
Krzysztof Jemielniak
Jan Kosmol
DIAGNOSTYKA NARZĘDZIA I PROCESU SKRAWANIA -
STAN AKTUALNY I KIERUNKI ROZWOJU
Streszczenie
Dążenie do automatyzacji procesów wytwarzania spowodowane rosnącymi kosztami siły roboczej oraz wymaganiami
jakościowych sprawia, że monitorowanie tych procesów staje się nieuniknione. Mimo iż na rynku dostępnych jest wiele
układów diagnostyki narzędzia i procesu skrawania, a szereg z nich praktycznie zainstalowano w przemyśle, użytkownicy w
dalszym ciągu odnoszą się do nich sceptycznie uznając, że są one zawodne i nieopłacalne. Artykuł omawia zarówno
przyczyny takiego przekonania jak też omawia działanie podejmowane w ostatnich latach zmierzające do zwiększenia
niezawodności systemów TCM/PCM. Na wstępie przedstawiono główne zadania i ogólną strukturę układów diagnostycznych.
Następnie przeanalizowano wszystkie ogniwa tej struktury: czujnik, obróbkę sygnału, ekstrakcję cech (miar) sygnału oraz
strategie, z punktu widzenia dotychczasowych niedostatków i bieżących prac badawczych. Artykuł ten nie rości sobie
pretensji do pełnej analizy literaturowej tematu, nie jest kompletnym przeglądem istniejących systemów. Przedstawiono w nim
jedynie najważniejsze problemy hamujących rozwój układów nadzorujących i przykładowe rozwiązania ilustrujące omawiane
zagadnienia.
1. Wprowadzenie
Wzrastające koszty wytwarzania są przyczyną, dla której automatyzacja wytwarzania uzyskuje najwyższy priorytet w
większości rozwiniętych krajów. Jednym z istotniejszych czynników ograniczających dalszy rozwój bezobsługowych,
elastycznych obrabiarek jest tzw. monitorowanie narzędzi TCM (Tool Condition Monitoring) i procesu skrawania PCM
(Process Condition Monitoring). Głównymi obszarami systemów TCM/PCM są:
• diagnozowanie* stanu narzędzi skrawających,
• monitorowanie* zużycia ostrza (wykrywanie końca okresu trwałości),
• wykrywanie tzw. katastroficznego stępienia ostrza (KSO),
• diagnostyka postaci wióra,
• wykrywanie drgań,
• inne (wykrywanie narostu na ostrzu, kształtowanie ostrych krawędzi, wykrywanie kolizji).
Dla celów monitorowania wykorzystuje się wiele różnych zjawisk fizycznych i typów czujników dostępnych na
rynku. Rys.1 przedstawia wykaz najważniejszych publikacji poświęconych układom pomiarowym i czujnikom [4]. Liczby
publikacji pokazują jak dużą wagę poświęca się zagadnieniom monitorowania narzędzi i procesu skrawania. Przede
wszystkim rozwijane są zagadnienia monitorowania zużycia ostrza oraz wykrywania wykruszeń i wyłamań.
*
W artykule - zgodnie z praktyką literatury światowej - używane będzie zamiennie pojęcie diagnozowania jak i
monitorowania, pomimo iż definicje tych pojęć nie są identyczne
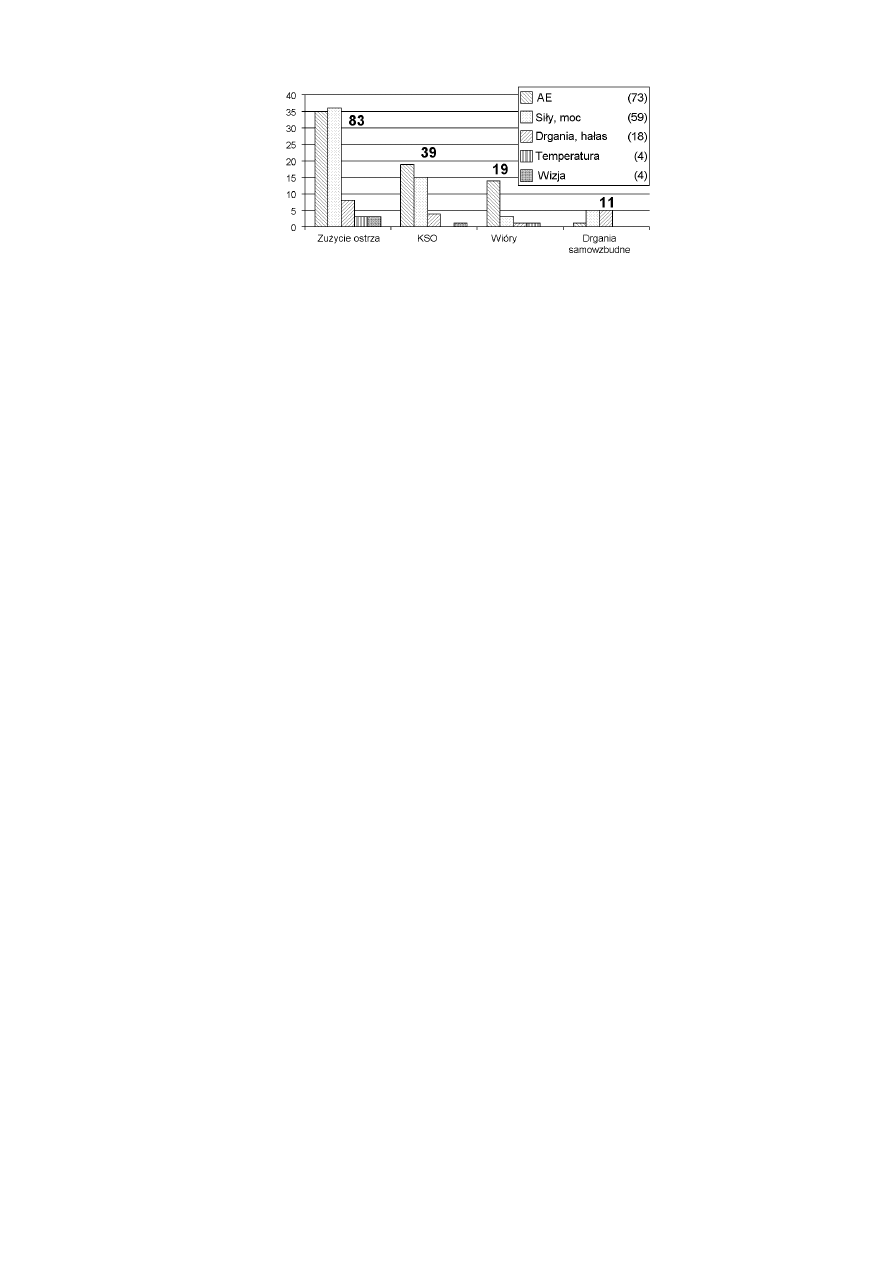
Rys.1. Klasyfikacja prac badawczych i rozwojowych z ostatnich lat [4]
Najczęściej wykorzystywanymi wielkościami do monitorowania tych zjawisk są: emisja akustyczna (EA), składowe
siły skrawania lub wielkości pochodne (moment, prąd silnika napędowego, odkształcenia narzędzia). Również drgania
mechaniczne i akustyczne (hałas) są wykorzystywane zarówno w pracach badawczych jak i zastosowaniach przemysłowych.
Pozostałe zjawiska fizyczne są wykorzystywane sporadycznie, głównie w laboratoriach lub w bardzo szczególnych
przypadkach technologicznych.
Monitorowanie
narzędzi i procesu skrawania jest nie tylko przedmiotem intensywnych prac badawczych od wielu lat
ale jest oferowane w postaci dostępnych handlowo układów nadzorujących. Pomimo to, obecnie uważa się, że nie spełniają
one wymagań stawianych przez użytkowników, mając zbyt wiele wad. Wg. opinii użytkowników, optymistyczne zapewnienia
wytwórców tych systemów, nie znajdują potwierdzenia w praktyce i często są one wyłączane przed upływem roku. Ponieważ
koszty dodatkowych układów pomiarowych są wysokie, a ich niezawodność ciągle budzi zastrzeżenia, wytwórcy obrabiarek i
ich użytkownicy niechętnie godzą się na ich zakup. Główne słabości systemów monitorowania narzędzi i procesu skrawania
mogą zostać podsumowane następująco:
• brak pojedynczego czujnika (lub układu czujników), który spełniałby wymagania wszystkich lub głównych
obszarów zastosowań systemów nadzorujących,
• wiele czujników stosowanych w pracach badawczych nie nadaje się do wykorzystania w warunkach
przemysłowych. Jest to szczególnie istotne w przypadku czujników siły skrawania i emisji akustycznej (czujniki
EA były projektowane przede wszystkim z myślą o badaniach nieniszczących),
• wykrywanie końca okresu trwałości ostrza jest trudne, a praktycznie możliwe do zrealizowania tylko metodę
dotykową (sondy pomiarowe), po zakończeniu skrawania danym narzędziem,
• większość wyników badań laboratoryjnych uzyskano metodą off-line. Układy monitorujące pracujące w tzw.
czasie rzeczywistym są w dalszym ciągu rzadkością. Ciągle brak jest układów, które umożliwiają równoległą
realizację procesu obróbki i np. monitorowania narzędzia,
• brak jest układów monitorujących powiązanych z powszechnie stosowanymi sterowaniami CNC, tzn. brak jest
powszechnie akceptowanych interfejsów, specyfikacji wymiany informacji, standaryzacji sprzętowej i
programowej.
Przed
rozpoczęciem bardziej szczegółowej dyskusji na temat wymienionych słabości układów monitorujących,
przyjrzyjmy się strukturze układu monitorowania narzędzi i procesu skrawania (rys. 2). Proces skrawania może być
opisywany za pomocą wielu różnych wielkości fizycznych. Odpowiednie czujniki przekształcają wybrane wielkości fizyczne
(jako wielkości mierzone) w sygnał elektryczny, który może być poddany zarówno elektronicznemu przetwarzaniu jak i
transmisji. Przetwarzanie sygnału może być mniej lub bardziej rozbudowane, począwszy od filtracji (dolno, górno i pasmowo
przepustowej), poprzez analogowo-cyfrową konwersję A/C, szybką transformację Fouriera (FFT), obliczanie wartości
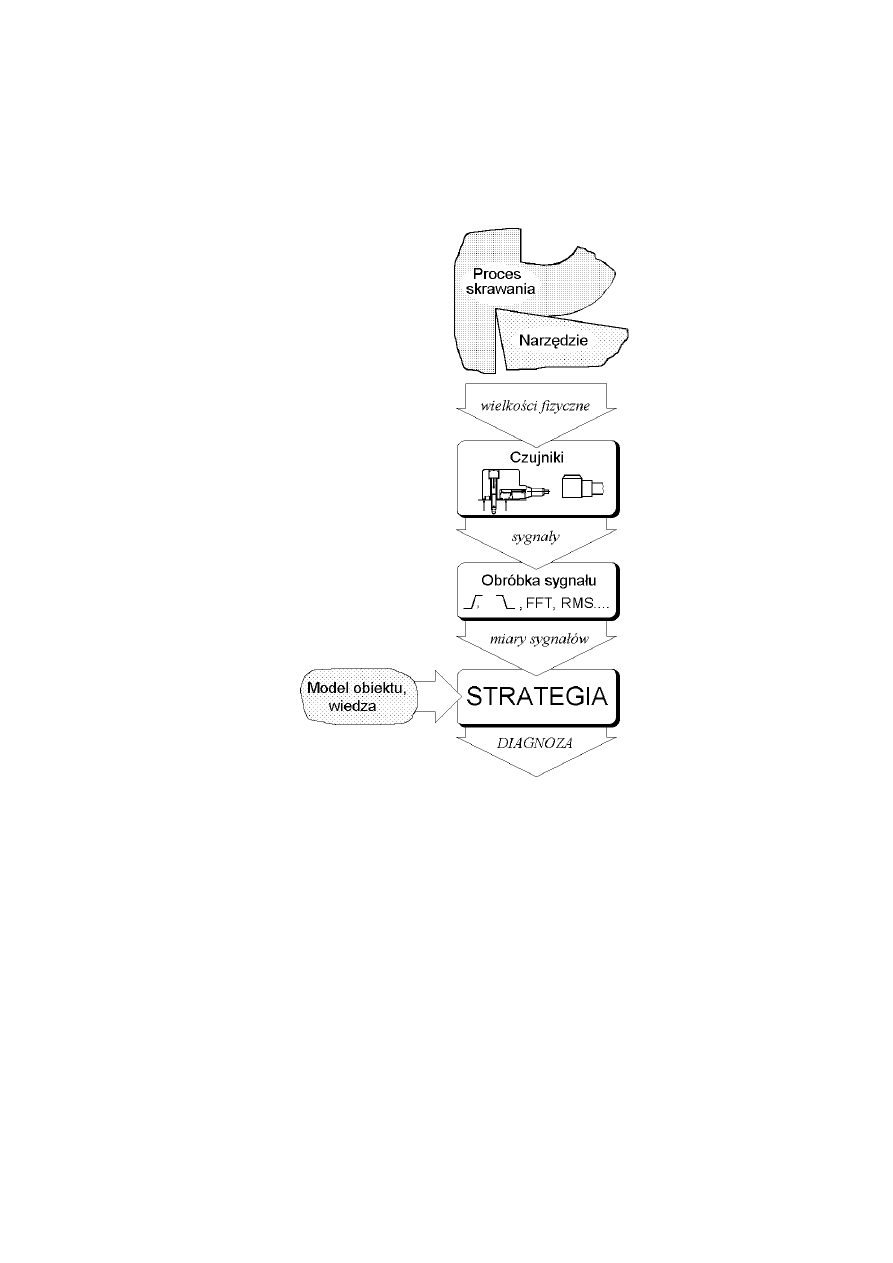
skutecznej (RMS), odchyleń standardowych, wartości średniej, kurtozy, stosowanie analizy regresji oraz wielu innych technik
przetwarzania sygnałów. Wynikiem jest wektor cech, który reprezentuje sygnał pomiarowy, wrażliwy na zmiany parametrów
badanego procesu. Mówimy wówczas o ekstrakcji cech z sygnału pomiarowego. Na podstawie tak uzyskanego wektora cech i
odpowiedniej strategii, generowana jest decyzja o stanie monitorowanego procesu (zjawiska). Sama strategia powstaje na
bazie zarówno wiedzy o procesie jak i doświadczeń dotyczących modelowania procesu.
Rys.2. Struktura układu TCM/PCM
Niedostatki
istniejących systemów monitorowania oraz obserwowane trendy rozwojowe są związane ze wszystkimi
wymienionymi składnikami ich struktury. Tak też będą tu omówione.
2. Czujniki
2.1. Czujniki siły i wielkości pochodnych
Siły skrawania i wielkości pochodne są najczęściej wykorzystywane w przemysłowo stosowanych układach
TCM/PCM. Z tego powodu na rynku dostępnych jest wiele czujników tych wielkości. Zarówno producenci jak i jak i
użytkownicy stoją przed wyborem pomiędzy dwoma przeciwstawnymi wymaganiami. Z jednej strony niezbędna jest wysoka
dokładność pomiarów zarówno statyczne jak i dynamiczna, co pociąga za sobą konieczność umieszczania czujnika jak
najbliżej strefy skrawania. Z drugiej strony, czujnik powinien być łatwy do zainstalowania, bez konieczności istotnych zmian
w konstrukcji obrabiarki i bez wyraźnego zmniejszenia sztywności statycznej i dynamicznej. Na wcześniejszych etapach
rozwoju systemów TCM/PCM producentom obrabiarek zależało na wyposażeniu ich wytworów w jakiekolwiek układy
monitorujące. Z tego powodu pomiar prądu lub mocy silnika był bardzo popularny [12]. Pierścieniowe czujniki prądu
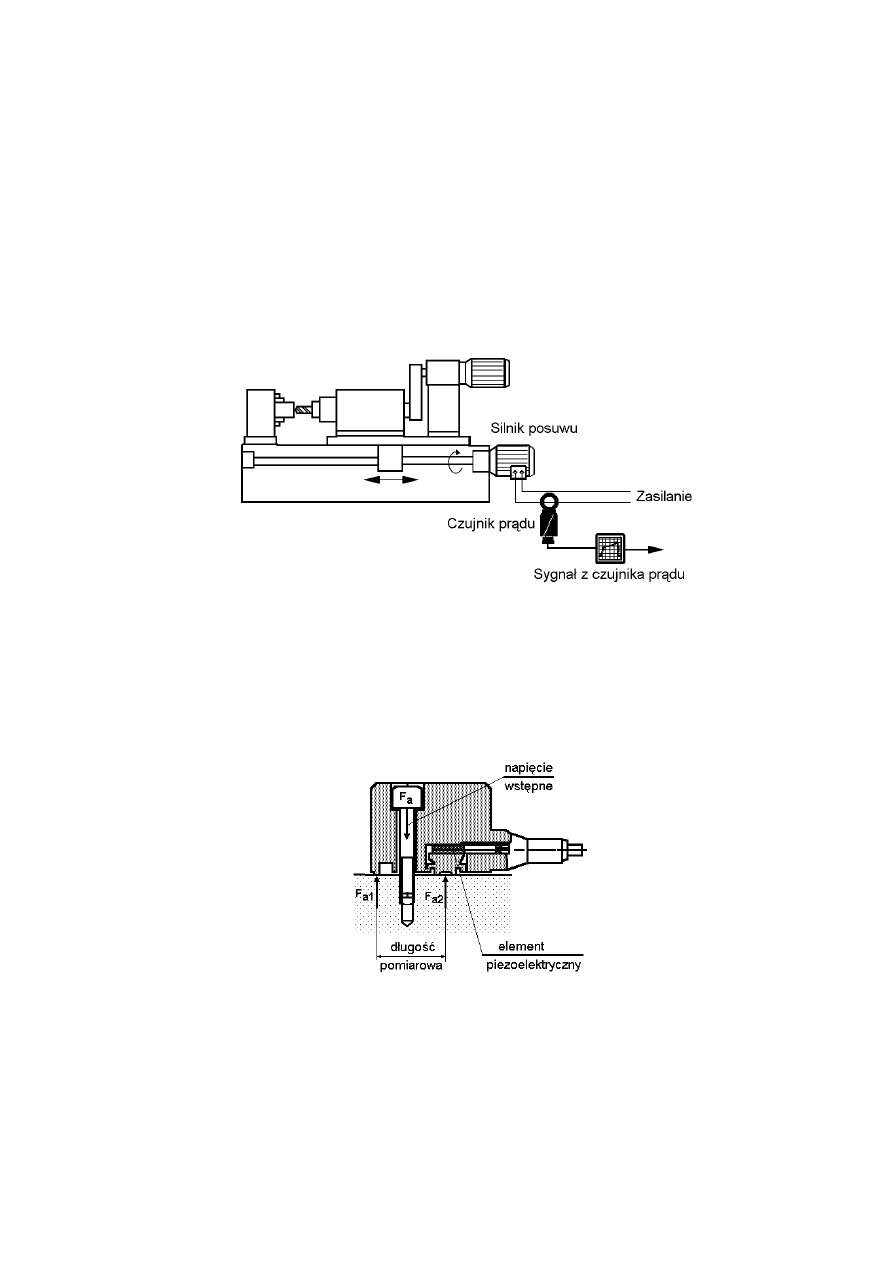
zakładane na przewodach zasilających silnik posuwu lub główny są w dalszym ciągu handlowo dostępne (rys. 3). Pojedynczy
przewód zasilający silnik np. posuwu jest przewleczony przez pierścieniowy czujnik prądu. W czujniku tym indukowane jest
napięcie (sygnał napięciowy) proporcjonalne do posuwowej składowej siły [16]. Czujnik taki jest łatwy do zamontowania we
wszystkich typach obrabiarek, nie wymaga praktycznie żadnych zmian w konstrukcji obrabiarki, stanowiąc składnik systemu
monitorującego o względnie niskiej cenie w porównaniu z nowymi lub istniejącymi już systemami. Należy jednak podkreślić,
że taki czujnik znajduje się daleko od źródła sygnału, tj. od strefy skrawania, co decyduje o jego niskich właściwościach
dynamicznymi i małej czułości na zmiany siły skrawania spowodowane zużyciem ostrza. Jeżeli ponadto, czujnik prądowy jest
zainstalowany na silniku głównym np. tokarki lub frezarki, to jego wrażliwość jest jeszcze mniejsza, ponieważ mierzony jest
wówczas prąd zależny od głównej składowej siły, a ta najmniej wrażliwa na zmiany zużycia ostrza (patrz niżej: 4.2). Układy
monitorujące pracujące na takiej zasadzie trudno uznać za udane [12].
Rys.3. Czujnik prądu [14]
Innym
przykładem czujnika łatwo montowalnego, nie wymagającego zmian konstrukcyjnych w obrabiarce i nie
zmieniających sztywności obrabiarki jest piezoelektryczny czujnik odkształceń (rys. 4) [15]. Czujnik taki wykrywa siłę
skrawania za pośrednictwem pomiaru odkształceń elementów obrabiarki przenoszących tę siłę. Pomimo stosunkowo łatwego
montażu proces instalowania jest czasochłonny, ponieważ najkorzystniejsze położenie czujnika określane jest metodą prób i
błędów. Czujnik taki znalazł przemysłowe zastosowanie, zwłaszcza dla wykrywania kolizji.
Rys.4. Piezoelektryczny czujnik odkształceń [15]
Oba opisane dotychczas czujniki posiadają niską czułość i praktycznie nadają się do wykrywania dużych,
katastroficznych stępień ostrza, np. podczas obróbki zgrubnej.
Czujniki
siły posuwowej montowane w oprawach łożysk wałków, śrub pociągowych lub wrzecion (rys. 5 [14]) są
przykładem rozwiązania kompromisowego. Czujnik składa się z dwu współosiowych pierścieni. Profil wewnętrznego
pierścienia zawiera dwie strefy pomiarowe, na których naklejone są tensometry. Pomimo znacznie większej korelacji
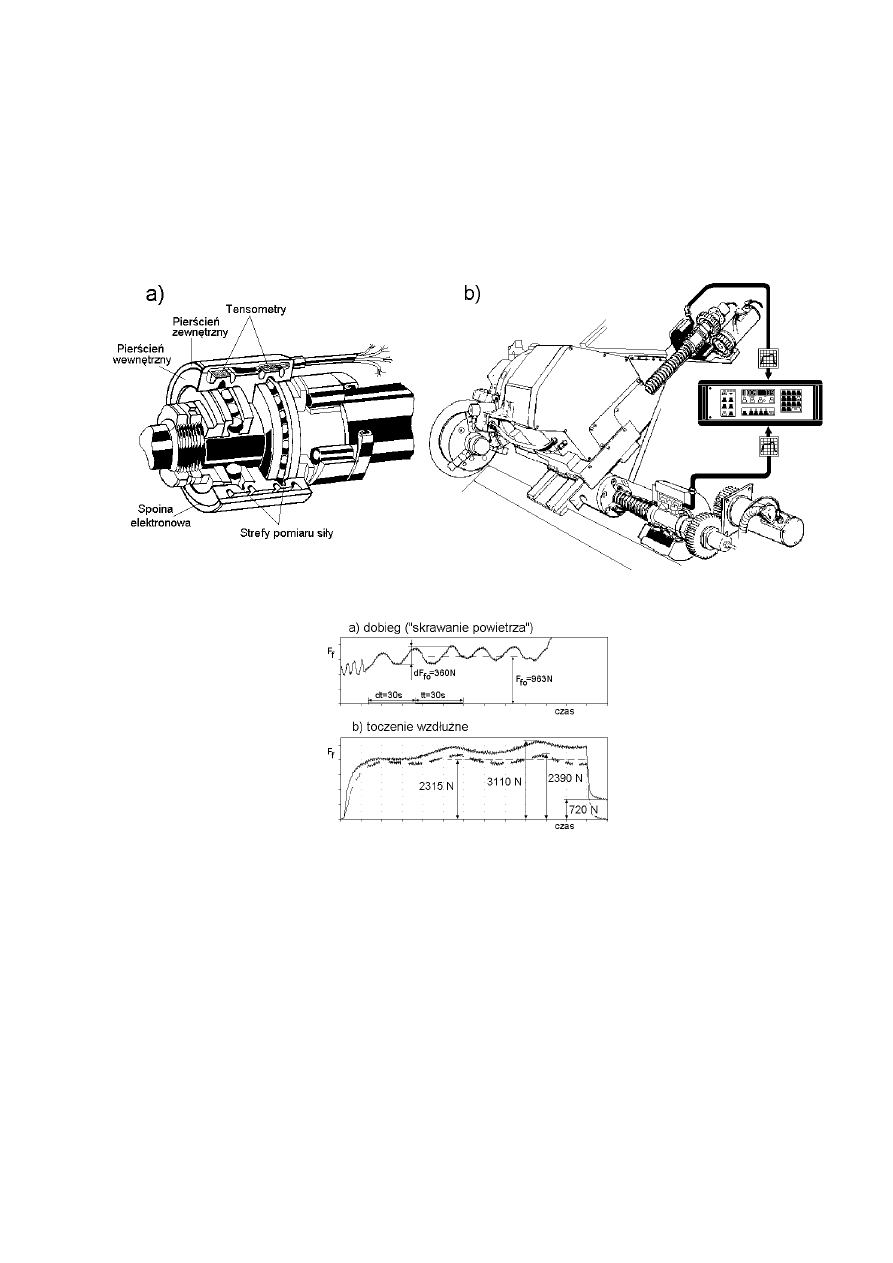
pomiędzy rzeczywistą wartością siły posuwowej i sygnałem pomiarowym, w dalszym ciągu występuje szereg niekorzystnych
zjawisk, które należy uwzględnić przy przetwarzaniu sygnału [8]. Rys. 6a pokazuje typowy sygnał z czujnika siły (Ff) podczas
dobiegu narzędzia do przedmiotu z zaprogramowanym posuwem bezpośrednio po rozpoczęciu operacji. Charakterystyczne
sinusoidalne wahania sygnału z czujnika generowane przez łożysko nie mają swojego odpowiednika w sile skrawania, która
jest równa zeru. Podobne wahania w sygnale obserwuje się podczas toczenia wzdłużnego ze stałymi parametrami skrawania,
kiedy to rzeczywista wartość siły skrawania jest praktycznie stała (rys. 6b). Ponadto średnia wartość sygnału stopniowo
wzrasta, z powodu kumulowania się naprężeń w łańcuchu kinematycznym, zwłaszcza na prowadnicach.
Rys.5. Czujnik siły posuwowej: a) przekrój wewnętrzny, b) usytuowanie czujnika na śrubie pociągowej tokarki NC [14]
Rys.6. Sygnał z czujnika siły posuwowej z rys. 5 [8]
Najlepsze rezultaty pomiaru siły uzyskuje się za pomocą czujników umieszczonych w pobliżu ostrza skrawającego,
bezpośrednio w torze transmisji siły. Handlowo dostępne czujniki są na ogół bardzo sztywne i cechują się szerokim zakresem
pomiarowym. Zawierają one cztery trzyosiowe przetworniki siły, wstępnie napięte i umieszczone pomiędzy dwoma płaskimi
powierzchniami (np. powierzchnią sań i głowicy rewolwerowej - rys. 7). Są to na ogół czujniki piezoelektryczne, które
stwarzają trudności w pomiarach składowej stałej siły w dłuższym okresie czasu ze względu na upływ ładunku, jednakże
obecnie spotykane układy pozwalają na pomiar składowej stałej przez ok. 15 minut z zadowalającą dokładnością. Upływność
ładunku oraz wpływ temperatury powodują, że czujniki te powinny być "zerowania" bezpośrednio przed rozpoczęciem
pomiaru. Czujniki piezoelektryczne umieszczane bezpośrednio pomiędzy dwoma powierzchniami przenoszącymi pełne
obciążenie narażone są na uszkodzenia spowodowane przeciążeniami, np. podczas kolizji. Czujniki takie stosuje się w
badaniach laboratoryjnych z zakresu skrawalności czy monitorowania, natomiast rzadziej w praktyce przemysłowej, gdzie
brak zabezpieczenia przed przeciążeniem, przy bardzo wysokim koszcie, wyklucza ich stosowanie.
Rys.7. Płytowy czujnik sił skrawania
[13]
W warunkach przemysłowych mogą być stosowane czujniki płytowe.
Zawierają one cienką płytę z wbudowanymi przetwornikami piezoelektrycznymi
lub tensometrycznymi. Płyty takie mogą być montowane np. pomiędzy korpusem
głowicy narzędziowej a saniami poprzecznymi lub pomiędzy głowicą narzędziową
a korpusem głowicy. Płyty pomiarowe przedstawione na rys. 7 [13] są o ok.
10
÷15 µm cieńsze niż same przetworniki pomiarowe. Wstępny zacisk powoduje
zlikwidowanie tej różnicy wysokości, tak że podczas pomiarów, część obciążenia
przenosi płyta, zaś na sam przetwornik przypada mniej niż 15% pełnego
obciążenia. Wprawdzie rozwiązanie to zmniejsza dokładność pomiaru, ale
zdecydowanie poprawia zabezpieczenie samych przetworników przed
przeciążeniem. Płyty lub pierścienie pomiarowe są łatwe do montażu na obrabiarce
i są oferowane przez wielu producentów [2].
Najnowsze trendy w rozwoju czujników siły można przedstawić następująco:
• "czujniki inteligentne",
• bezprzewodowa transmisja sygnału pomiarowego,
• nowe koncepcje pomiaru siły,
• czujniki zintegrowane i wieloskładowe.
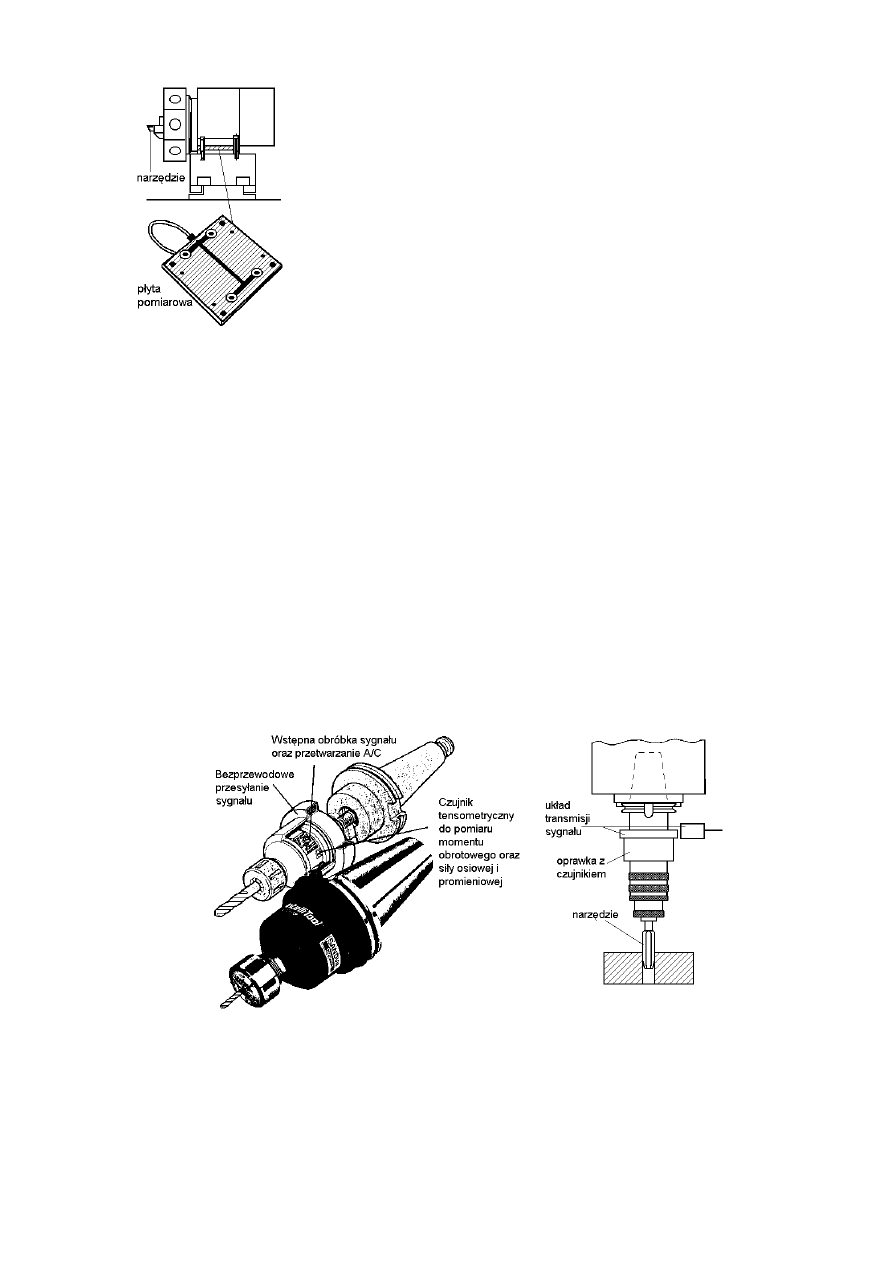
Rys. 8 przedstawia przykład narzędzia "inteligentnego", tj. oprawki narzędziowej dla wierteł i gwintowników
wyposażonej w tensometryczny czujnik siły i momentu [14]. W zależności od zastosowania oprawka pozwala mierzyć główną
i promieniową składową siły oraz moment obrotowy. Zawiera ona zintegrowany przedwzmacniacz, przetwornik A/C i
mikroprocesor umieszczone w bezpiecznej obudowie. System zawiera także bezprzewodowy układ transmisji sygnałów
pomiarowych składający się z nadajnika i odbiornika. Główną wadą rozwiązania jest konieczność indywidualnego
wzorcowania czujnika dla każdego narzędzia, co znacznie podnosi koszt użytkowania [2].
Rys.8. Czujnik siły i momentu zintegrowane z chwytem narzędziowym [14]
Inna koncepcja czujnika, wykorzystująca zjawisko zmiany przenikalności materiału ferromagnetycznego pod
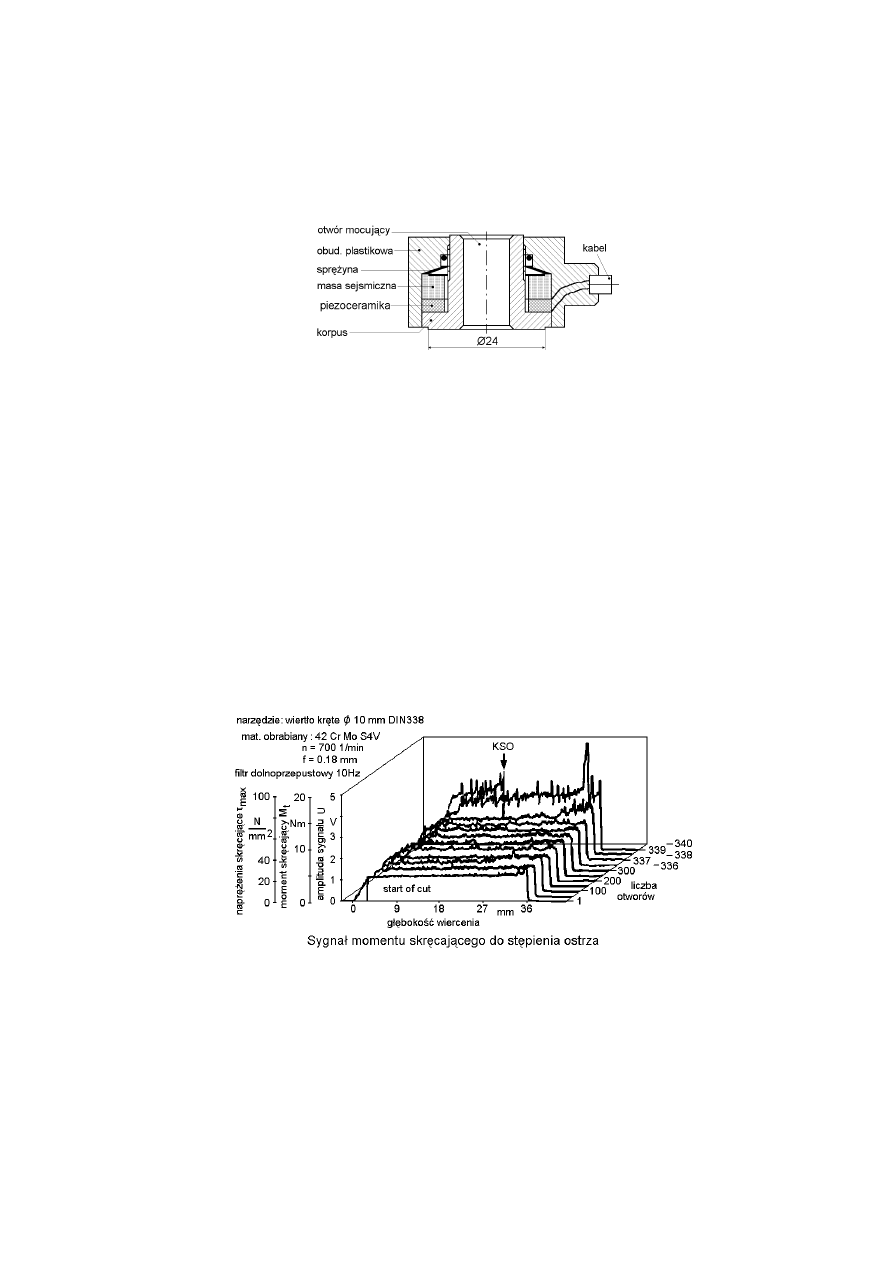
wpływem mechanicznego odkształcenia jest aktualnie rozwijana. Rys. 9 przedstawia czujnik skręcenia do monitorowania
operacji wiertarskich, wykorzystujący zjawisko prądów wirowych [20]. Czujnik ten umożliwia pomiar momentu skrawania
bez obniżających sztywność zmian konstrukcyjnych z obrabiarce.
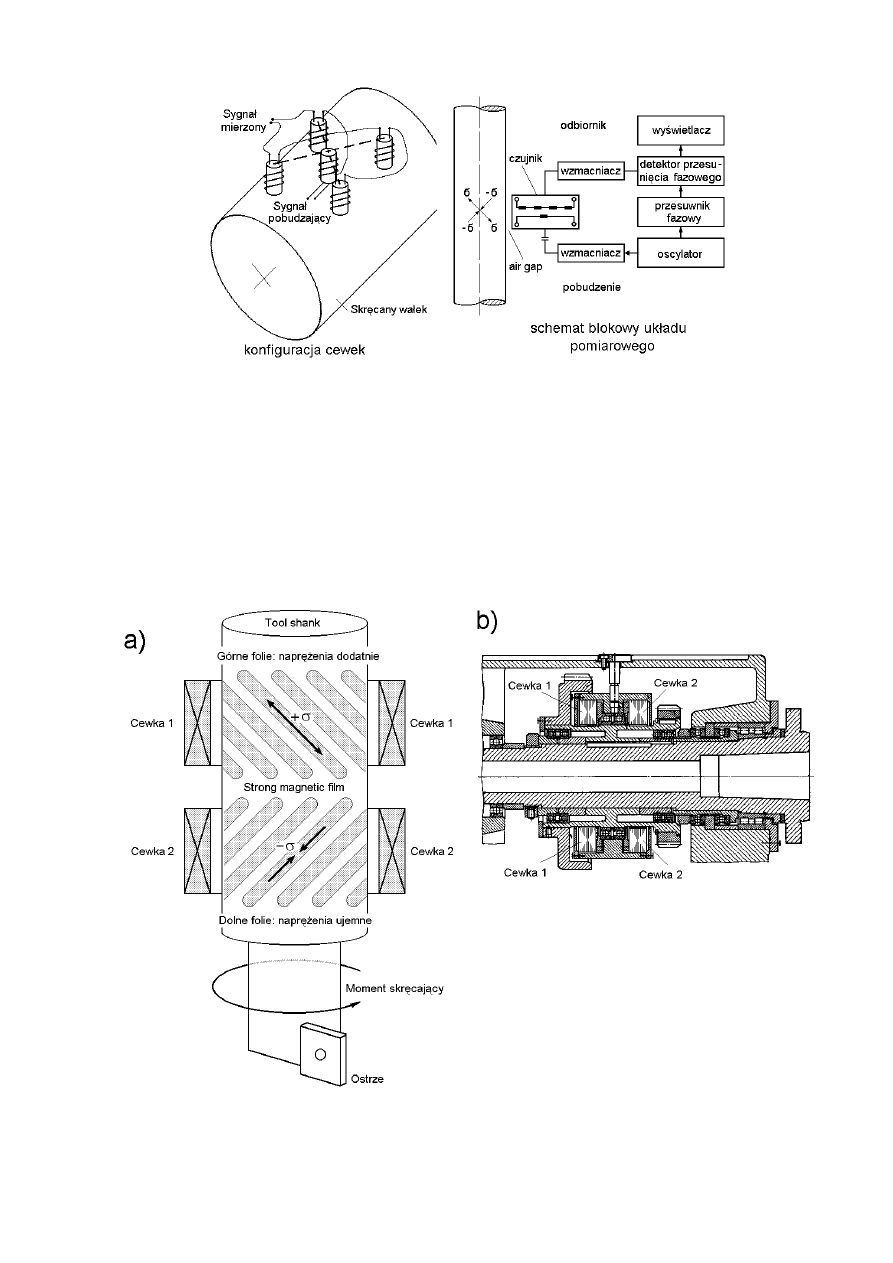
Rys.9. Czujnik momentu wykorzystujący zjawisko prądów wirowych dla monitorowania wierteł podczas wiercenia [20]
Magnetostrykcyjny czujnik momentu przedstawiony na rys. 10a [1] posiada takie same zalety. Podłużne, cienkie
pasma (dolne i górne) silnego materiału magnetycznego są rozmieszczone na pobocznicy wałka pod kątem 45o i -45o do jego
osi. Odkształcenie wałka pod wpływem momentu obciążającego wywołują zmiany przenikalności magnetycznej w pasmach
magnetycznych. Zewnętrzne cewki 1 i 2 magnesują pasma magnetyczne na wałku. Zmiana przenikalności owocuje zmianą
oporności indukcyjnej cewek. Oznacza to, że siła skrawania może być identyfikowana przez pomiar indukcyjności (oporności
indukcyjnej) cewek. Tego typu czujniki mogą być montowane na obrotowych powierzchniach, np. na narzędziach obrotowych
typu frez walcowo-czołowy [1] lub wrzecionach obrabiarek (rys. 10b [3]).
Rys.10. Magnetostrykcyjny czujnik momentu, a) budowa czujnika [1], b) przykład zastosowania [3]
Kombinowane zestawy różnych, tanich przetworników jest metodą pozwalającą poszerzyć możliwości
eksploatacyjne uzyskiwane przez pojedyncze czujniki [2]. Można to osiągnąć albo przez stosowanie pojedynczego czujnika,
umożliwiającego pomiar różnych wielkości lub przez zastosowanie różnych czujników zainstalowanych na obrabiarce, w celu
mierzenia różnych wielkości.
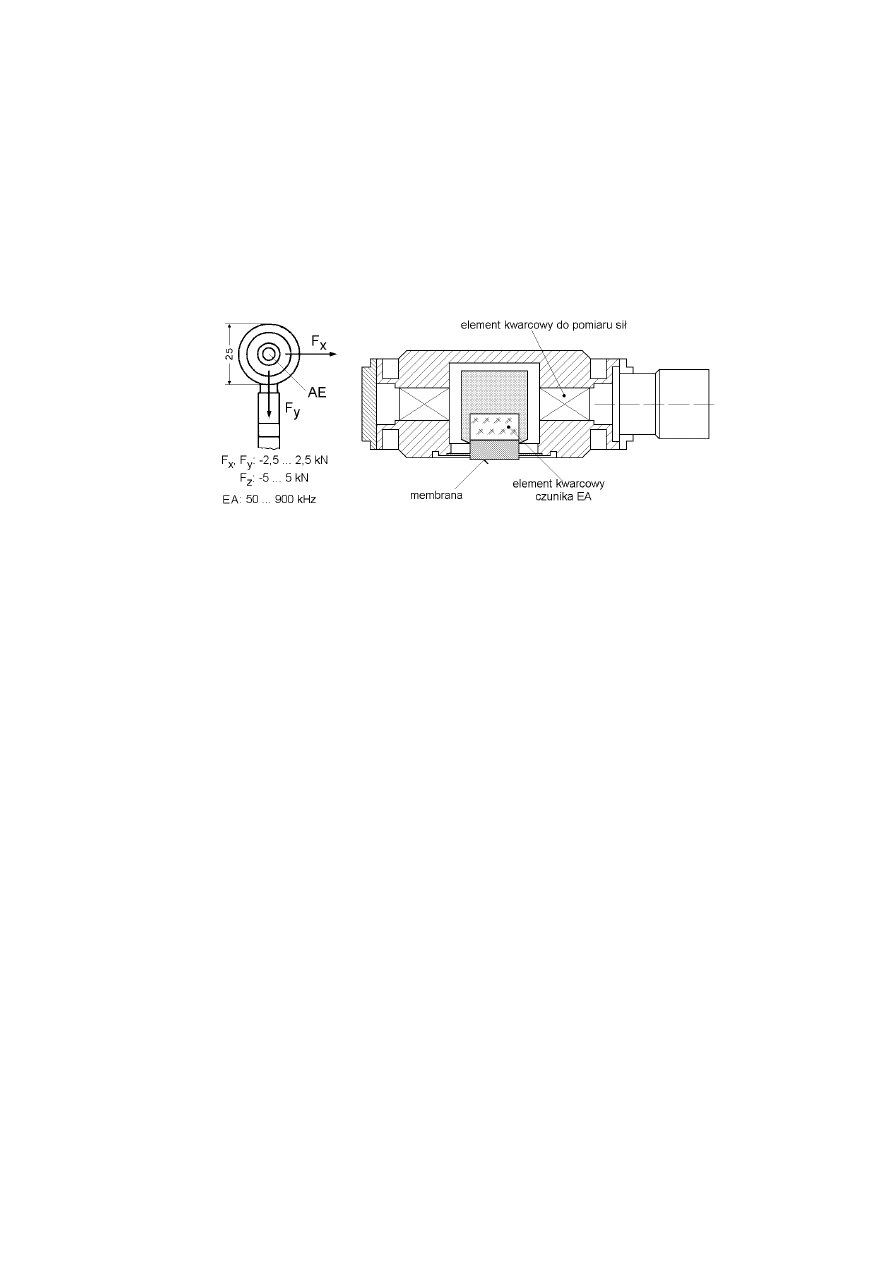
Rys. 11 przedstawia przykład tzw. podwójnego czujnika [2]. Pozwala on na równoczesny pomiar emisji akustycznej
oraz jednej do trzech składowych siły. Razem z pierścieniowym czujnikiem siły zintegrowany jest czujnik emisji. Zaletą
czujnika podwójnego jest zdublowanie informacji o procesie pochodzących z pomiarów siły za pośrednictwem innej
wielkości, tu emisji akustycznej, w jednym i tym samym punkcie pomiarowym.
Rys.11. Zintegrowane czujniki do pomiaru siły skrawania i emisji akustycznej [2]
2.2. Emisja akustyczna i drgania
Pomimo
iż dostępnych jest wiele czujników EA, tylko niektóre mogą być stosowane w warunkach przemysłowych
[2]. Większość tych czujników była projektowana z myślą o nieniszczących badaniach laboratoryjnych, co oznacza, że nie
wytrzymują wysokich temperatur, dużej ilości płynów chłodzących i uderzających lub trących wiórów. W wielu wypadkach
ich czułość jest zbyt duża w stosunku do mocy sygnałów generowanych przez proces skrawania.
Rozważmy przykładowo czujniki emisji akustycznej firmy Brüel & Kjær:
• 8312 - szerokopasmowy czujnik z wbudowanym przedwzmacniaczem,
• 8313 - rezonansowy czujnik o częstotliwości rezonansowej ok. 200 kHz,
• 8314 - rezonansowy czujnik o częstotliwości rezonansowej ok. 800 kHz.
Czujniki rezonansowe na ogół współpracują z przedwzmacniaczem typu 2637 wyposażonym w wymienne filtry:
• 200 kHz filtr oktawowy przeznaczony do współpracy z czujnikiem 8313,
• 800 kHz filtr oktawowy przeznaczony do współpracy z czujnikiem 8314.
Na rys. 12 przedstawiono przykłady sygnałów EA uzyskane dla narzędzia zużytego (KT ÷ 0,25 mm) w Politechnice
Warszawskiej [5]. Czujniki B&K były instalowane na imaku tokarki. Sygnał z szerokopasmowego czujnika 8312 (rys. 12a)
zawiera zarówno składową wysokoczęstotliwościową, interesującą z punktu widzenia monitorowania stanu narzędzia, jak i
niskoczęstotliwościową (ok. 16 kHz). Charakterystyczne obcięcie sygnału świadczy o przeregulowaniu przedwzmacniacza.
Zastosowanie czujnika rezonansowego 8313 wraz z przedwzmacniaczem, wyposażonym w filtr oktawowy 200 kHz eliminuje
składową niskoczęstotliwościową, pozostawiając tylko pasmo użyteczne. Mimo to, sygnał EA był ciągle zbyt duży,
wywołując przeregulowanie przedwzmacniacza. Z tego powodu przedwzmacniacz został zmodyfikowany, poprzez 10-krotne
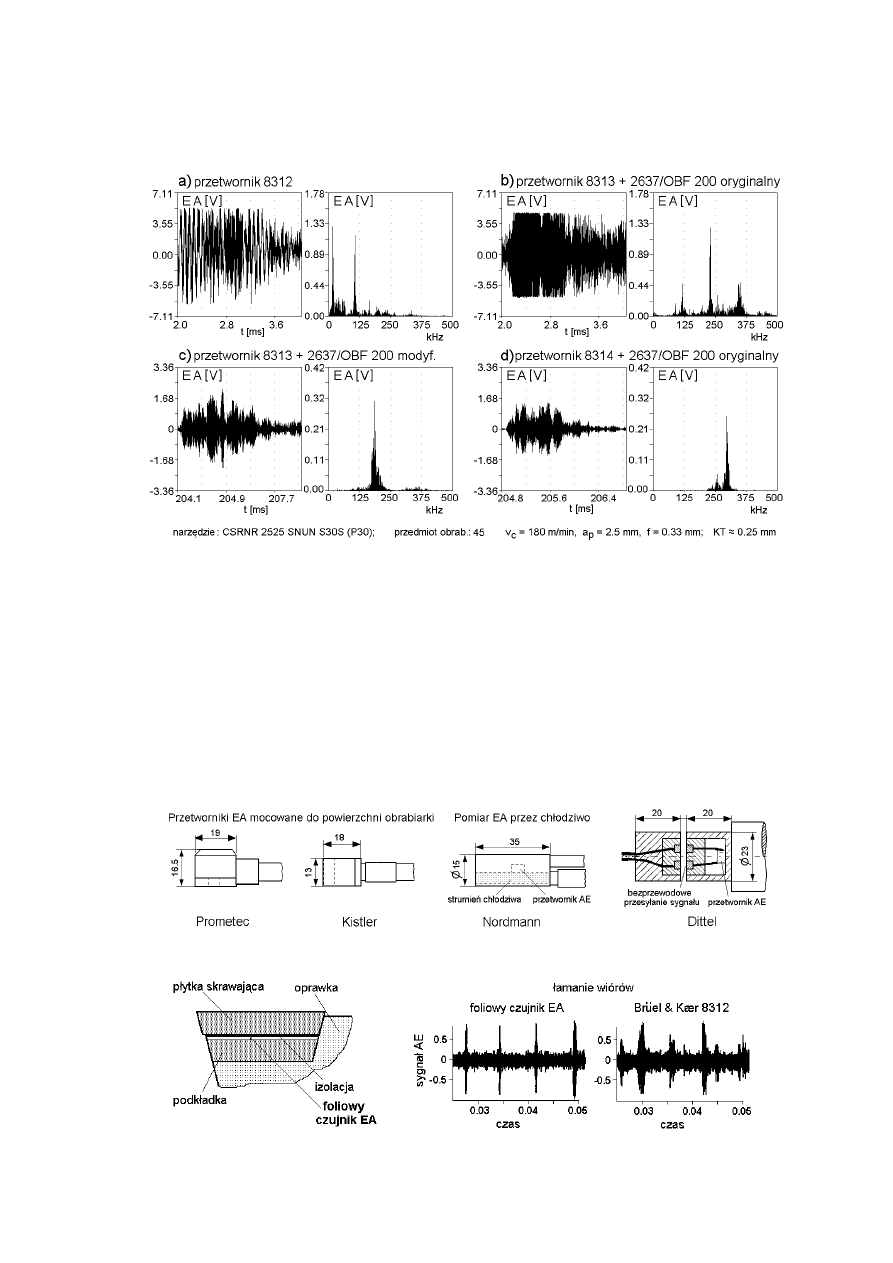
(20 dB) zmniejszenie pierwszego stopnia wzmocnienia. Uzyskane wyniki przedstawiono na rys. 12c. Innym sposobem
rozwiązania problemu jest zastosowanie czujnika 8314 z oryginalnym przedwzmacniaczem 2637 wyposażonym w filtr 200
kHz, zaprojektowanym z myślą o czujniku 8313 (rys. 12d).
Rys.12. Sygnały z czujnika emisji akustycznej firmy Brüel & Kjær otrzymane dla narzędzia stępionego (KT
≈0.25 mm) w
Politechnice Warszawskiej [5]
W ostatnich latach pojawiły się na rynku czujniki EA, przeznaczone do monitorowaniu procesu skrawania, które są
pozbawione wymienionych wad ([2, 9] rys.13). Większość z nich jest montowana na powierzchniach obrabiarki, ale spotyka
się i takie, w których transmisja sygnału emisji z przedmiotu do czujnika odbywa się za pośrednictwem strumienia cieczy
chłodzącej. Do transmisji sygnału emisji z czujnika do odbiornika wykorzystuje się również indukcyjne metody
bezprzewodowe. Innym nowym rozwiązaniem jest czujnik EA w postaci cienkiej folii umieszczanej pomiędzy płytką
skrawającą, a podkładką (rys. 14). Główną zaletą rozwiązania jest to, iż czujnik jest bardzo bliski strefy skrawania, jednakże
jest on także bardzo narażony na uszkodzenie.
Rys.13. Nowe koncepcje czujników emisji akustycznej przeznaczone dla monitorowania narzędzia i procesu skrawania [2, 9]
Rys.14. Foliowy czujnik emisji akustycznej przeznaczony do monitorowania stanu narzędzia [9]
Czujniki
drgań były stosowane w warunkach przemysłowych znacznie wcześniej niż czujniki emisji akustycznej,
zwłaszcza w celach diagnostycznych obrabiarek. Tym nie mniej czujniki te stają się coraz solidniejsze, lepiej spełniające
wymagania stawiane przez trudne warunki na obrabiarkach. Rys. 15 przedstawia czujnik wykorzystywany do monitorowania
procesu skrawania w oparciu o pomiar drgań, który pierwotnie był zaprojektowany do wykrywania spalanie skokowe w
silnikach benzynowych [2].
Rys.15. Czujniki drgań przeznaczone do monitorowania [2]
3. Przetwarzanie sygnałów i ekstrakcja cech - symptomów
Elektryczny
sygnał analogowy z czujnika jest na ogół (po pierwotnym przetwarzaniu jak np. wstępnym filtrowaniu)
przekształcany do postaci cyfrowej. Uzyskane w taki sposób szeregi czasowe są w dalszym ciągu przetwarzane w celu
ekstrakcji z sygnału tych cech (symptomów), które są najbardziej wrażliwe na parametry interesujące z punktu widzenia
monitorowanego procesu (np. na zużycie ostrza). Wykorzystuje się wiele znanych metod przetwarzania jak dalsza filtracja,
obliczenia wartości średniej, wartości skutecznej RMS, analiza spektralna w wybranym paśmie i wiele innych. W dalszym
ciągu przedstawione zostaną przykłady przetwarzania sygnałów.
Najprostszą cechą charakteryzującą sygnał jest jego wartość (amplituda). Rys. 16 przedstawia monitorowanie
narzędzia podczas wiercenia [20], bazujące na śledzeniu momentu skręcającego (rys. 9). Znaczne zużycie wiertła wywołuje
istotne zwiększenie momentu skrawania, a w konsekwencji i wartości sygnału.
Rys.16. Monitorowanie stanu narzędzi podczas wiercenia, bazujące na pomiarze amplitudy sygnału [20]
Wpływ zużycia ostrza na siły skrawania jest powszechnie znany i był wielokrotnie opisywany. Dla toczenia i
frezowania, wpływ ten jest mniejszy w odniesieniu do głównej składowej siły i momentu skrawania niż w stosunku do
składowej posuwowej i odporowej. Wpływ zużycia ostrza na wzrost siły skrawania jest silnie uzależniony od innych
warunków skrawania. Rys. 17 przedstawia przykładowe wyniki badań [5]. W obu przypadkach stosowano takie samo
narzędzie i ten sam przekrój warstwy skrawanej. Prędkość skrawania została tak dobrana, aby uzyskać zbliżony okres
trwałości ostrza. W pierwszym przypadku skrawano stal 34HNM. Dominującą postacią zużycia ostrza było starcie na
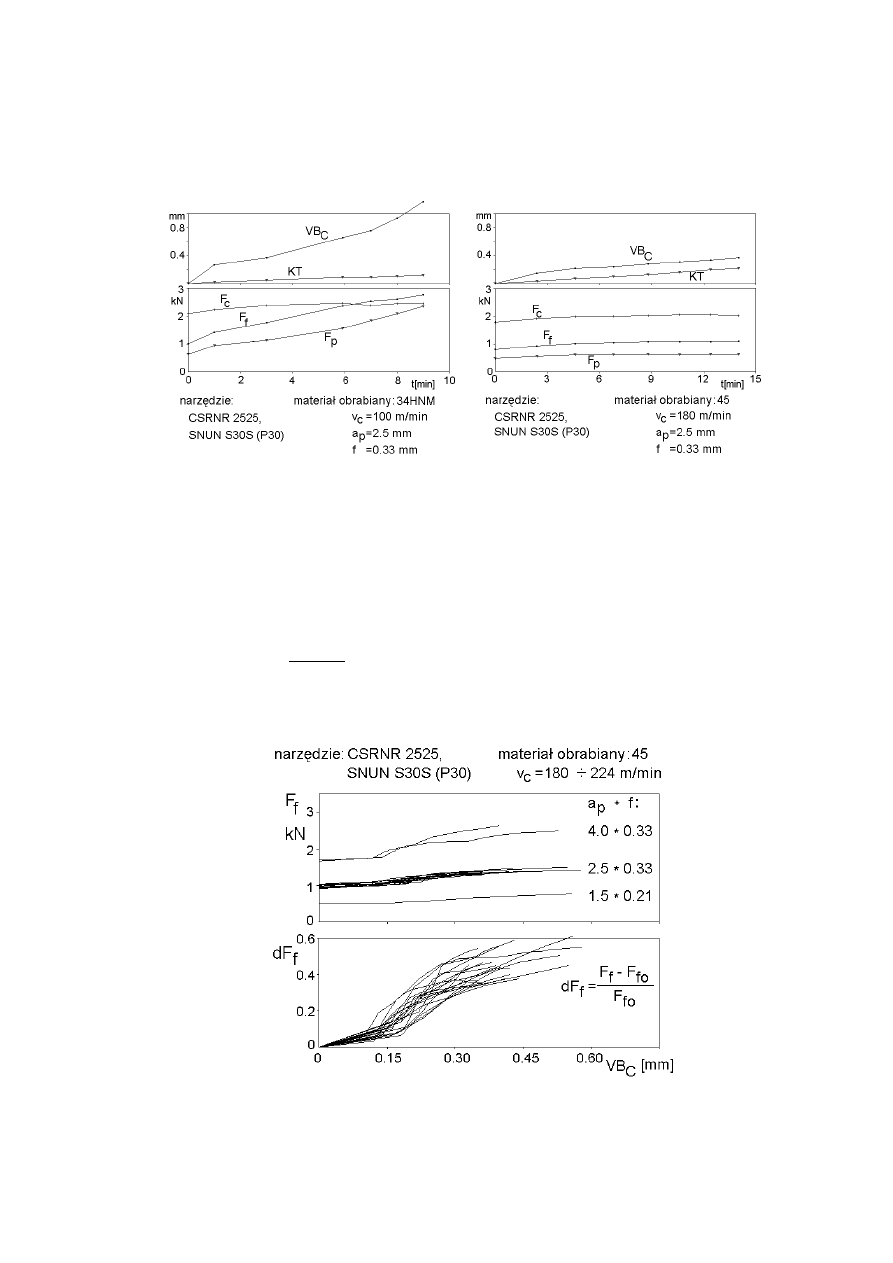
powierzchni przyłożenia VBC, któremu towarzyszy wyraźny wzrost składowej posuwowej Ff i odporowej Fp siły skrawania.
Tak wyraźny wzrost sił jest łatwo mierzalny, a przez to wygodny do monitorowania zużycia na powierzchni przyłożenia.
Natomiast przy obróbce stali 45 (prawy rys. 17), kiedy decydującym jest zużycie powierzchni natarcia (krater KT), wzrost sił
skrawania jest znacznie mniejszy. W obu przypadkach składowa główna Fc siły nie zmieniała się w sposób istotny.
Rys.17. Wpływ zużycia ostrza na siły skrawania [5]
Rys. 18 przedstawia zależność składowej posuwowej siły od zużycia ostrza VBC, dla trzech przekrojów warstwy
skrawanej [5]. Przykład ten pokazuje, że bezpośrednie wykorzystanie pomiaru siły jest niewygodne ponieważ dla każdego
zestawu parametrów skrawania należałoby określać inne wartości graniczne. Znacznie wygodniejsze jest zastosowanie
względnego przyrostu siły, również pokazanego na rys. 18:
dF
F
F
F
f
f
fo
fo
=
−
gdzie: Ffo - składowa posuwowa siły dla narzędzia ostrego (na początku testu).
Rys.18. Zmiany wartości bezwzględnej i względnej składowej posuwowej siły wywołane zużyciem ostrza, dla trzech różnych
przekrojów wióra [5]
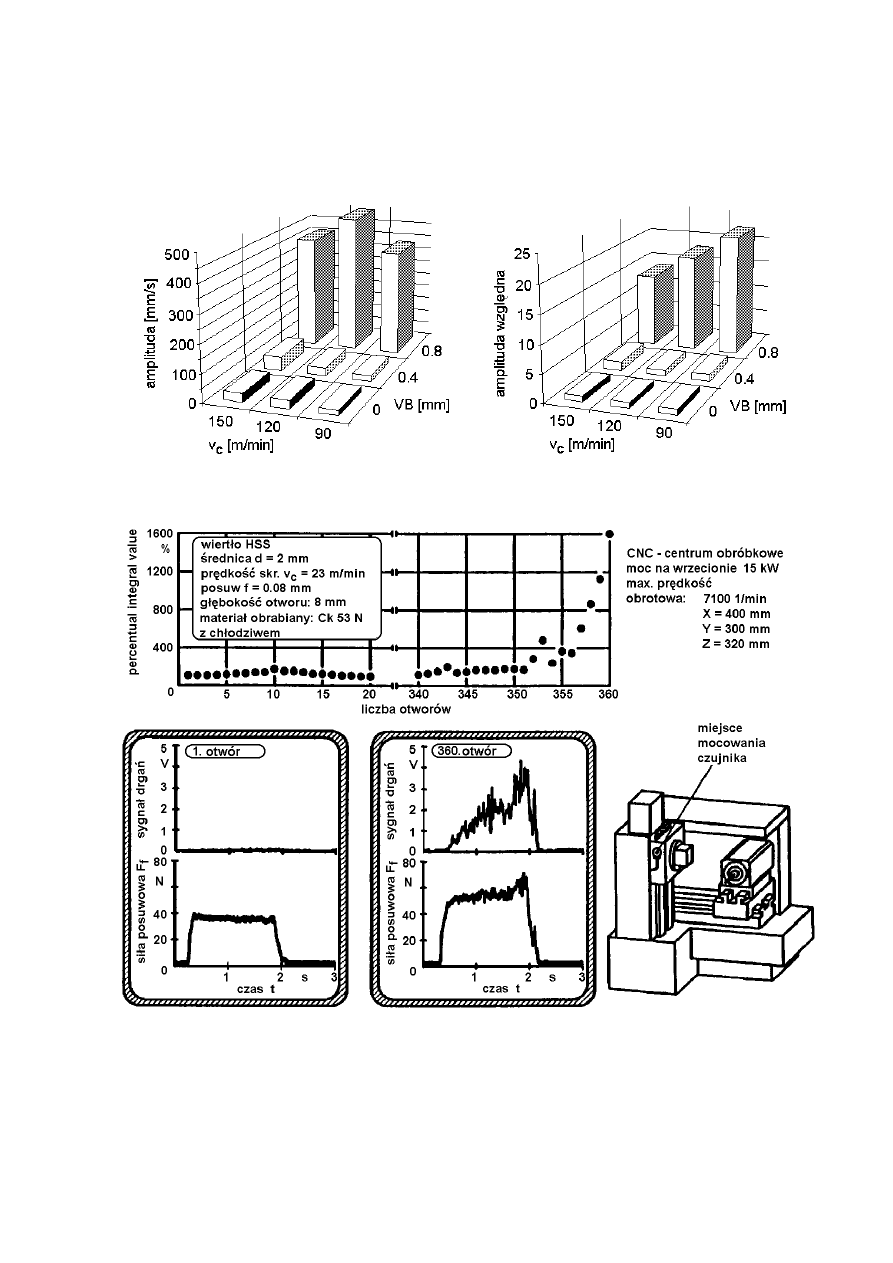
Podobny problem występuje, gdy obserwuje się amplitudę drgań w wybranym paśmie, w celu diagnozowania zużycia
ostrza [16
÷18]. Podobnie jak dla przyrostu siły skrawania, względny przyrost amplitudy drgań wydaje się być korzystniejszy i
lepiej skorelowany z prędkością skrawania (rys. 19). Procentowy przyrost sygnału drgań był również stosowany dla
monitorowania okresu trwałości małych wierteł ze stali szybkotnącej (rys. 20, [9]).
Rys.19. Zmiany amplitudy drgań w funkcji zużycia ostrza dla trzech prędkości skrawania [16]
Rys.20. Monitorowanie trwałości narzędzia wierteł małej średnicy z zastosowaniem sygnałów wibroakustycznych [10]
Innym,
interesującym przykładem poszukiwania cech - symptomów jest monitorowanie postaci wióra za pomocą
emisji akustycznej (rys. 21 [9]). Analogowa wartość skuteczna RMS sygnału jest przekształcana do postaci cyfrowej, która
wyraźnie identyfikuje zakłócenia w łamaniu wióra.
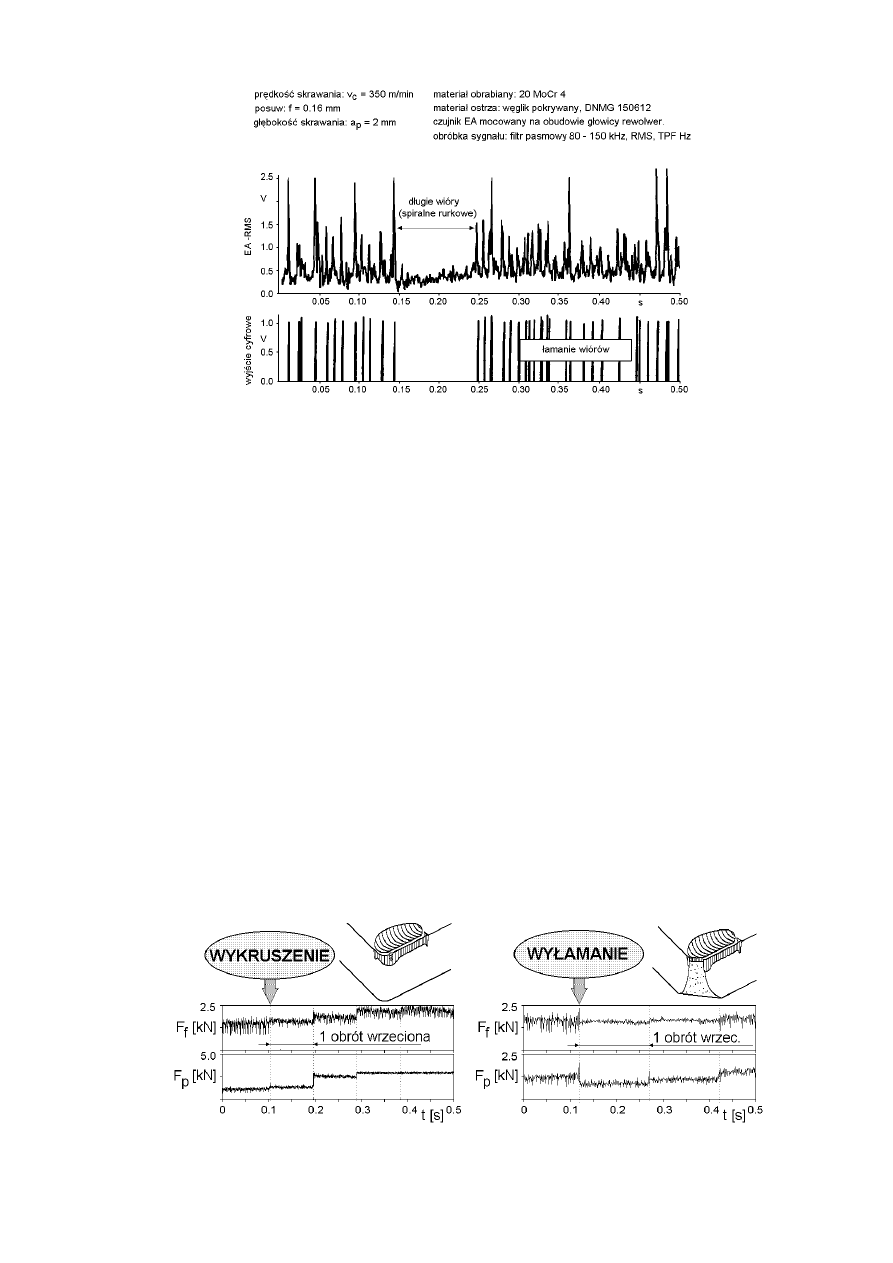
Rys.21. Monitorowanie postaci wióra z wykorzystaniem sygnałów emisji akustycznej [9].
4. Modele procesu i strategie monitorowania
4.1. Wykrywanie katastroficznego zużycia ostrza
Każda strategia monitorowania musi bazować na modelu monitorowanego procesu. Model ten tworzy się i
udoskonala w oparciu o obserwację procesu rzeczywistego. Jako przykład ilustrujący to zagadnienie może posłużyć
modelowanie i wykrywanie katastroficznego stępienie ostrza (KSO) w oparciu o pomiary sił skrawania.
Katastroficznemu
stępieniu ostrza towarzyszy charakterystyczny przebieg sił skrawania przedstawiony na rys. 22
[5, 6]. Jego najważniejsze cechy można przedstawić następująco:
• Wykruszaniu krawędzi skrawającej towarzyszą skokowe przyrosty (w ciągu 1÷3 ms) składowej posuwowej Ff i/lub
składowej odporowej Fp, wywołane pogarszaniem się geometrii krawędzi skrawającej,
• Znacznemu wyłamaniu ostrza towarzyszy nagły wzrost a następnie spadek siły skrawania. Wielkość tych zmian jest
funkcją zmiany (zmniejszenia) przekroju warstwy skrawanej,
• W obu wymienionych przypadkach, siły skrawania pozostają na nowym poziomie w ciągu jednego obrotu przedmiotu. Po
tym obrocie narzędzie napotyka na uskok pozostawiony na powierzchni przejściowej, czemu towarzyszy skokowy
przyrost posuwowej i odporowej siły skrawania, a na powierzchni przejściowej pozostaje następny, mniejszy uskok..
Taka sekwencja zdarzeń powtarza się co jeden obrót przedmiotu, przy czym zmiany sił są coraz mniejsze. W końcu
następuje ustabilizowanie się sił na nowym poziomie
Rys.22. Przebiegi sił skrawania towarzyszące dwom typom KSO [5,6].
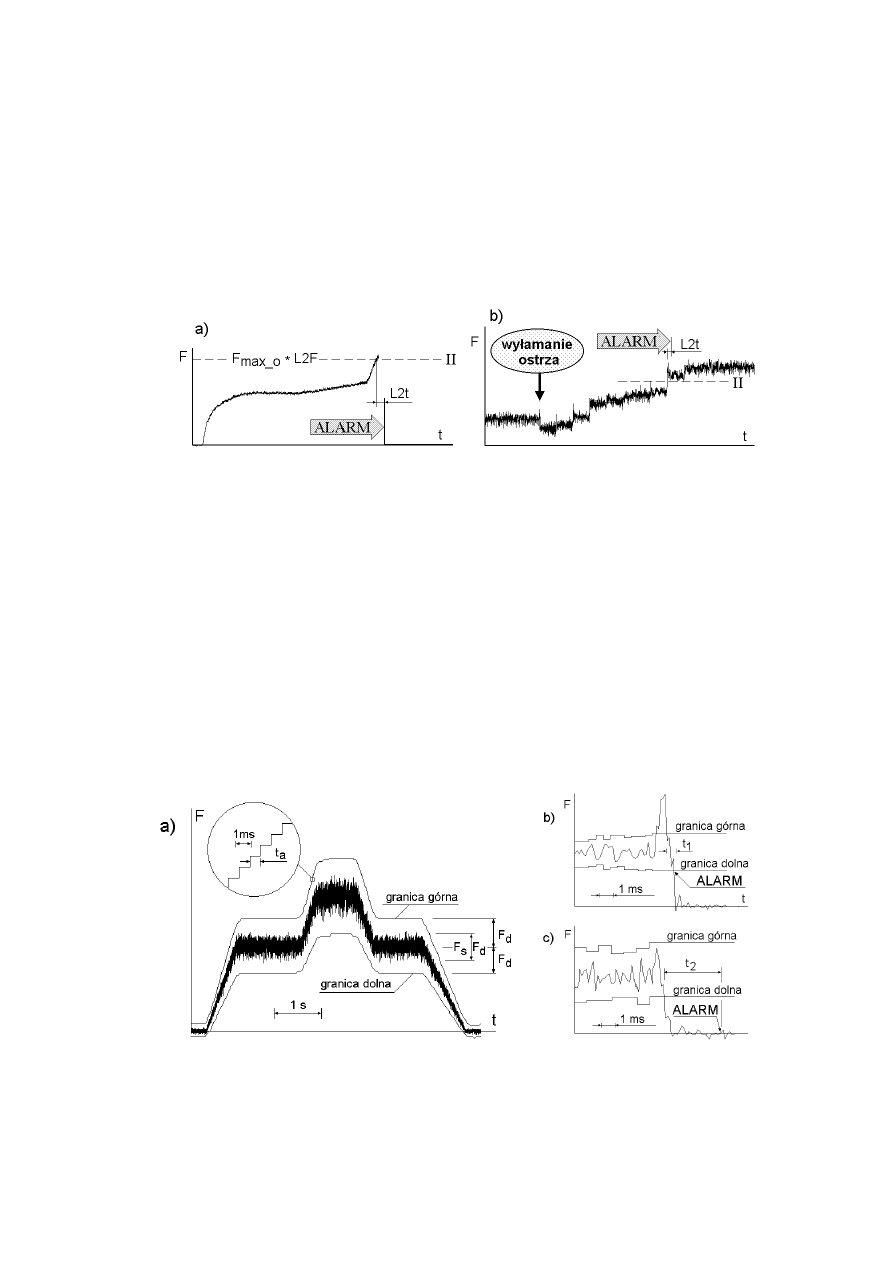
Bazując na takim rzeczywistym przebiegu zmian sił skrawania wywołanych przez KSO, opracowano szereg modeli
tego przebiegu i strategii wykrywania CFT. W najprostszym przypadku przyjęto, że KSO powoduje istotny wzrost siły
skrawania [14]. Strategia bazująca na tym modelu może być przedstawiona następująco (rys. 23a). W trakcie uczenia
(skrawanie ostrym narzędziem), układ monitorujący wykrywa maksymalną wartość sygnału siły skrawania w trakcie jednego
przejścia. Na podstawie tej wartości i współczynnika L2F, dobranego przez operatora, układ monitorujący oblicza poziom
alarmowy. Jeśli w trakcie monitorowania sygnał siły przekroczy poziom II na dłużej niż czas L2t, układ sygnalizuje KSO.
Porównanie zmian sił wywołanych przez KSO (rys. 22) i założonych w tej strategii (rys. 23a), prowadzi do wniosku, że
możliwe jest wykrycie tylko bardzo znacznych uszkodzeń narzędzia, zazwyczaj zbyt późno (rys. 23b).
Rys.23. Wykrywanie katastroficznego stępienia ostrza bazujące na poziomach granicznych (a), oraz reakcja układu na
wyłamanie ostrza (b) [8].
Strategia opracowana w Aachen [10, 13] jest znacznie bardziej wyrafinowana. Bazuje ona na opisanych wcześniej
charakterystycznych zmianach siły skrawania, towarzyszących uszkodzeniu narzędzia. Specjalną rolę pełni w tym przypadku
chwilowy wzrost siły występujący w momencie KSO. Układ monitorujący stale (co 1 ms) oblicza dolną i górną granicę, na
podstawie średniej siły Fm oraz amplitudy składowej dynamicznej Fd (rys. 24a). W rezultacie uzyskuje się pasmo tolerancji,
które zmienia się w czasie, np. wskutek zmian siły spowodowanych wahaniami głębokości skrawania. Zmiany sił
spowodowane uszkodzeniem ostrza są zbyt szybkie (1
÷2 ms) by granice mogły za nimi nadążyć, są więc przekraczane. Górna
granica jest przekraczana dwukrotnie, w obu kierunkach (z dołu i z góry). Jeżeli takiemu zjawisku towarzyszy szybkie
przekroczenie dolnej granicy (w czasie t1), generowany jest sygnał alarmowy (rys. 24b). Jeżeli natomiast górna granica nie
zostaje przekraczana, to sygnał alarmowy jest generowany tylko wówczas, gdy dolna granica została przekroczona na czas
dłuższy niż t2 (rys. 24c).
Rys.24. Strategia wykrywania KSO opracowana w Uniwersytecie w Aachen [10, 13]
Ponieważ strategia ta bazuje na rozpoznawaniu określonego wzorca zmian siły, nie jest istotna dokładna wartość
samej siły, co oznacza, że nie jest wymagana wysoka dokładność statyczna czujnika. Pomimo, iż strategia ta jest znacznie
lepsza niż bazująca na “sztywnych” lub nauczonych progach, posiada jednak pewne niedostatki:
• właściwości dynamiczne czujnika muszą być bardzo dobre, jako że musi on mierzyć szybkie zmiany sił. Oznacza to, że
częstotliwość drgań własnych elementów obrabiarki pomiędzy narzędziem i czujnikiem, nie powinna być niższa niż ~3 kHz.
Takie wymagania spełniają tylko czujniki montowane bezpośrednio w pobliżu narzędzia, np. płytowe (rys. 7),
• nawet znacznym wyłamaniom ostrza nie muszą towarzyszyć istotne zmniejszenie przekroju warstwy skrawanej, a w
konsekwencji wyraźne zmniejszenie siły skrawania (rys. 22 prawy). Jeżeli siły są silnie zakłócone (duża wartość składowej
dynamicznej Fd), to pasmo tolerancji może być na tyle szerokie, że nie zostanie przekroczone w wyniku zmiany siły.
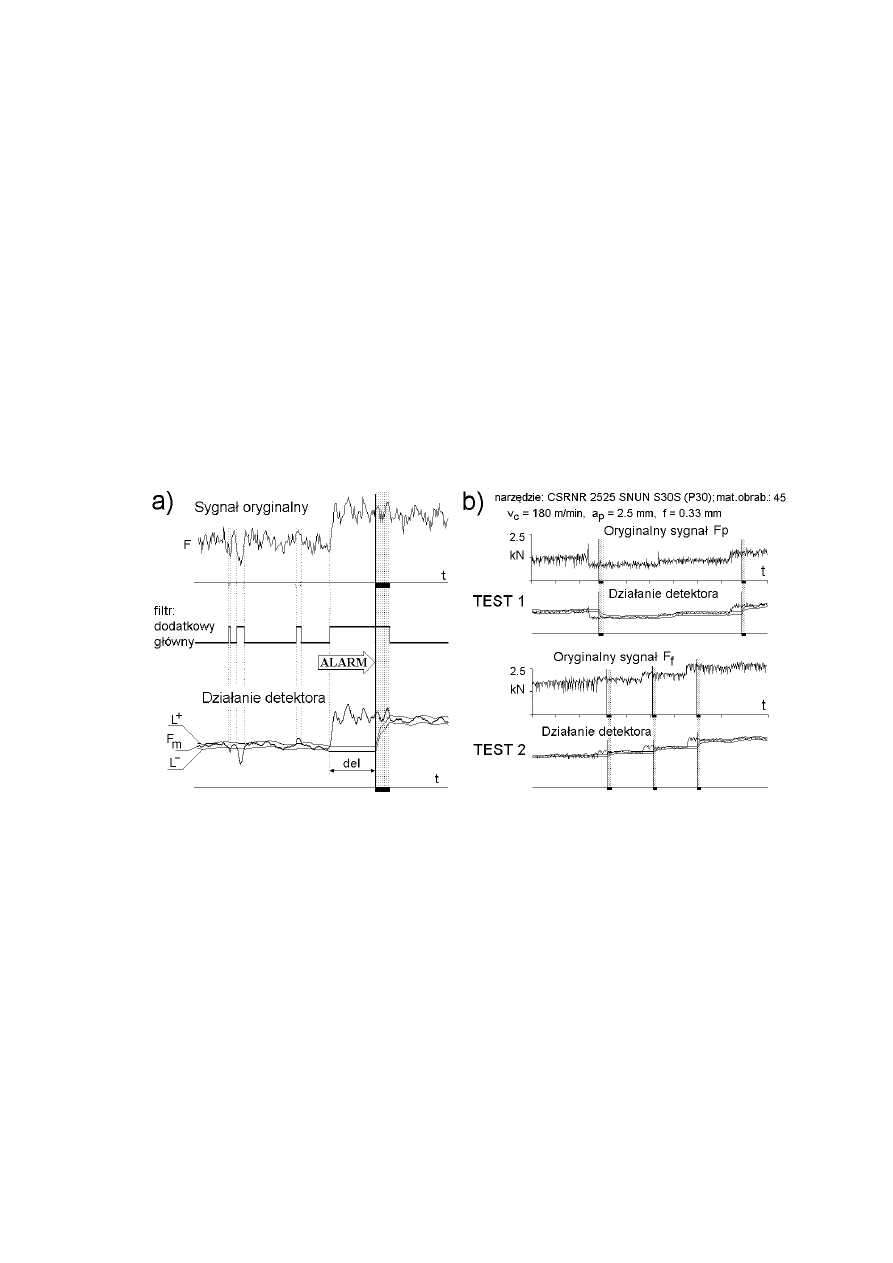
Strategia opracowana w Politechnice Warszawskiej [6] pozbawiona jest wymienionych wad. Jej podstawowe zasady
przedstawiono na rys. 25a. Oryginalny sygnał siły F (górny rysunek) poddany jest filtrowaniu dolnoprzepustowemu, w celu
uzyskania wartości średniej Fm, podlegającej monitorowaniu. Dalsze filtrowanie prowadzi do wyznaczenia wartości Fm1,
która jest podstawą obliczenia górnej i dolnej granicy:
(
)
(
)
L+
Fml 1 2
c + 2
; L
_
Fml 1 2
c + 2
=
+ −
=
− −
gdzie: c = 1
÷ 3 - współczynnik wrażliwości detektora.
Rys.25. Strategia wykrywania KSO opracowana w Politechnice Warszawskiej (a), oraz wyniki dwóch testów (b) [5,6]
Progi
mogą być przekraczane przez wielkość Fm nie tylko w wyniku katastroficznego zużycia, ale także wskutek
innych zakłóceń. Dlatego za KSO uznawane jest tylko takie przekroczenie, które trwa dłużej niż założony czas del. W czasie
gdy Fm jest poza dopuszczalnymi granicami, nie są one obliczane, czyli pozostają na poziomie z przed przekroczenia. Aby
ułatwić powrót wartości Fm między granice, wyznaczana jest ona za pomocą filtra pomocniczego znacznie słabszego niż filtr
główny, co zaznaczono linią przerywaną na środku rys. 25a. Jeżeli wartość Fm nie powróci do pasma tolerancji po czasie
dłuższym niż del, układ monitorujący generuje sygnał alarmowy KSO. Sygnał ten jest wytwarzany tak długo aż Fm nie
znajdzie się ponownie w paśmie tolerancji.
Monitorowanie
wartości średniej Fm zamiast bieżącej F umożliwia stosowanie węższego pasma tolerancji niż w
strategii opracowanej w Aachen, co umożliwia wykrywanie mniejszych KSO (rys. 25b). Ponadto strategia opracowana w
Politechnice Warszawskiej jest mniej wymagająca jeśli chodzi o częstotliwość próbkowania oraz własności dynamiczne toru
pomiarowego, jako że nie jest konieczne wychwycenie chwilowego wzrostu i spadku siły. Można m.in. stosować stosunkowo
wolne czujniki siły posuwowej (rys. 5 [7]).
4.2. Monitorowanie naturalnego zużycia ostrza
Zużyciu naturalnemu ostrza towarzyszy szereg zjawisk. Wiele istniejących układów monitorujących wykorzystuje
wzrost sił skrawania i wielkości pochodnych (rys. 16
÷18), sygnału emisji akustycznej, drgań (rys. 19 i 20) lub innych
wielkości. Stąd najprostsze strategie diagnozowania naturalnego zużycia wykorzystują sztywne wartości graniczne, których
przekroczenie uznawane jest za oznakę stępienia ostrza [14]. Są one zatem bardzo podobne do opisanej (rys. 23), wcześniej
strategii wykrywania KSO, z tym że odpowiednia granica (L1F) jest niższa a czas (Lt1) dłuższy.
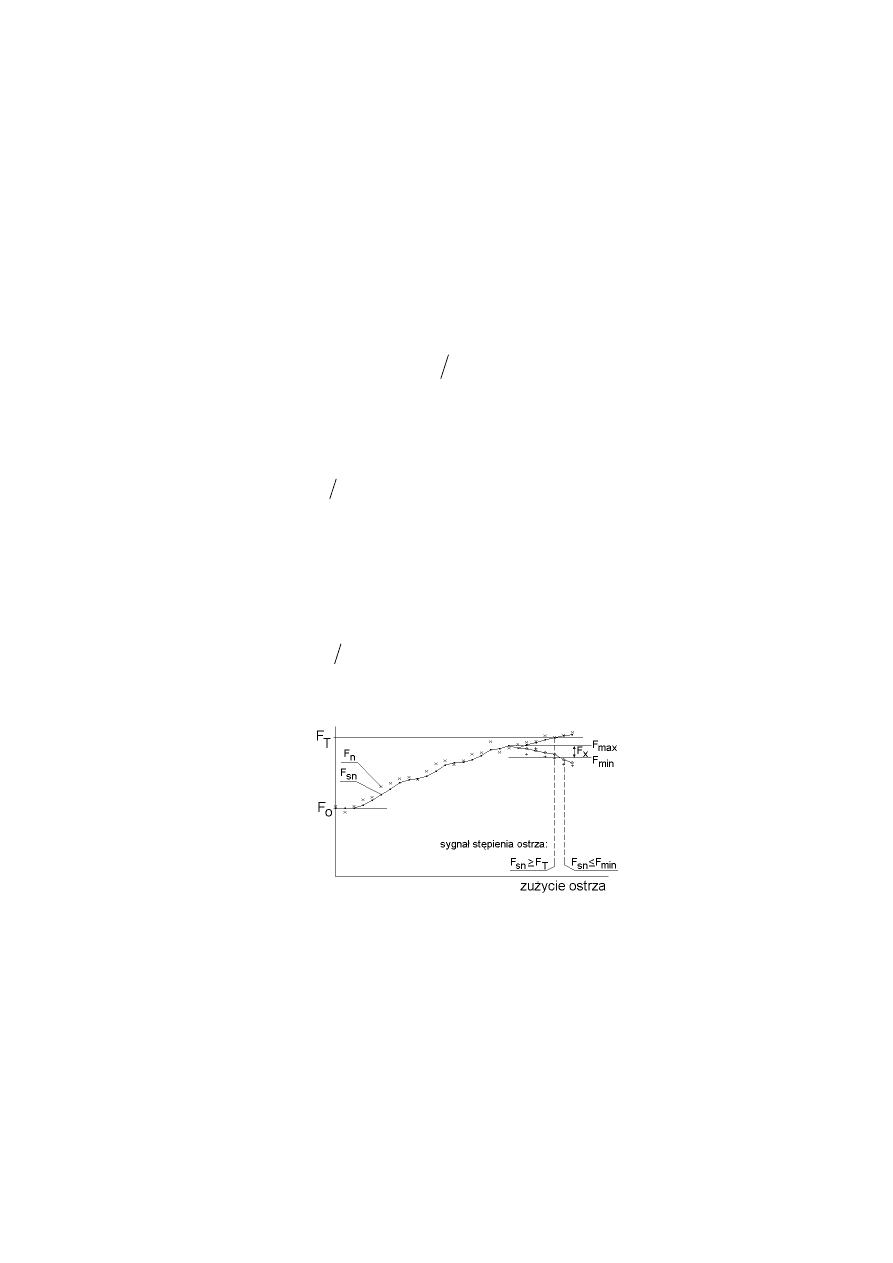
Strategia opracowana w Uniwersytecie w Aachen jest bardziej skomplikowana (rys. 26 [13]). Układ monitorujący
mierzy siłę skrawania dla każdego przedmiotu. Na podstawie trzech kolejnych wartości Fn obliczana jest tzw. ruchoma
średnia Fsn:
(
)
F
F
F
F
sn
n
n
n
=
+
+
−
−
1
2
3
Ruchoma średnia z trzech pierwszych przedmiotów (Fo) oraz dopuszczalny przyrost wartości siły (C) są podstawą do
obliczenia dopuszczalnej wartości granicznej FT:
(
)
F
F C
T
=
+
0
100 1
Ruchoma
średnia jest na bieżąco aktualizowana na podstawie trzech ostatnich wartości Fn a następnie porównywana
z wartością graniczną. Przekroczenie przez Fsn wartości granicznej FT jest traktowane jako stępienie ostrza. Cechą
charakterystyczną tej strategii jest uznawanie narzędzia za stępione także wówczas, gdy ruchoma średnia zmniejszy się więcej
niż o Fx.
F
F C
X
X
=
⋅
⋅
0
100
gdzie: X - współczynnik określany doświadczalnie.
Rys.26. Strategia wykrywania naturalnego zużycia ostrza opracowana w Uniwersytecie w Aachen [13, 19]
Wszystkie
wyżej opisane zjawiska związane są nie tylko z wartością zużycia ostrza ale także z wieloma innymi
cechami jak np. postać zużycia, geometria ostrza, warunki skrawania, materiał skrawany, materiał przedmiotu. Ponadto
związek pomiędzy zużyciem naturalnym a symptomem jest bardzo złożony i posiada charakter raczej statystyczny niż
zdeterminowany (patrz np. rys. 18). Czasami sygnał z czujnika niedokładnie odzwierciedla cechę mierzoną, z uwagi na wpływ
zakłóceń (patrz np. rys. 6). Wartości parametrów wykorzystywanych w modelach procesu cechuje pewien poziom
niepewności, np. właściwości materiału mogą wahać się w pewnych granicach. Dlatego też dość powszechnie uważa się, że
niezawodność układów monitorujących opartych na jednym tylko wskaźniku jest niewielka.
5. Integracja symptomów (cech)
Integracja
różnych cech jest współcześnie jedną z metod mających poprawić niedogodności metod
jednoczujnikowych. Integracja cech zmniejsza niepewność dzięki obniżenia przypadkowości sygnału czujnika. Stosowanie
wag dla wielu cech podnosi niezawodność informacji w stosunku do pojedynczego czujnika. Ponadto, synteza cech może
prowadzić do dokładniejszej estymacji parametrów. Występują tu dwa podejścia:
• ekstrakcja wielu cech z jednego czujnika,
• zastosowanie wielu różnych czujników.
Przykładem pierwszej metody mogą być amplitudy drgań dla zróżnicowanych częstotliwości [16, 17] tego samego
widma, różne cechy sygnału emisji akustycznej i inne. Natomiast przykładem drugiej metody jest zestaw wielu tanich
czujników zamocowanych na obrabiarce dla pomiaru różnych wielkości lub zastosowanie jednego czujnika mierzącego kilka
różnych wielkości fizycznych.
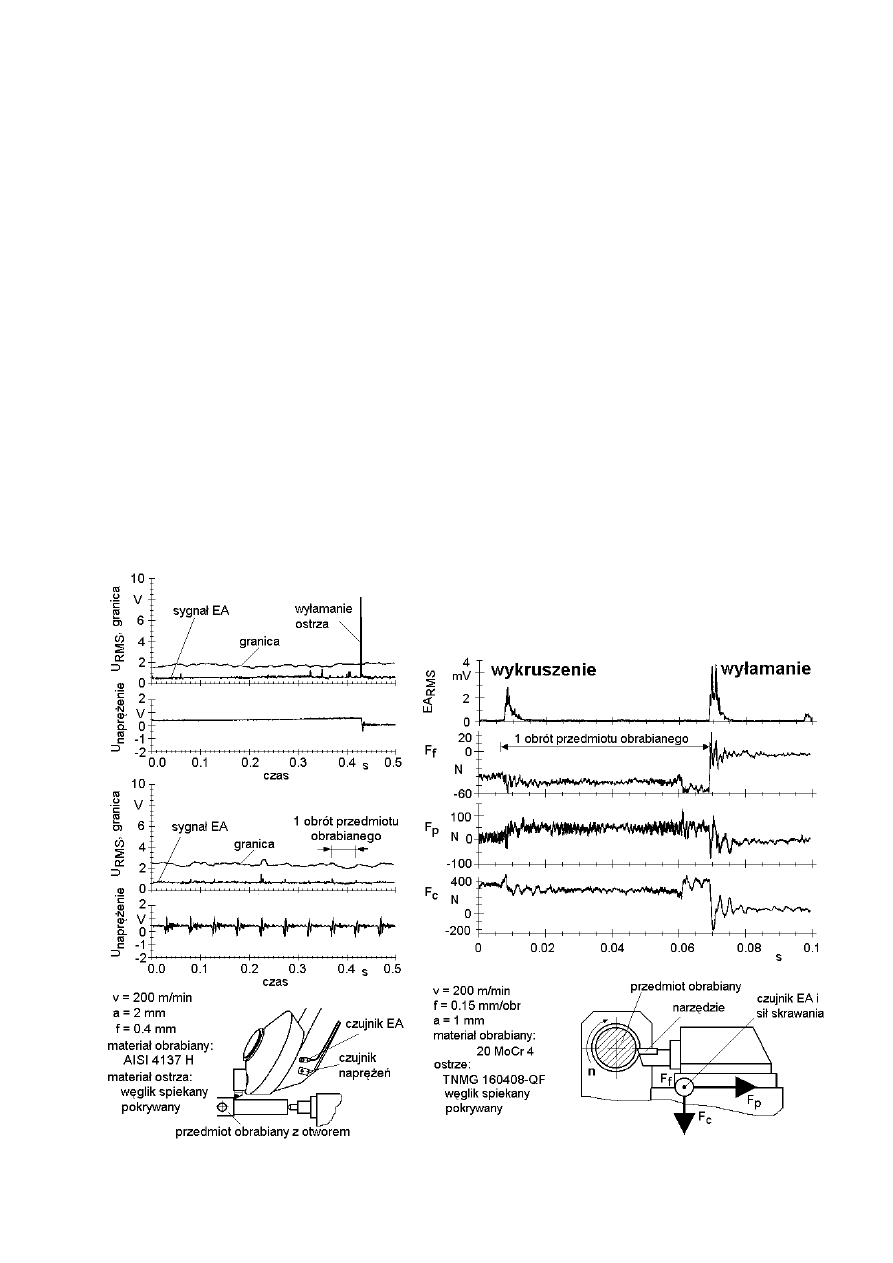
Rys. 27 pokazuje przykłady integracji wieloczujnikowej. Po jego lewej stronie przedstawiono czujnik emisji
akustycznej i piezoelektryczny czujnik odkształceń zainstalowane na głowicy rewolwerowej [2]. Przedstawiono także
przebieg sygnałów uzyskanych podczas dwóch testów skrawających (toczenie). W pierwszym przykładzie (rysunek górny)
wystąpiło katastroficzne stępienie ostrza. Nagłemu wyłamaniu towarzyszy skokowy wzrost sygnału emisji akustycznej i
spadek sygnału odkształcenia. W drugim przykładzie (niżej) obrabiano przedmiot z otworem. Podczas gdy sygnał
odkształcenia ulega silnym zakłóceniom w wyniku obróbki przerywanej, sygnał emisji nie wykazuje istotnych zmian. Jest to
więc metoda zabezpieczenia się przed fałszywym alarmem.
Rys.27. Integracja czujników [2]: układ różnych czujników (z lewej strony) oraz czujnik podwójny (z prawej strony)
Po prawej stronie rys. 27 przedstawiono wykrywanie KSO za pomocą omawianego wcześniej (rys. 11) czujnika
podwójnego. Najpierw nastąpiło wykruszenie, a po jednym obrocie przedmiotu, wyłamanie ostrza. W tym przykładzie oba
sygnały zmieniały się istotnie, umożliwiając wykrycie KSO w sposób bardziej niezawodny dzięki wzajemnej weryfikacji
sygnałów.
Uzyskana informacja z jednego lub kilku czujników jest przetwarzana w celu estymacji określonego symptomu.
Można to osiągnąć wieloma sposobami jak: metody statystyczne, modelowanie metodą autoregresji, metody rozpoznawania
obrazów, zastosowanie systemów ekspertowych i inne [2, 19]. W ostatnim okresie bardzo intensywnie rozwijane jest
zastosowanie sieci neuronowych m.in. dla integracji cech [11, 16, 18, 19]. Podstawowym zagadnieniem w przypadku wielu
systemów jest redukcja dużej ilości informacji pochodzących z wielu czujników, do kilku najlepszych, wiarygodnych
symptomów, które mogą być wykorzystane w układzie monitorowania. Głównym celem badań prezentowanych w [11] był
rozwój strategii dla monitorowania naturalnego zużycia podczas wiercenia na wiertarkach wielowrzecionowych.
Uwzględniono różne możliwe interakcje występujące podczas obróbki a także różne metody selekcji sygnałów najlepiej
skorelowanych ze zużyciem. Emisja akustyczna, drgania i prąd silnika były podstawą układu. W następnym kroku,
zrealizowano selekcję najistotniejszych cech, zarówno dla złamania ostrza jak i jego naturalnego zużycia. Wykorzystywano i
porównywano wzajemnie analizę statystyczną, algorytmy genetyczne oraz sieci neuronowe. W końcu zastosowano sieć Feed
Forward Back Propagation w celu selekcji cech oraz modelowania zależności pomiędzy wyselekcjonowanymi cechami a
zużyciem wierteł.
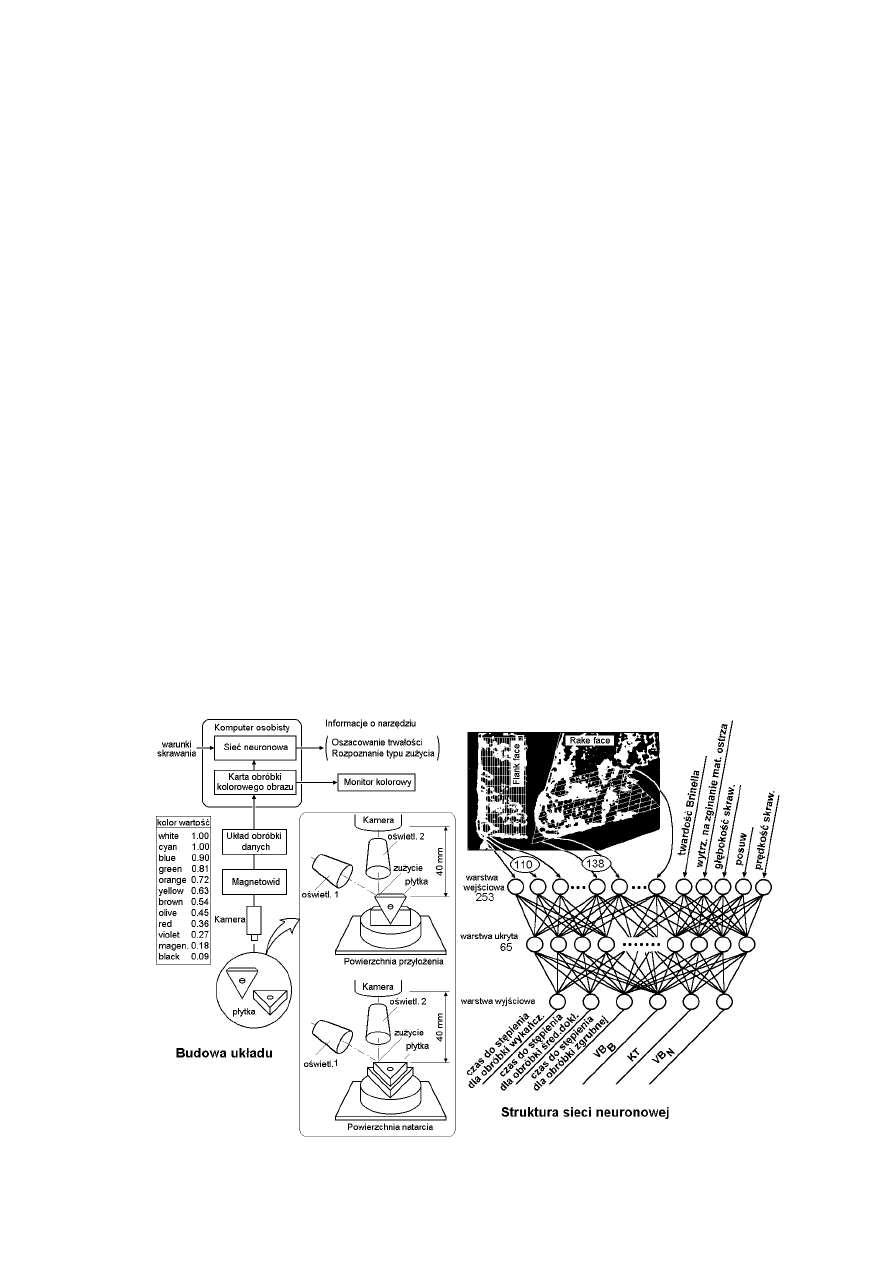
Innym
interesującym zastosowaniem sieci neuronowych była próba oceny trwałości ostrza za pomocą przetwarzania
obrazu ostrza [21] (rys. 28). Jasność obrazu zależna od chropowatości powierzchni była przetwarzana na jeden z 12 kolorów.
Z kolei dla każdego obszaru siatki, następowało przetwarzanie koloru tego obszaru na wartości numeryczne. Następnie
zastosowano trzywarstwową sieć neuronową. Warstwa wejściowa zawierająca 256 komórek była skojarzona z obrazem
narzędzia i parametrami skrawania. Warstwa wyjściowa zawierała 6 komórek, informujących o trwałości ostrza i postaci
zużycia.
Rys.28. Diagnostyka zużycia ostrza oparta na przetwarzaniu obrazu z wykorzystaniem sieci neuronowej [21]

6. Podsumowanie
Pomimo wielu niedostatków istniejących układów TCM/PCM, zwłaszcza tych z wcześniejszych stadiów ich
rozwoju, potrzeba automatycznego nadzoru wymusza intensywne prace badawcze nad podniesieniem ich efektywności.
Szczególna nacisk kładziony jest współcześnie następujące zagadnienia:
• poprawa niezawodności czujników, odpornych na wilgoć, gorące wióry, ciecze chłodząco-smarujące jak i poszukiwanie
zupełnie nowych koncepcji czujników, bardzo prostych, inteligentnych, wieloskładowych z bezprzewodową transmisją
sygnału,
• rozwój lepszych metod przetwarzania informacji w celu ekstrakcji cech sygnałów skorelowanych z monitorowanym
procesem ale niewrażliwych na inne parametry,
• poszukiwanie lepszych, bardziej niezawodnich strategii monitorowania,
• zastosowanie układów wieloczujnikowych wspomaganych najnowszymi technikami podejmowania decyzji.
Można przypuszczać, że już w niedalekiej przyszłości układy TCP/PCM staną się znacznie bardziej niezawodne.
Literatura
[1] AOYAMA H., OHZEKI H., MASHINE A., TAKASHITA J., Cutting Force Sensing in Milling Process, Proc. Int.
CIRP/VDI Conf. “Monitoring of Machining and Forming Processes”, VDI Berichte No. 1179, 1995, pp. 319-333.
[2] BYRNE G., DORNFELD D., INASAKI I.., KETTELER G., TETI R., Tool Condition Monitoring (TCM)- The status of
Research and Idndustrial Application, CIRP Annals Vol. 44 (1995), No 2.
[3] CEJTLIN . N., SZIMOCHIN A.K.: Primienienije magnitouprugich datczikow krumjaszczewo momenta w stankach s
adaptiwnym uprawlieniem, C-U Nr 8/74 s. 35-37.
[4] DORNFEL D., Future Directions for Intelligent Sensors, Proc. Third Meeting of the CIRP Working Group on TCM,
Paris, 1994, pp.52-57.
[5] JEMIELNIAK K. at all, Automatyczna diagnostyka stanu narzędzia w operacjach tokarskich. Project CPBP 02.04-
04.02-02, Technical University Warsaw, 1986-90
[6] JEMIELNIAK K., Detection of Cutting Edge Breakage in Turning, CIRP Annals Vol. 41 (1992), pp. 97-100.
[7] JEMIELNIAK K., Catastrophic Tool Failure Detection Based on Signals from Feed Force Sensors, Proc. IV Int.
Conf.on Monitoring and Automatic Supervision in Manufacturing, Miedzeszyn, 1995, pp. 127-134
[8] JEMIELNIAK K., NIEDBAŁA M., Investigation of Tool Monitoring System in FMS T50, Proc. Conf. “Forum Prac
Badawczych - Kształtowanie części maszyn przez usuwanie materiału”, Koszalin 1994, pp. 99-108.
[9] KÖNIG W., KETTLER G. Research on Tool Condition Monitoring in Europe - State of the Art and Future Prospects,
Proc. Third Meeting of the CIRP Working Group on TCM, Paris, 1994, pp. 8-29.
[10] KÖNIG W., KLUFT W., Processbegleitendes Erkennen von Werkzeugbruch und Verschleisswertgrenzen, Industrie
Anzeiger, Vol. 104 (1982), nr 96, p. 33.
[11] KÖNIG W., DORNFELD D., REHSE M., SOKOŁOWSKI A., On Designing of a Tool Wear Monitoring System for a
Multispindle Drilling Machine, Proc. IV Int. Conf.on Monitoring and Automatic Supervision in Manufacturing,
Miedzeszyn, 1995, pp. 89-98
[12] NOVAK A., OSSBAHR G., Reliability of the Cutting Force Monitoring in FMS-Installations. Proc. 24th Int. MTDR
Conf. s. 325, 1986.
[13] PROMETEC, Materiały informacyjne i reklamowe Aachen, 1985.
[14] SANDVIK COROMANT, Materiały informacyjne i reklamowe, 1984-1992
[15] SCHNEIDER H.P., Ausfalle und Storungen minimieren. Industrie Anzeiger Extra, NC-Technik. s. 110, 1987.
[16] SOKOŁOWSKI A., Tool Wear Supervision with Use of Neural Networks, Ph.D. Dissertation, Silesian Technical
University, Gliwice, 1994.
[17] SOKOŁOWSKI A., KOSMOL A., Vibration Measurement as a Means for Tool Wear Monitoring; Part 1:
Conventional Method Application, Proc. IV Int. Conf.on Monitoring and Automatic Supervision in Manufacturing,
Miedzeszyn, 1995, pp. 111-118
[18] SOKOŁOWSKI A., KOSMOL A., DORNFELD D., Vibration Measurement as a Means for Tool Wear Monitoring;
Part 2: Neural Network Application, Proc. IV Int. Conf.on Monitoring and Automatic Supervision in Manufacturing,
Miedzeszyn, 1995, pp. 111-118
[19] SZAFARCZYK M., (Ed.), Automatic Supervision in Manufacturing, Springer-Verlag, London, 1994.
[20] TÖNSHOFF H.K., BRINKSMEIER E., HUSEN H., Berührungslose Messung des dynamischen Bearbeitungsmoments
zur Überwachung schlanker rotierender Werzeuge, Elektrotechnik und Informationstechnik, Vol. 108, (1991), No.6, pp.
252-257.
[21] TESHIMA T., SHIBASAKA T., TAKUMA M., YAMAMOTO A., Estimation of Cutting Tool Life by Processing Tool
Image Data, CIRP Annals, Vol 42 (1993), No. 1, pp. 59-62.
TOOL AND PROCESS MONITORING - STATE OF ART
AND FUTURE PROSPECTS
Quest for process automation driven by growing costs of human labour and quality demands makes monitoring in
manufacturing systems inevitable. Although numerous tool and process condition monitoring systems are now available in the
market and many have been installed in industry, users generally still consider them unreliable, often not worth money they
cost. The bulk of the paper is centred on reasons of that defeat and measures undertaken nowadays to improve TCM/PCM
systems reliability. First, the major tasks and general structure of the tool and process condition monitoring systems are
presented. Then all basic elements of the monitoring systems: sensors, signal processing, feature extraction, and strategies
were reviewed in terms of hitherto drawbacks and ongoing research works. The paper does not pretend to give a complete
review of existing systems. Only examples illustrating discussed problems are quoted here.

Wyszukiwarka
Podobne podstrony:
narzedzia w obróbce skrawaniem(1), ZiIP, Obróbka skrawaniem 2, obróbka skrawaniem
Proces skrawania i zjawiska z nim związane wyklad3
diagnostyka obrazowa procesów patologicznych OUN 2
Diagnostyka fizjologiczna w procesie fizjoterapii
Dobór narzedzi i parametrów skrawania do frezowania
diagnostyka obrazowa procesów patologicznych OUN 1
diagnozowanie narzedzia, PRZEDSZKOLE, dokumenty
Diagnostyka fizjologiczna w procesie fizjoterapiijjj, diagnostyka ćwiczenia z dr.oponowicz
1 Diagnostyka fizjologiczna w procesie fizjoterapii ppt
Diagnoza jako proces i sytuacja spoleczna
diagnostyka obrazowa procesów patologicznych OUN 1
2003 01 Programy diagnostyczno narzędziowe do sieci TCP IP w Windows
narzedzia w obróbce skrawaniem Lila
Diagnozy pielęgniarskie proces
więcej podobnych podstron