko
ś
ci
ś
rednicy od 40 do 70
µ
m.
Mechaniczna flotacja
jest to termin u
ż
ywany w przemy
ś
le do okre
ś
lenia zastosowania rozproszonego powietrza w celu
wytworzenia p
ę
cherzyków o wielko
ś
ci
ś
rednicy 0.2 do 2 mm.
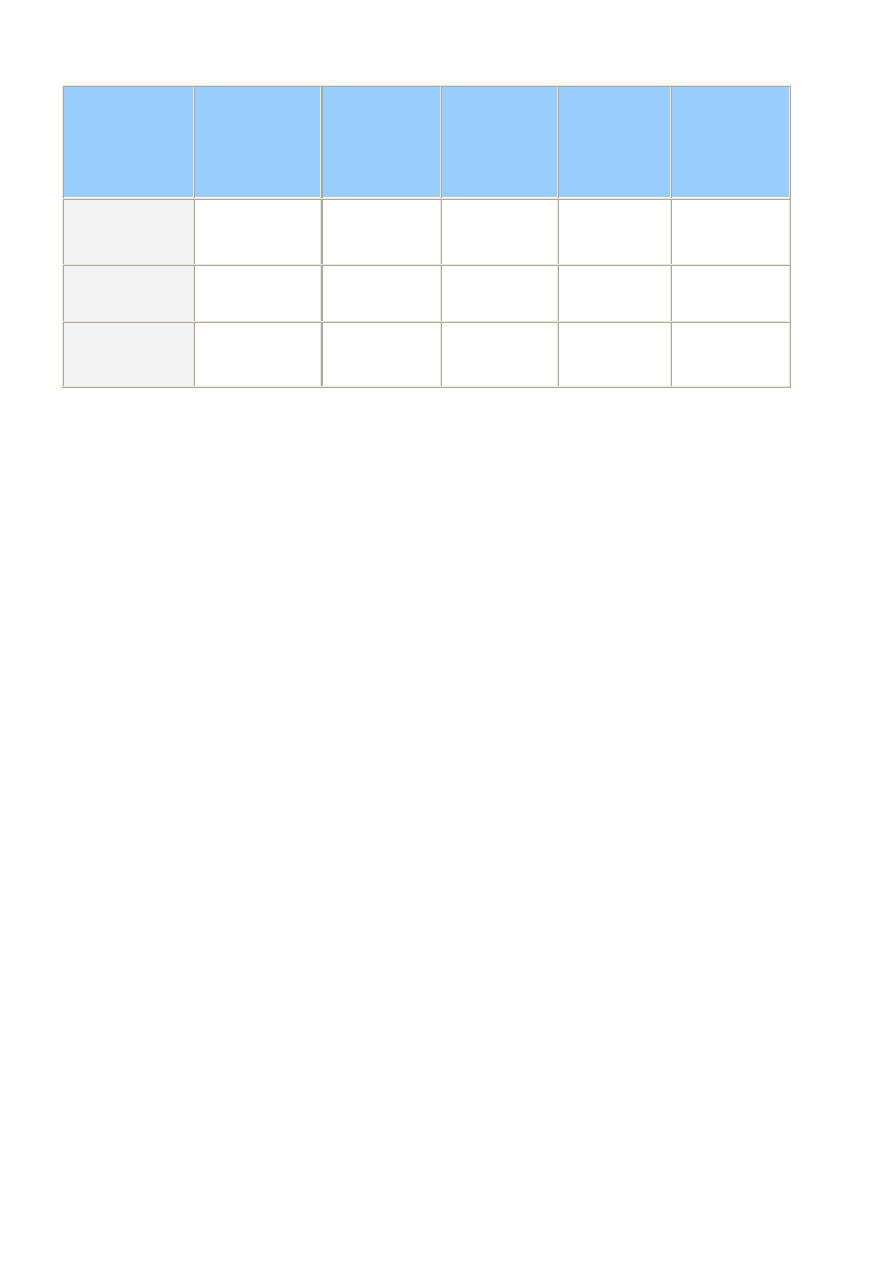
Warunki
zastosowania ró
ż
nych procesów flotacji w oczyszczaniu
ś
cieków
s
ą
podsumowane w poni
ż
szej tabeli:
14
Typ flotacji
Zastosowany
przepływ powietrza
[Nl.m
-3
wody]
Wielko
ść
p
ę
cherzyków
Nakład mocy na
oczyszczany 1
m
3
[Wh.m
-3
]
Teoretyczny
czas retencji
[min]
Hydraulic surface
loading [mgodz
-1
]
Wspomagana
(usuwanie tłuszczu)
100-400
2-5 mm
5-10
5-15
10-30
Mechaniczna
(flotacja piany)
10.000
0.2-2 mm
60-120
4-16
Flotacja
z
rozpuszczonym
powietrzem
(klarowanie)
15-50
40-70
µ
m
40-80
20-40 (bez
flokulacji)
3-10
15
WZBOGACANIE MAGNETYCZNE
W procesie wzbogacania magnetycznego wykorzystuje si
ę
ró
ż
nice w zachowaniu si
ę
substancji w polu
magnetycznym. Zachowanie to okre
ś
la tzw. podatno
ść
magnetyczna obj
ę
to
ś
ciowa (okre
ś
lana zwykle symbolem
χ
), która jest
bezwymiarowa. Ciała, które s
ą
wypychane z pola magnetycznego nazywane diamagnetykami i maj
ą
ujemne warto
ś
ci
χ
.
Substancje paramagnetyczne charakteryzuj
ą
si
ę
dodatnimi warto
ś
ciami
χ
, i s
ą
wci
ą
gane w pole magnetyczne w kierunku
zag
ę
szczaj
ą
cych si
ę
linii sił pola magnetycznego. Silnie magnetyczne substancje, zwane ferromagnetykami, maj
ą
nie tylko
wysokie warto
ś
ci
χ
, ale warto
ś
ci
χ
, zale
żą
od stosowanego pola magnetycznego. Do silnie magnetycznych nale
ż
y
ż
elazo.
Wielko
ś
ci makroskopowe charakteryzuj
ą
ce stan magnetyczny
1. Wzgl
ę
dna przenikalno
ść
magnetyczna
µ
r
(stosunek indukcji magnetycznej B w magnetyku do indukcji magnetycznej B
o
w
pró
ż
ni):
o
r
B
B
====
µ
2. Podatno
ść
magnetyczna:
1
−−−−
====
r
µ
χ
Indukcja magnetyczna w magnetyku jest równa:
H
B
B
o
o
r
r
r
χ
µ
++++
====
Wielko
ść
M
H
r
r
====
χ
nosi nazw
ę
magnetyzacji lub namagnesowania i jest liczbowo równa momentowi magnetycznemu
jednostki obj
ę
to
ś
ci.
Rozró
ż
nia si
ę
trzy typy magnetyków w zale
ż
no
ś
ci od wielko
ś
ci i znaku podatno
ś
ci magnetycznej:
Diamagnetyki
0
<<<<
χ
Paramagnetyki
0
>>>>
χ
Ferromagnetyki
0
>>>>
χ
oraz
(((( ))))
H
f
====
χ
Na cz
ą
stk
ę
umieszczon
ą
w polu magnetycznym działa siła magnetyczna F
mag
, której warto
ść
w kierunku osi X opisana
jest równaniem:
F
mag
=
ρ
χ
µ
m
o
HdH/dx
gdzie:
χ
-
podatno
ść
magnetyczna obj
ę
to
ś
ciowa (bezwymiarowa)
H - nat
ęż
enie pola magnetycznego (A/m)
dH/dx zmienno
ść
pola po odległo
ś
ci
µ
o
-
przenikalno
ść
magnetyczna pró
ż
ni, 4
Π
10
-7
Vs/Am
m -
masa ziarna
Podatno
ść
magnetyczna wybranych minerałów
χ
w
= χ/ρ
Minerał
Skład chemiczny
χχχχ
(cm
3
/g)
kwarc
SiO
2
-6,2*10
-6
kalcyt
CaCO
3
-4,8*10
-6
sfaleryt
ZnS
-3,27*10
-6
piryt
FeS
2
3,77*10
-6
hematyt
Fe
2
O
3
258,74*10
-6
getyt
FeOOH
326,56*10
-6
syderyt
FeCO
3
1230,88*10
-6
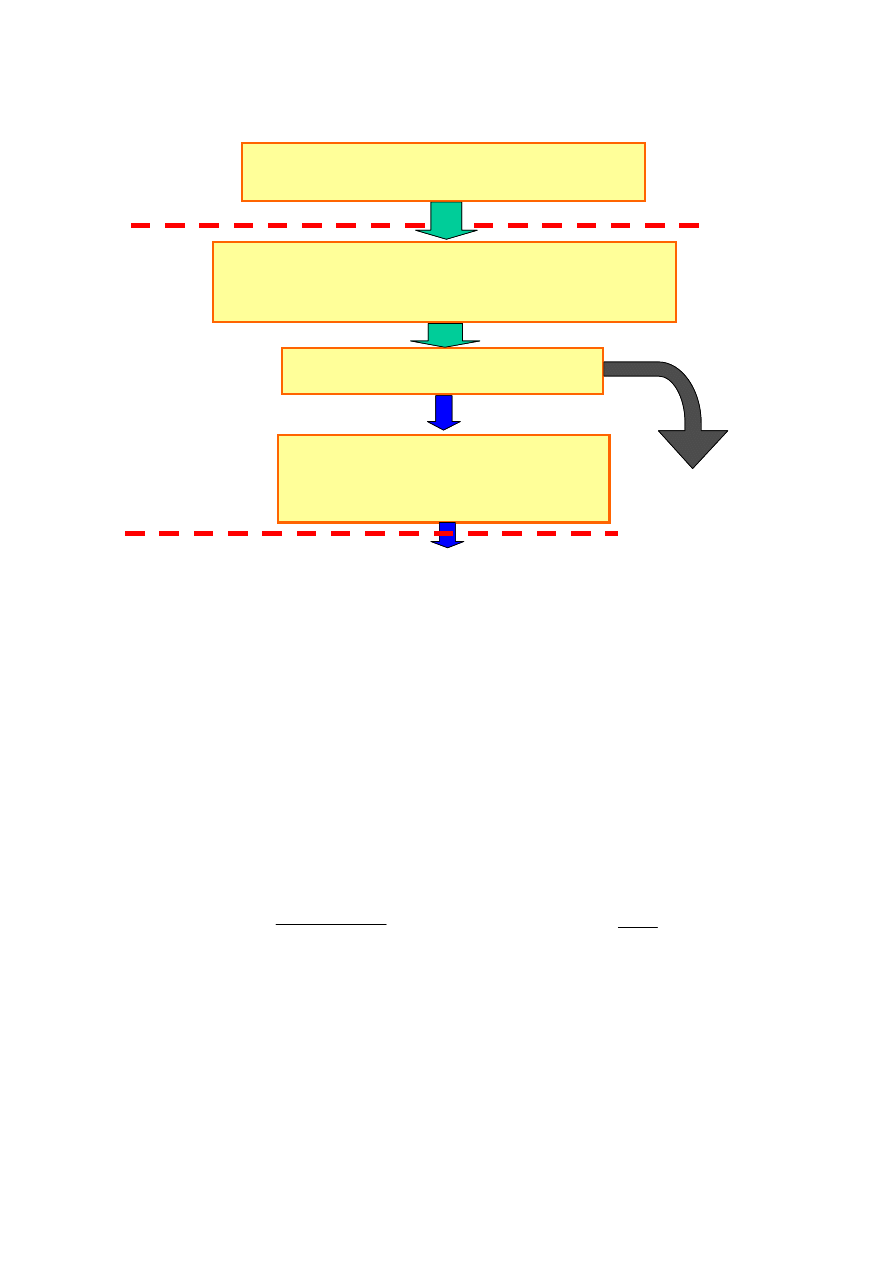
16
P
P
R
R
O
O
C
C
E
E
S
S
Y
Y
O
O
D
D
W
W
A
A
D
D
N
N
I
I
A
A
N
N
I
I
A
A
SITO ŁUKOWE
O
D
W
A
D
N
IA
N
IE
ZAG
Ę
SZCZANIE
PROCESY WZBOGACANIA
SUROWCÓW
FILTRACJA
CI
Ś
NIENIOWA
KONCENTRATU
SUSZENIE
PRODUKT HANDLOWY
O
D
W
A
D
N
IA
N
IE
ZAG
Ę
SZCZANIE
PROCESY WZBOGACANIA
SUROWCÓW
FILTRACJA
CI
Ś
NIENIOWA
KONCENTRATU
SUSZENIE
PRODUKT HANDLOWY
17
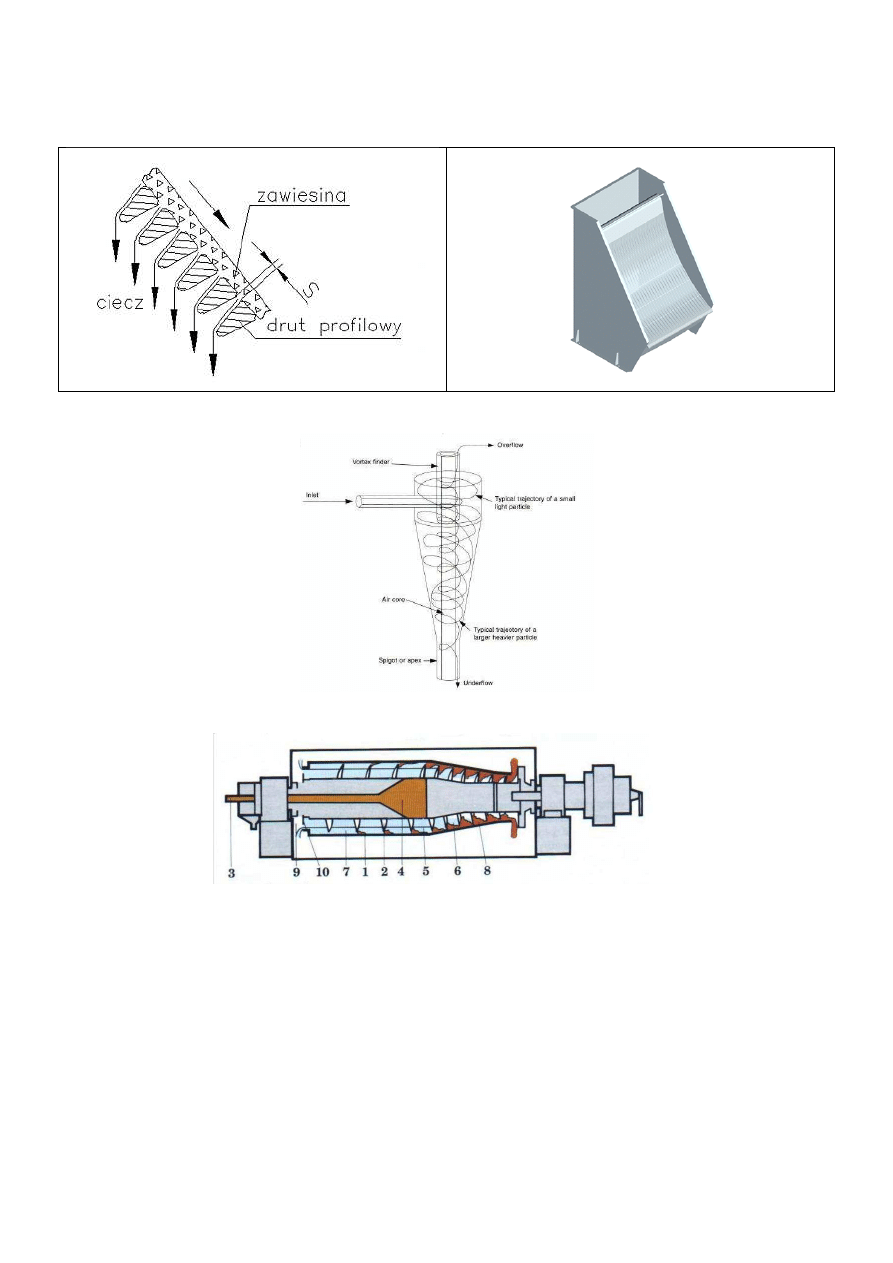
Sito łukowe znajduje zastosowanie w procesach: filtracji, odwadniania, odmulania, separacji itp.
Wydajno
ść
jednego sita łukowego zale
ż
y od prze
ś
witu i typu drutu profilowego (np. dla
szczeliny S=1mm, wydajno
ść
wynosi pomi
ę
dzy 75-110 m
3
/h*m
2
).
Hydrocyklon
Wirówka
1. Cylinder
2.
Ś
ruba z
ę
bata
3. Materiał wprowadzany
4. Dystrybutor
5. Przestrze
ń
w cylindrze
6. Osadzony materiał
7. Poziom cieczy
8. Strefa schni
ę
cia
9. Oczyszczona ciecz
10. Progi do dostosowania
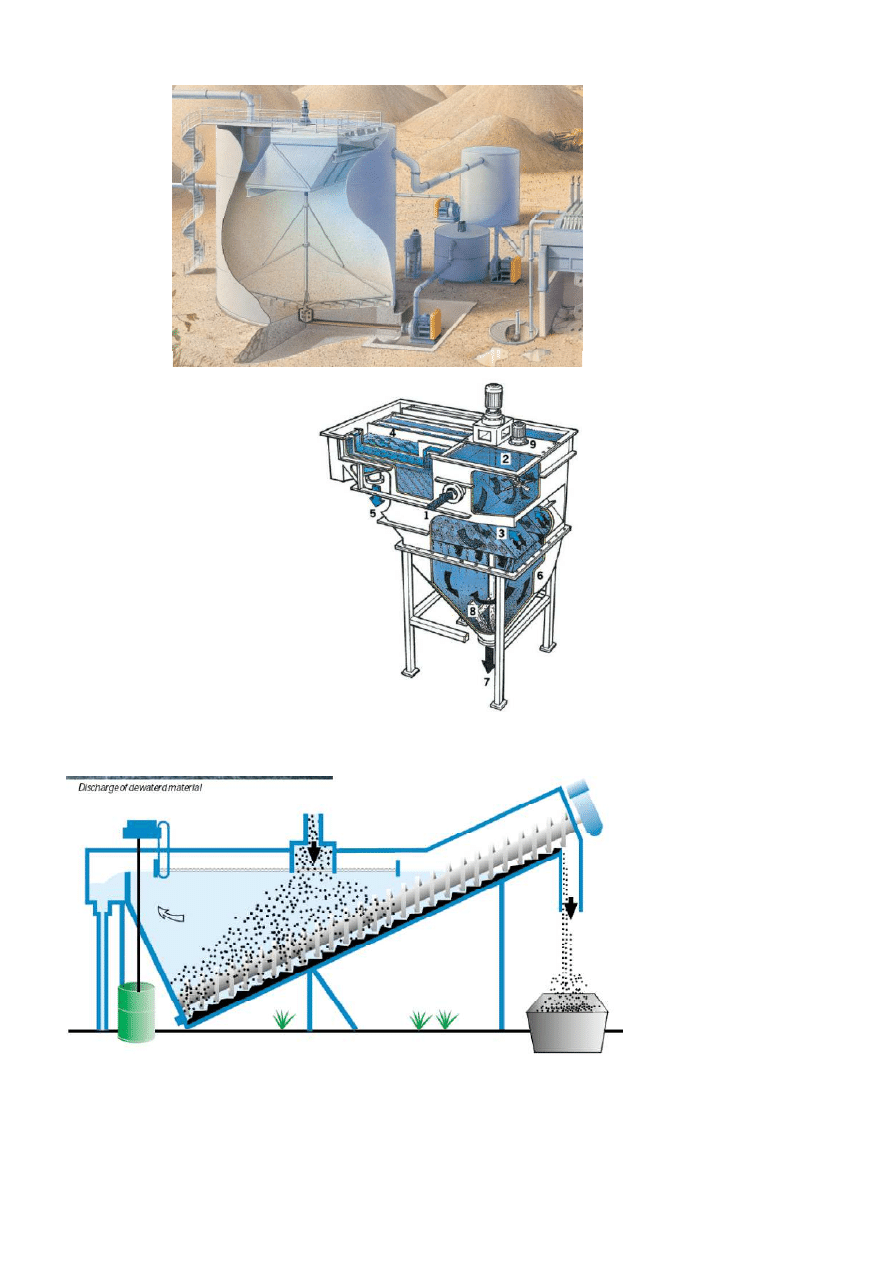
Z
Z
A
A
G
G
Ę
Ę
S
S
Z
Z
C
C
Z
Z
A
A
N
N
I
I
E
E
–
–
z
z
a
a
g
g
ę
ę
s
s
z
z
c
c
z
z
a
a
c
c
z
z
e
e
z
z
w
w
k
k
ł
ł
a
a
d
d
a
a
m
m
i
i
l
l
a
a
m
m
e
e
l
l
o
o
w
w
y
y
m
m
i
i
18
w
w
w
w
w
w
.
.
m
m
e
e
t
t
s
s
o
o
.
.
c
c
o
o
m
m
Z
Z
A
A
G
G
Ę
Ę
S
S
Z
Z
C
C
Z
Z
A
A
N
N
I
I
E
E
–
–
z
z
a
a
g
g
ę
ę
s
s
z
z
c
c
z
z
a
a
c
c
z
z
e
e
(
(
k
k
l
l
a
a
r
r
o
o
w
w
n
n
i
i
k
k
i
i
)
)
s
s
p
p
i
i
r
r
a
a
l
l
n
n
e
e
w
w
w
w
w
w
.
.
m
m
e
e
t
t
s
s
o
o
.
.
c
c
o
o
m
m
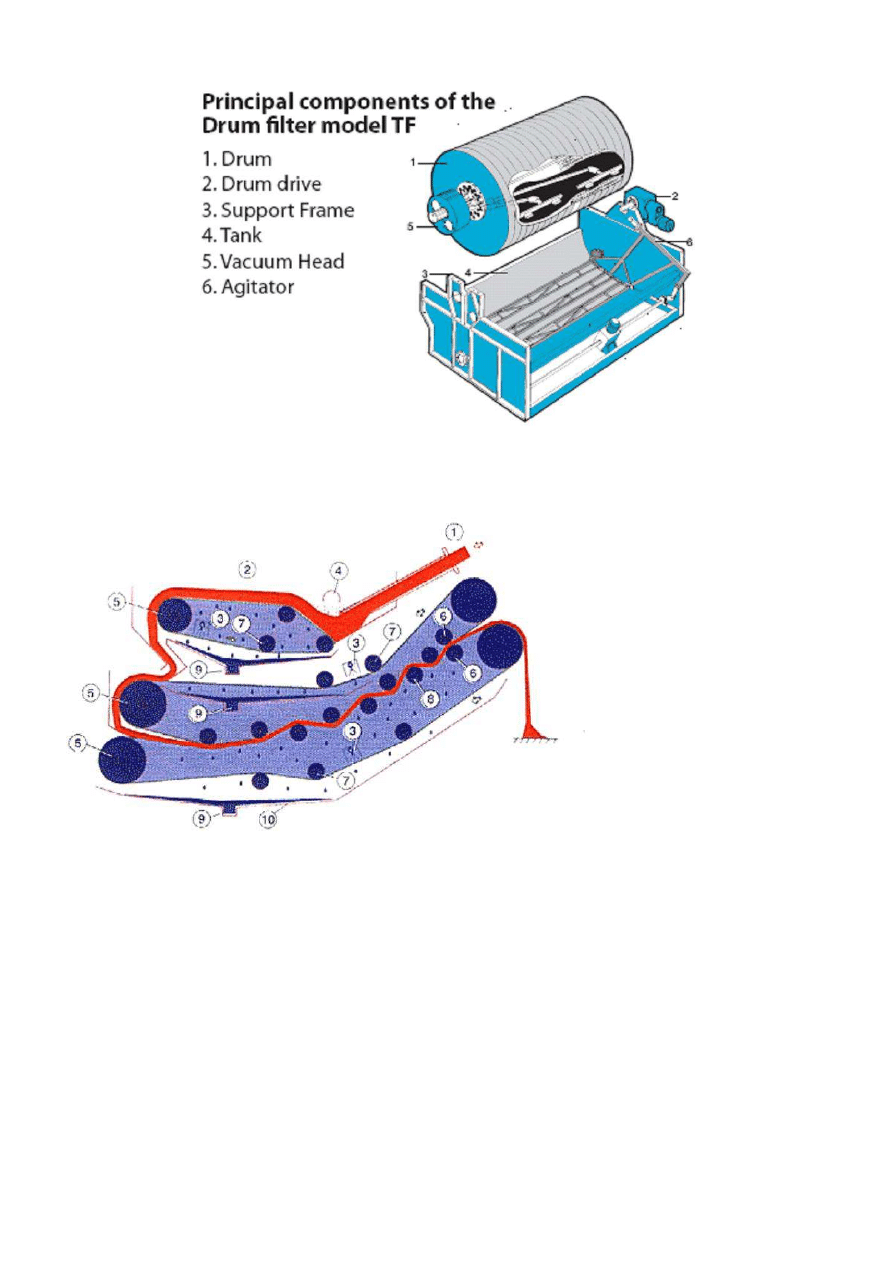
FILTRACJA - FILTR
PRÓ
ŻŃ
IOWY
19
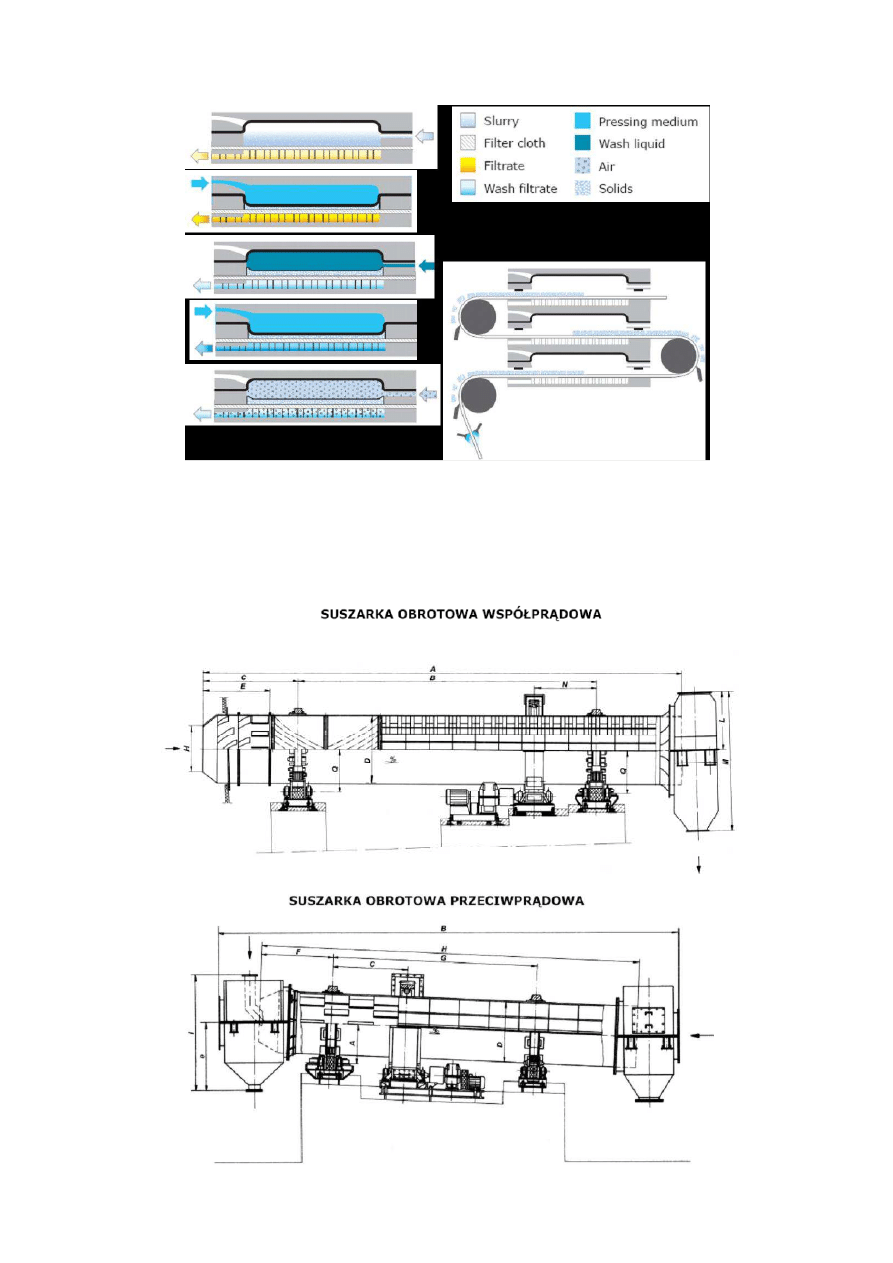
FILTRACJA - CI
Ś
NIENIOWA
Prasa filtracyjna ta
ś
mowa (
www.dwteng.com)
1. wlot osadu
2. sekcja odwadniania wst
ę
pnego
3. system płukania ta
ś
my
4. rura przelewowa odprowadzaj
ą
ca odciek
5. rolki nap
ę
dowe
6. rolki prasuj
ą
ce
7. rolki prowadz
ą
ce ta
ś
m
ę
8. rolki napinaj
ą
ce ta
ś
m
ę
9. wylot filtratu
10. taca filtratu (opcjonalna)
20
F
F
I
I
L
L
T
T
R
R
A
A
C
C
J
J
A
A
C
C
I
I
Ś
Ś
N
N
I
I
E
E
N
N
I
I
O
O
W
W
A
A
-
-
P
P
R
R
A
A
S
S
A
A
L
L
A
A
R
R
O
O
X
X
(
(
w
w
w
w
w
w
.
.
l
l
a
a
r
r
o
o
x
x
.
.
f
f
i
i
)
)
SUSZENIE TERMICZNE
Suszarki (www.makrum.pl)

21
Suszarki parowe
w
w
w
w
w
w
.
.
m
m
e
e
t
t
s
s
o
o
.
.
c
c
o
o
m
m
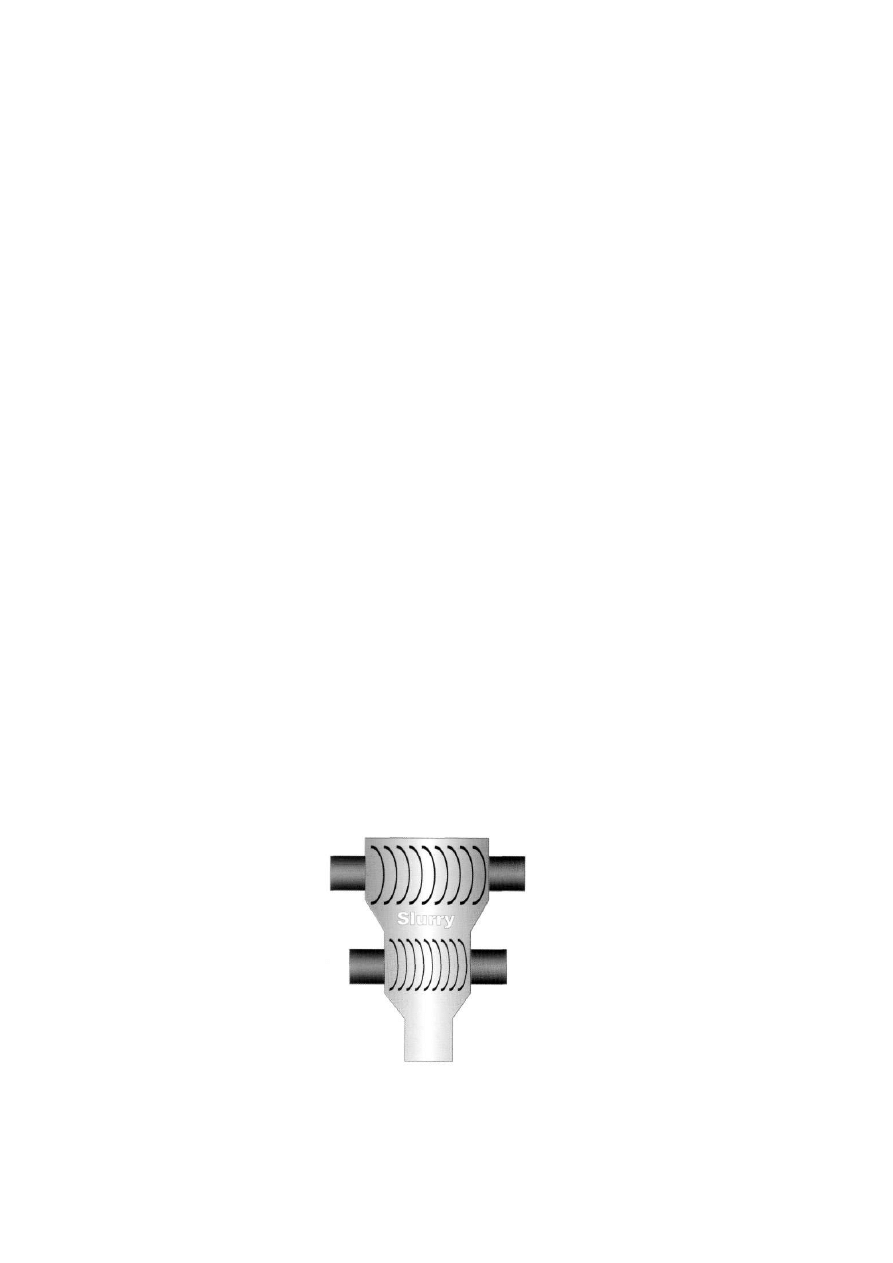
Urz
ą
dzenie Holo-Flite® - procesor termiczny produkowane przez Metso Minerals jest po
ś
rednim
wymiennikiem ciepła wykorzystuj
ą
cym pust
ą
przestrze
ń
zwoju
ś
limaka do podgrzewania, chłodzenia lub
osuszania materiałów sypkich, placków filtracyjnych, past lub szlamów.
22
K
K
O
O
N
N
T
T
R
R
O
O
L
L
A
A
P
P
R
R
O
O
C
C
E
E
S
S
U
U
P
P
R
R
Z
Z
E
E
R
R
Ó
Ó
B
B
K
K
I
I
S
S
U
U
R
R
O
O
W
W
C
C
Ó
Ó
W
W
M
M
I
I
N
N
E
E
R
R
A
A
L
L
N
N
Y
Y
C
C
H
H
Metody statystyczne pozwalaj
ą
w sposób obrazowy przedstawi
ć
proces oraz okre
ś
li
ć
granice
przy których nale
ż
y reagowa
ć
,
ż
eby proces nie wymkn
ą
ł si
ę
spod kontroli. Stosowanie metod
statystycznych wbrew pozorom nie musi by
ć
uci
ąż
liwe i trudne w organizacji.
Kontrola procesu przeróbki surowców mineralnych mo
ż
na podzieli
ć
na elementy:•Kontrola
parametrów wzbogacanego materiału:
- skład ziarnowy
- zawarto
ść
składnika u
ż
ytecznego
- wilgotno
ść
•Kontrola parametrów procesowych:
- parametry urz
ą
dze
ń
np. temperatura ło
ż
ysk, pobór energii elektrycznej
- parametry procesu np. pH, g
ę
sto
ść
zawiesiny,
poziom w urz
ą
dzeniu,
przepływ
Informacje o składzie ziarnowym materiału s
ą
wa
ż
ne w odniesieniu zarówno do surowca
kierowanego do procesów przeróbki, powstaj
ą
cych w nich produktów ko
ń
cowych, a tak
ż
e w
odniesieniu do strumieni mi
ę
dzyoperacyjnych.Dla przeróbczych procesów rozdrabniania i
klasyfikacji skład ziarnowy jest podstawowym wska
ź
nikiem ich oceny.
Urz
ą
dzenia pomiarowe składu ziarnowego najcz
ęś
ciej oparte s
ą
na wykorzystaniu jednej z
nast
ę
puj
ą
cych metod: •pomiar lepko
ś
ci m
ę
tów,•sedymentacja ziaren w zawiesinie,•dyfrakcja
ś
wiatła w zawiesinie,•fotoelektryczne przeszukiwanie przestrzeni,•pochłanianie
ultrad
ź
wi
ę
ków,•pochłanianie strumienia laserowego,•segregacja ziaren w polu
od
ś
rodkowym,•pomiar napr
ęż
e
ń
w pr
ę
cie pod wpływem uderzaj
ą
cych we
ń
ziaren,•bezpo
ś
redni pomiar ziaren maksymalnych,•uproszczon
ą
analiz
ę
sitowa.
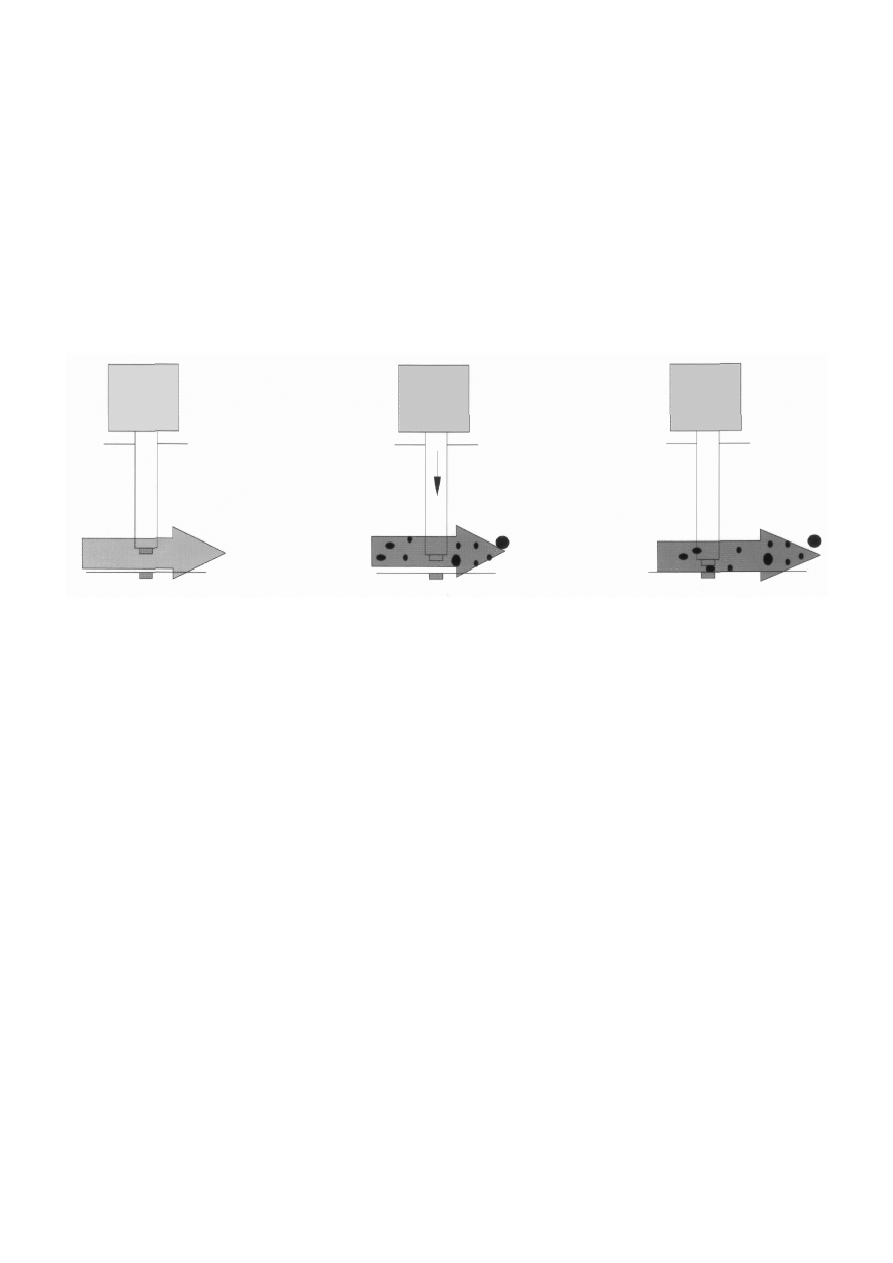
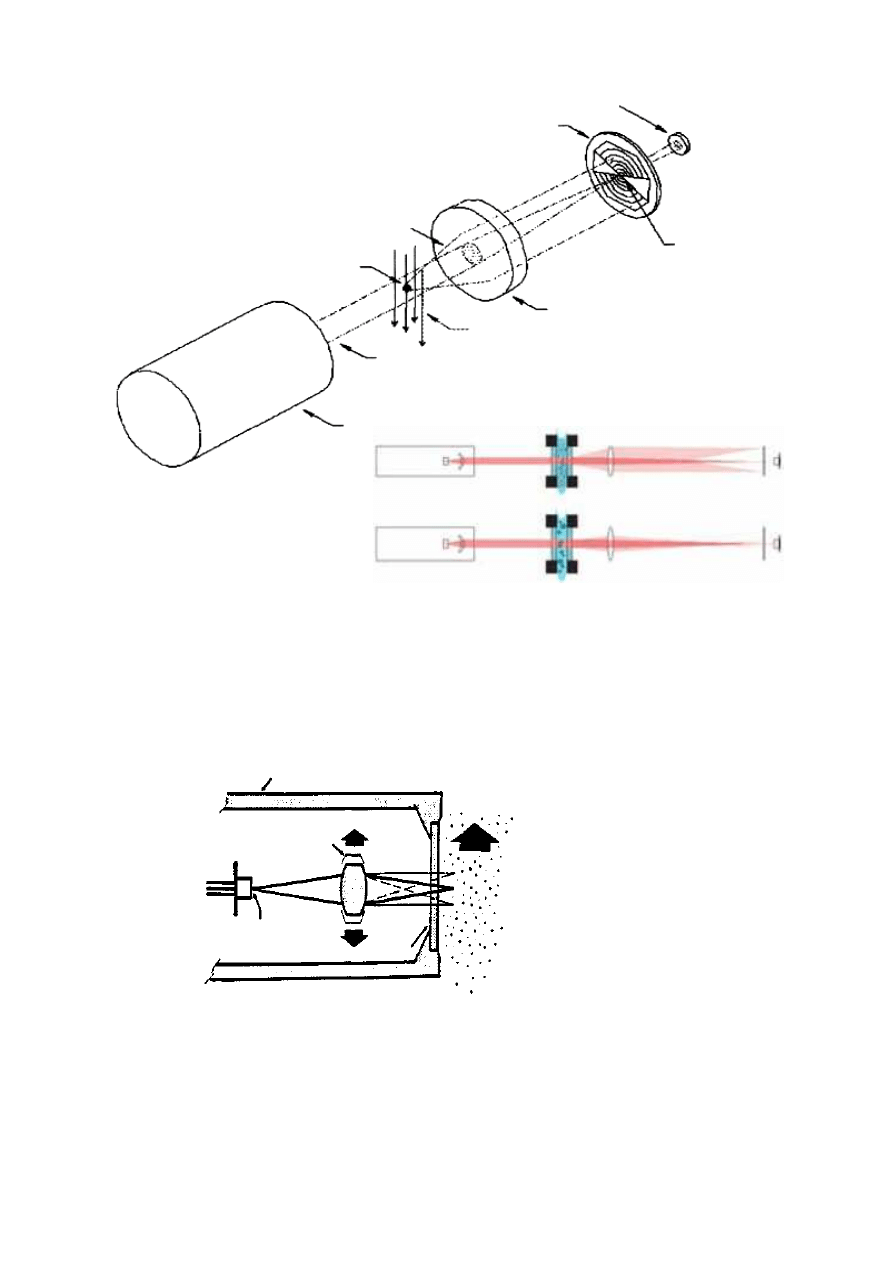
Granulometr MultipointTM PSM-400 firmy AUTOMETRICS umo
ż
liwia wykonanie ci
ą
głego
pomiaru wielko
ś
ci ziaren wybranych klas ziarnowych w zawiesinie, jak równie
ż
okre
ś
lenie w niej
zawarto
ś
ci cz
ęś
ci stałych. Jest przeznaczony do stosowania w instalacjach technologicznych,
jest szeroko rozpowszechniony w przemy
ś
le mineralnym jako standardowy granulometr
działaj
ą
cy w czasie rzeczywistym w układach mielenia i klasyfikacji. Sposób pomiaru oparty jest
na zjawisku absorpcji ultrad
ź
wi
ę
ków w zawiesinie i wykorzystaniu jej do okre
ś
lenia wielko
ś
ci
ziaren i zawarto
ś
ci cz
ęś
ci stałych w zawiesinie. Ustrój pomiarowy granulometru składa si
ę
z
dwu modułów głowic: nadajnik – odbiornik ultrad
ź
wi
ę
ków o ró
ż
nych cz
ę
stotliwo
ś
ciach. Moduł na
górze celi pomiarowej pracuje na ni
ż
szych cz
ę
stotliwo
ś
ciach – głowice maj
ą
wi
ę
kszy rozstaw,
natomiast dolna para głowic pracuje na wy
ż
szych cz
ę
stotliwo
ś
ciach, a odst
ę
p miedzy głowicami
jest mniejszy
Nadajnik A
Nadajnik B
Odbiornik B
Odbiornik A
Zawiesina
Nadajnik A
Nadajnik B
Odbiornik B
Odbiornik A
Zawiesina
Nadajnik A
Nadajnik B
Odbiornik B
Odbiornik A
Zawiesina
23
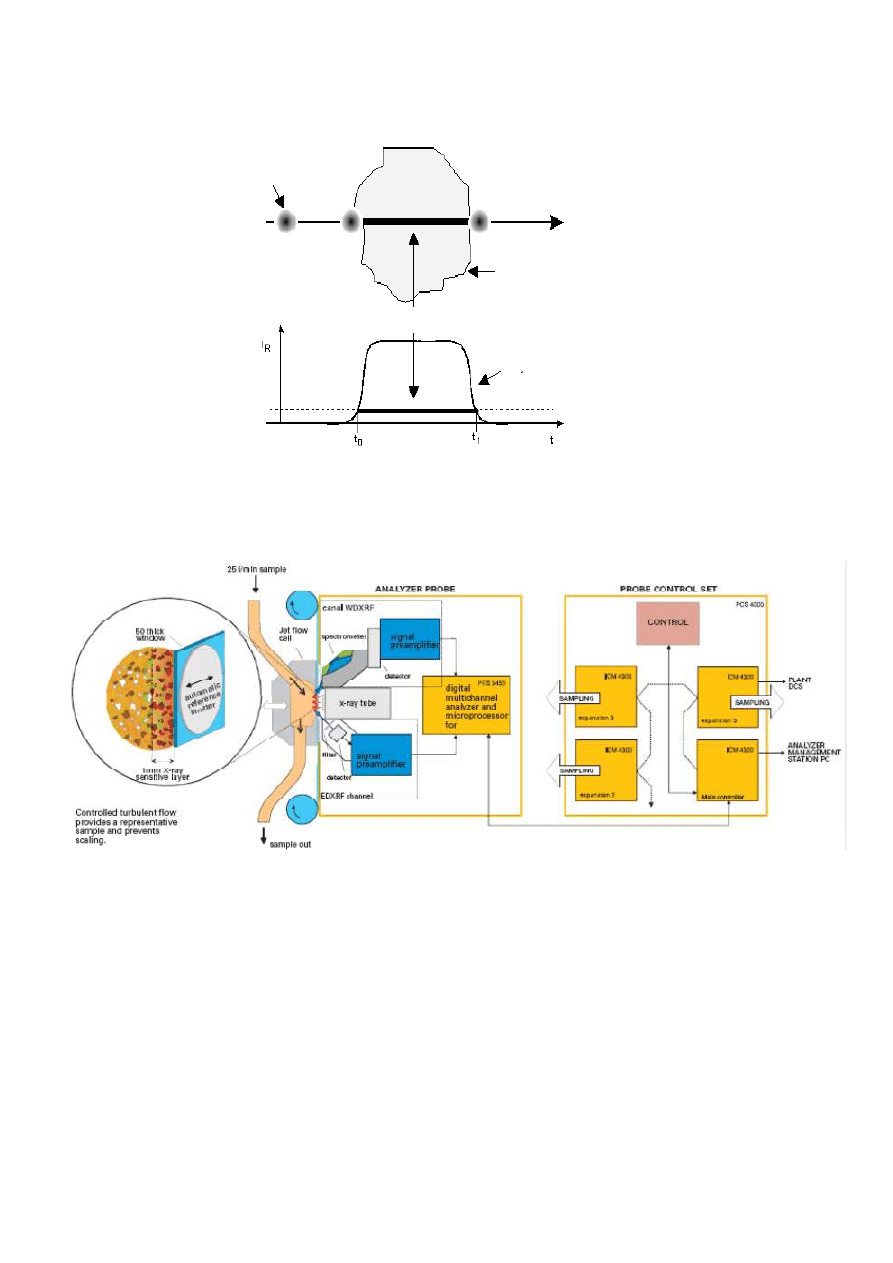
Granulometr PSI – 200 firmy OUTOKUMPU, jest urz
ą
dzeniem do ci
ą
głego pomiaru wielko
ś
ci
cz
ą
stek, oraz ich zawarto
ś
ci w zawiesinie. Zastosowano w nim technik
ę
bezpo
ś
redniego
pomiaru ziaren. W odró
ż
nieniu od ultrad
ź
wi
ę
kowych mierników wielko
ś
ci cz
ą
stek, w urz
ą
dzeniu
tym nie wyst
ę
puj
ą
wymagaj
ą
ce szczególnej konserwacji eliminatory powietrza. Urz
ą
dzenie
znalazło szerokie zastosowanie w przemy
ś
le metali kolorowych,
ż
elaza, surowców mineralnych
i cementowym
.
W trakcie przepływu próbki zawiesiny przez przetwornik rozmiaru cz
ą
stek, najwi
ę
ksze, losowo
wybrane ziarna, s
ą
mierzone przez posuwisto zwrotny czujnik szcz
ę
kowy z ceramiczn
ą
ko
ń
cówk
ą
, który przekształca pomiar na sygnał elektryczny. Przetwornik jest okresowo
przemywany wod
ą
i automatycznie realizowane jest w tym elemencie sprawdzanie zera.Wynik,
oparty na 30...400 ostatnich pomiarach wykonywanych z cz
ę
stotliwo
ś
ci
ą
sekundow
ą
, jest
aktualizowany i wy
ś
wietlany raz na minut
ę
.
Okre
ś
lenie składu ziarnowego produktu oparte jest na zało
ż
eniu istnienia rozkładu normalnego
wielko
ś
ci ziaren w produkcie. Wykorzystuj
ą
c to zało
ż
enie, na podstawie okre
ś
lonego na drodze
bezpo
ś
rednich pomiarów rozkładu ziaren maksymalnych w opomiarowanym strumieniu,
obliczany jest skład ziarnowy dla pełnego zakresu wielko
ś
ci ziaren w tym strumieniu.
Krzywe składu ziarnowego ziaren maksymalnych oraz wszystkich ziaren s
ą
podstaw
ą
do
okre
ś
lenia wychodów okre
ś
lonych ziaren przedstawianych jako wynik pomiaru.
Granulometr PSI – 500 firmy OUTOKUMPU Granulometr przeznaczonym jest do ci
ą
głego
pomiaru wielko
ś
ci cz
ą
stek w urz
ą
dzeniach przemysłowych. W odró
ż
nieniu od modelu PSI –
200, zastosowano w nim metod
ę
rozpraszania wi
ą
zki laserowej. Urz
ą
dzenie nie wymaga
zewn
ę
trznej kalibracji. PSI – 500 mo
ż
e by
ć
wykorzystywany do:•kontroli uziarnienia w
zag
ę
szczaczach,•monitorowania składu ziarnowego podsadzek górniczych,•kontroli jako
ś
ci (m.
in. składu ziarnowego) produktów
przemysłu mineralnego.
pobór próbki
pomiar
wzorcowanie
woda
zawiesina
poło
ż
enie
czujnika
zawiesina
poło
ż
enie
czujnika
poło
ż
enie
czujnika
pobór próbki
pomiar
wzorcowanie
woda
zawiesina
poło
ż
enie
czujnika
zawiesina
poło
ż
enie
czujnika
poło
ż
enie
czujnika
24
Analizator wielko
ś
ci cz
ą
stek PAR-TEC
TM
firmy LASENTEC
w odró
ż
nieniu od wcze
ś
niej opisanych:
PSI i PSM, jest sond
ą
pomiarow
ą
, która wprowadzana do medium bezpo
ś
rednio mierzy ziarna w
strumieniach technologicznych (w zbiornikach reaktorów, rz
ą
piach ruroci
ą
gach, krystalizatorach itp.).
Ró
ż
norodno
ść
oferowanych przez firm
ę
modeli sond pozwala na ich zastosowanie w wielu dziedzinach
przemysłu: górniczym, chemicznym, farmaceutycznym, celulozowo-papierniczym, spo
ż
ywczym,
biotechnologii.
ziarno
dioda laserowa
wi
ą
zka laserowa
przepływ próbki
soczewka
promie
ń
rozproszonego
ś
wiatła
detektor rozpraszania
detektor mocy wi
ą
zki
ognisko wi
ą
zki
Granulometr PSI – 500
działanie
ziarno
dioda laserowa
wi
ą
zka laserowa
przepływ próbki
soczewka
promie
ń
rozproszonego
ś
wiatła
detektor rozpraszania
detektor mocy wi
ą
zki
ognisko wi
ą
zki
Granulometr PSI – 500
działanie
głowica sondy
dioda laserowa,
fotodetektor
okno pomiarowe
soczewka skanuj
ą
ca
strumie
ń
cz
ą
stek
Głowica sondy pomiarowej
głowica sondy
dioda laserowa,
fotodetektor
okno pomiarowe
soczewka skanuj
ą
ca
strumie
ń
cz
ą
stek
Głowica sondy pomiarowej
25
ANALIZATORY PIERWISTKÓW
COURIER 6SL
Pomiar parametrów jako
ś
ciowych w
ę
gla:
1.Pomiar absorbcji promieniowania gamma
2.Pomiar rozproszenia promieniowania gamma
3.Pomiar promieniowania naturalnego
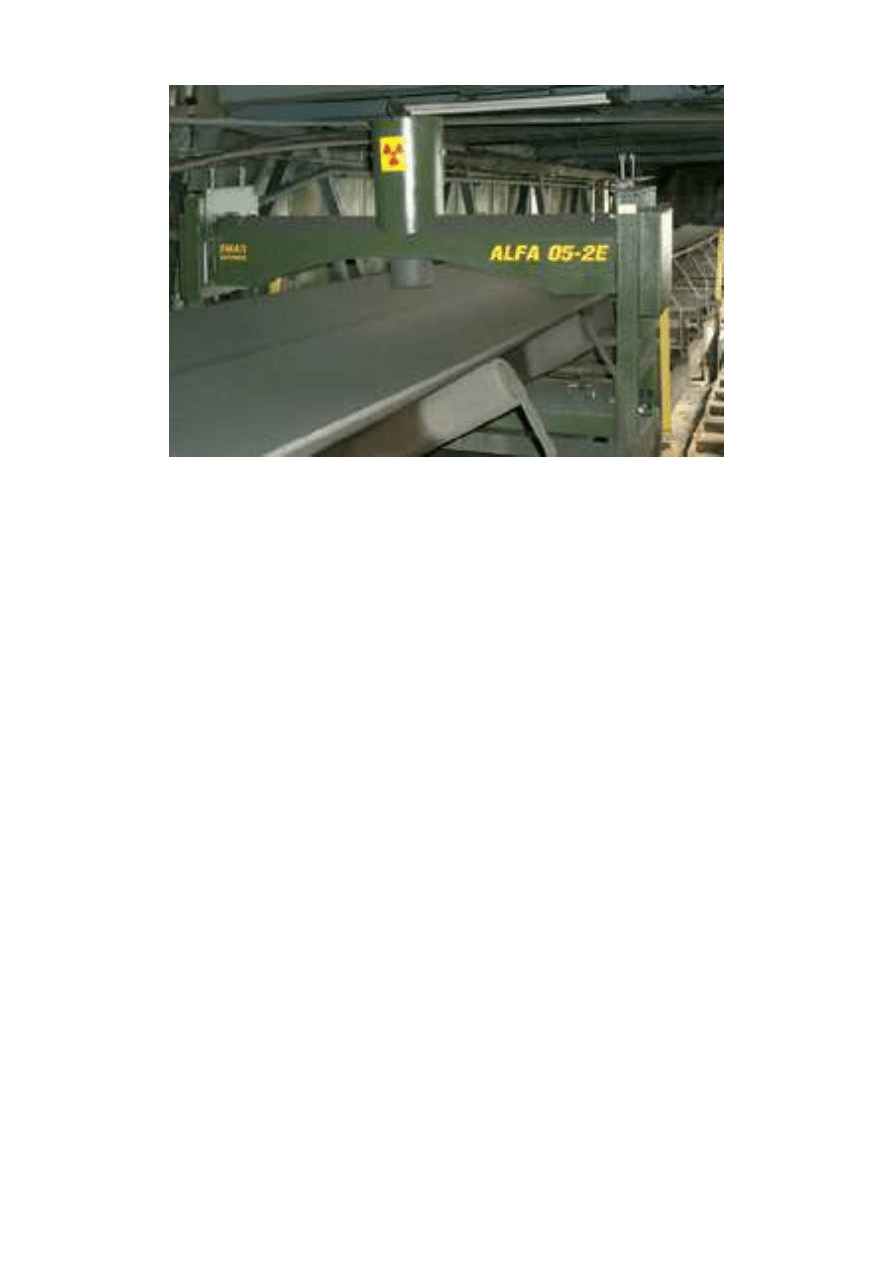
POPIOŁOMIERZE – ALFA (EMAG)ALFA-05/2E to najnowsze rozwi
ą
zanie popiołomierza
radiometrycznego o prostej i łatwej do zabudowy konstrukcji, który umo
ż
liwia ci
ą
gły pomiar
zawarto
ś
ci popiołu w w
ę
glu o granulacji 0-80 mm, m.in. w przypadku, gdy w
ę
giel o ró
ż
nej
jako
ś
ci uło
ż
ony jest na ta
ś
mie warstwowo.
Zastosowana w tym urz
ą
dzeniu metoda pomiarowa, bezstykowa, oparta jest na zjawisku
pochłaniania nisko i
ś
rednioenergetycznego promieniowania gamma.
Popiołomierz ALFA-05/2E przystosowany jest do wykorzystania w systemach sterowania,
wizualizacji oraz w systemach dyspozytorskich.
Metoda pomiaru wykorzystywana w analizatorze
sonduj
ą
cym PAR-TEC
nat
ęż
enie amplitudy
wi
ą
zka laserowa
kierunek
skanowania
ziarno
długo
ść
ci
ę
ciwy
Metoda pomiaru wykorzystywana w analizatorze
sonduj
ą
cym PAR-TEC
nat
ęż
enie amplitudy
wi
ą
zka laserowa
kierunek
skanowania
ziarno
długo
ść
ci
ę
ciwy
26
Popiołomierz RODOS jest nowoczesnym, w pełni bezpiecznym urz
ą
dzeniem przeznaczonym do ci
ą
głego pomiaru
zawarto
ś
ci popiołu w w
ę
glu kamiennym, brunatnym, lignitach oraz odpadach transportowanych przeno
ś
nikiem
ta
ś
mowym. W skład popiołomierza RODOS wchodzi waga ta
ś
moci
ą
gowa, co umo
ż
liwia jego stosowane do kontroli
jako
ś
ciowo - ilo
ś
ciowej:
•urobku surowego
• nadawy na zakład przeróbczy
• odpadów
• w
ę
gla transportowanego z kopalni bezpo
ś
rednio do elektrowni
Urz
ą
dzenie umo
ż
liwia tak
ż
e ocen
ę
kaloryczno
ś
ci w
ę
gla.
W popiołomierzu RODOS zastosowano metod
ę
pomiaru opart
ą
na korelacyjnej zale
ż
no
ś
ci mi
ę
dzy zawarto
ś
ci
ą
popiołu w w
ę
glu a jego naturaln
ą
promieniotwórczo
ś
ci
ą
gamma.

27
28
E
E
K
K
O
O
N
N
O
O
M
M
I
I
C
C
Z
Z
N
N
A
A
O
O
C
C
E
E
N
N
A
A
P
P
R
R
O
O
C
C
E
E
S
S
Ó
Ó
W
W
P
P
R
R
Z
Z
E
E
R
R
Ó
Ó
B
B
K
K
I
I
S
S
U
U
R
R
O
O
W
W
C
C
Ó
Ó
W
W
M
M
I
I
N
N
E
E
R
R
A
A
L
L
N
N
Y
Y
C
C
H
H
„EKONOMIKA - nauka o zale
ż
no
ś
ciach ekonomicznych zachodz
ą
cych mi
ę
dzy poszczególnymi
czynnikami potrzebnymi do wytwarzania dóbr i
ś
wiadczenia usług oraz o zasadach organizacji
pracy i zarz
ą
dzania w przedsi
ę
biorstwach”
Do oceny ekonomicznej zakładu przeróbczego potrzebne s
ą
:
- cena produktu ko
ń
cowego
- koszt wytworzenia produktu ko
ń
cowego
Czynniki te decyduj
ą
o wysoko
ś
ci zysku i rentowno
ś
ci
Kryterium oceny efektów ekonomicznych powinno obejmowa
ć
wzajemne zale
ż
no
ś
ci
parametrów technologicznych i ekonomicznych całokształtu rozpatrywanych procesów i
umo
ż
liwia
ć
okre
ś
lenie najwy
ż
szej, mo
ż
liwej do osi
ą
gni
ę
cia w danych warunkach
rentowno
ś
ciPodział kosztów własnych procesów wzbogacania mo
ż
na dokona
ć
bior
ą
c pod
uwag
ę
:
1.Tre
ść
ekonomiczn
ą
2.Rol
ę
poszczególnych składników w procesie produkcyjnym
3.Potrzeby planowania produkcji i ksi
ę
gowo
ś
ci
KOSZTY – Podział podstawowy1.Koszty pracy i płac
2.Koszty produkcyjne i koszty ogólne (produkcyjne: koszty prowadzenie procesu
technologicznego – surowce materiały, paliwa, energia za
ś
ogólne to: koszty ogólnej obsługi i
kierowania procesem )
3.Koszty bezpo
ś
rednie i koszty po
ś
rednie (bezpo
ś
rednie mo
ż
emy odnie
ść
bezpo
ś
rednio do
kosztów produkcji, po
ś
rednie odnosi si
ę
do wydziału lub całego przedsi
ę
biorstwa i obci
ąż
a nimi
zgodnie z ustalonymi regułami poszczególne układu (obiekty) kalkulacyjne
4.Koszty proste i koszty zło
ż
one (koszty proste nie podlegaj
ą
podziałowi na bardziej
elementarne składniki, koszty zło
ż
one mo
ż
na podda
ć
dalszemu podziałowi
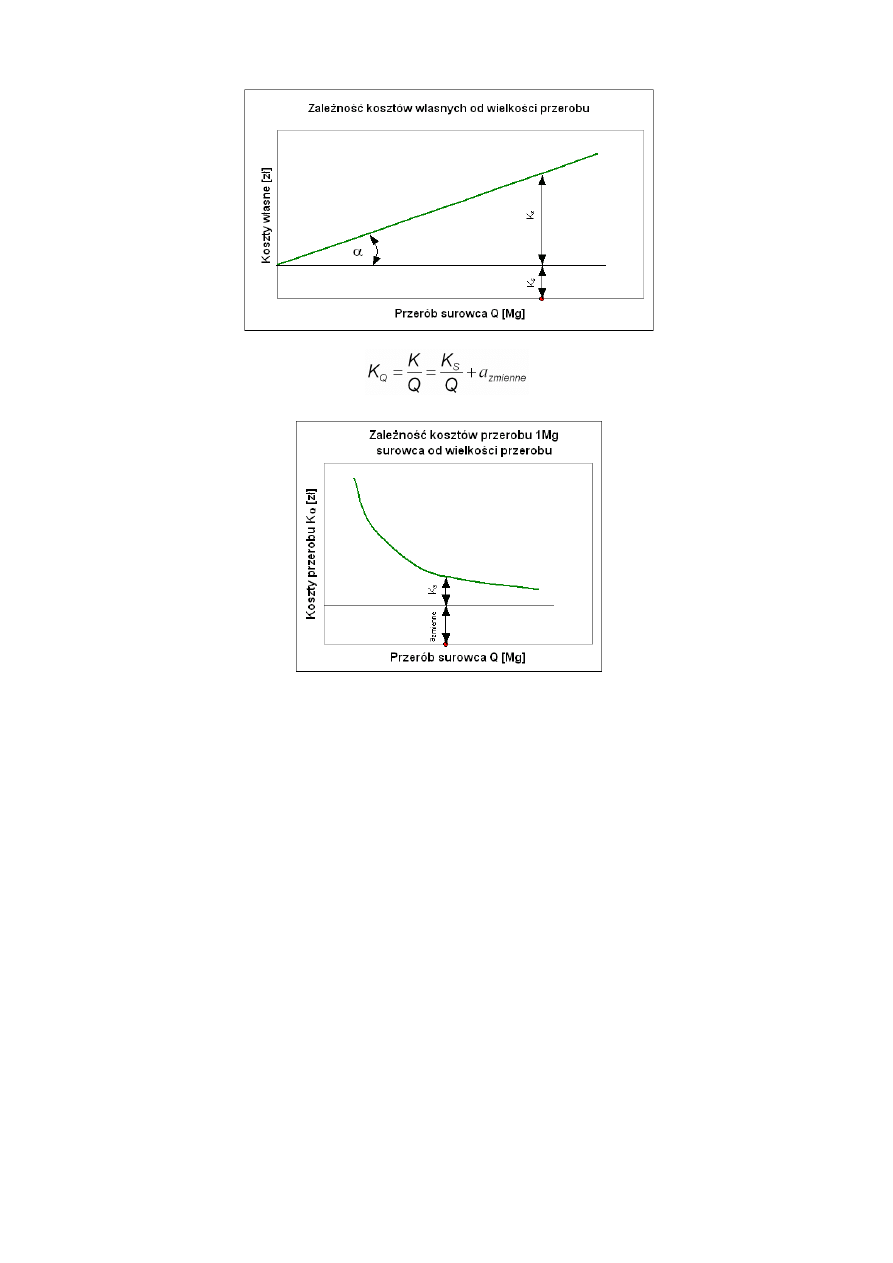
5. Koszty na okres czasu (kwartał, rok) i koszty przerobu surowca [Mg] lub wytworzenia
koncentratu lub metalu w koncentracie:
6. Koszty zmienne i stałe
29
Wyszukiwarka
Podobne podstrony:
Przerobka konspekt
Przerobka konspekt (2)
tu sa wszystkie pokarmowe, ale salmonela jest dobra
Przerobka konspekt(2)
Tu są formuły na tachimetrie, Leśnictwo - Studia Leśne, I rok, geodezja
Tu sa pytania z biochemi 1 termin22, Tu sa pytania z biochemi
Przerobka konspekt
Zdrowi nie są mile widziani, + TWOJE ZDROWIE -LECZ SIE MĄDRZE -tu pobierasz bez logowania
konsp, wzory konspektów
Konspekt z gimnastyki (tor przeszków, doskonalenie przerotów)
LOGIKA, Moja Ĺ›ciÄ…ga - wzory, Zdaniami są:
Konspekt zajęć opiekuńczo - wychowawczych, Polonistyka, Wzory dokumentów - polonistyka i pedagogika
pan tu nie stał-konspekt, konspekty- język polski
J Kaczyński Tu 154 to przerobiony bombowiec, powinien pościnać te drzewa
więcej podobnych podstron