„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Marian Nowotnik
Rozpoznawanie metali i ich stopów 311[32].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Sławomir Skorupa
mgr inż. Leszek Jaszczyk
Opracowanie redakcyjne:
mgr inż. Joanna Nowotnik
Konsultacja:
mgr Małgorzata Sołtysiak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].O1.03
Rozpoznawanie metali i ich stopów zawartego w modułowym programie nauczania dla
zawodu technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Wiadomości ogólne o metalach i stopach
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Żelazo i jego stopy
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
19
4.3. Metale nieżelazne i ich stopy
20
4.3.1. Materiał nauczania
20
4.3.2. Pytania sprawdzające
28
4.3.3. Ćwiczenia
28
4.3.4. Sprawdzian postępów
30
4.4. Podstawy obliczeń wytrzymałościowych
31
4.4.1. Materiał nauczania
31
4.4.2. Pytania sprawdzające
38
4.4.3. Ćwiczenia
38
4.4.4. Sprawdzian postępów
40
4.5. Obróbka metali
41
4.5.1. Materiał nauczania
41
4.5.2. Pytania sprawdzające
44
4.5.3. Ćwiczenia
45
4.5.4. Sprawdzian postępów
46
5. Sprawdzian osiągnięć
47
6. Literatura
52

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Tobie pomocny w nabywaniu umiejętności z zakresu rozpoznawania
metali i ich stopów, określania zastosowania i właściwości metali i stopów, wykonywania
podstawowych obliczeń wytrzymałościowych materiałów, a także obróbki metali.
Jednostka modułowa: Rozpoznawanie metali i ich stopów jest trzecią jednostką
w module ogólnozawodowym dla zawodu technik technologii drewna.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać,
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji. Obejmuje on również:
– pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
– ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
– sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie go jest dowodem umiejętności określonych w tej
jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
W czasie pobytu na warsztatach i w pracowni podczas ćwiczeń praktycznych musisz
przestrzegać regulaminów, przepisów bezpieczeństwa i higieny pracy oraz instrukcji
przeciwpożarowych, obowiązujących podczas poszczególnych rodzajów prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
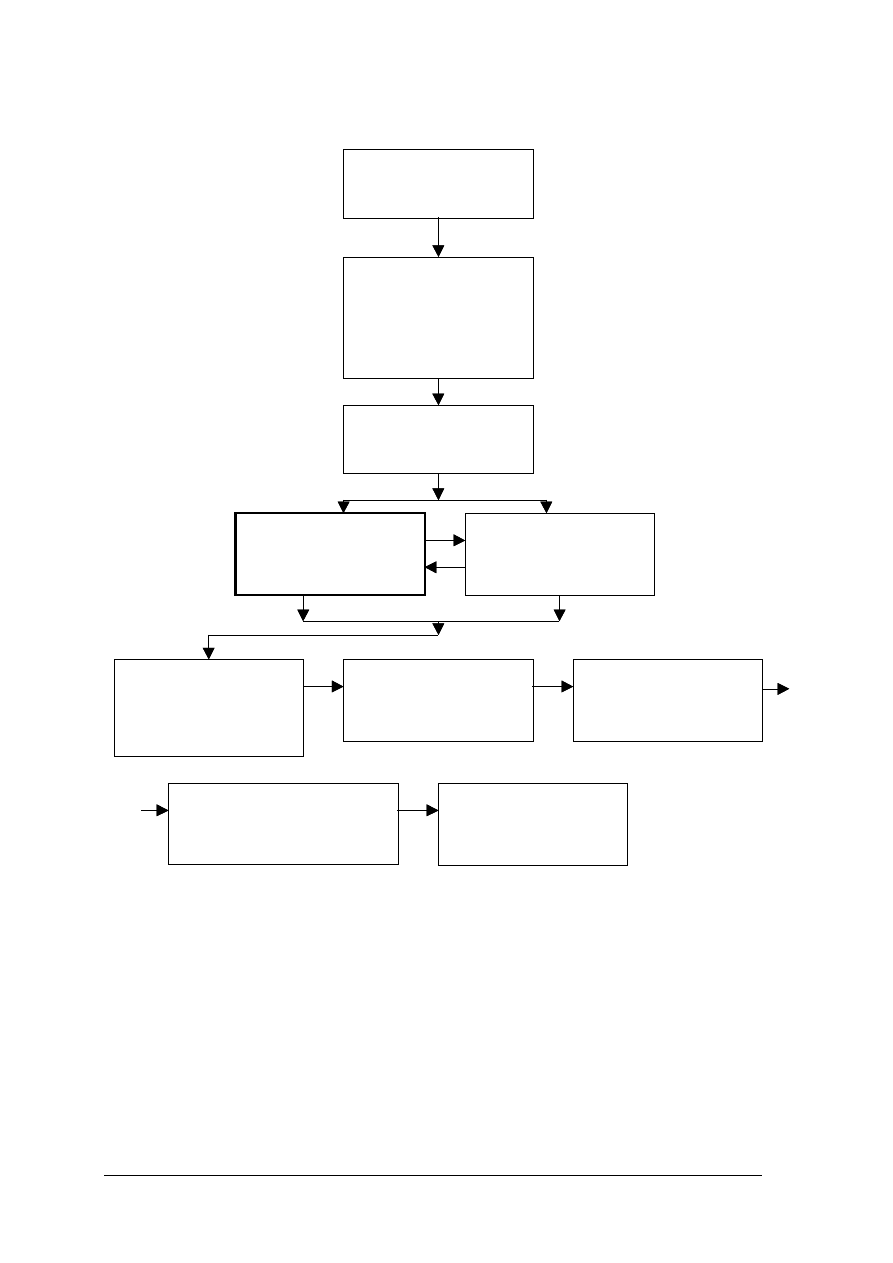
Schemat układu jednostek modułowych
311[32].O1.09
Promowanie i sprzedaż
wyrobów drzewnych
311[32].O1.05
Wykonywanie,
odczytywanie
i interpretowanie szkiców
schematów i rysunków
311[32].O1.07
Wykorzystywanie
metrologii technicznej
Moduł 311[32].O1
Podstawy procesów
technologicznych
311[32].O1.01
Przestrzeganie przepisów
bezpieczeństwa, higieny
pracy, ochrony
przeciwpożarowej oraz
ochrony środowiska
311[32].O1.06
Rozpoznawanie typowych
części i zespołów maszyn
311[32].O1.02
Korzystanie z przepisów
kodeksu pracy
311[32].O1.03
Rozpoznawanie metali
i ich stopów
311[32].O1.04
Rozpoznawanie
składowanie
i zabezpieczanie drewna
311[32].O1.08
Wykorzystywanie techniki
komputerowej i dokumentacji
techniczno - technologicznej
311[32].O1.09
Promowanie i sprzedaż
wyrobów drzewnych
311[32].O1.05
Wykonywanie,
odczytywanie
i interpretowanie szkiców
schematów i rysunków
311[32].O1.07
Wykorzystywanie
metrologii technicznej
Moduł 311[32].O1
Podstawy procesów
technologicznych
311[32].O1.01
Przestrzeganie przepisów
bezpieczeństwa, higieny
pracy, ochrony
przeciwpożarowej oraz
ochrony środowiska
311[32].O1.06
Rozpoznawanie typowych
części i zespołów maszyn
311[32].O1.02
Korzystanie z przepisów
kodeksu pracy
311[32].O1.03
Rozpoznawanie metali
i ich stopów
311[32].O1.04
Rozpoznawanie
składowanie
i zabezpieczanie drewna
311[32].O1.08
Wykorzystywanie techniki
komputerowej i dokumentacji
techniczno-technologicznej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– posługiwać się podstawowymi pojęciami technicznymi,
– posługiwać się podstawowymi pojęciami budowy materii,
– odczytywać układ okresowy pierwiastków,
– stosować narzędzia pomiarowe zgodnie z ich przeznaczeniem,
– organizować stanowisko pracy zgodnie z zasadami bhp,
– dobierać przybory i materiały do wykonania rysunku,
– wykonywać i odczytywać szkice, schematy i rysunki,
– korzystać z różnych źródeł informacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
– rozpoznać metale i stopy,
– określić zastosowanie metali i ich stopów,
– określić właściwości metali i ich stopów,
– określić rodzaje obciążeń, odkształceń i naprężeń,
– wykonać podstawowe obliczenia wytrzymałości materiałów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Wiadomości ogólne o metalach i stopach
4.1.1. Materiał nauczania
Metale mają liczne charakterystyczne cechy różniące je od niemetali. Należą do nich:
–
wysoka przewodność elektryczna i cieplna (niemetale są dobrymi izolatorami),
–
własności magnetyczne,
–
rozszerzalność cieplna,
–
plastyczność (większość metali daje się kuć, walcować, ciągnąć itp., podczas gdy
niemetale przy takich próbach kruszą się),
–
połysk zwany metalicznym, który można zwiększyć przez szlifowanie i polerowanie.
Własności metali ma ponad 80 pierwiastków i duża liczba ich stopów. Spośród tych
pierwiastków tylko nieliczne wykorzystywane są w technice. Należą do nich głównie: glin
(aluminium), żelazo, magnez i tytan. W mniejszym rozmiarze ze względu na stosunkowo
mniejsze złoża miedź, mangan, chrom i wanad oraz cynk, cyna, ołów, nikiel i kobalt.
Metale dzielą się na dwie podstawowe grupy: metale żelazne (stopy żelaza z węglem)
oraz metale nieżelazne.
Metale chemicznie czyste, ze względu na swoje niskie własności wytrzymałościowe,
stosuje się w technice jedynie z uwagi na ich własności fizyczne lub chemiczne. Do budowy
maszyn i urządzeń oraz innych zastosowań opisanych w kolejnych materiałach nauczania
stosuje się głównie stopy różnych metali, a często również niemetali. Jednymi z ważniejszych
są stopy żelaza (stale o różnym składzie i różnych własnościach, staliwa i żeliwa) oraz stopy
metali nieżelaznych (miedź, aluminium, cyna, cynk).
Metale występują w przyrodzie jako składniki różnych minerałów lub rud.
Własności metali i stopów
Własności metalu lub stopu określa jego struktura. Metal lub stop poddany obróbce
cieplnej zmienia swoją strukturę, a tym samym i własności.
Własności metali i stopów dzieli się na fizyczne, chemiczne, mechaniczne,
technologiczne lub specjalne.
Do własności fizycznych zalicza się takie parametry jak gęstość, temperaturę topnienia,
rozszerzalność i przewodność cieplną, przewodność elektryczną.
Do własności chemicznych należy odporność na działanie środowiska zewnętrznego
(kwasów, zasad, wilgotnego powietrza, gazów, wysokiej temperatury), tj. odporność na
korozję.
Do własności mechanicznych metali i stopów zalicza się wytrzymałość materiału,
sprężystość, plastyczność, twardość, udarność, ciągliwość.
Własności technologiczne materiału określa jego przydatność do różnego rodzaju
obróbki, np. kucia, tłoczenia, spawania itp.
Własności specjalne to zachowanie się metali i stopów w specyficznych warunkach
użytkowania, np. w warunkach podwyższonej lub obniżonej temperatury, przy
podwyższonych lub obniżonych ciśnieniach itp. Do własności specjalnych zalicza się również
i takie, których metale i stopy zwykle nie wykazują, a które stwarza się przez odpowiednie
dodatki podczas wytopu. Do metali i stopów o takich własnościach można zaliczyć: stopy
o wysokiej oporności omowej, stopy niemagnetyczne, stale żaroodporne, odporne na zużycie,
korozję.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
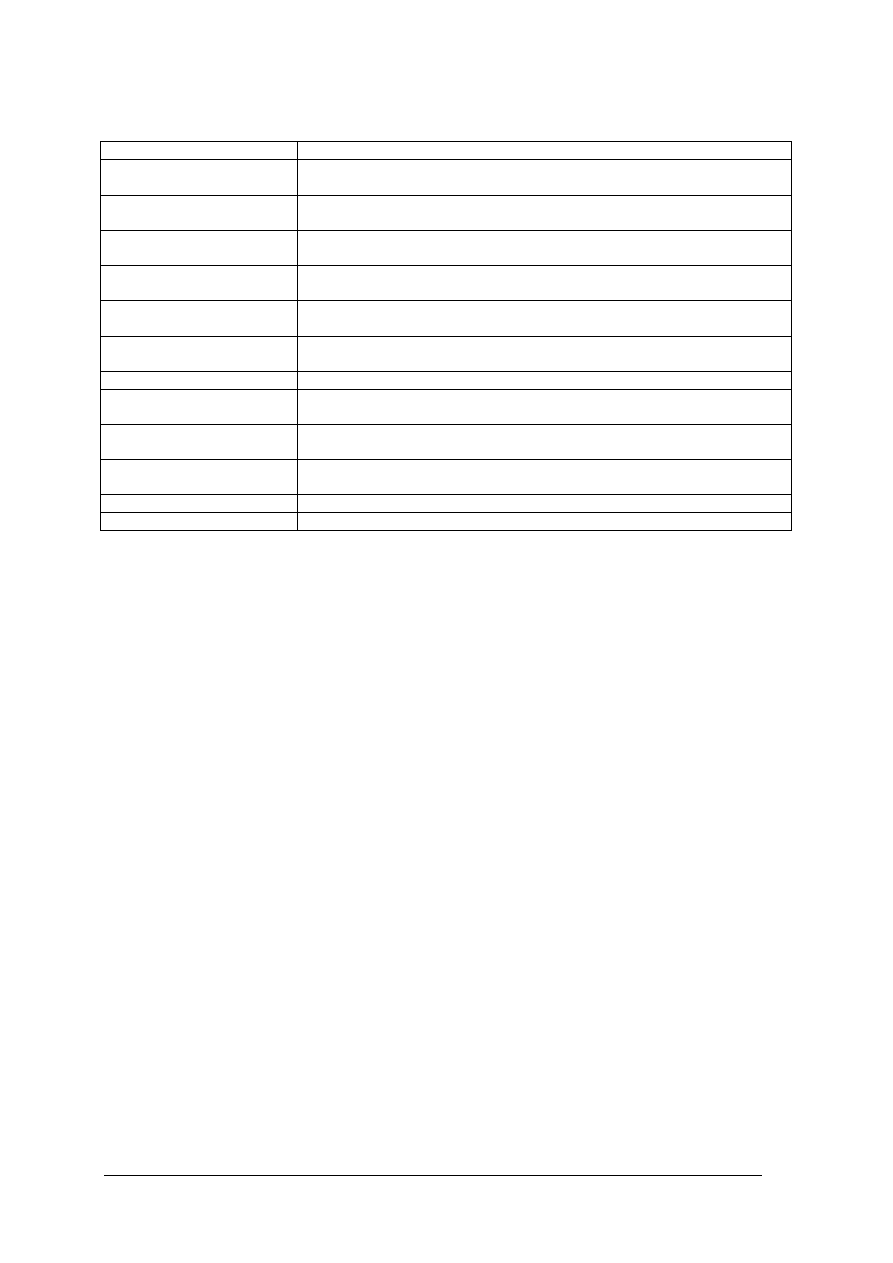
Tabela 1. Główne własności mechaniczne metali i stopów
Wytrzymałość materiału
Graniczna odporność materiału na działanie sił zewnętrznych
Wytrzymałość na rozciąganie Stosunek największej siły rozciągającej do przekroju pierwotnego rozrywanej
próbki
Wytrzymałość na ściskanie
Stosunek największej siły ściskającej w chwili rozkruszenia próbki do jej
przekroju początkowego
Sprężystość
Zdolność materiału do odzyskiwania pierwotnego kształtu i wymiarów po
zdjęciu obciążenia wywołującego odkształcenie
Granica sprężystości
Największa wartość obciążenia rozciągającego (ściskającego), które nie
powoduje jeszcze odkształceń trwałych
Plastyczność
Zdolność materiału do zachowania odkształceń (bez pęknięć) po zdjęciu
obciążenia
Granica plastyczności
Naprężenie odpowiadające rozciągającemu obciążeniu wywołującemu
odkształcenia trwałe próbki
Wydłużenie i przewężenie
Cechy materiału charakteryzujące własności plastyczne materiału
Wydłużenie jednostkowe
Stosunek przyrostu długości rozciąganej próbki po zerwaniu do jej początkowej
długości
Przewężenie
Stosunek zmniejszenia się przekroju w szyjce rozciąganej próbki do przekroju
początkowego
Twardość
Własność materiału stawiania oporu odkształceniom plastycznym przy
miejscowym oddziaływaniu obcego, twardego ciała na jego powierzchnię
Udarność
Odporność materiału na pękanie przy uderzeniach
Ciągliwość
Zdolność materiału do dużych odkształceń pod wpływem sił zewnętrznych
Aby móc racjonalnie stosować metale i stopy należy dokładnie poznać ich własności.
Własności te zależą od składu chemicznego stopu i jego budowy krystalograficznej.
Budowa wewnętrzna (struktura) metali i stopów
Głównym wskaźnikiem krystalicznej budowy ciała nie jest zewnętrzna forma, lecz
struktura
wewnętrzna.
Ciało
krystaliczne
w
stanie
stałym
charakteryzuje
się
uporządkowanym,
regularnym
rozmieszczeniem
atomów
tworzących
przestrzenną
krystaliczną siatkę. Siatka składa się z licznych równoległych krystalograficznych płaszczyzn,
oddalonych od siebie o określona odległość. W węzłach siatki rozmieszczone są atomy.
Metale mogą znajdować się w trzech stanach skupienia: stałym, płynnym i gazowym.
Przejście z jednego stanu skupienia w drugi następuje przy określonych temperaturach
i towarzyszących im zmianach własności metali. Metale czyste krzepną w stałej, ściśle
określonej dla danego metalu, temperaturze. W czasie krzepnięcia zmienia się objętość
metali. Z reguły objętość metalu skrzepłego jest mniejsza od objętości metalu ciekłego.
Przechodząc ze stanu płynnego w stan stały wszystkie metale uzyskują budowę
krystaliczną. Ze wzrostem szybkości oziębiania wzrasta liczba ośrodków krystalizacji, a tym
samym rozmiary ziaren maleją. W niektórych metalach przemiany następują również
w skrzepłym metalu. Przy takich przemianach następuje przegrupowanie się atomów
z jednego typu siatki przestrzennej w drugą. Zjawisko to nazywa się alotropią, a sam proces
przemianą alotropową.
Zmianie budowy krystalicznej towarzyszą zmiany własności fizycznych, chemicznych
i mechanicznych. Przemianom alotropowym poza żelazem podlegają również: cyna, kobalt,
mangan, tellur, cyrkon i tytan. Zjawisko alotropii jest wykorzystywane w obróbce cieplnej
metali.
Wady budowy krystalicznej w istotny sposób wpływają na własności wytrzymałościowe
i plastyczne metali. Dążenie do ograniczenia wad budowy krystalicznej jest jednak
technicznie bardzo trudne. Osiągnięciu tego celu sprzyjają więc procesy technologiczne
odlewania, obróbki plastycznej i obróbki cieplnej, omówione w dalszym materiale nauczania.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
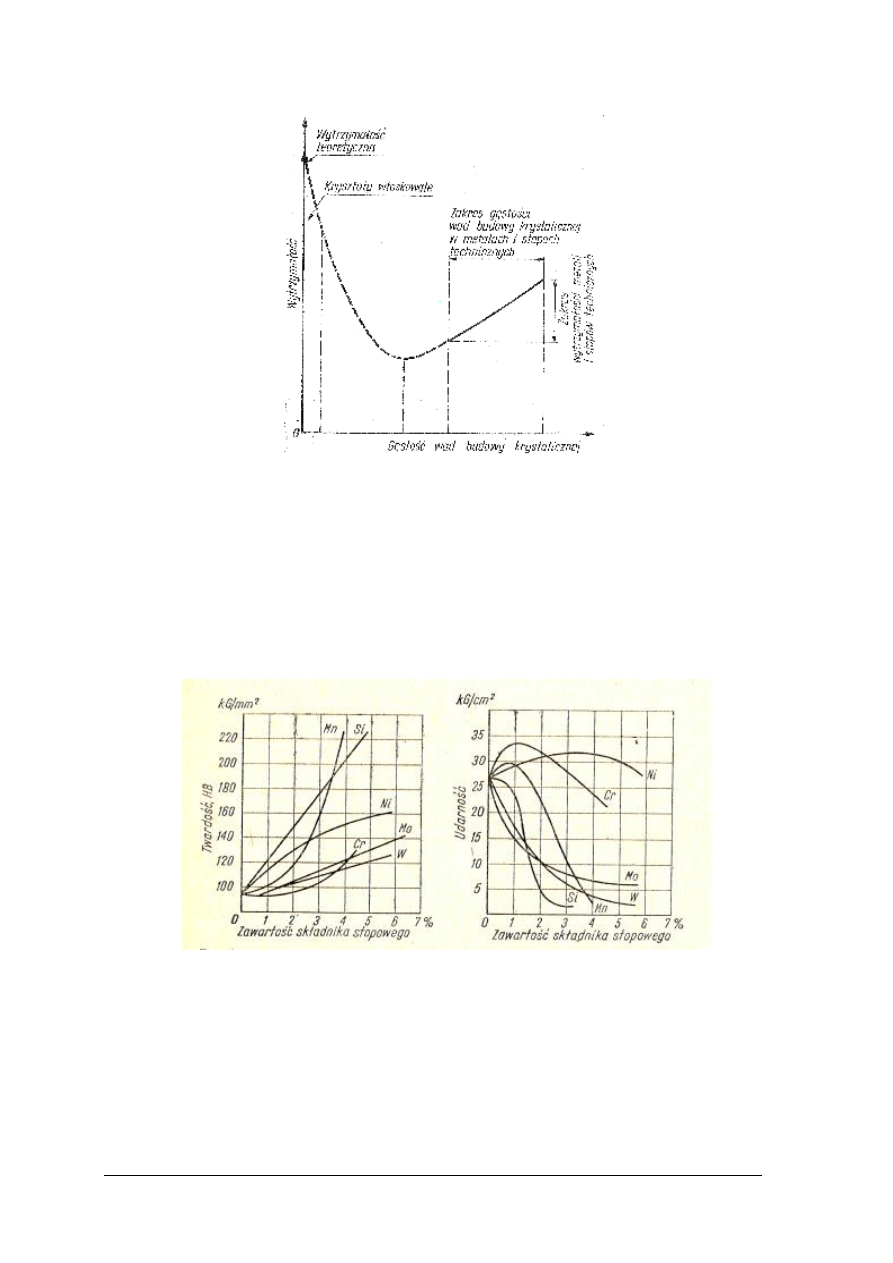
Rys. 1. Schemat zależności własności wytrzymałościowych
metali od gęstości wad budowy krystalicznej [1, s. 38]
Metale w postaci chemicznie czystej prawie nie znajdują zastosowania jako materiały
konstrukcyjne. Czyste metale w stanie ciekłym można mieszać z innymi metalami lub
niemetalami i po doprowadzeniu do skrzepnięcia otrzymać stop posiadający żądane
własności. Stop składa się zwykle z dwóch lub więcej głównych składników. Dobierając
odpowiednio składniki i ich procentową zawartość w stopie można w szerokim zakresie
zmieniać jego własności.
Rys. 2. Wpływ składników stopowych na własności mechaniczne stopów [5, s. 308]
Podczas przechodzenia ze stanu ciekłego w stan stały stopy mogą tworzyć roztwory stałe,
związki chemiczne lub mieszaniny.
Mieszanina jest to takie połączenie składników stopu, w którym podczas krystalizacji
(krzepnięcia) składniki stopu nie reagują ze sobą i nie rozpuszczają się jeden w drugim,
utrzymują swoje siatki przestrzenne. Tym samym po skrzepnięciu struktura takiego stopu jest
mechaniczną mieszaniną składników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Kryształy roztworu stałego różnią się od mieszaniny tym, że zostaje w nich zachowana
siatka przestrzenna, w której obok atomów rozpuszczalnika rozmieszczają się atomy
składników stopu (atomy rozpuszczonego składnika zamieniają sobą atomy rozpuszczalnika
albo rozmieszczają się między nimi).
W przypadku połączeń chemicznych wzajemne powiązanie składników charakteryzuje
się wytworzeniem nowej siatki przestrzennej, odmiennej od siatek składników stopu.
Stosunek składników stopu jest przy tym ściśle określony.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie cechy odróżniają metale od niemetali?
2. Jakie wyróżniamy rodzaje własności metali i stopów?
3. Jakie parametry zalicza się do własności fizycznych, chemicznych i mechanicznych?
4. Na czym polega budowa wewnętrzna metali i stopów.
5. Jak można przedstawić graficznie zależność własności wytrzymałościowych metali od
gęstości wad budowy krystalicznej?
6. Jak scharakteryzować poszczególne rodzaje połączeń składników stopów?
7. Jaki jest wpływ składników stopowych na własności mechaniczne stopów?
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ podstawowe własności metali i stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat własności metali i ich stopów,
2) określić podstawowe własności metali i stopów,
3) scharakteryzować główne własności mechaniczne metali i stopów,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Scharakteryzuj budowę wewnętrzną metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat budowy wewnętrznej metali,
2) scharakteryzować w formie pisemnej budowę wewnętrzną metali,
3) przedstawić graficznie schemat zależności własności wytrzymałościowych metali od
gęstości wad budowy krystalicznej,
4) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– przymiar liniowy,
– literatura z rozdziału 6.
Ćwiczenie 3
Scharakteryzuj budowę wewnętrzną stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat budowy wewnętrznej stopów,
2) scharakteryzować w formie pisemnej budowę wewnętrzną stopów,
3) przedstawić graficznie wpływ składników stopowych na własności mechaniczne stopów,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę format A-4,
– ołówek/długopis,
– przymiar liniowy,
– literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić jakie cechy odróżniają metale od niemetali?
¨
¨
2) określić rodzaje własności metali i stopów?
¨
¨
3) określić parametry zaliczane do własności fizycznych, chemicznych
i mechanicznych?
¨
¨
4) wyjaśnić na czym polega budowa wewnętrzna metali i stopów?
¨
¨
5) przedstawić graficznie zależność własności wytrzymałościowych metali
od gęstości wad budowy krystalicznej?
¨
¨
6) scharakteryzować poszczególne rodzaje połączeń składników stopów?
¨
¨
7) scharakteryzować wpływ składników stopowych na własności
mechaniczne stopów?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.2. Żelazo i jego stopy
4.2.1. Materiał nauczania
Stopy żelaza z węglem
Węgiel jest podstawowym składnikiem wpływającym w sposób zasadniczy na własności
stopu żelazo-węgiel. Składnikami strukturalnymi stopów żelazo-węgiel są ziarna ferrytu,
cementytu, perlitu, austenitu i ledeburytu.
Ferrytem nazywa się prawie czyste chemicznie żelazo. Rozpuszczalność węgla w żelazie
jest mała i wynosi 0,006-0,03%. Ferryt jest trwały do temperatury 910
0
C. Twardość ferrytu
jest niewielka i wynosi 60-100 kG/mm
2
w zależności od grubości ziarna. Plastyczność ferrytu
jest bardzo duża.
Cementyt jest związkiem chemicznym żelaza z węglem. Zawiera 6,67% węgla i stanowi
bardzo twardy (twardość do 820 kG/mm
2
) i kruchy materiał krystaliczny, który podczas
nagrzewania do wysokich temperatur rozkłada się na ferryt i wolny węgiel. Stal nie obrobiona
cieplnie jest tym twardsza, im więcej zawiera cementytu.
Perlit stanowi równomierna mieszaninę ferrytu i cementytu. Może występować w dwóch
rodzajach: jako płytkowy i jako ziarnisty. Perlit płytkowy podczas ogrzewania ulega zmianie
w perlit ziarnisty, w którym cementyt znajduje się w postaci okrągłych ziaren na tle ferrytu.
Perlit ziarnisty charakteryzuje się lepszymi właściwościami mechanicznymi niż płytkowy.
Perlit według swoich własności zajmuje pośrednie miejsce między ferrytem i cementytem.
Stal o zawartości węgla 0,80% ma czystą strukturę perlityczną.
Austenit jest to stały roztwór węgla w żelazie. Zawartość węgla dochodzi w przybliżeniu
do 2%. W zwykłych stalach węglowych austenit jest trwały do temperatury 723
0
C. Poniżej tej
temperatury austenit podczas powolnego chłodzenia rozkłada się na ferryt, cementyt i perlit.
W temperaturach poniżej 723
0
C austenit może się zachować jedynie w niektórych stalach
wysokostopowych, zawierających takie składniki, jak: nikiel, chrom, mangan. Stale
austenityczne odznaczają się bardzo dużą plastycznością i są niemagnetyczne.
Ledeburyt jest to eutektyczna mieszanina austenitu i cementytu o zawartości węgla 4,3%.
Wydziela się z żelazowęglowego stopu w temperaturze 1145
0
C. Trwałość zachowuje tylko
w temperaturze 721-1145
0
C. Poniżej tego zakresu ledeburyt zmienia swoją strukturę,
ponieważ wchodzący w jego skład austenit przemienia się w perlit, wskutek czego ledeburyt
składać się będzie z perlitu i cementytu. Ledeburyt jest kruchy i ma znaczną twardość.
Struktura stopów żelazowęglowych zależy nie tylko od zawartości węgla i temperatury
stopu, lecz również od szybkości, z jaką stop jest chłodzony. Przy powolnym chłodzeniu stali
nagrzanej do temperatury struktury austenitycznej, austenit przekształca się w perlit, ferryt
i cementyt. Przy dużych szybkościach chłodzenia w wyniku rozpadania się austenitu
otrzymuje się struktury stali: sorbit, troostyt, bainit i martenzyt.
Sorbit jest mieszaniną drobnego cementytu i ferrytu. Są dwa rodzaje sorbitu: hartowania
i odpuszczania. Sorbit hartowania (rozkład austenitu w temperaturze ok. 600
0
C) składa się
z płytek ferrytu i cementytu, z tym że płytki cementytu są znacznie cieńsze niż w perlicie.
Sorbit jest bardziej twardy od perlitu, ale ma mniejszą ciągliwość. Sorbit powstający przy
odpuszczaniu otrzymuje się w wyniku rozpadu martenzytu w stali podczas jej odpuszczania
w zakresie temperatur 500-600
0
C.
Troostyt podobnie jak sorbit występuje jako troostyt hartowania i odpuszczania. Jest to
mieszanina płytek ferrytu i cementytu, bardziej jednak cienkich niż w sorbicie. Troostyt jest
bardziej twardy niż sorbit, jednak mniej plastyczny. Troostyt odpuszczany powstaje
w temperaturze 350-450
0
C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Bainit jest podobnie jak sorbit i troostyt odmiana perlitu, z tym że cementyt jest w nim
bardziej rozdrobniony niż w troostycie. Otrzymuje się go w wyniku izotermicznego
(w temperaturze 300-400
0
C) rozpadu austenitu.
Martenzyt jest stałym roztworem węgla w żelazie. Ma dużą twardość (600 kG/mm
2
), jest
odporny na zużycie, ale jednocześnie mało plastyczny i ciągliwy. Martenzyt występuje
w strukturze stali hartowanej po szybkim jej schłodzeniu.
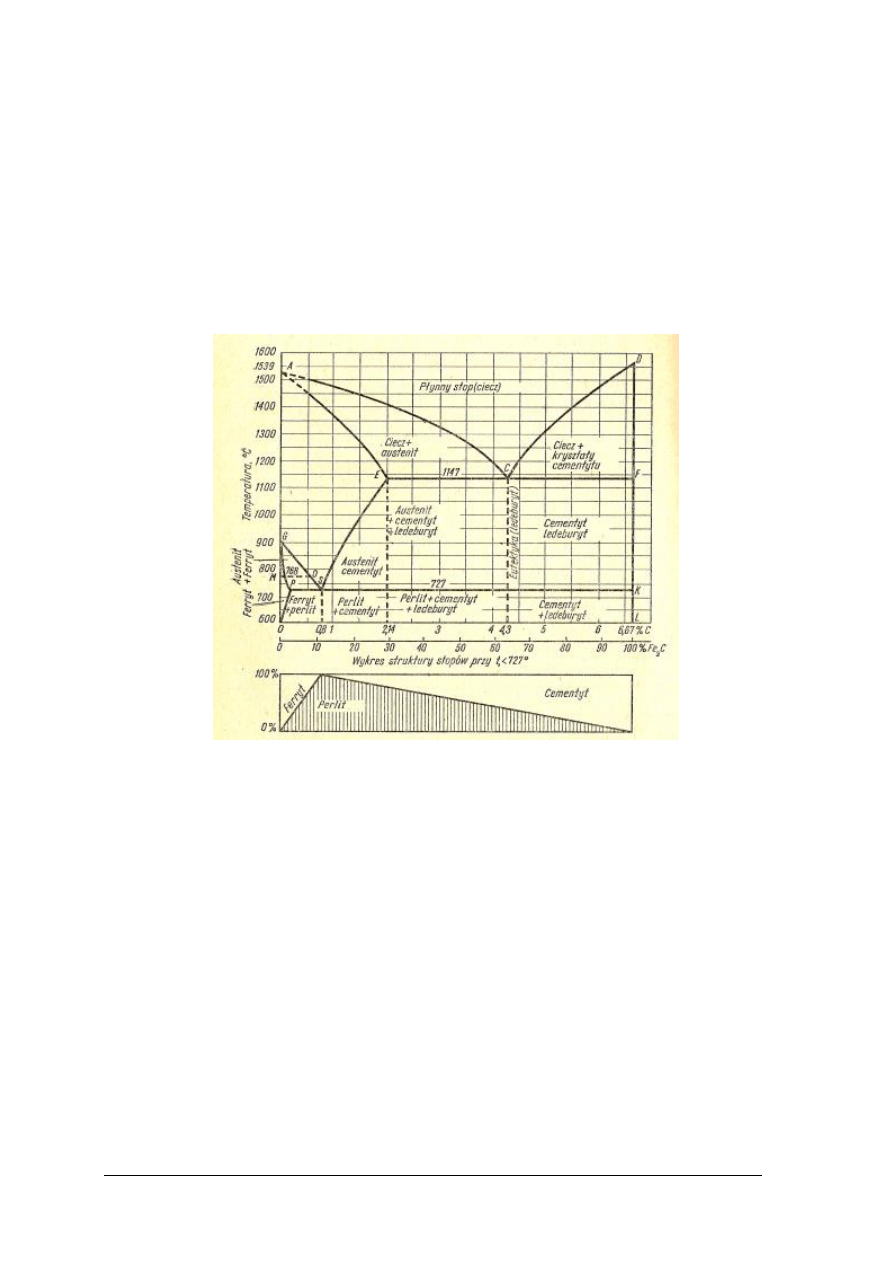
Struktura i własności stali i żeliwa zmieniają się podczas ich ogrzewania do temperatur
krytycznych, których wysokość zależy od zawartości węgla w tych stopach. Krytyczne
temperatury stopów żelazowęglowych o różnej zawartości węgla przedstawia tzw. wykres
żelazo-węgiel.
Rys. 3. Wykres żelazo-węgiel [5, s. 324]
Powyższy wykres pozwala określić dla każdego składu stali i żeliwa temperaturę jego
topnienia oraz strukturę stopu w dowolnej temperaturze.
Stale
Stale są to stopy żelaza z węglem i innymi pierwiastkami zawierające do 2% węgla,
otrzymywane
w
procesach
metalurgicznych,
zwanych
stalowniczymi.
Materiałem
wyjściowym do wytwarzania stali jest surówka wytopiona w wielkim piecu oraz złom
stalowy. Proces otrzymywania stali polega na wypaleniu z surówki nadmiaru węgla i innych
domieszek. Aby otrzymać odpowiednie gatunki stali wprowadza się specjalne dodatki
stopowe, jak np. nikiel, chrom, wanad. Otrzymany po wypaleniu produkt przerobiony
plastycznie nazywamy stalą.
Stale łatwo poddają się kuciu, tłoczeniu, obróbce mechanicznej, cieplnej i chemicznej.
Mają dużą wytrzymałość, są plastyczne i ciągliwe.
Ze względu na dużą liczbę gatunków stale można sklasyfikować według sposobu
wytwarzania, metody przeróbki, składu chemicznego i zastosowania. Ogólną klasyfikację
stali przedstawia tabela 2.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Tabela 2. Ogólna klasyfikacja stali [1, s. 93]
Kryterium podziału
Grupy stali
Skład chemiczny
węglowe, stopowe
Podstawowe zastosowanie
konstrukcyjne, narzędziowe, o szczególnych własnościach
Stopień czystości
zwykłej jakości, wyższej jakości, najwyższej jakości
Sposób wytwarzania
martenowska, elektryczna, konwertorowa
Sposób odtleniania
uspokojona, półuspokojona
Rodzaj wyrobów
blachy, druty, rury, pręty
Postać
lana, kuta, walcowana na gorąco, na zimno, ciągniona
Stan kwalifikacyjny
surowy, zmiękczony, normalizowany
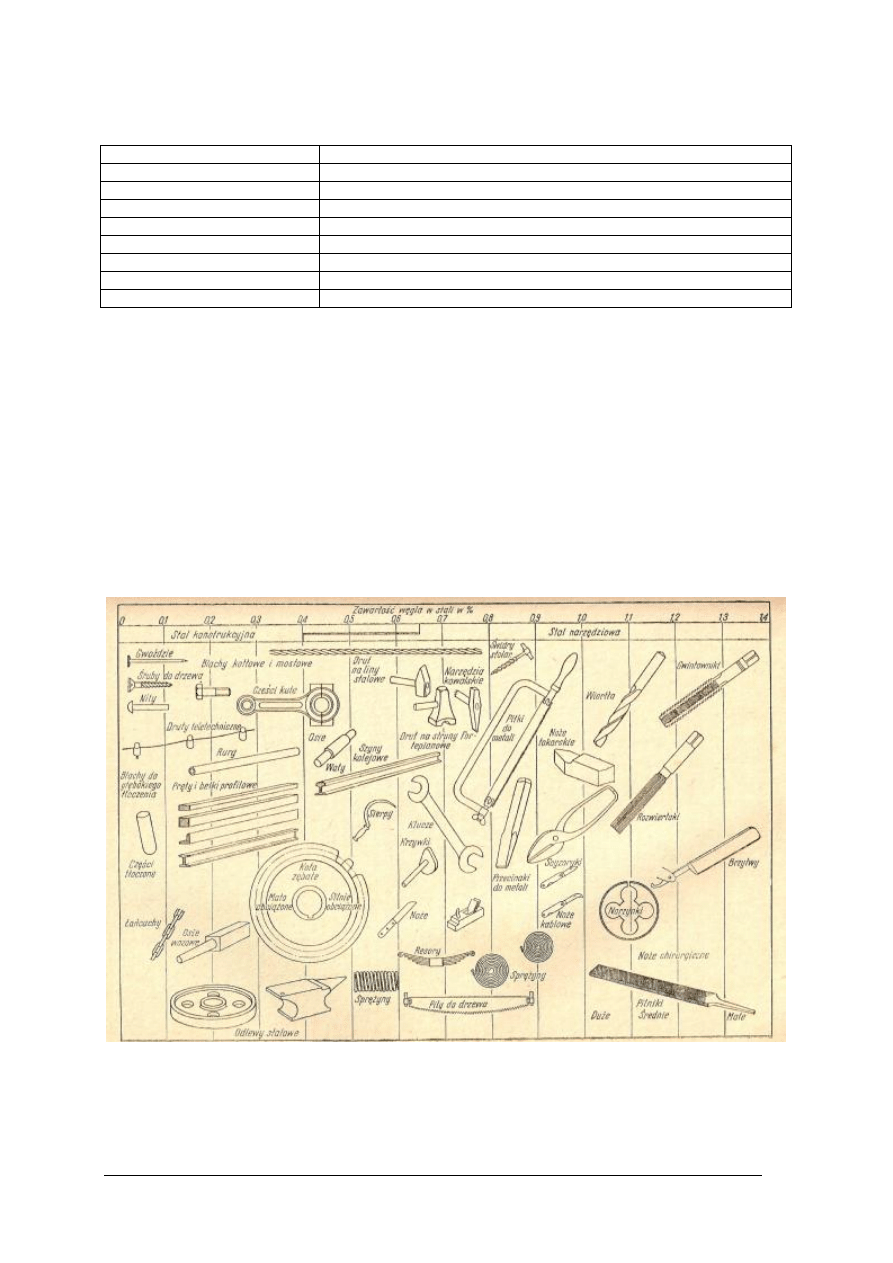
Stale konstrukcyjne stosuje się do wyrobu elementów maszyn, w budownictwie itp.
Zalicza się do nich stale węglowe o zawartości węgla do 0,70% i różne stale stopowe.
Stopowe stale konstrukcyjne dzieli się według przeznaczenia na stale resorowe, sprężynowe,
na łożyska toczne itp.
Stale narzędziowe są wykorzystywane do produkcji narzędzi tnących, tłocznych,
pomiarowych itp. Zalicza się do nich stale węglowe o zawartości węgla powyżej 0,65%
i niektóre stale stopowe. Stale narzędziowe dzieli się ponadto w zależności od warunków
pracy narzędzia na przeznaczone do pracy na zimno (do 200
0
C) i przeznaczone do pracy na
gorąco. Wyróżnia się również stale tzw. szybkotnące.
Stale specjalne są to stale stopowe mające szczególne własności, jak np. stale odporne na
korozję
(nierdzewne),
żaroodporne, kwasoodporne, o specjalnych własnościach
magnetycznych.
Rys. 4. Zastosowanie stali węglowych [5, s. 333]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
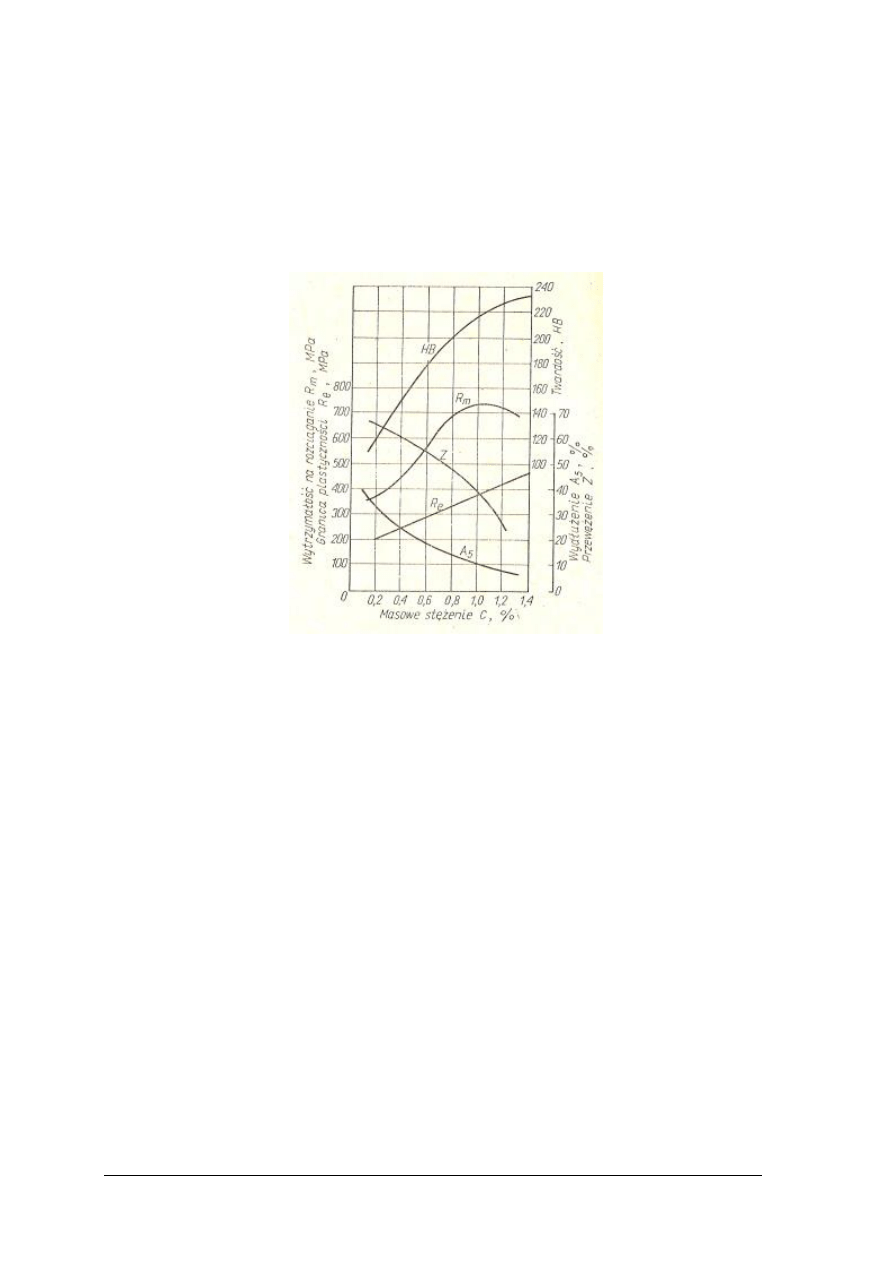
Dominujący wpływ na strukturę i własności stali węglowych wywiera węgiel. W miarę
podwyższania stężenia tego pierwiastka w stali zmniejszeniu ulega udział miękkiego
i plastycznego ferrytu w strukturze stali, a zwiększeniu udział twardego i kruchego
cementytu. Z tego względu stale o większej zawartości węgla wykazują większą twardość,
wytrzymałość na rozciąganie i granicę plastyczności. Zwiększenie stężenia węgla powoduje
przy
tym
jednoczesne
zmniejszenie
własności
plastycznych
i
ciągliwości
stali,
a w szczególności wydłużenia, przewężenia i udarności.
Rys. 5. Wpływ węgla na własności mechaniczne
stali węglowych [1, s. 94]
Zawartość węgla decyduje również o własnościach technologicznych stali. Przy
większych stężeniach węgla stal cechuje się większym współczynnikiem liniowej
rozszerzalności cieplnej i mniejszą przewodnością cieplną, co zwiększa naprężenia cieplne
i skłonność do pęknięć. Zwiększona zawartość węgla pogarsza podatność stali na obróbkę
plastyczną na zimno i na gorąco. Węgiel o stężeniu powyżej 0,25% zdecydowanie pogarsza
również spawalność stali. Stale niskowęglowe z kolei o stężeniu węgla mniejszym od 0,25%
ze względu na dużą ciągliwość wykazują gorszą skrawalność.
Staliwo
Staliwem nazywamy stal odlaną w formie odlewniczej, nie poddanej obróbce plastycznej.
Własności staliw, podobnie jak stali węglowych, zależą głównie od stężenia węgla.
Staliwa nisko- i średniowęglowe cechują się dobrą spawalnością. Staliwo dzieli się na
konstrukcyjne i stopowe – odporne na korozję, żaroodporne, narzędziowe itp. Staliwo
stopowe znajduje szerokie zastosowanie w postaci odlewów części o dużych przekrojach
i w specjalnych warunkach pracy.
Własności mechaniczne staliwa są nieco gorsze niż stali przerobionej plastycznie o tym
samym składzie. Z kolei staliwa są bardziej plastyczne od żeliw.
Podobnie jak stale można poddawać staliwo obróbce cieplnej, co pozwala na
podniesienie ich własności mechanicznych. Oprócz tego odlewy kokilowe poddaje się
wyżarzaniu odprężającemu. Czynnikiem obniżającym własności odlewów jest obecność
porów, a nawet jam skurczowych, jak również wzrost grubości ścianek prowadzi do
obniżenia własności wytrzymałościowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Żeliwa
Żeliwa są to stopy żelaza z węglem, w których zawartość węgla wynosi 2-3,8%. Oprócz
węgla w żeliwie znajdują się domieszki krzemu, manganu, siarki i fosforu. W żeliwach
stopowych zawarte są specjalne dodatki zmieniające własności żeliwa, takie jak chrom,
nikiel, molibden i inne.
W budowie maszyn są stosowane głównie żeliwa szare i wysokojakościowe stopowe,
sferoidalne, modyfikowane i ciągliwe.
W żeliwach szarych węgiel występuje w postaci grafitu. Grafit w żeliwie można
porównać z porami i pęknięciami. Im ich więcej, tym niższe są mechaniczne własności
żeliwa. Na strukturę żeliwa wywierają również wpływ domieszki: mangan, fosfor, siarka,
a szczególnie krzem. Żeliwa szare charakteryzują się dobrymi własnościami odlewniczymi,
dobrą obrabialnością, dużą odpornością na zużycie i zadowalającymi własnościami
mechanicznymi. Stosuje się je na takie elementy jak kadłuby cylindrów silników, obudowy,
tłoki, łożyska itp. Cechą ujemną żeliwa szarego jest trudna spawalność.
Żeliwa zmodyfikowane otrzymuje się przez dodanie do żeliwa szarego o stosunkowo
niskiej zawartości węgla (2,7-3,1%), przed odlaniem go do form, specjalnych dodatków
zwanych modyfikatorami (żelazokrzem, wapniokrzem). Modyfikowanie żeliwa znacznie
podnosi jego własności mechaniczne, np. zwiększa się odporność na ścieranie, cechuje się
lepszą lejnością. Stosuje się je m.in. na wały korbowe silników, koła zębate, gąsienice
ciągnikowe.
Żeliwa sferoidalne są odmianą żeliwa modyfikowanego (po dodaniu np. manganu), co
zwiększa własności wytrzymałościowe i plastyczne żeliwa. Zastępują staliwo, a nawet
odkuwki stalowe, Stosuje się je m.in. na koła zębate, wrzeciona, tłoki silników
wysokoprężnych i pierścienie tłokowe.
Żeliwo ciągliwe otrzymuje się przez długotrwałe wyżarzanie odlewów z żeliwa białego,
wskutek czego odlewy uzyskują własności plastyczne i stają się obrabialne. Zastępuje staliwo.
Stosuje się na piasty kół, wsporniki, tulejki itp.
Żeliwa stopowe uzyskuje się dodając żelazostopy do kadzi przed odlewaniem do form.
Dodanie pierwiastków stopowych powoduje nadanie żeliwom specjalnych własności, np.
odporności na korozję, żaroodporności, żarowytrzymałości lub podwyższenie ich własności
mechanicznych.
Żeliwa tego typu stosowane są w przemyśle chemicznym
i petrochemicznym, jako żeliwa konstrukcyjne oraz w przemyśle elektrotechnicznym np. jako
materiały niemagnetyczne lub jako oporniki elektryczne.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz składniki strukturalne stopów żelaza z węglem?
2. Jak narysować wykres żelazo-węgiel?
3. Jakie znasz rodzaje stopów żelaza z węglem?
4. Jakie właściwości posiadają poszczególne stopy żelaza z węglem?
5. Czy znasz ogólną klasyfikację stali?
6. W jaki sposób stężenie węgla wpływa na wytrzymałość na rozciąganie, granicę
plastyczności, twardość, wydłużenie i przewężenie?
7. Jakie potrafisz wskazać zastosowania stali węglowych?
8. Czy potrafisz określić zastosowania żeliwa?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj stopy żelaza z węglem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat stopów żelaza z węglem,
2) określić rodzaje stopów żelaza z węglem,
3) wykonać wykres żelazo-węgiel,
4) scharakteryzować stopy żelaza z węglem,
5) przedstawić powyższe w formie opisowej,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A4,
– ołówek/długopis,
– przymiar liniowy,
– literatura z rozdziału 6.
Ćwiczenie 2
Rozpoznaj przykładowe próbki metali i ich stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z cechami charakterystycznymi poszczególnych metali i ich stopów,
2) przygotować próbki metali i stopów metali,
3) określić rodzaj metalu lub stopu przy pomocy oględzin wzrokowych oraz narzędzi,
4) zanotować wyniki oględzin,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– próbki metali i stopów metali,
– stół warsztatowy,
– lupa,
– młotek,
– piła do metalu,
– pilnik do metalu,
– wiertarka,
– wiertła do metalu,
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Ćwiczenie 3
Zgromadź i przedstaw przedmioty, narzędzia ze stali węglowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w literaturze informacje na ten temat,
2) zgromadzić przykładowe przedmioty, narzędzia ze stali węglowych,
3) przedstawić i określić poszczególne przedmioty,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– przykładowe przedmioty ze stali węglowych,
– literatura z rozdziału 6.
Ćwiczenie 4
Przedstaw graficznie i scharakteryzuj wpływ węgla na własności mechaniczne stali
węglowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat,
2) przedstawić graficznie krzywe wytrzymałości na rozciąganie, granicy plastyczności,
twardości, wydłużenia i przewężenia w zależności od masowego stężenia węgla,
3) scharakteryzować wpływ węgla na własności mechaniczne stali węglowych,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru w kratkę formatu A4,
– ołówek/długopis,
–
przymiar liniowy,
–
krzywik,
–
literatura z rozdziału 6.
Ćwiczenie 5
Scharakteryzuj właściwości żelaza i jego stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat właściwości żelaza i jego stopów,
2) scharakteryzować właściwości żelaza i jego stopów,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru formatu A4,
–
ołówek/długopis,
–
literatura z rozdziału 6.
4.2.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić składniki strukturalne stopów żelaza z węglem?
¨
¨
2) narysować wykres żelazo-węgiel?
¨
¨
3) określić rodzaje stopów żelaza z węglem?
¨
¨
4) scharakteryzować właściwości poszczególnych stopów żelaza z węglem?
¨
¨
5) przedstawić ogólną klasyfikację stali?
¨
¨
6) scharakteryzować wpływ stężenia węgla na wytrzymałość na rozciąganie,
granicę plastyczności, twardość, wydłużenie i przewężenie?
¨
¨
7) wskazać zastosowania stali węglowych?
¨
¨
8) określić zastosowania żeliwa?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.3. Metale nieżelazne i ich stopy
4.3.1. Materiał nauczania
Metale nieżelazne
Do metali nieżelaznych zalicza się wszystkie metale oprócz żelaza i jego stopów.
Stanowią one główne składniki stopów przeznaczonych do pracy w wysokich temperaturach,
przeciwciernych i różnorodnych stopów w elektrotechnice.
Zakres stosowania metali nieżelaznych określają ich własności.
Tabela 3. Podstawowe własności niektórych metali nieżelaznych [5, s. 342]
Własności fizyczne i mechaniczne
Metal
Symbol
chemiczny
Ciężar
właściwy
[kG/cm
3
]
Temperatura
topnienia
[
0
C]
Przewodność
elektryczna
[om.mm
2
/m]
Twardość
[kG/mm
2
]
Wytrzymałość
na rozciąganie
[kG/mm
2
]
Wydłużenie
jednostkowe
[%]
Magnez
Mg
1,74
651,0
0,045
25
15
40
Glin (aluminium)
Al
2,70
660,0
0,026
28
9
40
Tytan
Ti
4,50
1660,0
0,475
105
34
40
Antymon
Sb
6,60
630,5
Cynk
Zn
7,14
419,5
0,057
36
8
12
Chrom
Cr
7,19
1550,0
Mangan
Mn
7,20
1260,0
Cyna
Sn
7,28
232,0
0,115
5
2
40
Kadm
Cd
8,65
321,0
Kobalt
Co
8,83
1495,0
Nikiel
Ni
8,90
1452,0
0,072
60
45
40
Miedź
Cu
8,93
1038,0
0,017
35
22
60
Srebro
Ag
10,50
960,8
0,016
Ołów
Pb
11,34
327,4
0,188
5
2
50
Wolfram
W
19,30
3370,0
Krótka charakterystyka podstawowych metali nieżelaznych podana jest poniżej.
Magnez jest metalem najlżejszym z metali konstrukcyjnych, srebrzystobiałym, z silnym
połyskiem. W powietrzu pokrywa się warstewką tlenku magnezu, matowieje. Ogrzany do
temperatury 700
0
C w atmosferze powietrza ulega samozapłonowi. Jest kowalny i ciągliwy.
W stanie czystym ma ograniczone zastosowanie, głównie w pirotechnice. Jest stosowany
głównie do produkcji stopów oraz jako odtleniacz, reduktor i modyfikator stopów.
Aluminium jest jednym z lżejszych metali. Jest srebrzystobiałe, kowalne, bardzo
ciągliwe, jest dobrym przewodnikiem ciepła i elektryczności, charakteryzuje się dobrą
lejnością, ma jednak dość duży skurcz. Stosowane jest przy wytwarzaniu aparatury
chemicznej i folii kondensatorowych, stosuje się również na powłoki kablowe, na przewody
elektryczne, w przemyśle spożywczym oraz do aluminiowania dyfuzyjnego stali.
Tytan, podobnie jak aluminium i magnez, można zaliczyć do metali lekkich.
Charakteryzuje się dość dużą wytrzymałością i plastycznością, małym ciężarem właściwym,
odpornością na korozję atmosferyczną, w wodzie morskiej i kwasach organicznych. Jest
stosowany w postaci blach, rur, drutu i prętów, przede wszystkim w przemyśle lotniczym
i rakietowym.
Cynk jest metalem średnio twardym, w normalnej temperaturze jest kruchy,
w temperaturze 100-150
0
C staje się kowalny i ciągliwy, daje się walcować na cienkie blachy
i drut. Jest metalem o dobrej przewodności cieplnej i elektrycznej, odporny na działanie
czynników atmosferycznych. Stosowany jest do pokrywania żelaza (głównie blach) w celu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
ochrony przed korozją, pokrywania powierzchni elementów, wyrobu takich stopów jak
mosiądze, brązy, lutowia.
Chrom jest twardy, trudno topliwy, odporny na korozję. Szeroko stosowany jest do
pokrywania galwanicznego (chromowania) przedmiotów stalowych i mosiężnych w celach
dekoracyjnych i antykorozyjnych. Związki chromu stosowane są do produkcji garbników,
farb, elektrolitów do ogniw galwanicznych, materiałów ogniotrwałych i innych.
Miedź jest metalem o barwie czerwonawo-brązowej, niezbyt twardym, ciągliwym
i kowalnym. Poza srebrem jest najlepszym przewodnikiem ciepła i elektryczności. Wyrabia
się z niej różnego rodzaju wymienniki ciepła, stosowana jest na przewody napowietrzne
i trakcyjne, wyroby bimetaliczne, np. rury, druty, a także na pokrycia dachowe itp.
Ołów stanowi bardzo miękki, ciężki, plastyczny, łatwo topliwy metal matowoszary,
kowalny, o niewielkiej wytrzymałości. Jest odporny na działanie kwasów siarkowego
i solnego. Stosowany jest szeroko w przemyśle chemicznym, służy do wyrobu płyt
akumulatorowych. Nadtlenek ołowiu (minia) jest szeroko stosowany jako rdzoochronna
powłoka konstrukcji i wyrobów stalowych. Tlenek ołowiu (glejta) używany jest do
wulkanizacji kauczuku, do wyrobu szkła kryształowego, kitów, farb itp. Czteroetylek ołowiu
używany jest jako skuteczny środek przeciwstukowy do benzyny.
Stopy metali nieżelaznych
Zastosowanie czystych metali nieżelaznych ze względu na ich właściwości jest
ograniczone. Do najważniejszych stopów metali nieżelaznych zalicza się stopy: aluminium,
magnezu, tytanu, miedzi, niklu, cynku, cyny i ołowiu.
Stopy aluminium po odpowiedniej obróbce cieplnej mają wytrzymałość nawet
kilkakrotnie większą niż czyste aluminium. Stopy te charakteryzują się korzystnym
parametrem konstrukcyjnym, tzn. stosunkiem wytrzymałości do ciężaru właściwego, który
jest większy niż dla stali. Oprócz tego ich udarność w miarę obniżania temperatury nie
maleje, dzięki czemu w niskich temperaturach mają większą udarność niż stal. Stopy
aluminium dzieli się na odlewnicze oraz do obróbki plastycznej. Do odlewniczych zalicza się
stopy wieloskładnikowe o większej zawartości pierwiastków stopowych (5-25%), np.
z krzemem, z krzemem i magnezem, z krzemem, miedzią, magnezem i manganem,
z krzemem, miedzią niklem, magnezem i manganem. Stopy do obróbki plastycznej zawierają
mniejsze ilości dodatków stopowych, głównie miedź (do ok. 5%), magnez (do ok. 6%)
i mangan (do 1,5%), rzadziej krzem, cynk, nikiel, chrom tytan.
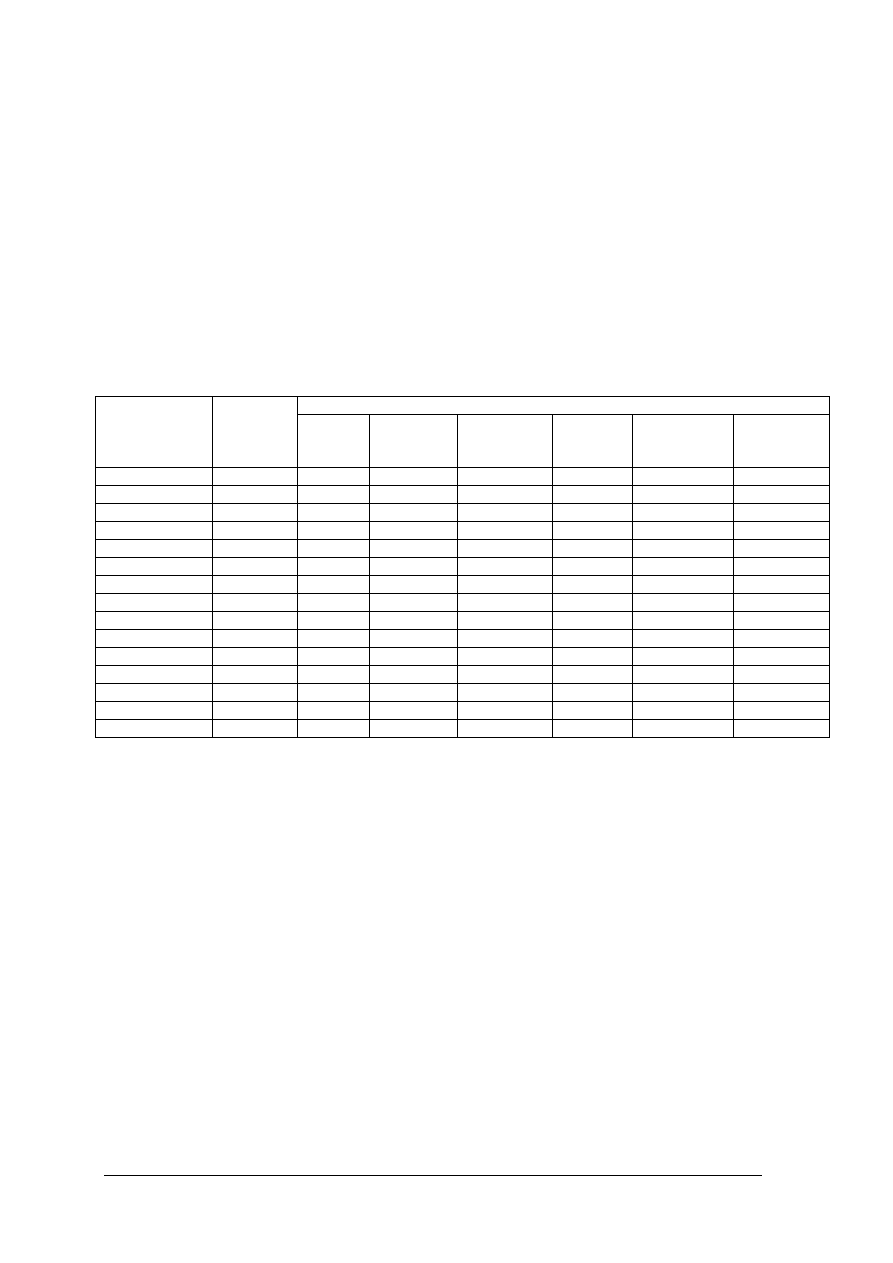
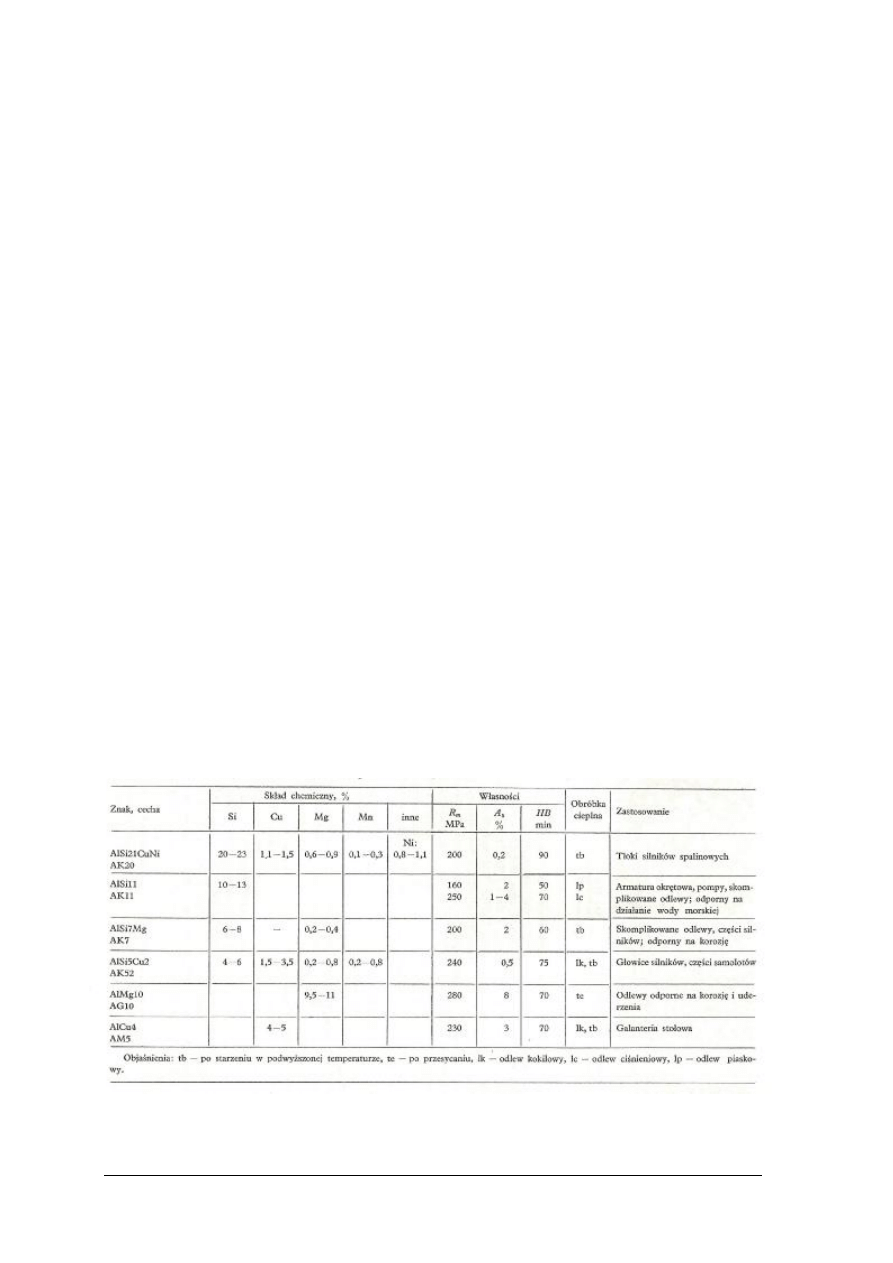
Tabela 4. Wybrane stopy odlewnicze aluminium [4, s. 384]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
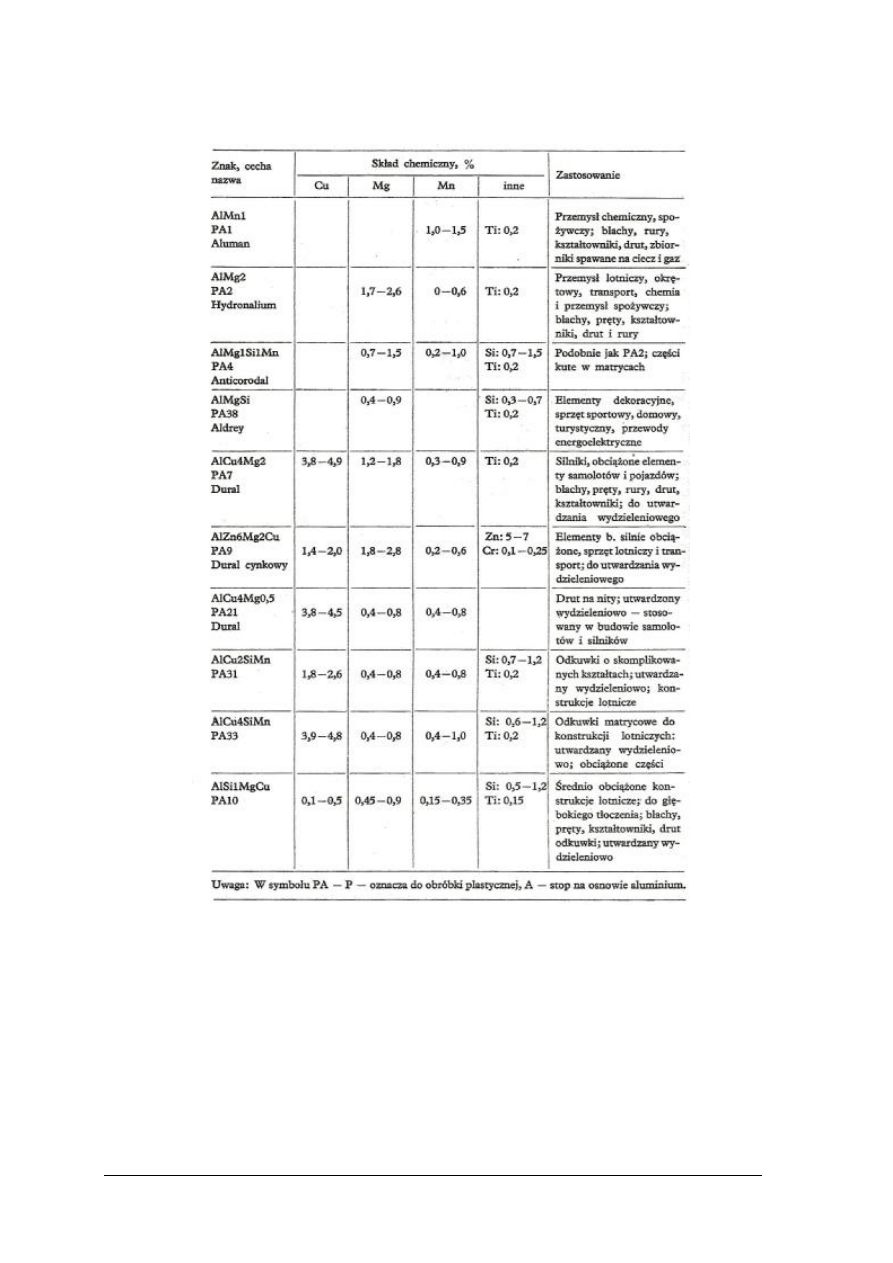
Tabela 5. Wybrane stopy aluminium do obróbki plastycznej [4, s. 386]
Stopy magnezu cechują się dobrą wytrzymałością (do 350 MPa) i bardzo małą gęstością
(ok. 1,8 g/cm
3
). Jako dodatki stopowe stosuje się aluminium, cynk, mangan, krzem, cer,
cyrkon i metale ziem rzadkich. Aluminium w stopach magnezu do zawartości 6% zwiększa
wytrzymałość i wydłużenie stopów w stanie lanym. Również cynk polepsza lejność stopów
magnezu, a przy jego zawartości 5% stop ma maksymalną wytrzymałość i wydłużenie.
Z kolei mangan zwiększa wytrzymałość stopów magnezu oraz poprawia odporność na
korozję, a poza tym umożliwia ich spawanie. Cyrkon i cer dodawane do stopów do obróbki
plastycznej rozdrabniają ziarno i podnoszą własności mechaniczne stopów w podwyższonych
temperaturach. Podobnie jak w przypadku stopów aluminium stopy magnezu dzieli się
również na stopy odlewnicze oraz do obróbki plastycznej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
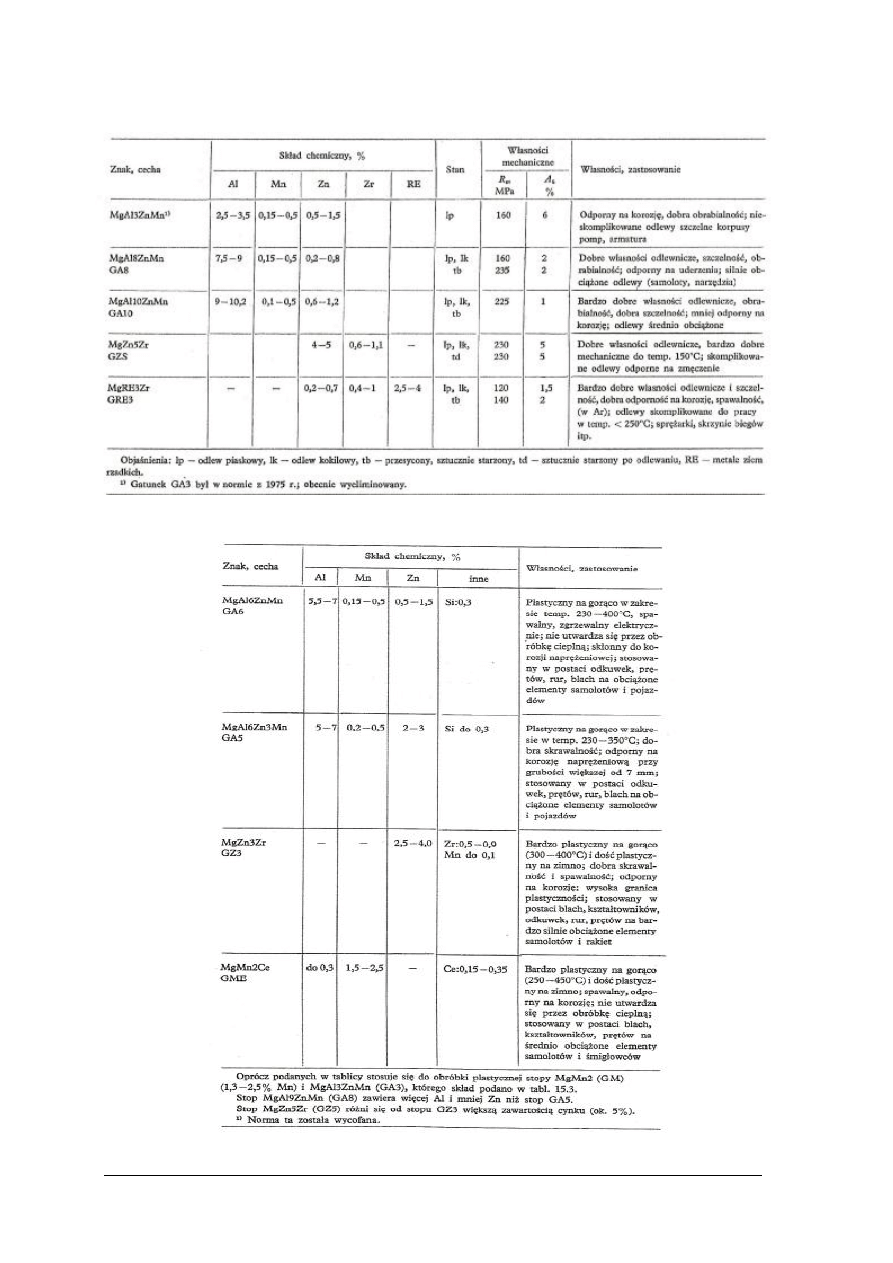
Tabela 6. Stopy odlewnicze magnezu [4, s. 395]
Tabela 7. Stopy magnezu do obróbki plastycznej [4, s. 396]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
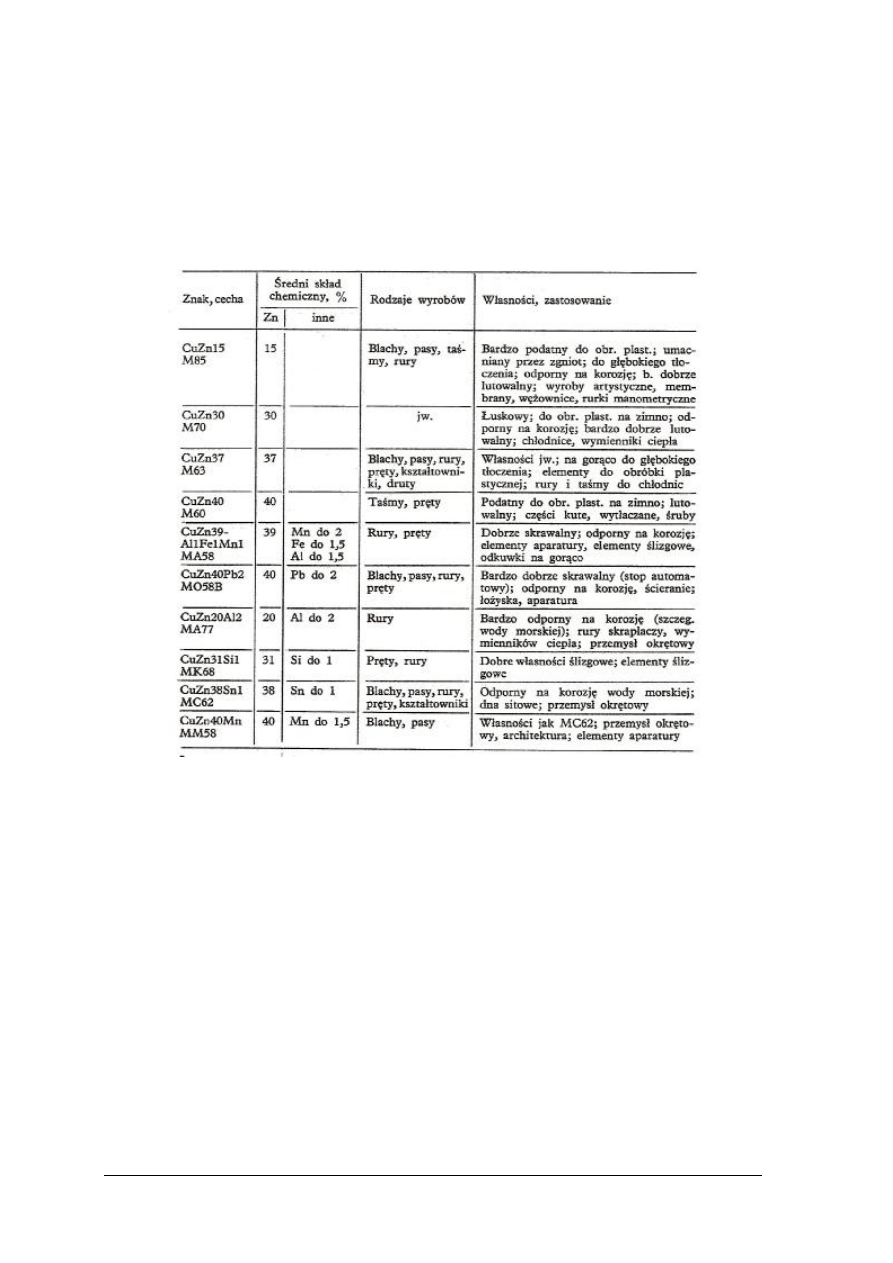
Stopy miedzi ze względu na ich wyższe niż czystej miedzi własności wytrzymałościowe
stosuje się przede wszystkim jako tworzywo konstrukcyjne. Pierwiastki stopowe to głównie:
cynk, cyna, aluminium, beryl, krzem, nikiel, mangan, ołów. Stopy miedzi z cynkiem nazywa
się mosiądzami, natomiast z cyną lub innymi metalami – brązami. Stopy miedzi z niklem
nazywa się miedzioniklami.
Tabela 8. Mosiądze do obróbki plastycznej [4, s. 405]
W brązach cynowych cyna w zasadniczy sposób wpływa na własności brązu, jej
zawartość w brązach nie przekracza na ogół 20%. Dodatek do ok.8% cyny powoduje wzrost
wytrzymałości i plastyczności. Przy wyższych zawartościach wydłużenie gwałtownie maleje.
Spadek wytrzymałości następuje dopiero przy zawartości powyżej 25%. Brązy dzieli się
w zależności od ich przeznaczenia na odlewnicze i do obróbki plastycznej. Stopy odlewnicze
są stosowane częściej i mają większe zastosowanie. Cechują się wyjątkowo małym skurczem
(<1%), nie występuje w nich jama usadowa powodująca, że odlewy z brązu są mało zwarte.
Zawartość cyny w brązach odlewniczych wynosi zwykle ok. 10%, przy czym mogą również
zawierać dodatek fosforu (do 1,2%) oraz cynku i ołowiu. Fosfor odtlenia stop, powoduje jego
utwardzenie, ale obniża plastyczność, co sprawia, że brązy cynowo-fosforowe są stosowane
na odlewy, od których wymaga się odporności na ścieranie (np. panewki, koła ślimakowe,
sprężyny). Ołów w ilości 3-6% polepsza skrawalność brązu.
Do obróbki plastycznej stosuje się brązy o niższej zawartości cyny (4-6%). Przed
obróbka
plastyczną
brązy
takie
należy
poddać
wyżarzaniu
ujednorodniającemu
w temperaturze 720-750
0
C przez kilka godzin, w wyniku czego uzyskują jednorodną
strukturę podatną do obróbki plastycznej. Brązy o niższej zawartości cyny można obrabiać na
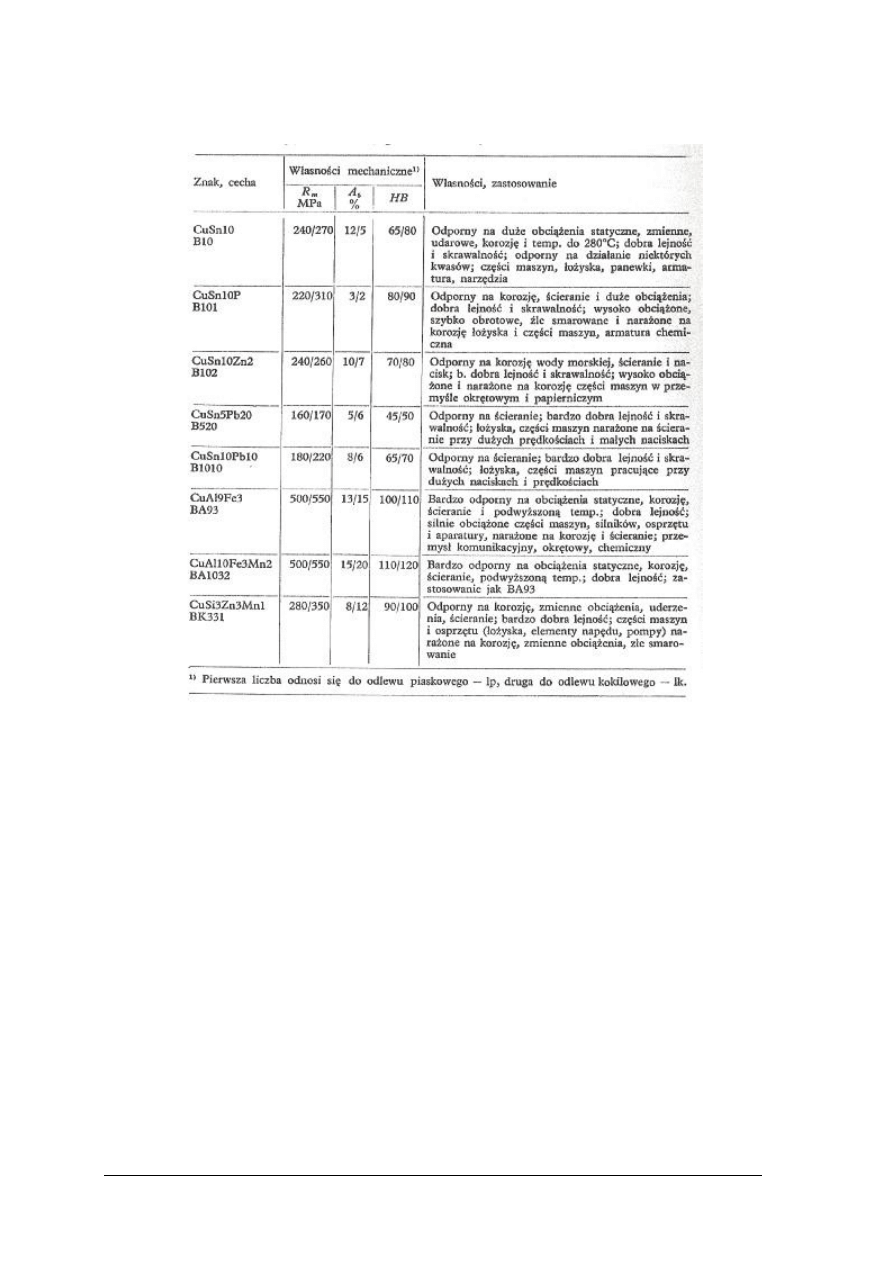
zimno, o wyższej zawartości na gorąco. Wybrane stopy brązu zestawiono w tabeli 9.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Tabela 9. Brązy odlewnicze [4, s. 412]
Stopy niklu występują przede wszystkim z miedzią, z miedzią i cynkiem oraz z chromem.
Stopy z miedzią (tzw. monele) są głównie stosowane jako stopy odporne na korozję. Można
je poddawać obróbce plastycznej na zimno i na gorąco. Monele mają wysokie własności
wytrzymałościowe (R
m
do 700 MPa) i antykorozyjne, które zachowują aż do temperatury
500
0
C. Są stosowane na łopatki turbin parowych oraz elementy aparatury chemicznej, a także
jako druty oporowe i do wytwarzania wyrobów galanteryjnych. Stopy niklu z miedzią
i cynkiem znalazły zastosowanie do wyrobu galanterii, przedmiotów ozdobnych i sztućców.
Stopy niklu z chromem są żarowytrzymałe. Są stosowane głównie na elementy grzewcze
pieców.
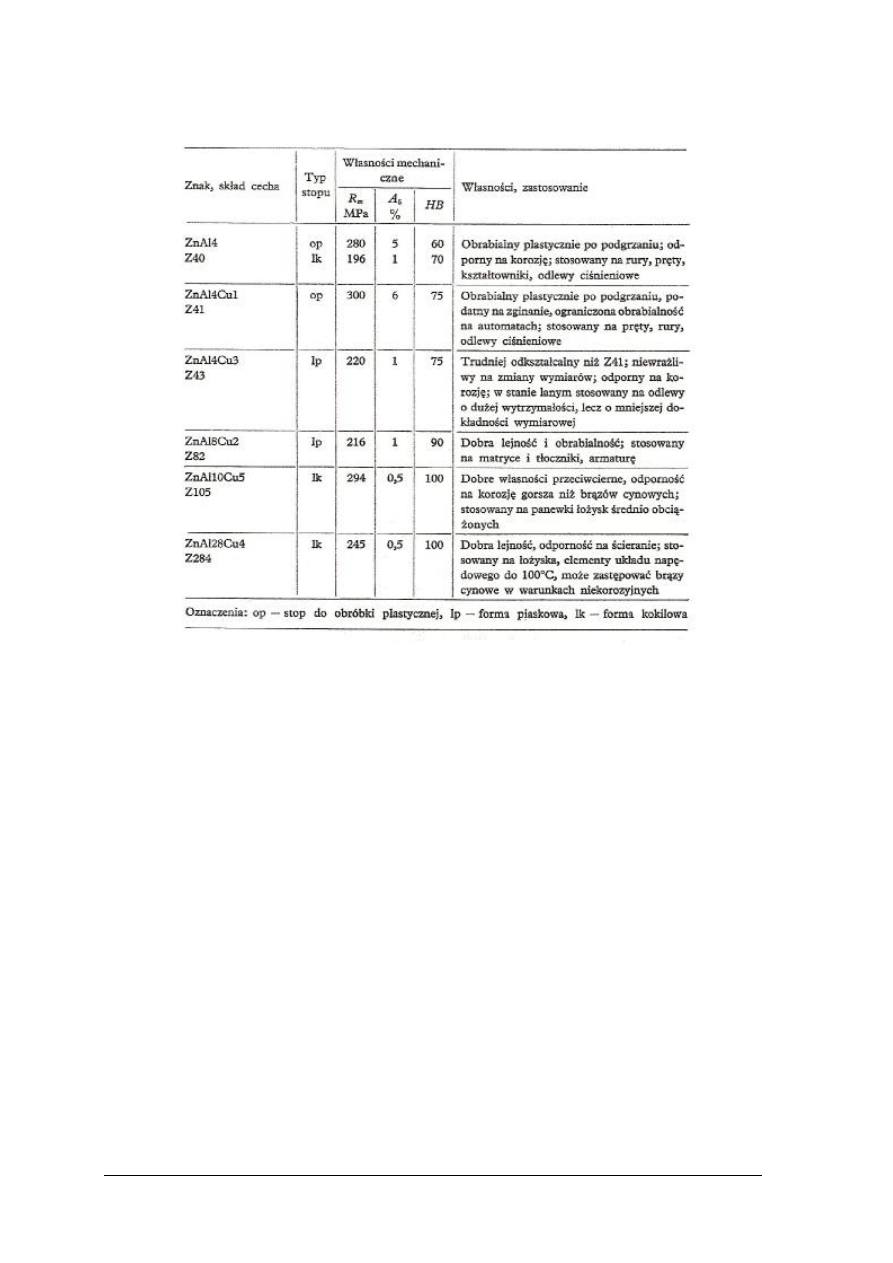
Stopy cynku największe zastosowanie znalazły jako stopy z aluminium o zawartości 3,5-
30% Al, tzw. znale. Oprócz aluminium zawierają one zwykle do 5% miedzi i 0,05%
magnezu. Stopy cynku przeznaczone są zarówno do obróbki plastycznej jak i do odlewania.
Największe znaczenie mają stopy dwuskładnikowe o zawartości 4% Al i trójskładnikowe (4%
Al. + 1-3% Cu). Można je stosować zarówno w postaci odlewów jak i obrabiać plastycznie.
Stopy cynku o większej zawartości aluminium są stosowane na odlewy. Obróbkę plastyczną
znali przeprowadza się w podwyższonych temperaturach (200-300
0
C). Obróbkę znali
z miedzią poniżej 240
0
C lub powyżej 300
0
C. Stopy cynku stosuje się szeroko w postaci
odlewów ciśnieniowych, np. korpusy i obudowy różnych urządzeń i aparatów, pokrywy,
części maszyn do pisania i liczników, gaźniki, klamki itp. W stanie obrobionym mają wysoką
wytrzymałość na rozciąganie i dobrą plastyczność.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Tabela 10. Wybrane stopy cynku odlewnicze i do obróbki plastycznej [4, s. 423]
Stopy cyny i ołowiu znalazły liczne zastosowania w technice, np. jako stopy łożyskowe,
lutowia, stopy niskotopliwe, drukarskie. Własności wytrzymałościowe cyny i ołowiu są niskie
(R
m
poniżej 20 MPa, ok. 4 HB), za to są bardzo plastyczne.
Dużą rolę odgrywają stopy łożyskowe używane do wylewania panewek łożysk
ślizgowych w samochodach, wagonach i innych maszynach. Charakteryzują się dużą
odpornością na ścieranie i odgrywają jednocześnie rolę nośną. Stopy łożyskowe mają dobre
właściwości odlewnicze i niezbyt wysoką temperaturę topnienia. Najlepsze własności maja
stopy na osnowie cyny z dodatkiem miedzi i antymonu. Mogą one przenosić wysokie naciski
powierzchniowe (powyżej 10 MPa) przy prędkości obwodowej ponad 5 m/s.
Lutowia dzieli się na miękkie i twarde. Lutowanie ma na celu łączenie metali bez ich
nadtapiania i ten warunek spełniają lutowia.
Stopy niskotopliwe są to stopy wieloskładnikowe osiągające temperatury topnienia niższe
od 100
0
C. Znajdują one zastosowanie na bezpieczniki, czujniki przeciwpożarowe, odlewy
precyzyjne oraz do inkludowania zgładów metalograficznych.
Stopy drukarskie wykorzystuje się w przemyśle poligraficznym. Są to stopy ołowiu
z dodatkiem antymonu i cyny, niekiedy również stopy cynku z dodatkiem Al., Cu i Mg.
Spieki metaliczne
Jedną z metod wytwarzania stopów jest spiekanie proszków metali. Obecnie wytwarza
się tą metodą różne części maszyn i mechanizmów, w tym również materiały łożyskowe
i elementy cierne, a także styki elektryczne, metale trudnotopliwe, płytki skrawające (ostrza
zębów pił do tworzyw drzewnych, frezów, wierteł i innych narzędzi skrawających do drewna)
i kompozyty metalowo-ceramiczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Proces
wytwarzania
spieków
składa
się
z dwóch podstawowych operacji
technologicznych: formowania kształtek z proszków metali przez prasowanie w matrycach,
i spiekania, polegającego na wygrzewaniu kształtek w atmosferze ochronnej poniżej
temperatury topnienia przeważającego składnika.
Metalurgia proszków posiada następujące zalety:
–
możliwość formowania gotowych elementów bez potrzeby kosztownej obróbki
mechanicznej (np. koła zębate, krzywki, sitka do maszynek do mięsa),
–
niewielki koszt produkcji przy jej masowym charakterze,
–
możliwość wytwarzania tworzyw o składzie i strukturze nieosiągalnych innymi
metodami (np. wolfram-srebro na styki, brąz-grafit na łożyska, węglik wolframu-kobalt
na płytki skrawające, materiały metalowo-ceramiczne),
–
możliwość automatyzacji procesu wytwarzania,
–
małe zużycie materiałów i energii.
Wyroby wytwarzane metodą metalurgii proszków można podzielić na trzy grupy:
–
spieki na bazie żelaza (spiekane stale),
–
spieki na bazie metali nieżelaznych (łożyska, styki),
–
spieki metalowo-ceramiczne (kompozyty, materiały cierne).
W spiekach na bazie żelaza znaczny udział stanowią spiekane stale węglowe lub
stopowe. Stale węglowe otrzymuje się drogą spiekania mieszanek proszku żelaza i grafitu.
Stale stopowe wytwarza się jako spieki Fe-Cu lub Fe-Cu-C, o zawartości miedzi do kilku
procent. Spieki te mogą być poddawane utwardzaniu wydzieleniowemu. Spieki Fe-Ni cechuje
wyższa wytrzymałość, a ponadto w odróżnieniu od spieków Fe-Cu dość dobra ciągliwość.
Spiekane stale nadają się do obróbki cieplno-chemicznej, najkorzystniejsze jest
węgloazotowanie.
Spieki na bazie metali nieżelaznych to najczęściej spieki na bazie miedzi – brązy,
mosiądze cynkowe i niklowe. Ze spiekanej miedzi wykonuje się części maszyn elektrycznych
(komutatory, pierścienie, styki). Większą wytrzymałość wykazują spieki z brązu lub
mosiądzu, wykonywane z proszków stopowych. Ze spieków tych wyrabia się części
użytkowe do maszyn i mechanizmów. Samosmarujące tuleje łożysk ślizgowych produkuje się
zarówno ze spieków na osnowie żelaza jak i brązu. Do oddzielnej grupy materiałów
łożyskowych należą warstwy ślizgowe napiekane na taśmę stalową. Taśmy z napieczoną
warstwą ślizgową tnie się na części i wygina, wytwarzając półpanewki łożysk ślizgowych,
stosowane w silnikach spalinowych.
Spieki metalowo-ceramiczne zalicza się do materiałów kompozytowych. Celem ich
wytwarzania jest uzyskanie optymalnych własności w grupie materiałów ciernych lub
żarowytrzymałych. Cechą szczególną spiekanych materiałów ciernych jest duży udział porów
zwiększających dynamiczny współczynnik tarcia. Główne zastosowanie materiałów ciernych
to hamulce i sprzęgła. W materiałach kompozytowych żarowytrzymałych cząstki ceramiczne
zawarte w osnowie metalowej powodują powstrzymywanie procesów osłabiających
zachodzących w wysokiej temperaturze. Drogą spiekania wytwarza się również materiał
przeznaczony na włókna lamp. Dodatek tlenku toru do wolframu wydłuża znacznie czas
eksploatacji żarówek, ograniczając odkształcenia włókien pod własnym ciężarem. Obecnie
wytwarza się spieki nazywane cermetalami, składające się z tlenku metalu i osnowy
metalowej. Cermetale znalazły zastosowanie na kokile, osłony termopar, w przemyśle
rakietowym i energetyce jądrowej. Do materiałów żaroodpornych zalicza się również SAP
(ang. Sintered Aluminium Powder – spiekany proszek aluminium). Jest on prasowany na
gorąco, a następnie wciskany na gorąco. Może pracować w temperaturze do 450
0
C nie tracąc
własności wytrzymałościowych. Jest stosowany na tłoki silników spalinowych i osłony
prętów paliwowych reaktorów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie znasz główne metale nieżelazne?
2. Jak można scharakteryzować podstawowe własności metali nieżelaznych?
3. Jakie potrafisz wskazać zastosowania metali nieżelaznych?
4. Jakie znasz stopy metali nieżelaznych?
5. Jakie właściwości posiadają poszczególne stopy metali nieżelaznych?
6. Jakie zastosowanie mają poszczególne stopy metali nieżelaznych?
7. Jak możemy przedstawić w formie tabelarycznej skład chemiczny wybranych stopów?
8. Jak można scharakteryzować metalurgię proszków?
9. Jakie potrafisz wskazać zastosowania wyrobów wytwarzanych metodą metalurgii
proszków?
4.3.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj stopy metali nieżelaznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat stopów metali nieżelaznych,
2) określić rodzaje stopów metali nieżelaznych,
3) scharakteryzować poszczególne stopy metali nieżelaznych,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
–
notatnik,
–
arkusz papieru formatu A4,
–
ołówek/długopis,
–
literatura z rozdziału 6.
Ćwiczenie 2
Rozpoznaj przykładowe próbki metali nieżelaznych i ich stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z cechami charakterystycznymi poszczególnych metali nieżelaznych i ich
stopów,
2) przygotować próbki metali nieżelaznych i stopów metali nieżelaznych,
3) określić rodzaj metalu lub stopu przy pomocy oględzin wzrokowych oraz narzędzi,
4) zanotować wyniki oględzin,
5) dokonać oceny poprawności wykonanego ćwiczenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
– próbki metali nieżelaznych i stopów metali nieżelaznych,
– stół warsztatowy,
– lupa,
– młotek,
– piła do metalu,
– pilnik do metalu,
– wiertarka,
– wiertła do metalu,
– notatnik,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 3
Zgromadź i przedstaw przedmioty, narzędzia, elementy maszyn i urządzeń wykonane
z metali nieżelaznych lub ich stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w literaturze informacje na ten temat,
2) zgromadzić przykładowe przedmioty, narzędzia elementy maszyn i urządzeń wykonane
z metali nieżelaznych lub ich stopów,
3) przedstawić i określić poszczególne przedmioty,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– stolik,
– przykładowe przedmioty wykonane z metali nieżelaznych lub ich stopów,
– literatura z rozdziału 6.
Ćwiczenie 4
Określ własności i zastosowanie wybranych stopów metali nieżelaznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat własności i zastosowania stopów metali nieżelaznych,
2) określić własności wybranych stopów metali nieżelaznych,
3) określić zastosowanie wybranych stopów metali nieżelaznych,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru formatu A4,
–
ołówek/długopis,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ćwiczenie 5
Scharakteryzuj metodę wytwarzania stopów poprzez spiekanie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat metalurgii proszków,
2) scharakteryzować metodę wytwarzania stopów poprzez spiekanie,
3) przedstawić powyższe w formie opisowej,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru formatu A4,
–
ołówek/długopis,
–
literatura z rozdziału 6.
4.3.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić główne metale nieżelazne?
¨
¨
2) scharakteryzować podstawowe własności metali nieżelaznych?
¨
¨
3) wskazać zastosowania metali nieżelaznych?
¨
¨
4) określić stopy metali nieżelaznych?
¨
¨
5) scharakteryzować właściwości poszczególnych stopów metali
nieżelaznych?
¨
¨
6) określić zastosowanie poszczególnych stopów metali nieżelaznych?
¨
¨
7) zestawić w formie tabelarycznej skład chemiczny wybranych stopów
metali nieżelaznych?
¨
¨
8) scharakteryzować metalurgię proszków?
¨
¨
9) wskazać zastosowanie wyrobów wytwarzanych metodą metalurgii
proszków?
¨
¨
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.4. Podstawy obliczeń wytrzymałościowych materiałów
4.4.1. Materiał nauczania
Wytrzymałość materiałów jest nauką zajmującą się zachowaniem ciał stałych pod
wpływem działających na nie sił i momentów sił. Określa się zależności między siłami
zewnętrznymi (obciążeniami) a siłami wewnętrznymi (międzycząsteczkowymi) ciała stałego.
Metalowe materiały konstrukcyjne mają budowę krystaliczną charakteryzującą się
niejednorodnością ziaren. Przy obliczaniu wytrzymałości elementów konstrukcyjnych
przyjmuje się, że rozpatrywane materiały są ośrodkiem ciągłym (jednolitym) i jednorodnym,
czyli mają jednakowe właściwości wytrzymałościowe we wszystkich kierunkach.
W nauce wytrzymałości materiałów metalowe elementy konstrukcyjne nie są ciałami
doskonale sztywnymi, lecz posiadają następujące właściwości:
– odkształcalność, tj, zdolność do zmiany postaci geometrycznej pod wpływem siły
zewnętrznej (obciążenia) lub zmiany temperatury,
– sprężystość (elastyczność), tj. zdolność powrotu do postaci pierwotnej po usunięciu
obciążenia, które spowodowało odkształcenie,
– plastyczność, tj. zdolność do odkształceń trwałych, tzn. takich, które nie znikają po
usunięciu obciążeń je wywołujących,
– wytrzymałość, tj. największą wartość obciążenia, po przekroczeniu której następuje utrata
spójności cząsteczek materiału powodująca zniszczenie (rozerwanie, zgniecenie,
złamanie, ukręcenie) części konstrukcyjnej.
Na element konstrukcyjny mogą działać siły zewnętrzne skupione, obciążenia
równomiernie rozłożone oraz pary sił. Rozpatrywany element może być w pewnych
miejscach zawieszony, podparty lub ustalony.
W sprężystym ciele stałym na skutek działania siły zewnętrznej między sąsiednimi
cząsteczkami ciała występują siły wewnętrzne, które nazywamy naprężeniami. Są one
najczęściej skierowane ukośnie do powierzchni pomyślanego przekroju. Składową naprężenia
prostopadłą do przekroju nazywa się naprężeniem normalnym σ, natomiast składową styczną
naprężeniem stycznym τ. Naprężenia normalne wywołują zmiany długości (wydłużenia lub
skrócenia), natomiast naprężenia styczne zmiany kąta.
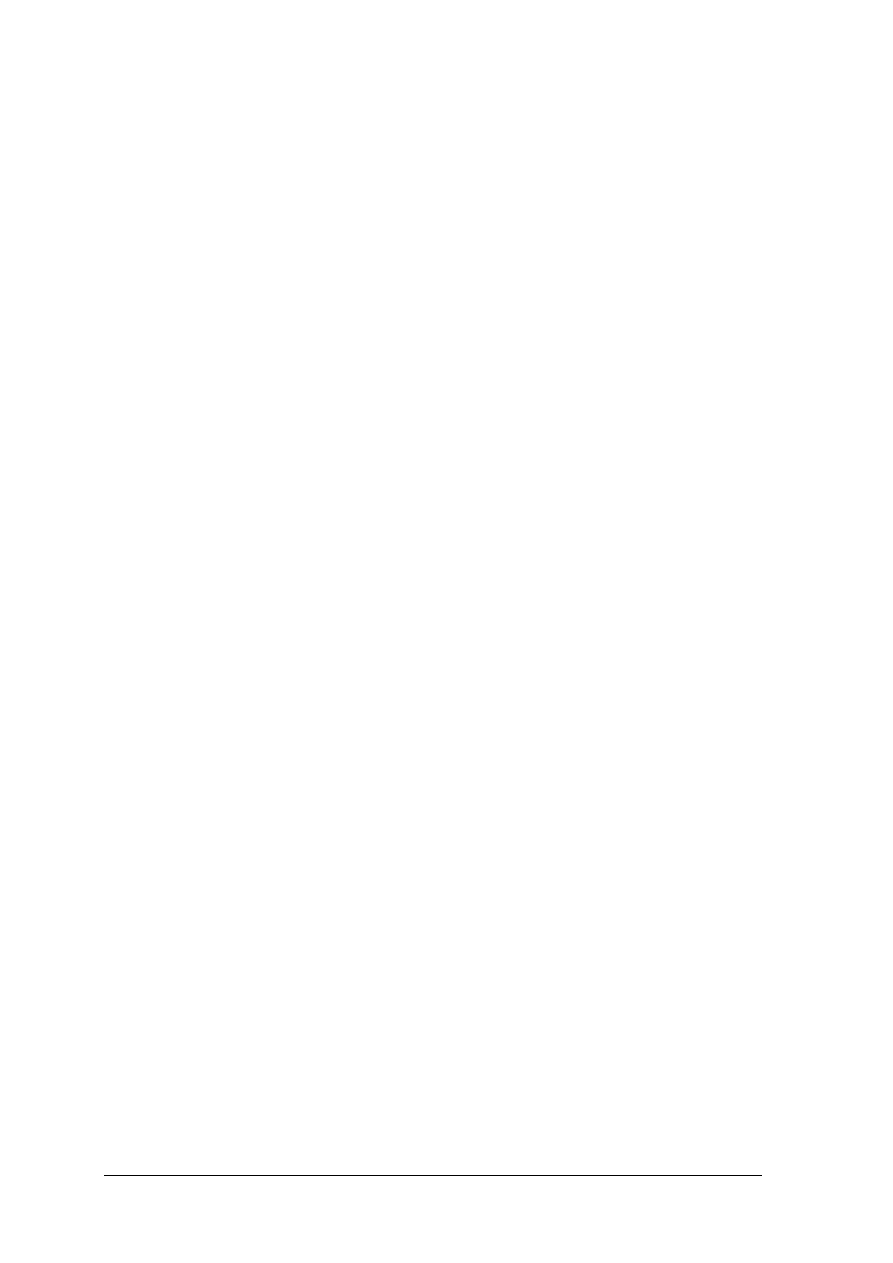
Rozciąganie i ściskanie
Naprężenia tnące występują nie tylko wtedy, gdy zewnętrzne siły działają przesuwająco
lub tnąco, ale również przy prostym rozciąganiu i ściskaniu w przekrojach ukośnych (nie
prostopadłych do osi pręta). Naprężenia rozciągające uważa się za dodatnie, natomiast
ściskające za ujemne. Przeprowadzając ukośny przekrój 2-2 pod kątem α względem przekroju
1-1 otrzymamy składowe siły P: siłę normalną P
N
= P cos α oraz siłę styczną P
T
= P sin α.
Rys. 6. Jednoosiowy stan naprężeń [2, s. 149]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
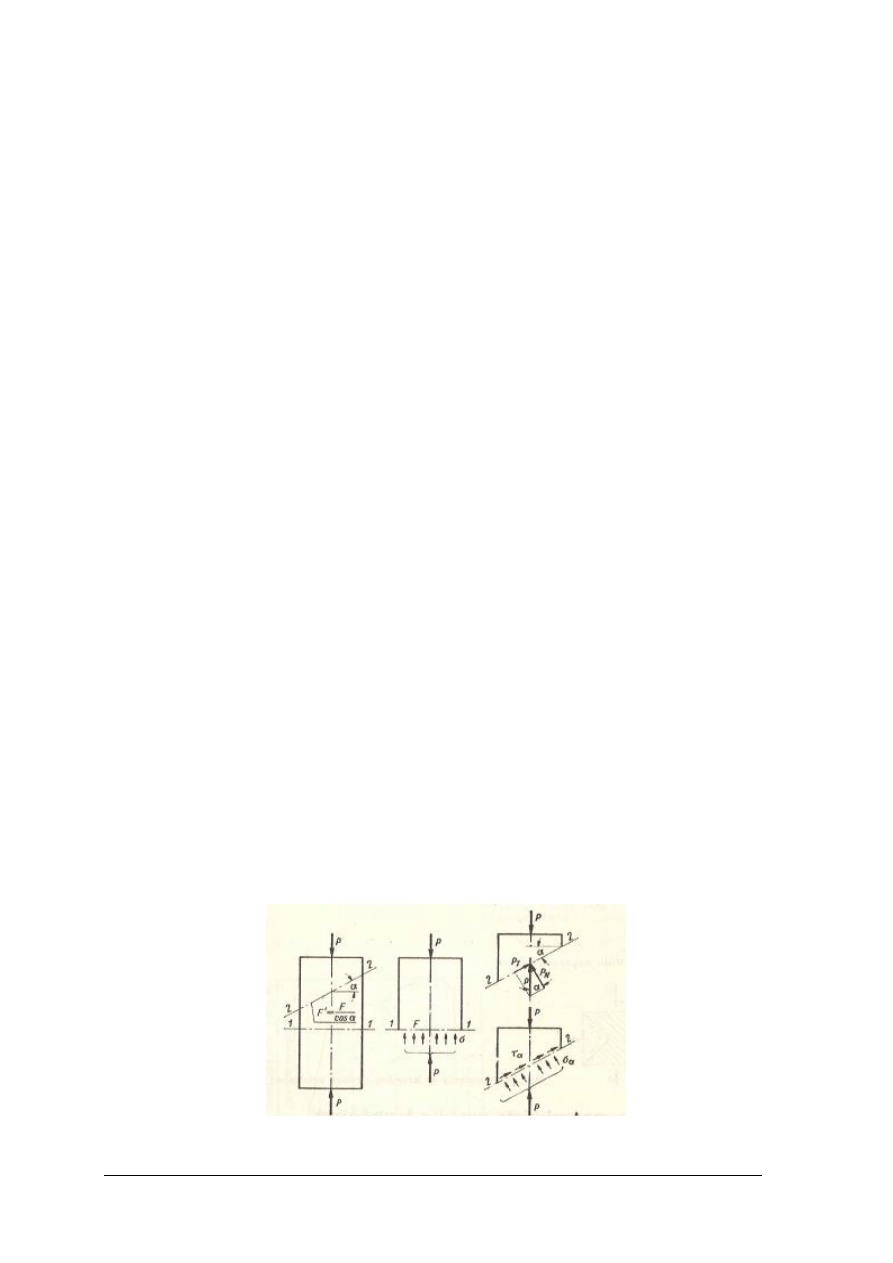
Pole powierzchni ukośnej wynosi F
1
= F/ cos α. Naprężenia przypadające na 1 cm
2
powierzchni 2-2 wynoszą:
P
N
P cos
2
α
naprężenia normalne:
σ
α
= =
= σ cos
2
α
F
1
F
P
T
P sin α cos α
σ
naprężenia styczne:
τ
α
= = = σ sin α cos α = sin 2 α
F
1
F
2
Zależności wyrażone powyższymi równaniami można przedstawić za pomocą koła
naprężeń Mohra, którego średnica jest równa σ.
Rys. 7. Koło naprężeń Mohra [2, s. 150]
W ukośnych przekrojach przy prostym rozciąganiu lub ściskaniu występują naprężenia
tnące, których wartość osiąga połowę wartości naprężenia normalnego. Zauważyć to można
na próbkach poddanych rozciąganiu lub ściskaniu, których materiał ma małą wytrzymałość na
ścinanie. W próbkach tych następuje niszczenie nie w płaszczyźnie prostopadłej do osi
działania, ale w płaszczyźnie ukośnej, prawie pod kątem 45
0
.
Obliczenia wartości odkształceń sprężystych elementów dokonuje się na podstawie
prawa Hooke’a, które brzmi: przy odkształceniach sprężystych wydłużenie (skrócenie) pręta
rozciąganego (ściskanego) jest wprost proporcjonalne do wartości siły rozciągającej
(ściskającej) F i do jego długości początkowej l
0
, a odwrotnie proporcjonalne do pola
powierzchni przekroju S
0
i modułu sprężystości Younga E.
Prawo to można wyrazić wzorem:
F· l
0
l - l
0
=
E·S
0
gdzie:
l – końcowa długość próbki,
l
0
– początkowa długość próbki,
F – siła działająca na materiał,
E – moduł sprężystości Younga, który ma wartość stałą dla danych materiałów i dla stali
wynosi 21000 kG/mm
2
,
S
0
– pole przekroju poprzecznego próbki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Stosunek siły F do przekroju elementu S
0
nazywa się naprężeniem.
W czasie rozciągania wydłużenie elementu zmienia się nierównomiernie i równocześnie
zmniejsza się jego przekrój. Siła rozciągająca i wydłużenie przedstawia poniższy wykres, na
którym na osi odciętych zarejestrowano wydłużenie próbki Δl, a na osi rzędnych siłę
rozciągającą P.
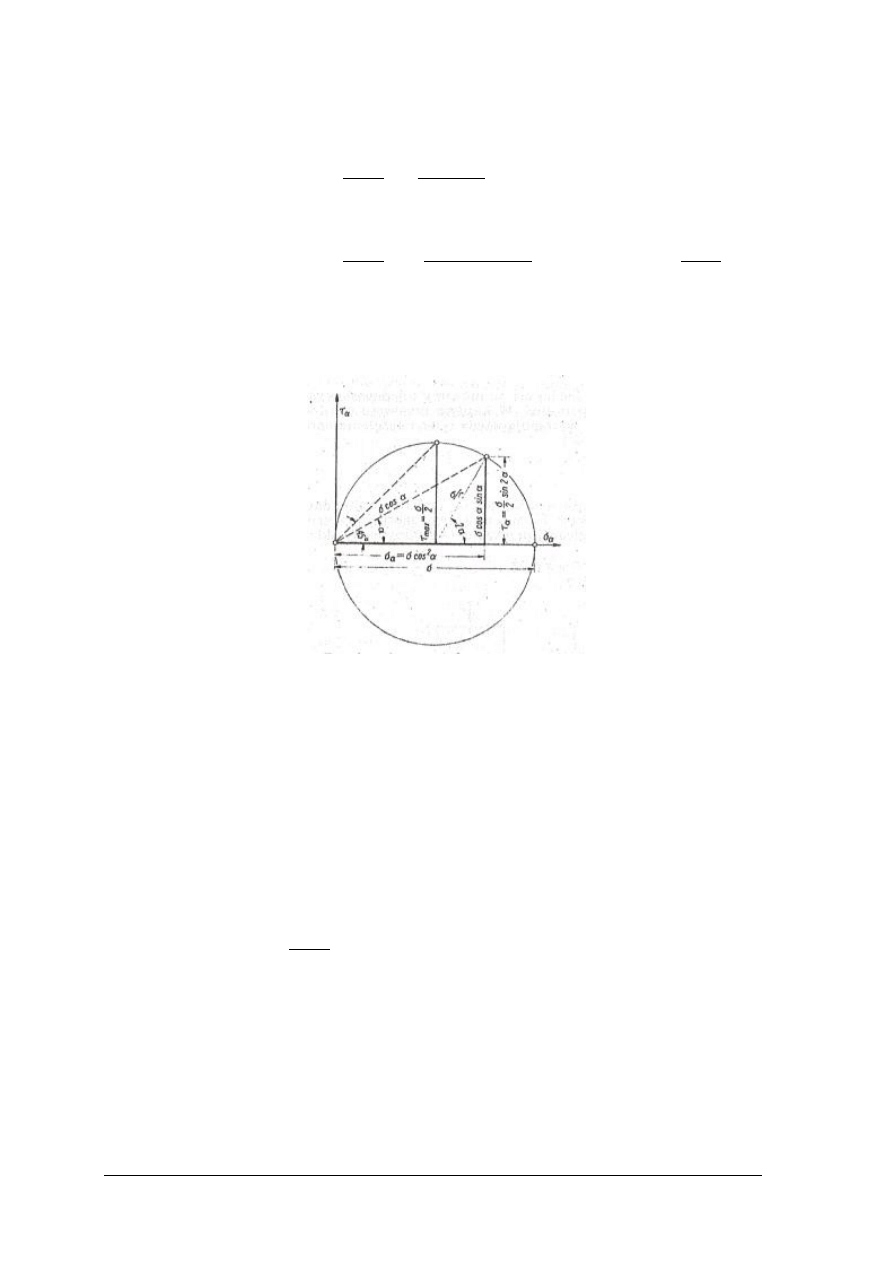
Rys. 8. Wykres rozciągania stali niskowęglowej [2, s. 151]
Przebieg krzywej rozciągania od punktu O do H jest prostoliniowy, co wskazuje
proporcjonalność między siłą a wydłużeniem. Punkt H (z prawa Hooke’a) wyznacza granicę
proporcjonalności. Przy wzroście obciążenia od punktu H do s następuje szybszy przyrost
wydłużenia i linia lekko się zagina. Granica, przy której odkształcenie trwałe po odciążeniu
będzie mniejsze od 0,02% i element powróci do pierwotnej długości (punkt s), nazywa się
granicą sprężystości. W przedziale od punktu s do e zaczyna występować trwała zmiana
długości. Od punktu e do e
1
zaczyna się nagłe obniżenie wartości siły, element wydłuża się
trwale (płynie). Punkt e wyznacza górną granicę plastyczności, a punkt e
1
dolną. Przy
dalszym wzroście wydłużenia krzywa rośnie do punktu m i kończy się w punkcie
z zerwaniem elementu.
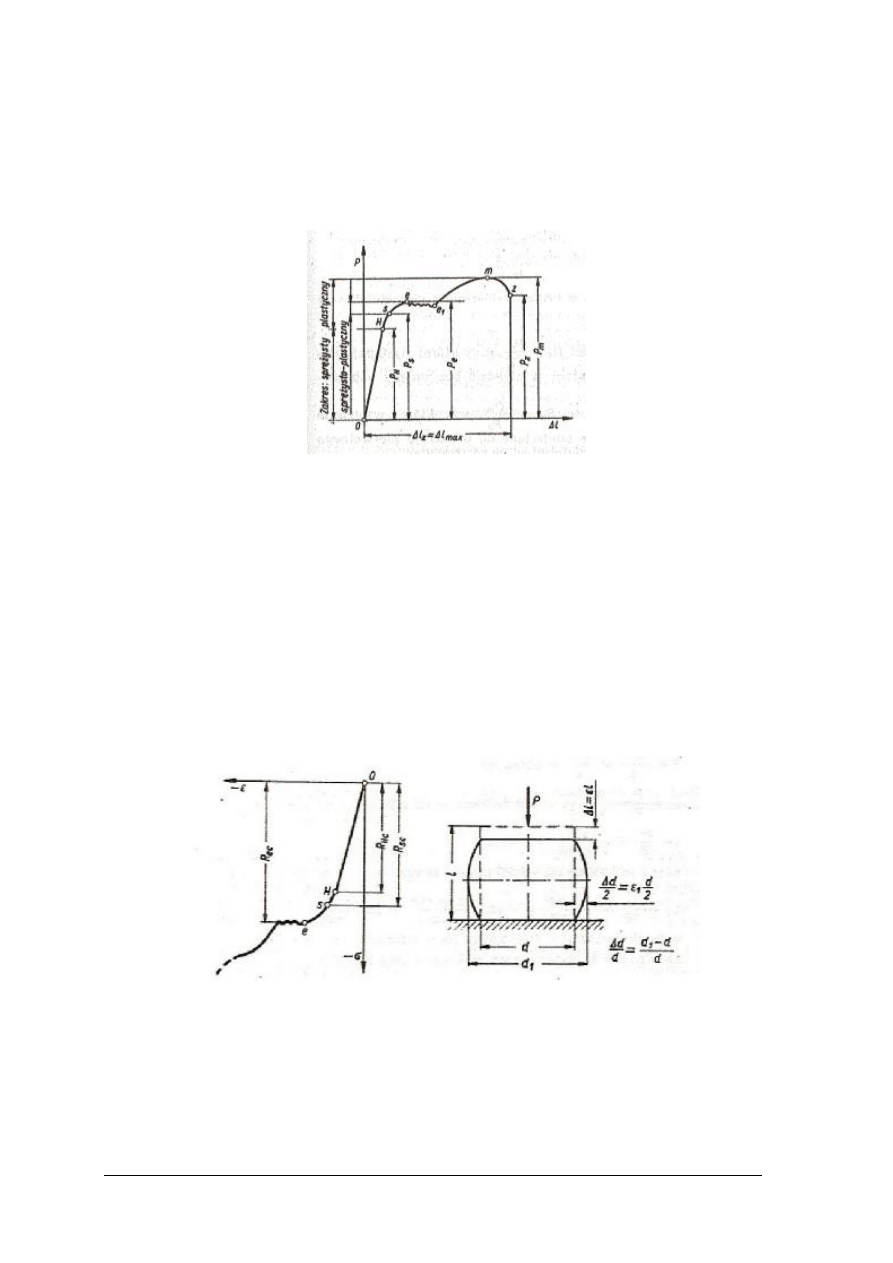
Przebieg ściskania elementu ze stali miękkiej przedstawiają poniższe rysunki.
Na początku ściskania – do punktu H – naprężenia są proporcjonalne do odkształcenia
podłużnego. Równocześnie następuje zwiększenie przekroju elementu przy zmniejszeniu
objętości i tej samej wartości odkształcenia względnego poprzecznego, podobnie jak przy
rozciąganiu. Punkt e określa granicę zgniecenia elementu.
Rys. 9. Wykres ściskania dla
stali miękkiej [2, s. 155]
Rys. 10. Skrócenie podłużne i poszerzenie
poprzeczne przy ściskaniu [2, s. 155]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
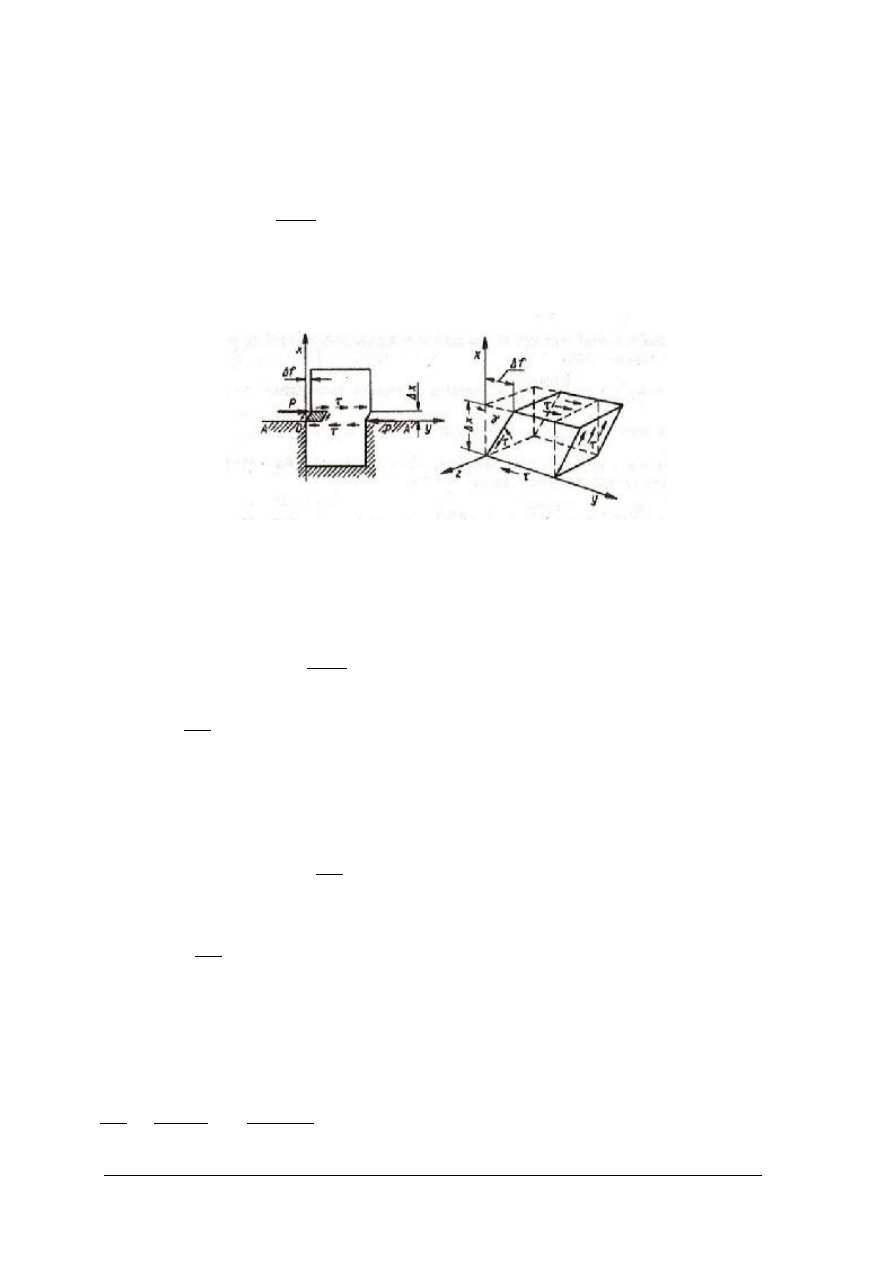
Ścinanie
Siły styczne działające na element powodują równoległe przesunięcie jego przekrojów.
Miarą tego przesunięcia (lub poślizgu) jest zmiana kąta odkształcenia postaciowego wyrażona
w mierze łukowej:
Δf
γ = = tg γ
Δx
gdzie: γ – kąt odkształcenia postaciowego (odkształcenie kątowe poprzeczne).
Rys. 11. Odkształcenie równoległościanu pod wpływem
naprężeń stycznych [2, s. 161]
Przy naprężeniach normalnych występuje proporcjonalna zależność między naprężeniem
σ a współczynnikiem sprężystości podłużnym α, lub modułem sprężystości podłużnej E,
wyrażona wydłużeniem względnym:
1
ε = α σ = σ
E
1
gdzie: E = .
α
Podobnie występuje zależność proporcjonalna przy przesunięciu Δf między wywołanym
naprężeniem stycznym τ a współczynnikiem sprężystości poprzecznej β lub modułem
sprężystości poprzecznej G wyrażona kątem odkształcenia postaciowego:
1
γ = β τ = τ
G
1
gdzie: G = MPa.
β
Między współczynnikiem sprężystości podłużnej α a współczynnikiem sprężystości
poprzecznej β występuje następująca zależność wynikająca z uzależnienia podłużnych
wydłużeń od poprzecznych przesunięć za pomocą współczynnika Poissona:
υ = 1/m
α m 1
= =
β 2 (m+1) 2 (1+ υ)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
1
stąd β = 2 (1+ υ) α lub α = β
2 (1+ υ)
Dla liczby Poissona m = 3 ÷ 4, czyli υ = 1/m = 0,33 ÷ 0,25
β = (2,67 do 2,5) α
α = (0,375 do 0,4) β
Z powyższych wzorów otrzymujemy:
E E
G = ; E = 2 (1+ υ) G oraz υ = - 1
2 (1+ υ)
2 G
Naprężenia ścinające (tnące) występują przy połączeniach nitowanych, sworzniowych,
spawanych i śrubowych.
Cechy wytrzymałościowe elementów konstrukcyjnych
Własności
wytrzymałościowe
materiałów, z których wykonane są elementy
konstrukcyjne, nie zależą od samego materiału, ale również od jego jednorodności, kształtu
i wielkości elementu oraz charakteru obciążenia.
Rozróżnia się następujące rodzaje obciążeń:
–
statyczne (trwałe), tzn. stałe lub powoli narastające i ustępujące,
–
dynamiczne (udarowe), tzn. narastające i ustępujące z dużą prędkością,
–
zmienne powtarzalne,
–
pochodzące od drgań.
Równomierny rozkład naprężeń występuje tylko w prętach pryzmatycznych lub prętach
o łagodnie zmieniającym się przekroju. W miejscach nagle zmieniającego się przekroju,
powstałego przez nawiercenie, podtoczenie, nacięcie, rysy powierzchniowe, pory, wtrącenia,
korozję, naprężenie nie rozkłada się równomiernie na całym przekroju, lecz występuje
spiętrzenie lub koncentracja naprężeń. Stosunek naprężenia maksymalnego do średniego
występującego w rozpatrywanym przekroju nosi nazwę współczynnika kształtu.
Wpływ nierównomiernie rozłożonych naprężeń należy uwzględnić przy stosowaniu
materiałów ciągliwych i kruchych. Dla materiałów ciągliwych, np. miękkiej stali, naprężenie
maksymalne powinno być mniejsze od granicy sprężystości, ponieważ przy dalszym
bezudarowym wzroście obciążenia można przekroczyć granicę plastyczności, co przy
osłabionym przekroju i zmniejszonym obszarze możliwości przewężenia powoduje szybkie
zerwanie pręta. Przy obciążeniu udarowym, a szczególnie przy ciągłym obciążeniu
zmiennym, należy uwzględnić wzrost naprężenia lub unikać nagłej zmiany przekroju.
W przypadku materiałów kruchych (żeliwo, brąz, twarda stal) oraz przy nierównomiernym
rozkładzie naprężeń należy się starać, aby naprężenie maksymalne było mniejsze od
dopuszczalnego naprężenia na rozerwanie dla danego przypadku obciążenia.
Dla prętów zwisających naprężenie rozciągające określa się uwzględniając ich ciężar
własny:
P ρ g l
σ
r
= + ≤ k
r
MPa
F 10 000
gdzie:
P – siła obciążająca pręt [daN],
F – pole przekroju [cm
2
],
ρ – gęstość [g/cm
3
],
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
g – przyspieszenie ziemskie 9,81 m/s
2
,
l – długość pręta [cm].
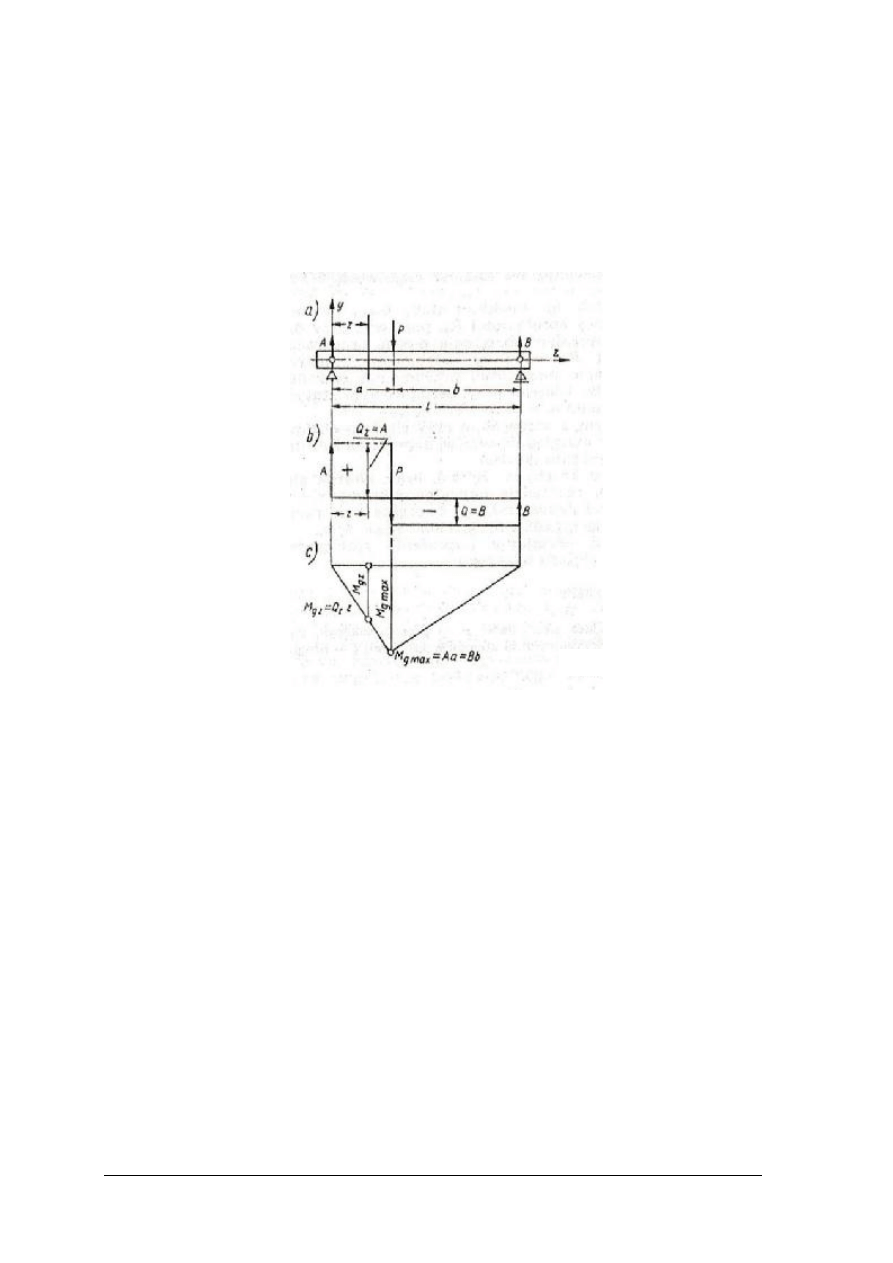
Zginanie pręta prostego
Schematycznie przedstawiono poniżej belkę pryzmatyczną ustawioną na dwóch
podporach w skrajnych miejscach, których reakcje A i B oraz siła obciążająca P leżą w jednej
płaszczyźnie i są prostopadłe do osi belki.
Rys. 12. Belka na podporach [2, s. 166]
Osią belki (pręta) nazywa się prostą przechodzącą przez środki ciężkości pól przekrojów
poprzecznych. Na skutek zginania belki siłą P oś belki przekształca się w linię krzywą. Jeżeli
ta linia leży w płaszczyźnie momentów zginających, mamy do czynienia ze zginaniem
prostym, natomiast gdy odkształcona linia nie pozostaje w tej płaszczyźnie, to zginanie
nazywamy ukośnym.
Siła poprzeczna Q jest równa i równoległa do wypadkowej wszystkich sił zewnętrznych
prostopadłych do osi belki znajdujących się po lewej stronie danego przekroju. Nazywa się ją
dodatnią, gdyż skierowana jest w górę, natomiast dla prawej części belki jest ujemną, gdyż
działa w dół.
Moment zginający (gnący) M
gz
= ∑ Q
z
Δz = Q
z
z, stąd siła poprzeczna Q
z
= M
gz
/z.
Moment zginający M
g
można obliczyć od wypadkowej sił lub jako algebraiczną sumę
momentów sił składowych znajdujących się po lewej stronie danego przekroju, względem
jego środka ciężkości. Wykres momentu zginającego rysuje się po stronie naprężeń
rozciągających.
Skręcanie
Skręcanie ma miejsce gdy na pręt jednostronnie zamocowany działa para sił wywołująca
zewnętrzny moment obrotowy M
o
= Pa. Na poniższym rysunku poszczególne sąsiednie
przekroje na skutek działania momentu M
o
obracają się stycznie względem siebie tak, że na
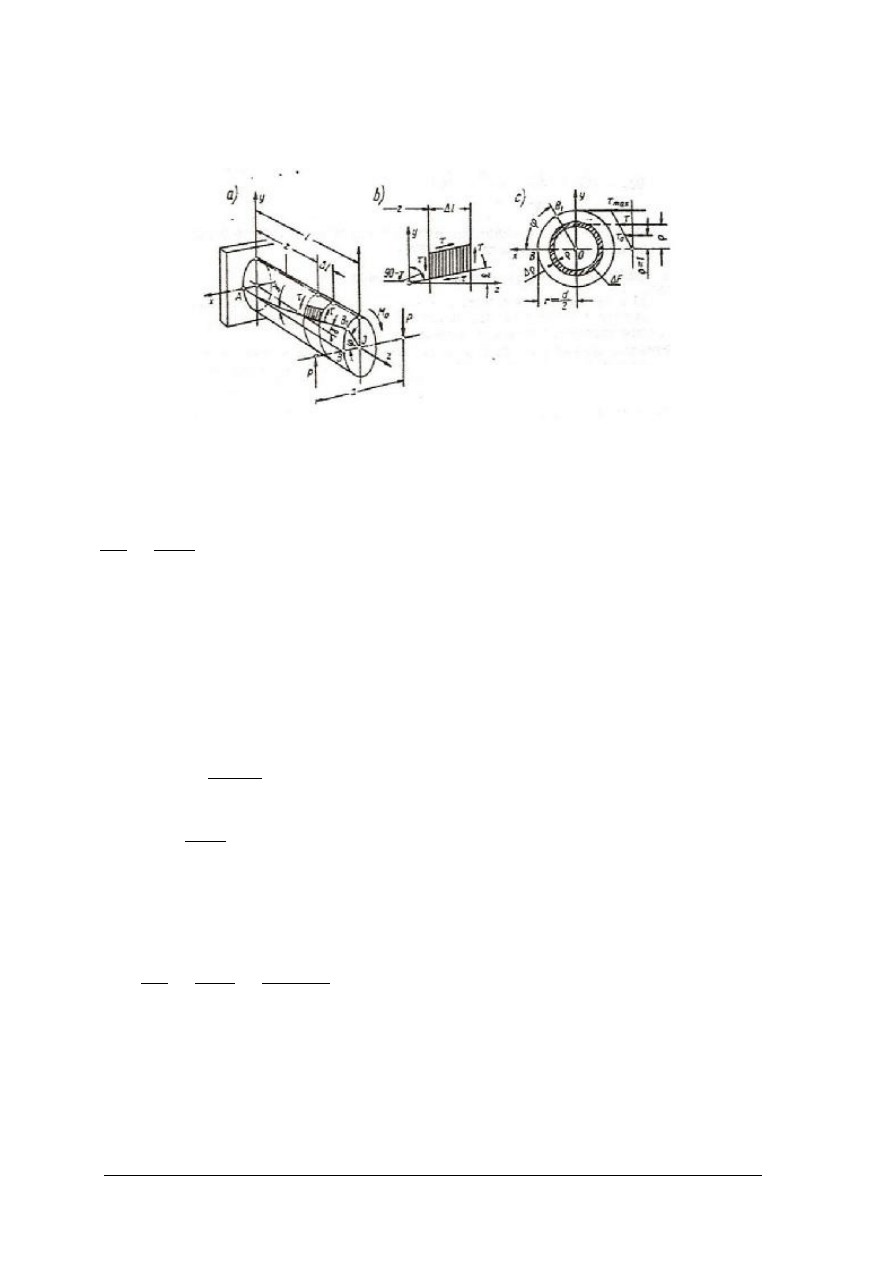
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
całkowitej długości pręta l prosta OB. obracając się o kąt φ przyjmuje położenie OB
1
,
natomiast tworząca walca AB przechodzi w linię śrubową AB
1
o wzniosie 90
0
-γ.
Rys. 13. Odkształcenia przy skręcaniu [2, s. 197]
Przyjmując, że τ
0
jest naprężeniem stycznym działającym na promieniu jednostkowym
ρ = 1, oraz proporcjonalność zachodzącą między wydłużeniami a naprężeniami – można
obliczyć wartość naprężenia działającego na promieniu ρ.
τ
ρ
= ; τ = ρ τ
0
τ
0
l
Naprężenie to działając na elementarną pierścieniową powierzchnię ΔF = 2 π ρ Δρ
powoduje powstanie elementarnej siły ΔP = ΔF
τ
= ΔF ρ τ
0
oraz elementarnego momentu
wewnętrznego ΔM = ΔP ρ.
Dla zachowania równowagi moment sił zewnętrznych M
o
musi być mniejszy lub równy
momentowi sił wewnętrznych M
s
:
M
o
≤ M
s
= Σ ΔP ρ = Σ ΔF τ ρ = Σ ΔF τ
0
ρ
2
M
s
= τ
0
Σ ρ
2
ΔF = τ
0
I
0
gdzie: I
0
= Σ ρ
2
ΔF jest biegunowym momentem bezwładności przekroju.
τ
max
I
0
M
s
= τ
0
I
0
=
r
I
0
Wielkość = W
0
nazywa się biegunowym wskaźnikiem wytrzymałości przekroju.
r
Dla określenia wymiarów wału miarodajny jest największy moment obrotowy M
o
, który
można podobnie przedstawić jak moment zginający wzdłuż osi wału.
Jednostkowy kąt skręcenia wału przypadający na 1 cm jego długości wyznacza się
z zależności:
M
o
τ
max
2 τ
max
υ = = =
G I
0
G r G d
a całkowity kąt skręcenia wału φ = υ l.
Szczegółowy opis obliczeń wytrzymałościowych wraz z przykładami znajdziesz
w literaturze pod pozycją 2.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
4.4.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie właściwości posiadają elementy konstrukcyjne?
2. Jak można scharakteryzować jednoosiowy stan naprężeń?
3. Jak brzmi prawo Hooke’a i jaki wzór je wyraża?
4. Jakie są poszczególne etapy rozciągania stali niskowęglowej?
5. Jaki jest rozkład sił przy odkształceniu równoległościanu pod wpływem naprężeń
stycznych?
6. Jakie znasz rodzaje obciążeń?
7. Jaki wzór określa naprężenia rozciągające dla prętów zwisających?
8. Jak określamy układ sił i momentów sił dla różnych układów belek na podporach?
9. Jak wykonujemy przykładowe obliczenia wytrzymałościowe materiałów na rozciąganie,
ściskanie, ścinanie, zginanie i skręcanie?
4.4.3. Ćwiczenia
Ćwiczenie 1
Oblicz przekrój F, naprężenie σ
α
, odkształcenie względne ε i wydłużenie Δl dla pręta ze
stali sprężynowej E = 220 000 MPa, o średnicy d = 2 cm, długości l = 159 cm, obciążonego
siłą
P = 23 562 daN.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat obliczeń przy rozciąganiu materiałów,
2) określić wzory dla wymaganych obliczeń,
3) dokonać koniecznych przekształceń wzorów,
4) podstawić dane w odpowiednich jednostkach miary,
5) wykonać obliczenia,
6) przedstawić graficznie naprężenia,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– kalkulator,
– linijka,
– literatura z rozdziału 6.
Ćwiczenie 2
Podaj wzrost naprężenia w stalowej śrubie mocującej korpus obudowy wykonany
z duraluminium wywołany przekręceniem nakrętki o pół obrotu przy skoku śruby h = 3 mm,
jeżeli przekrój trzpienia śruby F
1
= 4 cm
2
, tulei duraluminiowej F
2
= 8 cm
2
, moduły
sprężystości E
1
= 210 000 MPa, E
2
= 72 000 MPa, l
1
= 800 mm oraz l
2
= 850 mm.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat obliczeń przy ściskaniu i rozciąganiu materiałów,
2) określić wzory dla wymaganych obliczeń,
3) dokonać koniecznych przekształceń wzorów,
4) podstawić dane w odpowiednich jednostkach miary,
5) wykonać obliczenia,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– kalkulator,
– literatura z rozdziału 6.
Ćwiczenie 3
Oblicz średnicę nita d łączącego dwa płaskowniki o grubości g = 8 mm obciążone siłą
rozciągającą P = 2 500 daN, jeżeli dopuszczalne naprężenie na ścinanie k
t
= 90 MPa,
dopuszczalne naprężenie na rozciąganie k
r
= 120 MPa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami obliczeń przy ścinaniu,
2) narysować schemat połączenia płaskowników nitem,
3) określić wzory dla wymaganych obliczeń,
4) dokonać koniecznych przekształceń wzorów,
5) podstawić dane w odpowiednich jednostkach miary,
6) wykonać obliczenia,
7) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– kalkulator,
– linijka,
– literatura z rozdziału 6.
Ćwiczenie 4
Sporządź wykres momentu zginającego dla belki obciążonej siłami P
1
= 300 daN, P
2
= 700
daN oraz P
3
= 1200 daN, rozmieszczonymi w równych odległościach od brzegów belki
i między sobą wynoszących 40 cm, przy założeniu, że belka podparta jest w skrajnych
punktach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat zginania pręta prostego,
2) sporządzić schemat obciążenia belki z uwzględnieniem działających sił i reakcji podpór,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
3) obliczyć momenty względem ustalonego punktu,
4) wykonać wykres momentu zginającego,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.
Ćwiczenie 5
Oblicz τ
max
i γ dla wału o średnicy d = 20 mm, długości l = 1 000 mm, skręcanego
momentem obrotowym M
o
= 942,5 daN cm, przyjmując G = 800 000 daN/cm
2
= 80 000 MPa.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat skręcania materiałów,
2) określić wzory dla wymaganych obliczeń,
3) dokonać koniecznych przekształceń wzorów,
4) podstawić dane w odpowiednich jednostkach miary,
5) wykonać obliczenia,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
–
ołówek/długopis,
–
kalkulator,
–
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Tak Nie
Czy potrafisz:
1) określić właściwości elementów konstrukcyjnych?
¨
¨
2) scharakteryzować jednoosiowy stan naprężeń?
¨
¨
3) sprecyzować prawo Hooke’a?
¨
¨
4) scharakteryzować poszczególne etapy rozciągania stali niskowęglowej?
¨
¨
5) określić rozkład sił przy odkształceniu równoległościanu pod wpływem
naprężeń stycznych?
¨
¨
6) określić rodzaje obciążeń?
¨
¨
7) przedstawić wzór określający naprężenia rozciągające dla prętów
zwisających?
¨
¨
8) określić układ sił i momentów sił dla różnych układów belek
na podporach?
¨
¨
9) wykonać przykładowe obliczenia wytrzymałościowe materiałów
na rozciąganie, ściskanie, ścinanie, zginanie i skręcanie?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.5. Obróbka metali
4.5.1. Materiał nauczania
Obróbka cieplna
Obróbka cieplna polega na zabiegach zmierzających do zmiany struktury metalu, a tym
samym jego własności zarówno mechanicznych (wytrzymałość, ciągliwość, sprężystość,
twardość itp.), jak i fizycznych czy technologicznych (np. skrawalność) pod wpływem ciepła.
Prawidłowy przebieg obróbki cieplnej zależy od temperatury nagrzania przedmiotu,
czasu nagrzewania, szybkości ogrzewania i szybkości chłodzenia. Do obróbki cieplnej zalicza
się zabiegi wywołujące zmiany strukturalne materiału w stanie stałym, takie jak:
–
wyżarzanie,
–
ulepszanie cieplne,
–
utwardzanie dyspersyjne.
Wyżarzanie
może
przebiegać
bez
przemiany
fazowej
(ujednorodnianie,
rekrystalizowanie, odprężanie) lub z przemianą fazową (zupełne, normalizowane,
izotermiczne, zmiękczanie, perlityzowanie, przegrzewanie). Ulepszanie cieplne to:
hartowanie,
odpuszczanie,
wymrażanie
i
stabilizowanie.
W ramach utwardzania
dyspersyjnego wykonuje się przesycanie i starzenie.
Nagrzewanie podczas zabiegów obróbki cieplnej nie powinno wywoływać naprężeń
(odkształceń) oraz zmian powierzchniowych (utlenienie, odwęglenie stali) przedmiotu.
Spełnienie pierwszego warunku wymaga równomiernego nagrzewania z szybkością
dostosowana do gatunku stali i kształtu przedmiotu. Stale zwykłe nisko- i średniowęglowe
można nagrzewać z dowolną szybkością, natomiast stale wysokowęglowe i stopowe należy
nagrzewać wolno.
Jednym z głównych procesów obróbki cieplnej metali jest hartowanie. Hartowanie
zwiększa twardość, wytrzymałość i granicę plastyczności stali. Wyróżnia się hartowanie
zwykłe, stopniowe, izotermiczne i powierzchniowe.
Hartowanie zwykłe polega na nagrzaniu materiału w odpowiedniej temperaturze
i następnie szybkim bezpośrednim schłodzeniu do temperatury czynnika chłodzącego.
Hartowanie stopniowe polega na nagrzaniu materiału do takiej samej temperatury jak
przy hartowaniu zwykłym, wygrzaniu w tej temperaturze, a następnie stopniowym
chłodzeniu: najpierw w kąpieli pośredniej do temperatury tej kąpieli, a następnie w powietrzu
do temperatury otoczenia. Hartowanie stopniowe zmniejsza naprężenia wewnętrzne
i odkształcenia.
Hartowanie izotermiczne polega na nagrzaniu przedmiotu do temperatury jak przy
hartowaniu zwykłym, wygrzaniu w tej temperaturze, a następnie chłodzeniu w kąpieli
pośredniej, lecz o temperaturze wyższej niż przy hartowaniu stopniowym, wytrzymaniu w tej
kąpieli, a następnie studzeniu na powietrzu.
Hartowanie powierzchniowe polega na bardzo szybkim nagrzaniu powierzchniowej
warstwy materiału do temperatury jak przy hartowaniu zwykłym i następnie szybkim
chłodzeniu. Dzięki temu zabiegowi na powierzchni przedmiotu tworzy się twarda i odporna
na ścieranie powłoka grubości od kilku dziesiętnych milimetra do kilku milimetrów.
Kolejnym z procesów obróbki cieplnej jest odpuszczanie. Polega on na ogrzaniu
uprzednio zahartowanej stali do odpowiedniej temperatury (poniżej 723
0
C) i następnie jej
ochłodzeniu. Odpuszczanie usuwa naprężenia hartownicze, a ponadto zmniejsza kruchość
stali i jej twardość, zwiększa natomiast jej ciągliwość. W zależności od temperatury
odpuszczania rozróżnia się trzy jego rodzaje: niskie, średnie i wysokie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Odpuszczanie niskie, prowadzone w temperaturze 150-250
0
C, ma na celu zmniejszenie
naprężeń hartowniczych przy zachowaniu twardości stali.
Odpuszczanie średnie odbywa się w temperaturze 400-500
0
C i ma na celu uzyskanie
dużej wytrzymałości i sprężystości stali przy jednoczesnym zmniejszeniu jej kruchości.
Odpuszczanie wysokie odbywa się w temperaturze 500-600
0
C. Ma na celu uzyskanie
korzystnych własności wytrzymałościowych przy niewiele tylko pogorszonych własnościach
plastycznych.
Ulepszanie cieplne jest to połączenie zabiegów hartowania i wysokiego odpuszczania.
Powoduje ono silne zwiększenie plastyczności stali.
Wyżarzanie jest to zabieg cieplny polegający na nagrzaniu stali do odpowiedniej
temperatury, wygrzaniu jej w tej temperaturze przez dłuższy czas i następnie powolnym
studzeniu do temperatury otoczenia. Temperatura, od której nagrzewa się stal przy
wyżarzaniu, zależy od celu, który należy osiągnąć. Jest nim zwykle polepszenie obrabialności
skrawaniem przez nadanie stali miękkości (tzw. wyżarzanie zupełne) lub przywrócenie stali
plastyczności (wyżarzanie rekrystalizujące), którą utraciła przez zgniot kryształów w czasie
obróbki przez kucie, walcowanie lub tłoczenie. Celem wyżarzania może być również
zmniejszenie
miejscowych
niejednorodności
składu
chemicznego
(wyżarzanie
ujednorodniające), albo uzyskanie struktury drobnoziarnistej w stalach przegrzanych
(wyżarzanie normalizujące) lub wreszcie usunięcie naprężeń wewnętrznych (wyżarzanie
odprężające).
Obróbka cieplno-chemiczna
Obróbka cieplno-chemiczna jest procesem technologicznym polegającym na zmianie
składu i struktury warstwy powierzchniowej materiału pod wpływem ciepła i środowiska
aktywnego chemicznie. Polega ona na wprowadzeniu drogą przenikania (tzw. dyfuzji)
w podwyższonej temperaturze do wierzchniej warstwy wyrobu dodatkowego składnika. Ten
rodzaj obróbki cieplnej zwiększa twardość powierzchniową stali i jest stosowany w tych
przypadkach, gdy chodzi o zwiększone wymagania co do odporności na zużycie trących się
powierzchni, odporności na działanie czynników chemicznych (korozja), przy zachowaniu
ciągliwego i dostatecznie elastycznego rdzenia.
Do zabiegów obróbki cieplno-chemicznej należą: nawęglanie, azotowanie, cyjanowanie,
aluminiowanie,
nachromowywanie,
szerardyzacja,
odwęglanie,
nakrzemowywanie,
nasiarczanianie, naborowywanie.
Nawęglanie polega na wprowadzeniu węgla w zewnętrzną warstwę przedmiotu
stalowego. Nawęglanie stali postępuje stopniowo, przy czym głębokość warstwy nawęglonej
wynosi 0,2-2,5 mm. Nawęglanie umożliwia po późniejszym zahartowaniu przedmiotu
uzyskanie twardej i odpornej na ścieranie warstwy, przy zachowaniu miękkiego rdzenia
przedmiotu. Rozróżnia się nawęglanie w środowiskach stałych (w proszkach), gazowych
i ciekłych.
Azotowanie polega na tym, że powierzchniowa warstwa stali lub żeliwa zostaje nasycona
w podwyższonej temperaturze (500-850
0
C) azotem, dzięki czemu ulega silnemu utwardzeniu,
staje się odporna na ścieranie i korozję.
Cyjanowanie polega na nasyceniu powierzchni przedmiotów stalowych jednocześnie
węglem i azotem przez wygrzewanie w odpowiednio wysokiej temperaturze (500-950
0
C)
w ośrodku wydzielającym węgiel i azot. Warstwa cyjanowana ma po zahartowaniu większą
twardość i odporność na ścieranie niż zahartowana warstwa nawęglana.
Nachromowywanie dyfuzyjne polega na nasyceniu powierzchniowej warstwy stali
chromem. W warstwie powierzchniowej ze stali niskowęglowej tworzy się stały roztwór
chromu w żelazie, a wysokowęglowych dodatkowo węgliki chromu. Nachromowana warstwa
jest odporna na zużycie i korozję.
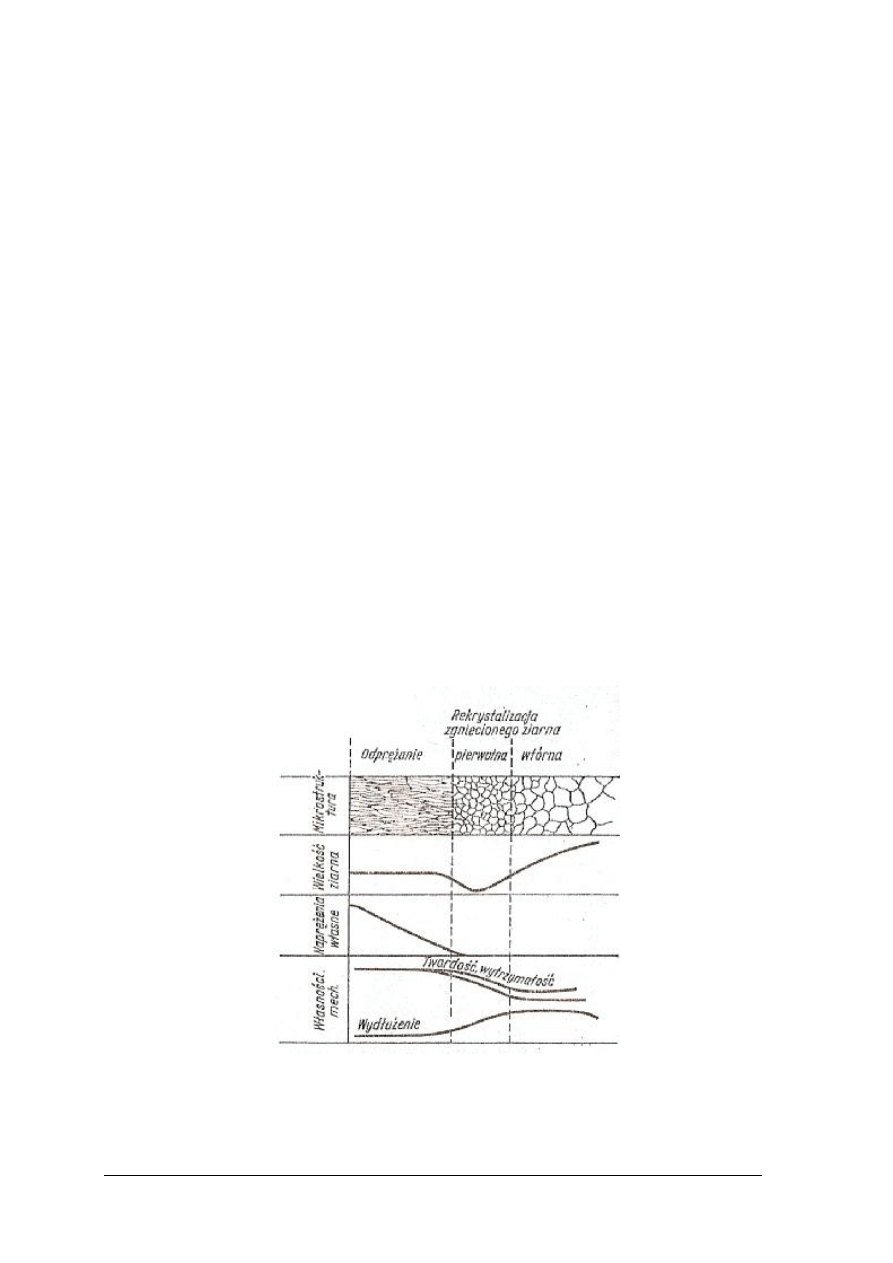
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Nasiarczanianie stali zmniejsza współczynnik tarcia, czas docierania i chroni przed
zatarciem. Proces może być połączony z równoczesnym nawęglaniem lub azotowaniem.
Naborowywanie (nasycanie warstwy wierzchniej borem) daje warstwę o dużej twardości,
przewyższającej twardość zahartowanej stali 1,5-2 razy. Proces odbywa się w temperaturze
930-960
0
C, elektrolitycznie.
Nakrzemowywanie polega na wprowadzeniu w warstwę powierzchniową krzemu. Może
odbywać się w ośrodku gazowym lub stałym i w zależności od czasu i temperatury pozwala
na uzyskanie nakrzemowanej warstwy o grubości 0,2-0,6 mm.
Obróbka plastyczna metali
Obróbka plastyczna metali jest to proces otrzymywania wyrobów przez plastyczne
odkształcanie materiału pod wpływem działania sił zewnętrznych, bez naruszenia spójności
materiału (bez pęknięć). Miarą odkształceń plastycznych jest zgniot.
Plastyczność materiału zależy od jego składu chemicznego, struktury, temperatury
nagrzania, szybkości i stopnia odkształcenia, kierunku i wielkości sił zewnętrznych
działających na metal itp., przy czym metale czyste charakteryzuje większa plastyczność niż
ich stopy. Ze wzrostem temperatury plastyczność metalu wzrasta i odporność na zgniot
i odkształcalność zmniejszają się.
W wyniku plastycznego odkształcenia na zimno niektóre metale i stopy (np. stal, miedź,
brąz) zmieniają korzystnie własności mechaniczne (zwiększa się twardość i wytrzymałość).
Jednak ze wzrostem stopnia zgniotu pogarsza się plastyczność materiału (obniża się
ciągliwość), a więc i jego przydatność do dalszej obróbki plastycznej.
Zarówno umocnienie materiału jak i odkształcenia kryształów metalu są trwałe tylko do
pewnej temperatury i zostają usunięte przez wyżarzanie. Zależnie od temperatury wyżarzanie
prowadzi się w celu usunięcia naprężeń własnych (odprężanie), przywrócenia własności
(nawrot) lub struktury przed zgniotem (rekrystalizacja) zgniecionego ziarna. Wyżarzanie
prowadzi się również w celu zwiększenia odporności metalu na korozję.
Rys. 14. Schemat przebiegu zmian zachodzących
podczas wyżarzania zgniecionego materiału [5, s. 372]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Obróbkę plastyczną prowadzi się w celu:
–
nadania przedmiotowi wymaganych kształtów i wymiarów (walcowanie, kucie, tłoczenie,
ciągnienie),
–
polepszenia własności mechanicznych materiału (dogniatanie),
–
osiągnięcia powierzchni o pożądanych własnościach (krążkowanie, kuleczkowanie,
przepychanie),
–
wywołania naprężeń zwiększających jego wytrzymałość.
W zależności od temperatury obrabianego materiału rozróżnia się obróbkę plastyczną na
zimno (temperatura metalu poniżej temperatury rekrystalizacji) i na gorąco (powyżej
temperatury rekrystalizacji).
W zależności od względnego ruchu narzędzia i przedmiotu rozróżnia się następujące
metody obróbki plastycznej:
–
walcowanie: zgniatanie metalu przez obracające się walce, które wywierają nacisk na
materiał, powodując jego odkształcenie; na gorąco walcuje się pręty, kształtowniki,
blachy, rury itp.; walcowaniu na zimno poddaje się różne metale nieżelazne i ich stopy
(miedź, mosiądze, brązy, aluminium itp.), a także stale niskowęglowe,
–
przeciąganie (ciągnienie): stopniowe zmniejszanie przekroju materiału najczęściej na
zimno,
–
kucie swobodne: proces stopniowego kształtowania metalu pod wpływem uderzeń młota
lub nacisku prasy o ruchu postępowo-zwrotnym; za pomocą swobodnego kucia wykonuje
się półwyroby jak np. wały, koła zębate itp. w warunkach produkcji małoseryjnej,
–
kucie matrycowe: jest procesem kształtowania przedmiotu w matrycach, gdzie kształt
i wymiary matrycy odwzorowują wymiary otrzymywanej odkuwki; kucie matrycowe
stosuje się w produkcji wielkoseryjnej,
–
tłoczenie: wykonywane najczęściej na prasach na zimno lub na gorąco za pomocą
tłoczników, ciągowników itp.
Dodatkowo stosuje się również wykańczającą obróbkę elementów przez plastyczne
dogniatanie wygładzające powierzchniowej warstwy metalu. Do głównych sposobów takiej
obróbki należą:
–
rolkowanie: zgniatanie obrabianego elementu między rolkami,
–
krążkowanie (kulkowanie): wygładzanie wewnętrzne lub zewnętrzne przez swobodnie
obracające się rolki (kulki),
–
wygładzanie otworów poprzez przepychanie lub przeciąganie nie obracającej się rolki,
–
kalibrowanie powierzchni prze przepychanie kulki,
–
kulowanie: silne i szybkie uderzanie kuleczek metalowych (śrutu) o powierzchnię,
wyrzucanych z wyrzutnika pneumatycznego.
Powierzchniowa obróbka zgniotem zwiększa wytrzymałość na uderzenia (udarność)
o 50-100%, a odporność na zużycie nawet kilka razy.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polega obróbka cieplna metali?
2. Jakie znasz zabiegi obróbki cieplnej?
3. Jak można scharakteryzować poszczególne zabiegi obróbki cieplnej?
4. Na czym polega obróbka cieplno-chemiczna metali?
5. Jakie zabiegi wchodzą w skład obróbki cieplno-chemicznej?
6. Na czym polegają poszczególne zabiegi obróbki cieplno-chemicznej?
7. Na czym polega obróbka plastyczna metali?
8. Jakie rozróżnia się metody obróbki plastycznej metali?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5.3. Ćwiczenia
Ćwiczenie 1
Opisz obróbkę cieplną metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat obróbki cieplnej metali,
2) określić zabiegi wchodzące w skład obróbki cieplnej metali,
3) scharakteryzować poszczególne zabiegi,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 2
Scharakteryzuj obróbkę cieplno-chemiczną metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat obróbki cieplno-chemicznej metali,
2) określić zabiegi wchodzące w skład obróbki cieplno-chemicznej metali,
3) scharakteryzować poszczególne zabiegi,
4) przedstawić powyższe w formie opisowej,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru format A-4,
– ołówek/długopis,
– literatura z rozdziału 6.
Ćwiczenie 3
Opisz obróbkę plastyczną metali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat obróbki plastycznej metali,
2) określić metody obróbki plastycznej metali,
3) scharakteryzować poszczególne metody,
4) wykonać schemat przebiegu zmian zachodzących podczas wyżarzania zgniecionego
materiału,
5) przedstawić powyższe w formie opisowej,
6) dokonać oceny poprawności wykonanego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Wyposażenie stanowiska pracy:
– notatnik,
– arkusz papieru format A-4,
– ołówek/długopis,
– linijka,
– literatura z rozdziału 6.
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zdefiniować obróbkę cieplna metali?
¨
¨
2) określić zabiegi obróbki cieplnej?
¨
¨
3) scharakteryzować poszczególne zabiegi obróbki cieplnej?
¨
¨
4) zdefiniować obróbkę cieplno-chemiczną metali?
¨
¨
5) określić zabiegi wchodzące w skład obróbki cieplno-chemicznej?
¨
¨
6) scharakteryzować poszczególne zabiegi obróbki cieplno-chemicznej?
¨
¨
7) scharakteryzować obróbkę plastyczną metali?
¨
¨
8) określić metody obróbki plastycznej metali?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 20 zadań o różnym stopniu trudności. Są to zadania wielokrotnego wyboru.
Do każdego pytania dołączone są cztery możliwości odpowiedzi, tylko jedna jest
prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część - poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie sprawiało trudność, wtedy odłóż jego rozwiązanie na
później i wróć do niego, gdy zostanie czas wolny.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
ZESTAW ZADAŃ TESTOWYCH
1. Do własności fizycznych metali zalicza się m.in.:
a) odporność na działanie środowiska zewnętrznego,
b) gęstość i temperaturę topnienia,
c) wytrzymałość materiału,
d) przydatność do spawania.
2. Przydatność metalu do kucia to własność:
a) chemiczna,
b) mechaniczna,
c) fizyczna,
d) technologiczna.
3. Zdolność materiału do zachowania odkształceń po zdjęciu obciążenia to:
a) plastyczność,
b) twardość,
c) sprężystość,
d) udarność.
4. Jaki pierwiastek jest podstawowym składnikiem wpływającym w zasadniczy sposób na
własności stopu żelazo-węgiel?
a) glin,
b) krzem,
c) węgiel,
d) wanad.
5. Jaką zawartość węgla posiada cementyt?
a) 8,67%,
b) 6,67%,
c) 4,67%,
d) 2,67%.
6. Jaka jest maksymalna zawartość węgla w stalach?
a) do 2%,
b) 2,1-3,0%,
c) 3,1-4,0%,
d) 4,1-5,0%.
7. Według jakiego kryterium podziału klasyfikuje się stale na walcowane i ciągnione?
a) składu chemicznego,
b) stopnia czystości,
c) rodzaju wyrobów,
d) postaci.
8. Minimalna zawartość węgla w stalach narzędziowych wynosi:
a) 0,25%,
b) 0,45%,
c) 0,65%,
d) 0,85%.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
9. W jaki sposób zwiększenie stężenia węgla w stali wpływa na jej własności
technologiczne?
a) polepsza się podatność stali na obróbkę,
b) zmniejsza się współczynnik liniowej rozszerzalności cieplnej,
c) zwiększa się współczynnik liniowej rozszerzalności cieplnej,
d) zwiększa się przewodność cieplna.
10. Żeliwa są to stopy żelaza z węglem o zawartości węgla:
a) 2,0-3,8%,
b) 3,9-4,2%,
c) 4,3-4,6%,
d) 4,7-5,0%.
11. Który z konstrukcyjnych metali nieżelaznych jest najlżejszy?
a) chrom,
b) magnez,
c) aluminium,
d) cyna.
12. Mosiądze to stopy:
a) miedzi z cynkiem,
b) miedzi z cyną,
c) miedzi z manganem,
d) miedzi z magnezem.
13. Obróbkę plastyczną stopów cynku z aluminium (tzw. znali) przeprowadza się
w temperaturze:
a) 50-100
0
C,
b) 110-150
0
C,
c) 160-190
0
C,
d) 200-300
0
C.
14. Hartowanie zalicza się do obróbki metali:
a) cieplnej,
b) cieplno-chemicznej,
c) mechanicznej,
d) plastycznej.
15. Jak zachowuje się ledeburyt poniżej temperatury 721
0
C?
a) zmienia swoją strukturę ponieważ austenit przemienia się w perlit,
b) zmienia swoją strukturę ponieważ perlit płytkowy zamienia się w ziarnisty,
c) nie zmienia struktury ze względu na dużą zawartość węgla,
d) zmienia strukturę na charakteryzującą się małą twardością.
16. Czym różni się bainit od sorbitu i troostytu?
a) ponieważ cementyt jest w nim bardziej skoncentrowany,
b) ponieważ cementyt jest w nim bardziej rozdrobniony,
c) ponieważ austenit ma budowę płytkową,
d) ponieważ jako odmiana perlitu uzyskuje się go w temperaturze powyżej 600
0
C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
17. Przy wzroście masowego stężenia węgla w stali następuje:
a) wzrost twardości i spadek wydłużenia,
b) wzrost twardości i spadek granicy plastyczności,
c) spadek twardości i spadek wytrzymałości na rozciąganie,
d) spadek twardości i wzrost wydłużenia.
18. W jaki sposób wpływa na własności żeliwa dodanie żelazokrzemu lub wapniokrzemu?
a) obniża jego plastyczność,
b) poprawia jego przewodność elektryczną,
c) zwiększa odporność na ścieranie,
d) poprawia podatność na zginanie.
19. Jakie główne cechy posiadają spieki metalowo-ceramiczne?
a) wytrzymałość na zginanie i ścinanie,
b) dobra ciągliwość i plastyczność,
c) odporność na ścieranie i żarowytrzymałość,
d) wysoka przewodność elektryczna.
20. Prawo Hooke’a mówi, że:
a) odkształcenie
materiału
pod
wpływem
siły
rozciągającej
jest
odwrotnie
proporcjonalne do tej siły,
b) odkształcenie materiału pod wpływem siły rozciągającej jest wprost proporcjonalne do
tej siły,
c) odkształcenie materiału pod wpływem siły ściskającej jest odwrotnie proporcjonalne
do tej siły,
d) odkształcenie materiału pod wpływem siły ściskającej nie występuje.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Rozpoznawanie metali i ich stopów
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
6. LITERATURA
1. Dobrzański
L.:
Metaloznawstwo
i
obróbka
cieplna.
Wydawnictwa
Szkolne
i Pedagogiczne, Warszawa 1986
2. Praca zbiorowa: Poradnik Warsztatowca Mechanika. Wydawnictwa Naukowo-
Techniczne, Warszawa 1981
3. Prowans S.: Metaloznawstwo. Państwowe Wydawnictwo Naukowe, Warszawa 1988
4. Przybyłowicz K.: Metaloznawstwo. Wydawnictwa Naukowo-Techniczne, Warszawa
1994
5. Stawiszyński F.: Poradnik mechanika samochodowego. Wydawnictwa Komunikacji
i Łączności, Warszawa 1977
Wyszukiwarka
Podobne podstrony:
03 Rozpoznawanie metali i ich stopów
03 Rozpoznawanie nitekid 4469 Nieznany
03 Rozpoznawanie trendow muzycz Nieznany
03 Rozpoznawanie i dobieranie t Nieznany (2)
03 przewody kableid 4457 Nieznany (2)
03 lokalne strategie zapewnieni Nieznany (2)
2009 03 26 prezentacja pochodne Nieznany
2010 03 Urazy sportoweid 26986 Nieznany (2)
03 stale i staliwa niestopoweid Nieznany (2)
ei 2005 03 s024 id 154147 Nieznany
17 03 2014 Jaskowskaid 17194 Nieznany (2)
03 Stosowanie norm w produkcji Nieznany (2)
Zwyczaje żywieniowe dziewcząt z rozpoznaniem anoreksji i ich matek
1 Metody identyfikacji metali i ich stopówid 10322
03 Stosowanie przepisow bezpiec Nieznany
Notatki 03 PRODUKT id 322319 Nieznany
Lab 03 Analiza obwodu elektrycz Nieznany
więcej podobnych podstron