POMIARY ZA POMOCĄ DŁUGOŚCIOMIERZA
POZIOMEGO
Długościomierze poziome Abbego z wyposażeniem do
pomiarów zewnętrznych i wewnętrznych metodą
naciskową i beznaciskową, wzorce pierścieniowe, płytki
wzorcowe z wyposażeniem.
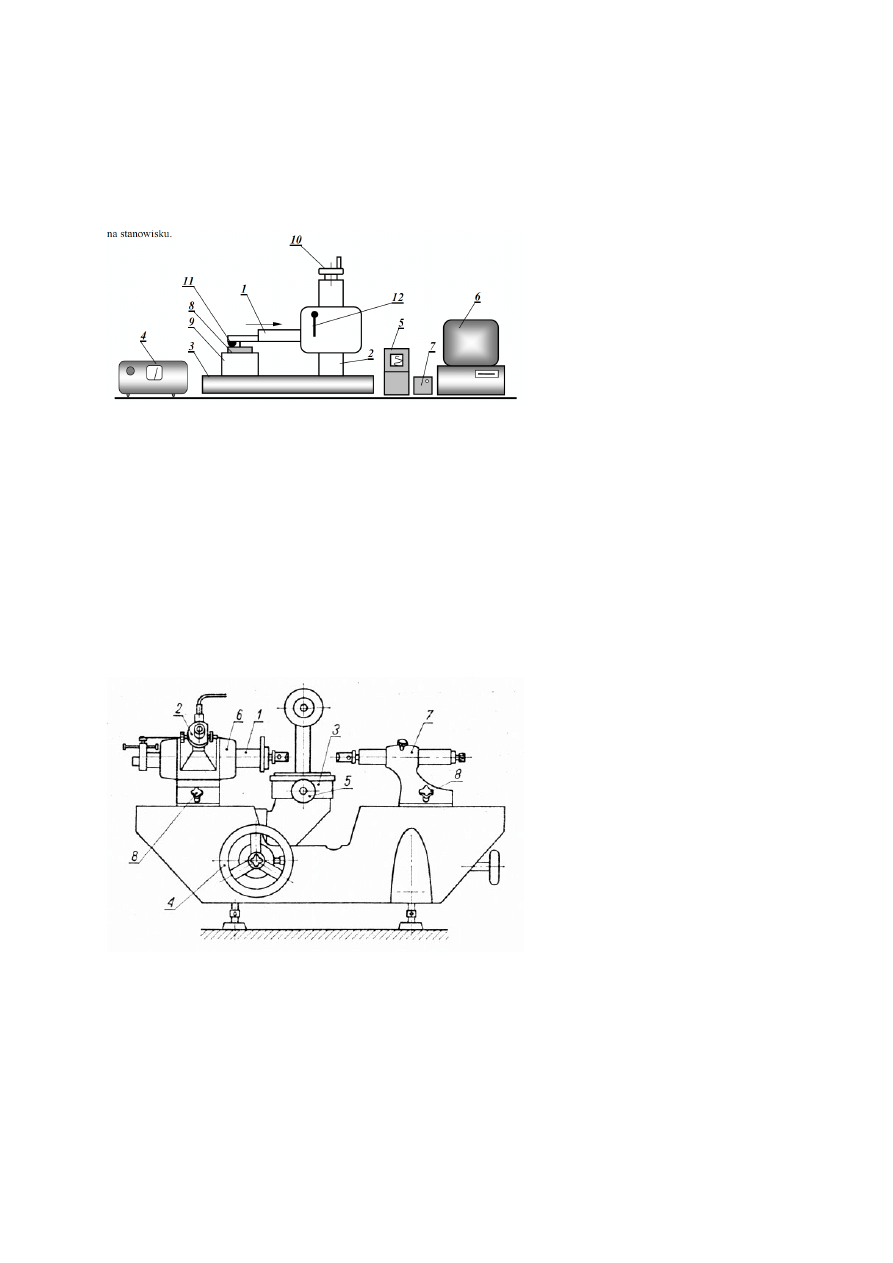
W długościomierzu poziomym (rys 2.1) w trzpień
pomiarowy 1 wbudowany jest wzorzec
kreskowy o długości 100 mm. Do odczytywania wskazań
służy mikroskop odczytowy 2 ze spiralą Archimedesa.
Mierzony przedmiot umieszczany jest na stoliku 3. Stolik
jest przesuwany pionowo kółkiem 4 i poziomo za
pomocą śruby mikrometrycznej 5 oraz pochylany.
Głowica pomiarowa 6 i konik 7 są przesuwane wzdłuż
prowadnicy i blokowane za pomocą śruby 8. Nacisk
trzpienia pomiarowego może być realizowany za
pomocą odważnika zawieszonego lince przerzuconej
przez bloczek.
Pomiar wymiarów zewnętrznych
Sposób pomiaru wymiarów zewnętrznych przedstawiono
na rys. 2.2. Zmierzony wymiar
jest różnicą dwu odczytań: jednego po zetknięciu ze sobą
końcówek pomiarowych i drugiego po ich zetknięciu z
umieszczonym na stoliku mierzonym elementem. Jeżeli
wymiar mierzonego przedmiotu przekracza 100 mm to
pierwsze odczytanie odbywa się z po umieszczeniu na
stoliku odpowiednio dobranej płytki wzorcowej.
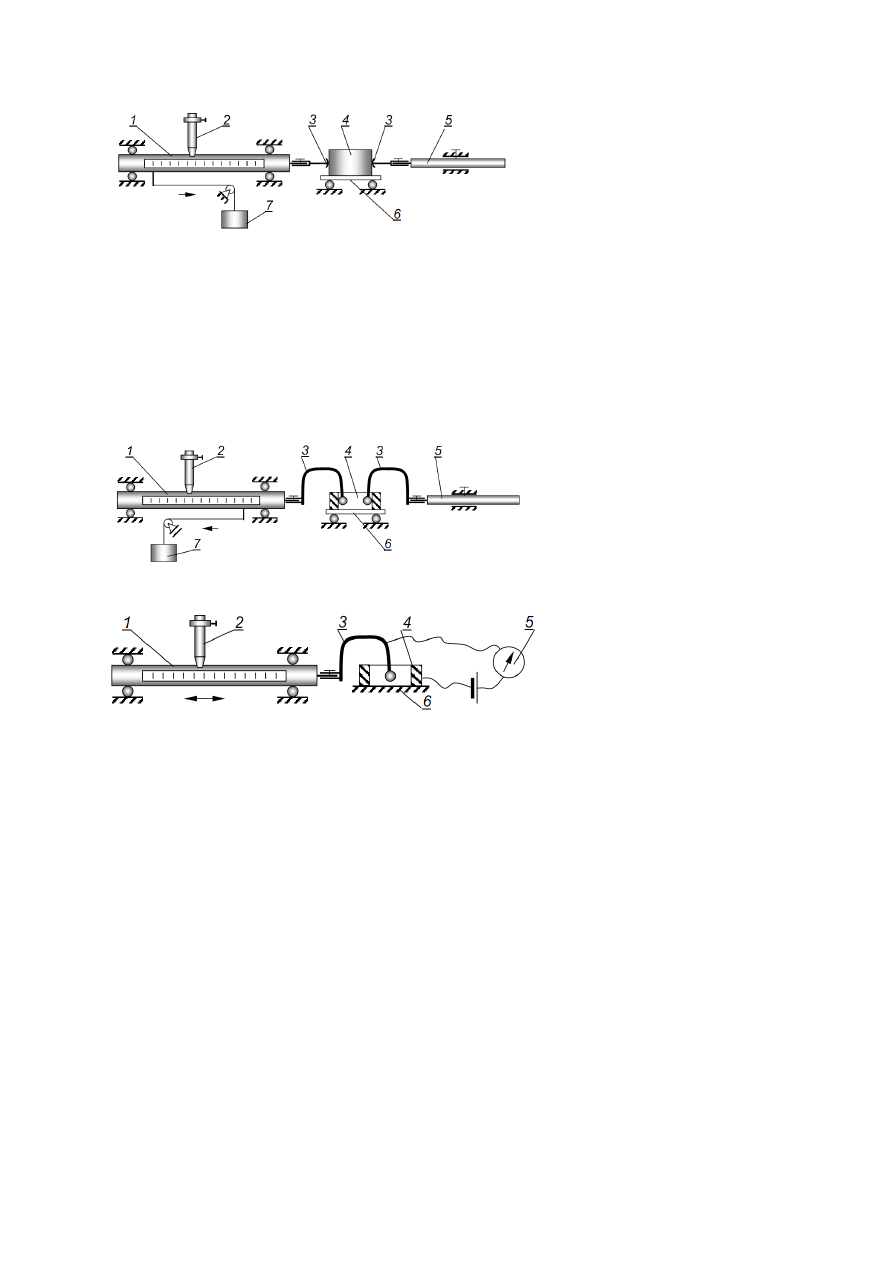
Pomiar wymiarów wewnętrznych za pomocą kabłąków
Sposób pomiaru przedstawiono na rys. 2.3. Mierzony
przedmiot 4 jest umieszczany na
stoliku pływającym 6. Pomiar obywa się na zasadzie
porównania średnicy mierzonego otworu z wymiarem
wzorca (pierścienia wzorcowego lub wzorca zestawionego
z płytek wzorcowych). Dolny zakres pomiarowy zależy od
użytych kabłąków 3 i wynosi nie mniej niż 10 mm (dla ma-
łych kabłąków).
Pomiar wymiarów wewnętrznych metodą beznaciskową
Sposób pomiaru przedstawiono na rys 2.4. Pomiar odbywa
się z wykorzystaniem elektronicznego układu do
sygnalizacji styku 5, a mierzony przedmiot 4 mocowany
jest do nieruchomego i odizolowanego od korpusu
urządzenia stolika 6. Trzpień pomiarowy 3 zakończony
kulką przesuwany jest ręcznie za pomocą pokrętła. Wynik
pomiaru jest sumą średnicy kulki i różnicy odczytań ze
wzorca długościomierza przy styku kulki z mierzonym
przedmiotem z jednej i drugiej strony.
Układ odczytowy ze spiralą Archimedesa
Na rysunku 2.5 przedstawiono uproszczony widok w
okularze mikroskopu odczytowego
ze spiralą Archimedesa. W polu widzenia na tle
dziesięciozwojnej podwójnej spirali 1 widoczne są kresy
milimetrowe 3 oraz nieruchomy wskaźnik 4 z podziałką
umożliwiającą odczyt dziesiątych części mm. Spirala wraz
z podziałką 2 pozwalająca na odczyt w zakresie 0-100 µm
naniesiona jest na płytce szklanej, którą można obracać za
pomocą pokrętła. Przed odczytem należy obracając
pokrętłem doprowadzić do sytuacji aby kresa
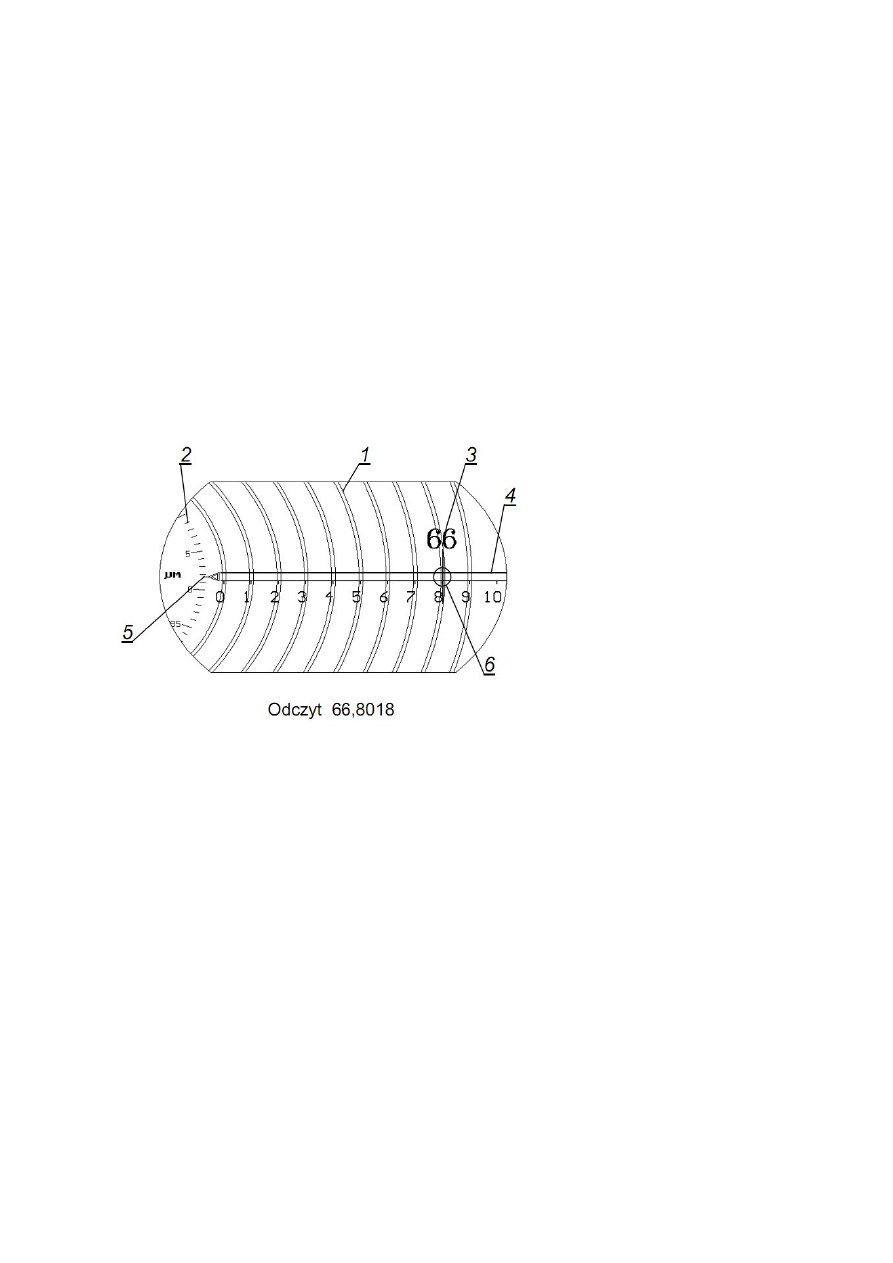
milimetrowa 3 znalazła się pomiędzy dwoma liniami
spirali, jak przedstawiono na rys 2.5. Odczyt wskazania
składa się pełnych milimetrów odczytanych z opisu kresy
milimetrowej 3, dziesiątych części mm odczytanych z
działki 4 oraz setnych i tysięcznych odczytanych z
podziałki 2. Dodatkowo poprzez interpolacje można
odczytać dziesięciotysięczne części mm. Wątpliwości
dotyczące odczytu dziesiątych części mm ( np. „7” czy „8”
w sytuacji jak pokazana na rysunku 2.5) można
rozstrzygnąć analizując wskazanie podziałki 2. Jeżeli
odczytana wartość mieści się w przedziale 0-50 działek to
należy przyjąć większą z cyfr.
Błąd wykonania układu odczytowego ze spiralą
Archimedesa nie przekracza ±0,5 µm [1].
Błąd wykonania wzorca kreskowego mikroskopu nie
przekracza ±(0,5+ L/200) µm gdzie L
jest odległością pomiędzy dowolnymi kreskami.
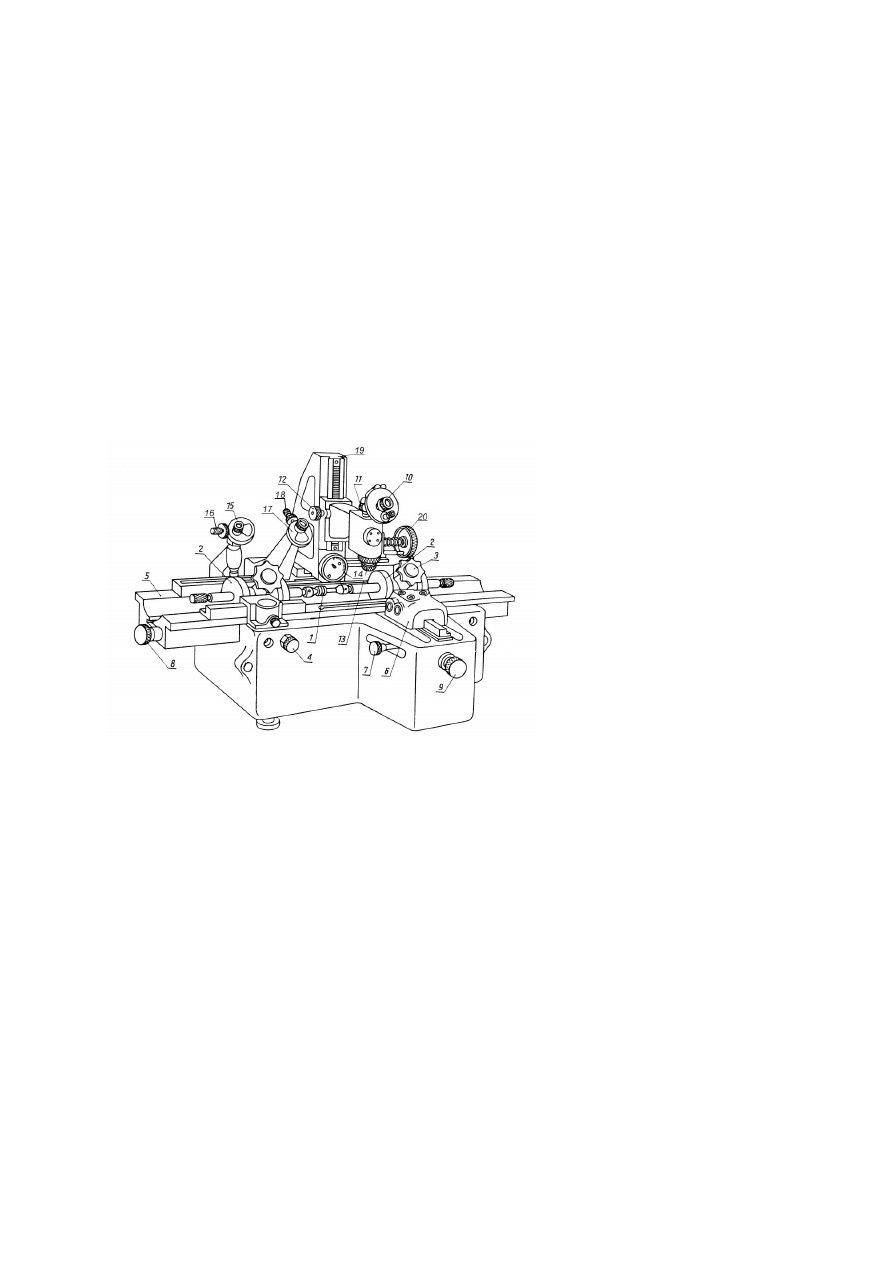
POMIARY ZA POMOCĄ MIKROSKOPU
a rysunku 3.1 przedstawiono budowę dużego
mikroskopu warsztatowego. Mierzony
przedmiot umieszcza się na stole 16 przesuwanym w dwu
wzajemnie prostopadłych osiach za
pomocą głowic mikrometrycznych 17, 18. Do obserwacji
przedmiotu służy mikroskop, którego tubus 7 jest
zamocowany w ramieniu 4. Powiększony obraz
przedmiotu obserwowany jest przez okular 9 głowicy
goniometrycznej, jednocześnie z kresami naniesionymi na
płytce ogniskowej głowicy. Widok tych kres w okularze
mikroskopu przedstawiono na rys. 3.3. Okular jest
wyposażony w pierścień pozwalający na wstępne
skorygowanie ostrości widzenia tak, aby znaki te były
dobrze widoczne. Pokrętło 11 pozwala na obracanie
płytki ogniskowej z kresami, a kąt obrotu można odczytać
w okularze 10. W celu uzyskania ostrego obrazu
mierzonych przedmiotów o różnych wysokościach
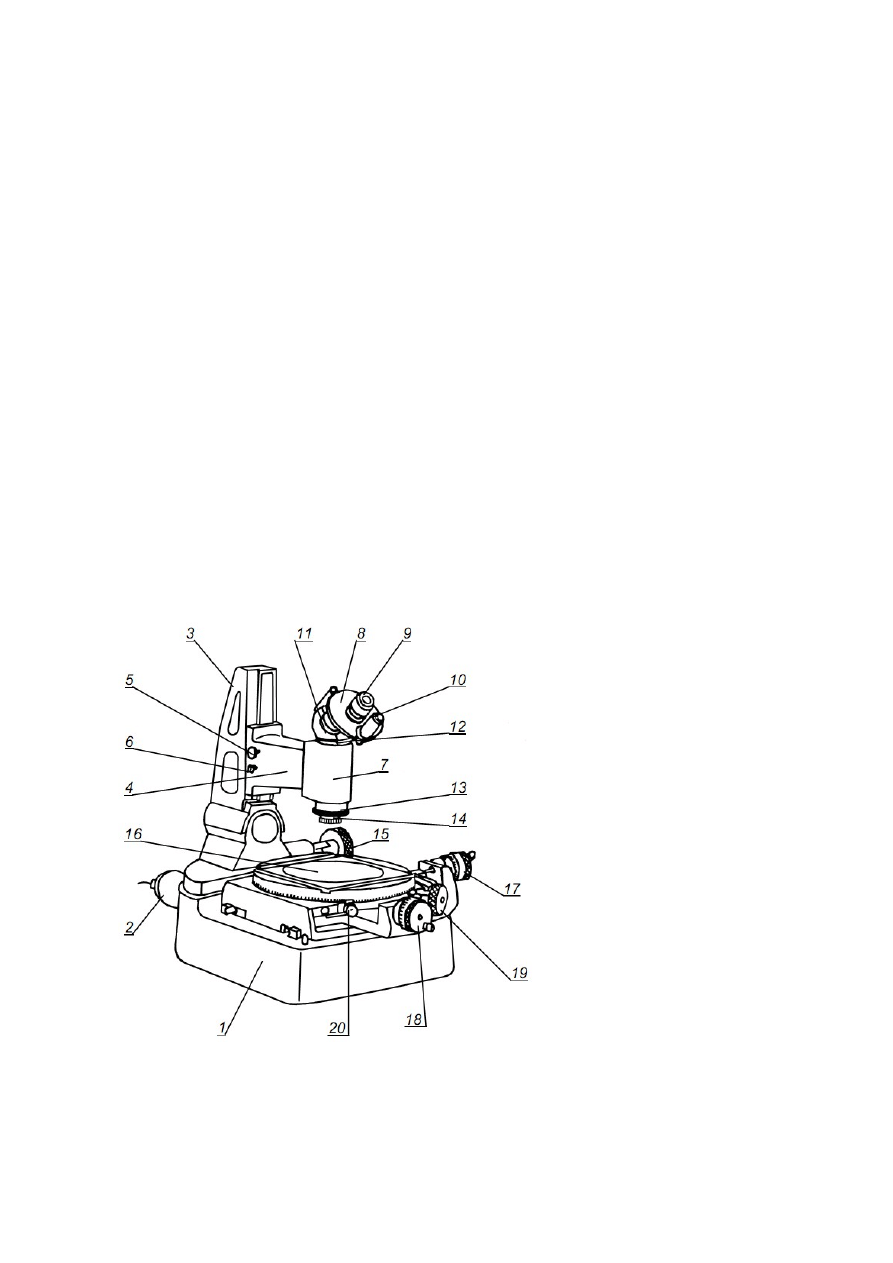
należy przemieszczać wzdłuż kolumny 3 ramię wraz z
tubusem. Służy do tego pokrętło 5, a zacisk 6 umożliwia
zablokowanie przesuwu. Pierścień 13 pozwala na dokładne
doregulowanie ostrości. Błędy głowic mikrometrycznych
mikroskopu warsztatowego nie przekraczają wartości
±(2+L/25) µm.
Rys. 3.1. Mikroskop warsztatowy duży:
1 - podstawa mikroskopu, 2 - oświetlacz, 3 - kolumna, 4 -
ramię, 5 - pokrętło zgrubnego
przesuwu ramienia z tubusem, 6 - blokada ramienia, 7 -
tubus mikroskopu, 8 - głowica goniometryczna, 9 -
okular obserwacyjny z regulacją ostrości widzenia, 10 -
okular odczytowy podziałki kątowej z regulacja ostrości
widzenia, 11 - pokrętło obrotu krzyża
goniometrycznego, 12 - lusterko do oświetlania skali
kątowej, 13 - pierścień mikroprzesuwu tubusa, 14 -
wymienny obiektyw, 15 - pokrętło pochylania kolumny,
16 - obrotowy stolik pomiarowy, 17 - głowica
mikrometryczna dla przesuwu wzdłużnego (oś X), 18 -
głowica mikrometryczna dla przesuwu poprzecznego (oś
Y), 19 - pokrętło do obracania stolika pomiarowego, 20
- blokada obrotu stołu.
Na rysunku 3.2. przedstawiono mikroskop uniwersalny.
Mierzony przedmiot 1 umieszcza się na stoliku szklanym
lub zamocowuje w kłach koników 2 umieszczonych w stole
mikroskopu 5. Stół mikroskopu może być zgrubnie
przesuwany ręczne w kierunku wzdłużnym (oś X) po
zluzowaniu zacisku 4. Natomiast w kierunku poprzecznym
(oś Y) przesuwają się sanki 6 wraz układem
obserwacyjnym. Po zluzowaniu zacisku 7 sanki można
zgrubnie przesuwać ręczne. Do dokładnych przesuwów
służą śruby mikrometryczne 8, 9. Wraz z sankami przesuwa
się przechylna kolumna 19, po której przemieszcza się
ramie wraz z tubusem mikroskopu. Zgrubna regulacja
ostrości odbywa się poprzez przesuw ramienia wzdłuż
kolumny za pomocą pokrętła 12, a dokładna
pierścieniem 13. Do odczytywania przemieszczenia służą
podziałki nacięte na szkle o działce 1 mm i mikroskopy
odczytowe 15 i 17. Mikroskopy te są wyposażone w okular
z podwójna spiralą Archimedesa pozwalający na
interpolację z rozdzielczością sięgającą
dziesięciotysięcznych części mm. Sposób odczytu został
wyjaśniony w ćwiczeniu 2 punkt 4.4.
Rys. 3.2. Mikroskop uniwersalny: 1 - mierzony przedmiot,
2 - kły do mocowania wałków z nakiełkami, 3- blokada
kłów, 4 - blokada przesuwu stołu, 5 - stół pomiarowy, 6 -
sanki przesuwu poprzecznego, 7- blokada sanek
poprzecznych, 8 - pokrętło mikroprzesuwu stołu, 9 -
pokrętło mikroprzesuwu sanek, 10 - okular obserwacyjny z
regulacją ostrości widzenia, 11 - pokrętło obrotu siatki
krzyża, 12 - pokrętło zgrubnego przesuwu ramienia z
tubusem, 13 – pierścień mikroprzesuwu tubusa, 14 -
pokrętło do regulacji przysłony oświetlacza , 15 - układ
odczytowy przesuwu wzdłużnego ze spiralą Archimedesa
(oś X), 16 - pokrętło obrotu spirali odczytowej osi X , 17 -
układ odczytowy przesuwu poprzecznego (oś Y), 18 -
pokrętło obrotu spirali odczytowej osi Y, 19 - przechylna
kolumna, 20 - pokrętło pochylania kolumny
Do lokalizacji krawędzi mierzonego przedmiotu
najczęściej wykorzystywana jest głowica goniometryczna.
Widok w okularze głowicy przedstawiono na rysunku
3.3a. Warunkiem poprawnego pomiaru jest ustawienie
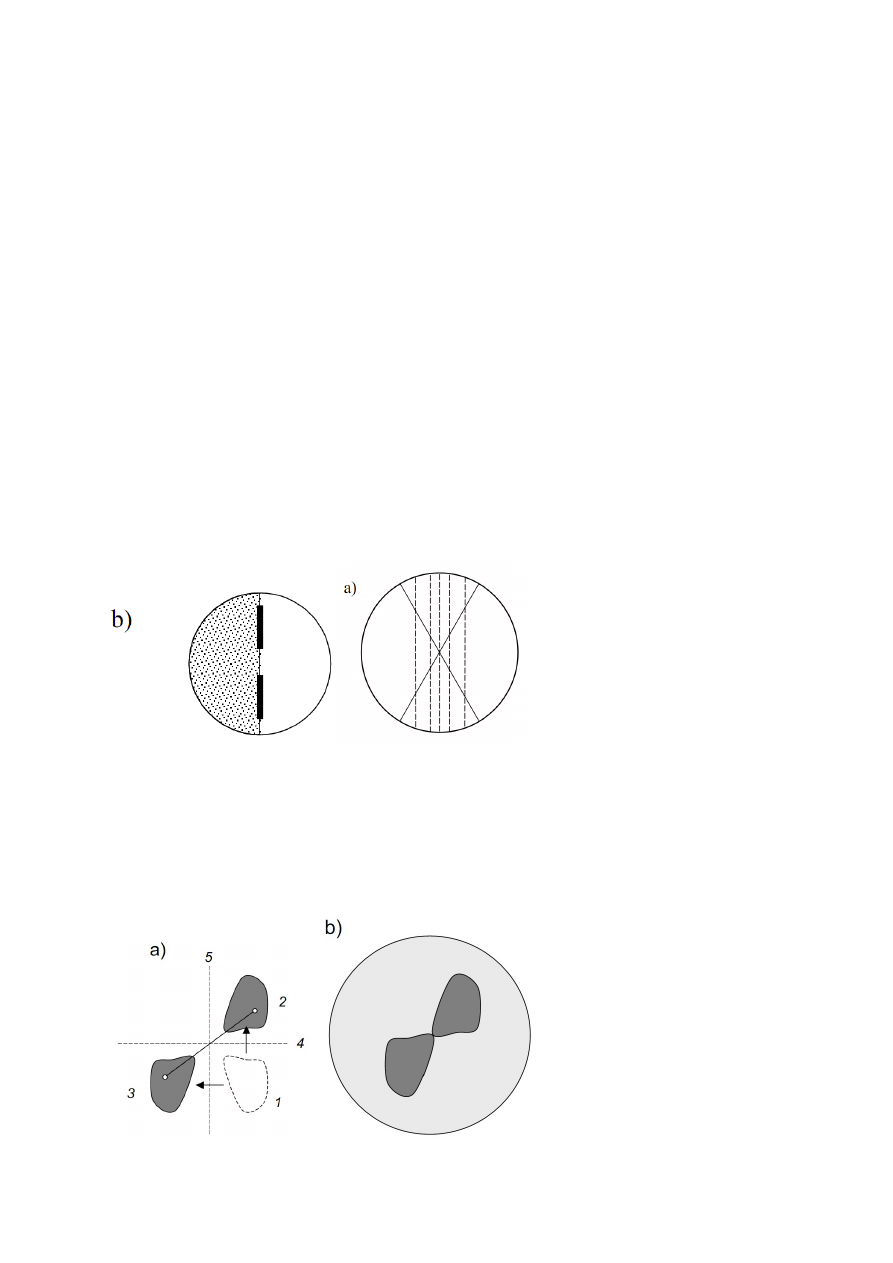
ostrości widocznych linii oraz mierzonego przedmiotu.
Dla uniknięcia przesłaniania krawędzi przedmiotu przez
linie do lokalizacji należy wykorzystać linię przerywaną.
Poprawne jest ustawienie symetryczne kres w stosunku do
krawędzi przedmiotu jak przedstawiono (w powiększeniu)
na rysunku 3.3b.
Lepszą lokalizację krawędzi przedmiotu zapewnia
głowica z podwójnym obrazem. Sposób powstawania
podwójnego obrazu o symetrii środkowej wyjaśnia rysunek
3.4a. W polu widzenia nie są widoczne żadne dodatkowe
znaki, a lokalizacja punktu na krawędzi przedmiotu
następuje, gdy oba obrazy są do siebie styczne jak
przedstawiono na rysunku 3.4b. Głowica ta ułatwia
lokalizację środków otworów. Zamiast wykonania co
najmniej 4 odczytów i obliczeń położenia środka
wystarczy doprowadzić do pokrycia się obu obrazów i
dokonać jednego odczytu.
Rys 3.3. Głowica goniometryczna: a) widok w
okularze, b) prawidłowa lokalizacja krawędzi elementu -
przerywana linia ustawiona symetryczne w stosunku do
krawędzi przedmiotu.
Rys.3.4. Głowica z podwójnym obrazem: a) zasada
powstania dwu obrazów o symetrii środkowej:1- zarys
przedmiotu , 2 – obraz przedmiotu po odwróceniu w pionie
(symetria względem prostej 4), 3 – obraz po odwróceniu w
pionie (symetria względem prostej 5); b) wykorzystanie
głowicy do lokalizacji punktów na zarysie przedmiotu –
obraz widoczny w okularze w momencie ustawienia środka
symetrii na krawędzi przedmiotu

Niepewność pomiaru
Najważniejszymi źródłami niepewności pomiaru długości
za pomocą mikroskopu są:
• Mierzony przedmiot - kształt, błędy kształtu, materiał,
chropowatość, stan krawędzi, zanieczyszczenia itp.
• Mikroskop - systemy pomiarowe osi X i Y, błędy
prostoliniowości prowadnic, błąd prostopadłości osi itp.
• Osoba wykonująca pomiar - błędy wynikające z
nieprawidłowego wstępnego ustawienia
elementu, błąd ustawienia na krawędzi elementu, błąd
odczytania przemieszczenia itp.
• Warunki otoczenia - temperatura, wilgotność,
zanieczyszczenia, hałas, drgania, oświetlenie itp.
4.4. Współrzędnościowe pomiary mikroskopowe.
Mikroskop wyposażony tylko w układy pomiarowe
pozwala jedynie na wyznaczenie szeregu punktów na
krawędziach przedmiotu. Określenie wymiarów wymaga na
ogół dalszych niekiedy skomplikowanych obliczeń.
Zasadniczym ułatwieniem jest zastosowanie komputera
sprzężonego z mikroskopem. Na podstawie
zlokalizowanych na krawędziach przedmiotu punktów
program komputerowy może metodą najmniejszej sumy
kwadratów określić elementy geometryczne aproksymujące
rzeczywisty zarys przedmiotu. Takimi podstawowymi
elementami są:
punkt, prosta, i okrąg.
Z kolei na zbiorze elementów geometrycznych
możliwe jest wykonywanych dalszych
operacji. Do operacji dwuargumentowych na należą
wyznaczenie odległości i kątów. Kolejne operacje
dwuargumentowe prowadzą do na konstrukcji nowych
elementów. Są to przecięcia i rzutowania. Z kolei
charakterystyczne punkty zmierzonych elementów (np.
środki okręgów) mogą posłużyć do utworzenia nowych
elementów również metodą najmniejszej sumy
kwadratów.
POMIARY CHROPOWATOŚCI POWIERZCHNI
Mikroskop Schmaltza
Mikroskop Linnika
Profilometry Talysurf 4 i Talysurf 10
Optyczne pomiary chropowatości.
Wysokość nierówności R w pomiarach na
mikroskopach Linnika i Schmaltza określić
z zależności: R = (O
2
- O
1
) w
e
,
gdzie: O
1
- odczyty w działkach elementarnych układu
pomiarowego mikroskopu dla poło-
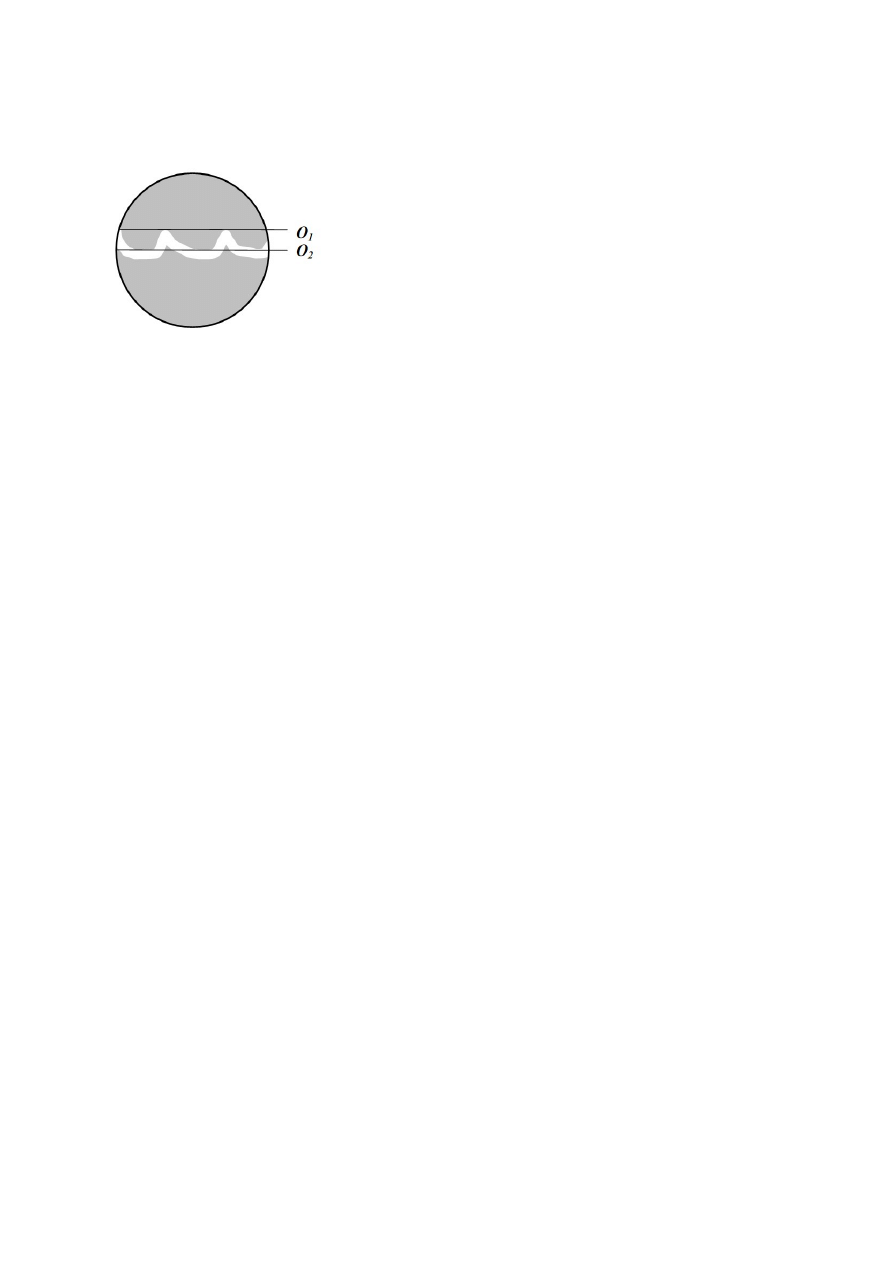
żeń kresy pokazanych na rys
we - wartość działki elementarnej układu pomiarowego.
Profilografometr Talysurf 4 jest przyrządem stacjonarnym,
pozwalającym na stykowe odwzorowanie profilu i
rejestrację na specjalnej taśmie rejestracyjnej w
powiększeniu od 500x do 100000x i pomiar parametru Ra
w zakresie do 10 µm. Głowica profilometryczna 1
zamontowana jest na kolumnie 2 w podstawie 3. W skład
profilometru wchodzi zespół pomiarowy 4 oraz
rejestrator 5. Do przyrządu podłączony jest komputer 6
za pomocą
przetwornika analogowo-cyfrowego 7.
POMIARY WYBRANYCH ODCHYŁEK KSZTAŁTU
Czujnik indukcyjny zamocowany w podstawie i pryzmy o
kącie rozwarcia 60 90 i 120
Metoda odniesieniowa pomiaru odchyłki okrągłości. Do
metod odniesieniowych zalicza się metody dwu i
trójpunktowe. Wybór wariantu metody należy uzależnić od
kształtu wykresu otrzymanego metodą bezodniesieniową.
W wypadku przewagi w badanym profilu harmonicznych
parzystych (np. owalność, czwórgraniastość) zastosować
metodę dwupunktową, umieszczając wałek bezpośrednio na
płaskim stoliku wyposażonym
w uchwyt z czujnikiem; wałek obraca się pod
czujnikiem ręcznie. W wypadku przewagi w badanym
profilu harmonicznych nieparzystych (np. trójgraniastość,
pięciograniastość) trzeba zastosować metodę
trzypunktową, umieszczając badany wałek w ustawionej na
stoliku pryzmie. Kąt rozwarcia pryzmy dobrać tak spośród
typowych (60, 90, 120), by zapewnić dobrą wykrywalność
poszukiwanej odchyłki okrągłości.
Wartość odchyłki okrągłości określić z zależności:
z=(Omax-Omin)/F
Omax, Omin - maksymalne i minimalne wskazanie
czujnika zaobserwowane podczas obrotu mierzonego
elementu,
F - współczynnik korekcyjny, zależny od kąta rozwarcia
pryzmy i przeważającej harmonicznej (tab. 4.1).
Metoda bezodniesieniowa pomiaru odchyłki okrągłości
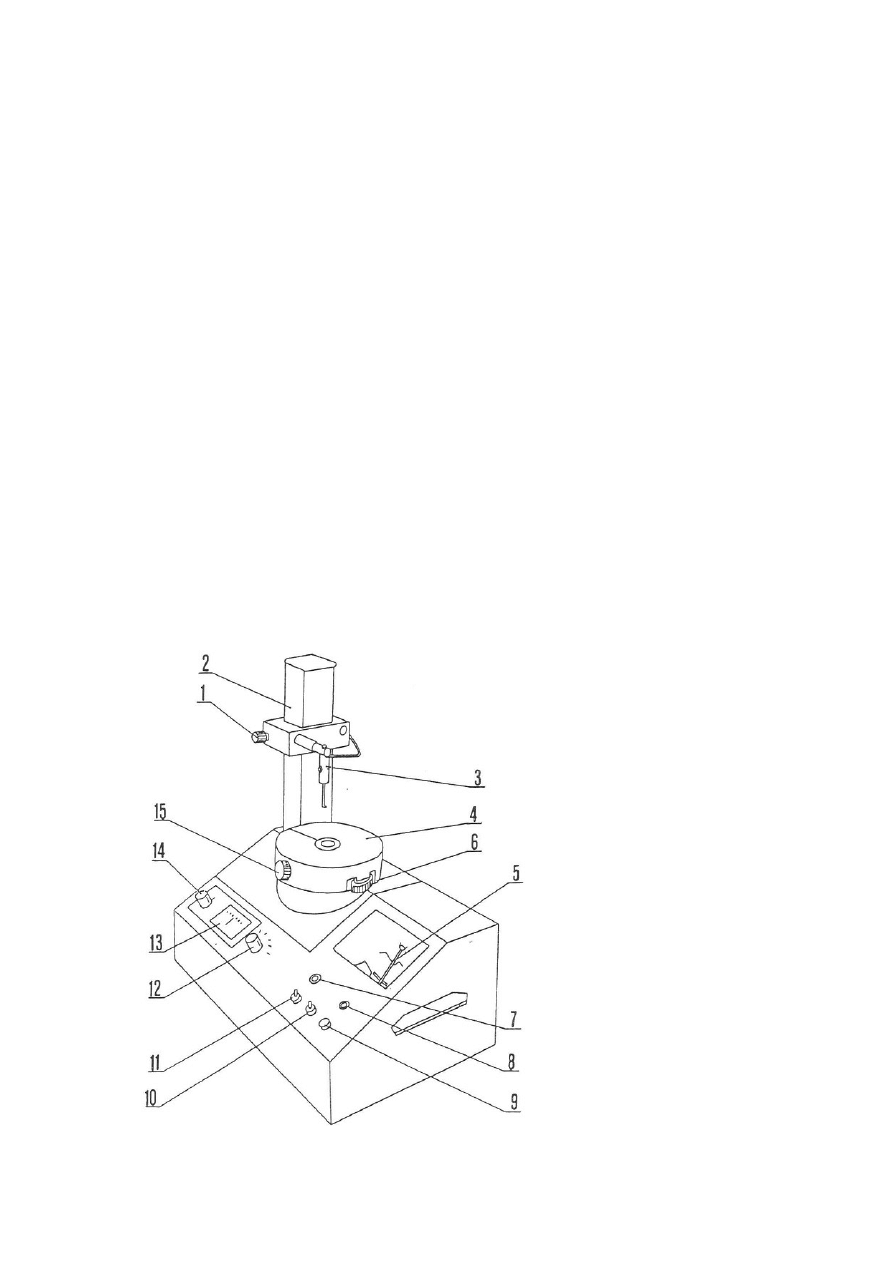
Okrągłościomierze Talyrond 100 (rys 4.2) i PIK
realizują pomiary bezodniesieniowe
w układzie obracającego się stołu. Komputery osobiste
współpracujące z przyrządami wyznaczają automatycznie
parametr ∆Zq (inaczej P+V). Jest to odchyłka okrągłości
względem okręgu średniego. Mierzony element
ustawiany jest na obrotowym stole wyposażonym w
pokrętła oznaczone Cx, Cy (rys. 4.3), umożliwiające
pozycjonowanie elementu tj. przesuwanie elementu w
płaszczyźnie prostopadłej do osi obrotu oraz jego
pochylanie (Px, Py). Czujnik okrągłościomierza wskazuje
zmiany bieżącego promienia w stosunku do osi obrotu.
Warunkiem wykonania pomiaru jest to, aby wskazania
czujnika mieściły się w jego zakresie pomiarowym.
Wymagania dokładnościowe zmuszają do zastosowania
możliwie małego zakresu pomiarowego czujnika, a więc
dokładnego wycentrowania elementu w płaszczyźnie
pomiaru. Konieczne jest również zapewnienie
równoległości osi elementu do osi obrotu, gdyż
niezachowanie tego warunku powoduje powstanie pozornej
owalności w przybliżeniu proporcjonalnej do średnicy i
kwadratu kąta pochylenia, zniekształcającej rzeczywisty
zarys elementu. Poprawne ustawienie elementu jest
warunkiem koniecznym dla wykonania pomiaru odchyłki
okrągłości.

Przyrząd Talyrond 100: 1- pokrętło przesuwu czujnika, 2-
kolumna, 3- czujnik, 4- stolik,
5- pisak rejestratora analogowego, 6- pokrętło
poziomowania stolika, 7- lampka kontrolna
wyłącznika sieciowego, 8- sygnalizacja trwania
rejestracji zarysu, 9- przycisk włączenia
rejestracji, 10- wyłącznik napędu stolika, 11- wyłącznik
sieciowy, 12- pokrętło zmiany
powiększenia, 13- wskaźnik czujnika, 14- pokrętło
zerowani czujnika, 15- pokrętło cen-
trowania stolika.
Przebieg pozycjonowania elementu na stole przyrządu
Talyrond 100 współpracującym
z komputerem składa się z następujących czynności.
• Ustawić pokrętłem 12 (rys. 4.1) najmniejsze
powiększenie (lub największy zakres pomia-rowy)
czujnika.
• Ustawić pokrętło zmiany wskazania zerowego czujnika
14 w położeniu środkowym.
• Ustawić pokrętła regulacji położenia stołu 6 i 15 w
środku zakresu.
• Ustawić element możliwie centrycznie, korzystając z
współśrodkowych rowków na naniesionych na powierzchni
stołu.
• Ustawić końcówkę czujnika 3 na wysokości około 25 mm
nad powierzchnią stołu.
• Włączyć obrót stołu przełącznikiem 10. Po zbliżeniu
końcówki czujnika do elementu, przy
pomocy pokrętła 1, zaobserwować zmiany szczeliny.
Jeżeli zmiana szczeliny jest wyraźnie
widoczna to należy zatrzymać stół, gdy jest ona
największa i przesunąć element po powierzchni stołu w
kierunku końcówki.
• Gdy nie obserwuje się zmian szczeliny, dosunąć czujnik
kontrolując wychylenia wskaźnika
czujnika (widocznego w dolnej części ekranu) tak, aby
maksymalne wskazanie nie przekraczało górnej granicy
zakresu pomiarowego.
• Jeżeli wskazanie minimalne nie mieści się w zakresie, to
po zatrzymaniu stołu w punkcie najwyższego wskazania
odsunąć element na stole o połowę zakresu wskazań
czujnika, a następnie dosunąć czujnik tak, aby
maksimum wskazań było w pobliżu górnej granicy
zakresu wskazań.
• Jeżeli podczas obrotu elementu wskazania czujnika
mieszczą się w zakresie pomiarowym, należy
wykorzystać opcję „Centrowanie” z menu „Pomiary”. W
tym celu należy zatrzymać stół w takim położeniu, ze
pokrętło centrowania 15 (Cx lub Cy) znajduje się w

płaszczyźnie pomiaru czujnika. Następnie wybrać opcję
„Centrowanie” i wcisnąć klawisz ENTER, co spowoduje
pojawienia się okna z napisem czujnik wyzerowany.
Następnie po obróceniu stołu o 180 stopni wcisnąć
ponownie klawisz ENTER. W oknie pojawi się wskaźnik
niewycentrowania w danej osi. Wybranym poprzednio
pokrętłem centrowania doprowadzić do wyzerowania
wskaźnika. Po wyzerowaniu, wcisnąć klawisz ENTER co
spowoduje zakończenie centrowania w danej osi i
zamknięcie okna. Procedurę centrowania powtórzyć dla
drugiego pokrętła centrowania.
• Wykorzystując pokrętło zerowania czujnika,
doprowadzić zmiany wskazań do symetrii względem
środka zakresu. Zwiększyć maksymalnie powiększenie.
• Wykonać wstępny pomiar. Jeżeli niewycentrowanie ex
lub ey przekroczy wartość odchyłki P+V to należy
ponowić centrowanie.
• Po wycentrowaniu w danym przekroju ponownie ustawić
maksymalny zakres wskazań czujnika. Podczas obrotu
stołu przesunąć czujnik możliwie wysoko, jednak na
taką wysokość, aby jego wskazania nie przekraczały
zakresu pomiarowego.
• Wykorzystując pokrętła pionowania 6 (Px i Py) i opcję
„Centrowanie” doprowadzić do wyśrodkowania elementu w
danym przekroju.
• Po ustawieniu maksymalnego powiększenia wykonać
ponownie pomiar i w zależności od relacji wartości ex i
ey w stosunku do P+V operację pionowania powtórzyć.
• Sprawdzić wycentrowanie w położeniu początkowym i
w razie potrzeby powtórzyć centrowanie i pionowanie aż
do uzyskania poprawnego wycentrowania w obu
przekrojach.
• Ustawić czujnik na odpowiedniej wysokości i wykonać
właściwy pomiar odchyłki okrągłości 16
Interpretacja wykresów biegunowych otrzymanych bez
pomocy komputera.
Mierząc bez pomocy komputera (tj. stosując przyrząd
kłowy z czujnikiem lub przyrząd Talyrond 100 z
rejestratorem analogowym), dysponuje się jedynie
wykresem zarysu. W takim wypad ku należy wyznaczyć
parametr ∆Zc – odchyłkę okrągłości względem okręgu
przylegającego, który można znaleźć stosunkowo łatwo,
posługując się cyrklem bądź firmowym przezroczystym
wzornikiem z rysunkiem przedstawiającym koncentryczne
okręgi. Należy pamiętać o zanotowaniu wartości działki
elementarnej wykresu lub zastosowanego powiększenia
rysunkowego. W rejestratorze biegunowym przyrządu
Talyrond 100 jest:
We=1000Le/k

we – wartość działki elementarnej wykresu (i wzornika) w
µm,
Le – długość działki elementarnej wykresu (i wzornika),
tj. różnica promieni sąsiednich
okręgów, równa 2 mm,
k – powiększenie wykresu, ustawione przełącznikiem
wzmocnień, znajdującym się na płycie czołowej
przyrządu (100, 200, 500, 1000, 2000 lub 5000 razy).
POMIARY ZA POMOCĄ WYSOKOŚCIOMIERZA
Wysokościomierz TRIMOS służy do pomiaru położenia
względem siebie płaszczyzn
i elementów walcowych (otworów i wałków), a także do
wyznaczania średnic elementów walcowych. Pomiary są
wykonywane stykowo za pomocą trzpienia z końcówką
kulistą z automatycznym uwzględnieniem jej średnicy
lub trzpienia stożkowego do centrowania w otworach.
Pomiar może być wykonywany w układzie calowym lub
metrycznym. Dokładność odczytania może wynosić 1 lub
10 µm. Błąd pomiaru pozycji nie przekracza 5 µm w
całym zakresie przesuwu karetki (525 mm). Układ
elektroniczny w trybie pomiaru powierzchni walcowych
zapamiętuje wymiar minimalny lub maksymalny.
Umożliwia także zerowanie wskazania w dowolnym
miejscu lub wpisanie wartości początkowej
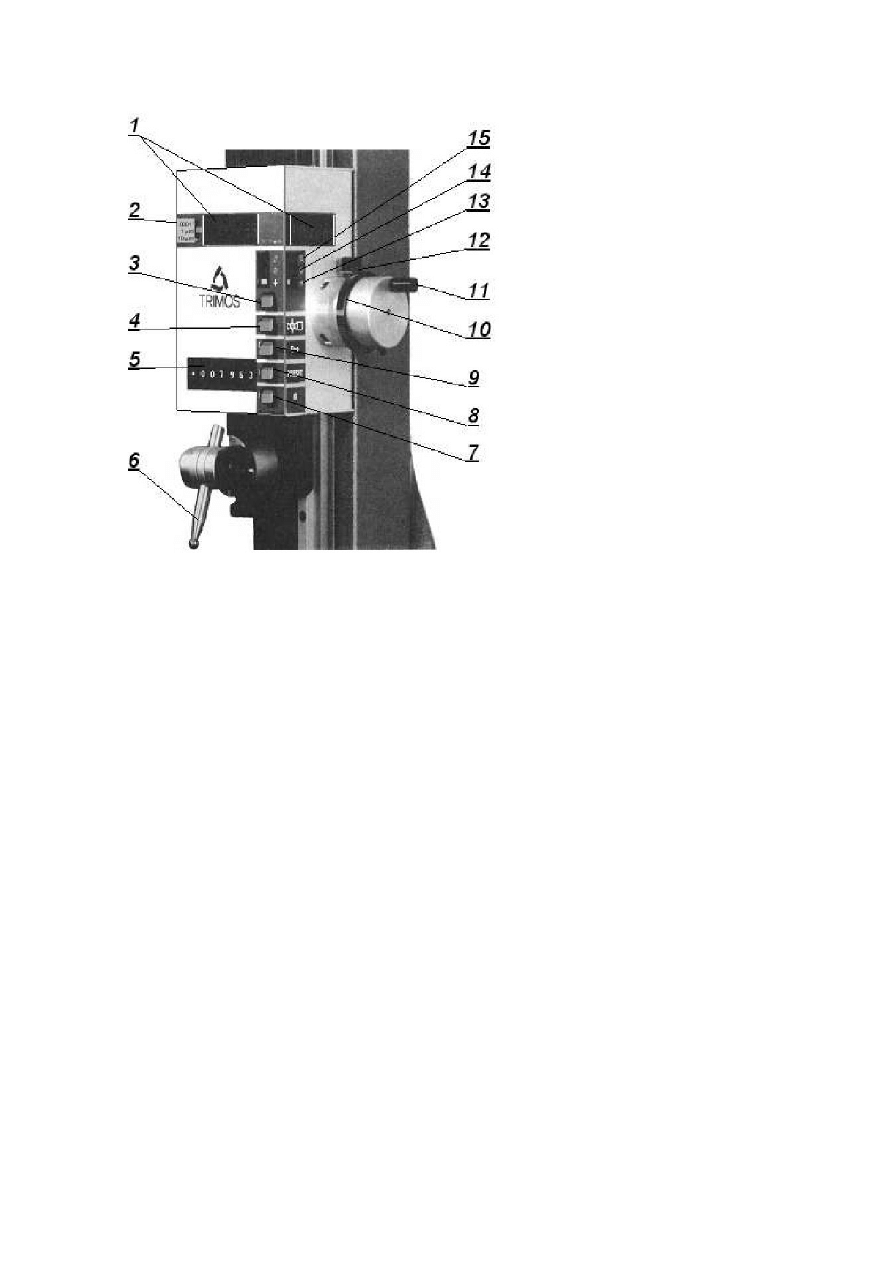
Rys 5.1. Karetka wysokościomierza Trimos: 1-
wyświetlacze pozycji karetki, 2- przełącznik trybu
wyświetlania: metryczny -calowy, 3- klawisz zmiany
trybu pracy, 4- klawisz do kalibracji średnicy kulki
trzpienia pomiarowego,
5- nastawnik do wpisu pozycji początkowej, 6- trzpień
pomiarowy z zakończeniem kulistym, 7- klawisz
zerowania, 8- klawisz wpisywania pozycji początkowej, 9-
klawisz do przełączania
pomiędzy dwoma pozycjami początkowymi, 10-
pierścień do zmiany kierunku nacisku pomiarowego, 11-
korbka do przesuwania karetki, 12- pokrętło mikroregulacji
położenia karetki, 13, 14, 15- sygnalizacja trybu pracy
Na rysunku 5.1 przedstawiono widok karetki
wysokościomierza z zamontowanym trzpieniem
z końcówką kulistą. Karetka ta może być przesuwana za
pomocą korbki 11. Do zmiany kierunku nacisku
pomiarowego służy pierścień 10. W pozycjach skrajnych
pierścienia włączany jest nacisk odpowiednio do góry i do
dołu.
Kalibracja końcówki kulistej
♦ Ustaw wzorzec kalibracyjny (rys 5.2) na płycie
♦ Ustaw tryb pracy na pomiary płaszczyzn (rys 5.1 poz. 3)

♦ Wyłącz nacisk pomiarowy poprzez ustawienie
pierścienia 10 w pozycji środkowej i przesuń karetkę
korbką 11 do punktu 1.
♦ Ustaw nacisk pomiarowy do dołu (10) i zetknij z
płaszczyzną wzorca 1 z góry jak na rys 5.3.
♦ Wciśnij przycisk zerowania „0” (rys 5.1 poz. 7).
♦ Wyłącz nacisk (10) i przesuń karetkę do punktu 2
♦ Włącz nacisk do góry (10) i zetknij z płaszczyzną wzorca
z dołu
♦ Naciśnij przycisk 4 do kalibracji „C”
♦ Końcówka jest wykalibrowana Pomiar odległości
płaszczyzn
♦ Ustaw tryb pracy na pomiary płaszczyzn „ ”
przycisk 3 (rys 5.1).
♦ Wyłącz nacisk pomiarowy pierścieniem 10 i ustaw
karetkę korbką 11 przy dolnej płaszczyźnie jak na rys. 5.4.
♦ Włącz kierunek nacisku zgodnie z położeniem dolnej
płaszczyzny i zetknij w punkcie 1
♦ Wyzeruj wyświetlacz przyciskiem 7.
♦ Wyłącz nacisk pomiarowy pierścieniem 10 i ustaw
karetkę korbką 11 przy górnej płaszczyźnie.
♦ Włącz kierunek nacisku pierścieniem 10 zgodnie z
położeniem górnej płaszczyzny i zetknij w punkcie 2.
♦ Odczytaj wynik z wyświetlacza.
Pomiar średnicy i położenia elementu walcowego
♦ Ustaw tryb pracy na pomiary elementów walcowych
przycisk 3 (rys 5.1)
♦ Wyłącz nacisk pomiarowy i ustaw karetkę w pobliżu
punktu 1 jak na rys. 5.5
♦ Włącz kierunek nacisku do dołu przesuń do punktu 2
(zostanie zapamiętana minimalne wskazanie)
♦ Wyłącz nacisk pomiarowy i ustaw karetkę w pobliżu
punktu 3
♦ Włącz kierunek nacisku do góry i przesuń końcówkę do
punktu 4 (zostanie zapamiętana wartość maksymalna) a
na wyświetlaczu pojawi się wartość średnicy.
♦ Wyłącz nacisk pomiarowy a na wyświetlaczu pojawi się
współrzędna środka.
POMIARY NA WSPÓŁRZĘDNOŚCIOWEJ
MASZYNIE POMIAROWEJ (WMP)
Istota pomiarów na WMP
W pomiarach współrzędnościowych, mierzony przedmiot
traktuje się jako zbiór prostych
elementów geometrycznych typu: punkt, prosta,
płaszczyzna, okrąg, walec, powiązanych zależnościami
liniowymi i kątowymi.
Elementy te definiowane są najczęściej w sposób
następujący:
• punkt – poprzez jego współrzędne x, y, z,
• płaszczyzna – przez jeden z jej punktów i cosinusy
kierunkowe wektora normalnego,
• prosta – poprzez jeden z jej punktów i cosinusy
kierunkowe wektora równoległego,
• okrąg – przez płaszczyznę ,w której leży, środek (punkt) i
wartość promienia,
• walec – przez oś (prostą) i wartość promienia,
• stożek – przez oś (prostą), wierzchołek (punkt) i wartość
kąta stożka,
• kula – przez środek (punkt) i wartość promienia.
Poszczególne elementy geometryczne wyznaczane są za
pomocą pomiaru punktów leżących na nich. Wskazane
jest rozłożenie punktów na całej dostępnej do pomiaru
powierzchni elementu w sposób jak najbardziej
równomierny. Pomiarowa minimalna liczba punktów jest
przynajmniej o jeden większa od matematycznej
minimalnej liczby punktów, wymaganej do jednoznacznego
określenia geometrii elementu. Wynosi ona (dla maszyny
KEMCO) dla prostej 3 punkty, dla płaszczyzny i okręgu 4,
kuli 5 oraz walca i stożka 8. Taka liczba punktów
pomiarowych pozwala to na oszacowanie błędu lokalizacji
punktów, jeżeli możliwe jest zaniedbanie odchyłki kształtu
elementu. Pomiary elementów płaskich (okrąg i prosta)
odbywa się w jednej z płaszczyzn głównych układu
współrzędnych: XY, YZ lub ZY.
4.2. Sondy pomiarowe WMP
Sonda służy do lokalizacji punktów mierzonego
przedmiotu w przestrzeni pomiarowej maszyny WMP.
Wyznaczanie punktów może odbywać się stykowo lub
bezstykowo. W maszynie KEMCO-400 zastosowana jest
sonda stykowa impulsowa typu TP1s lub TP2-5w
produkcji firmy Renishaw. Sonda tego typu, w momencie
zetknięcia końcówki z powierzchnią przedmiotu, generuje

impuls informujący maszynę o zaistniałym styku.
Powoduje to odczytanie z liniałów pomiarowych
maszyny współrzędnych odpowiadających położeniu
środka kulistej końcówki sondy. Zlokalizowane w ten
sposób punkty są przesunięte na zewnątrz mierzonego
przedmiotu o wartość promienia zakończenia sondy.
Wyznaczenie rzeczywistych wymiarów elementu wymaga
uwzględnienia zastępczej średnicy zakończenia sondy w
warunkach pracy dynamicznej. W celu minimalizacji
błędów lokalizacji, należy zadbać, aby zetknięcie
następowało przy ruchu głowicy z ustalona prędkością.
Uwaga! Zadziałanie sondy jest sygnalizowane sygnałem
dźwiękowym. Sonda jest zabezpieczona przed
uszkodzeniem w trakcie lokalizacji punktów. Po zetknięciu
następuje automatyczne zatrzymanie ruchu i wycofanie na
odległość około 3 mm. Do momentu wycofania nie jest
możliwe sterowanie ręczne.
4.3. Kalibracja sondy
Celem kalibracji sondy (wzorcowania) jest ustalenie
średnicy oraz położenia końcówki kuli-
stej względem osi sondy. Proces kalibracji przeprowadza
się mierząc kulę wzorcową o znanej średnicy i pomijalnie
małych odchyłkach kształtu (mniejszych od 0,3 µm)
najczęściej w pięciu punktach rozmieszczonych jak na rys.
4.2. Maszyna KEMCO pozwala na jednoczesne używanie
22 do pięciu końcówek. Zmianę aktywnej końcówki
realizuje się za pomocą klawiszy liczbowych 1-5. Każda z
końcówek sondy wymaga odrębnej kalibracji.
4.4. Ustalenie układu współrzędnych mierzonego
przedmiotu Podczas pomiarów na maszynie WMP element
mierzony można ustawić dowolnie (rys. 6.3). W praktyce,
ze względu na minimalizację błędów pomiaru, element
ustawiany jest „na oko” tak, aby większość pomiarów
odbywała się w kierunkach zgodnych z kierunkami osi
maszyny. Przed
rozpoczęciem pomiarów wskazane jest określenie układu
współrzędnych związanego z mierzonym przedmiotem,
zgodnego z jego głównym układem wymiarowania.
Jeżeli pewne wymiary przedmiotu są zdefiniowane w
innym lokalnym układzie odniesienia to możliwe jest
określenie dalszych układów współrzędnych.
Pomiar polega na wyznaczeniu i zapamiętaniu kształtu
rozmiaru i położenia elementów
w przestrzeni pomiarowej maszyny. W ten sposób
tworzona jest lista elementów, która stanowi bazę danych
dla konstrukcji nowych elementów oraz obliczeń
odległości i kątów. Zmierzone elementy identyfikowane
są poprzez numer na liście. Lista ta jest uaktualniana po
każdym pomiarze lub konstrukcji elementu
geometrycznego.
Uwagi! W przypadku wyznaczania odległości pomiędzy
prostymi nominalnie równoległymi
należy na jednej z nich wyznaczyć punkt i wykorzystać
opcję pomiaru odległości punktu od prostej. Jeżeli proste
nie leżą zgodnie z kierunkami osi maszyny, punkt ten
należy wyznaczyć konstrukcyjnie jako punkt przecięcia
prostych
IMPLSOWE PRZETWORNIKI PRZEMIESZCZEŃ
•
Indukcyjnościowe
•
Pojemnościowe
•
Magnetyczne
•
Optoelektroniczne (fotooptyczne, z efektem mory, z
czytnikiem interferencyjnym, kodowe)
•
Interferencyjne (interferometry
jednoczęstotliwościowe z diodą laserową,
interferometry dwuczęstotliwościowe z laserem HE-
Ne)
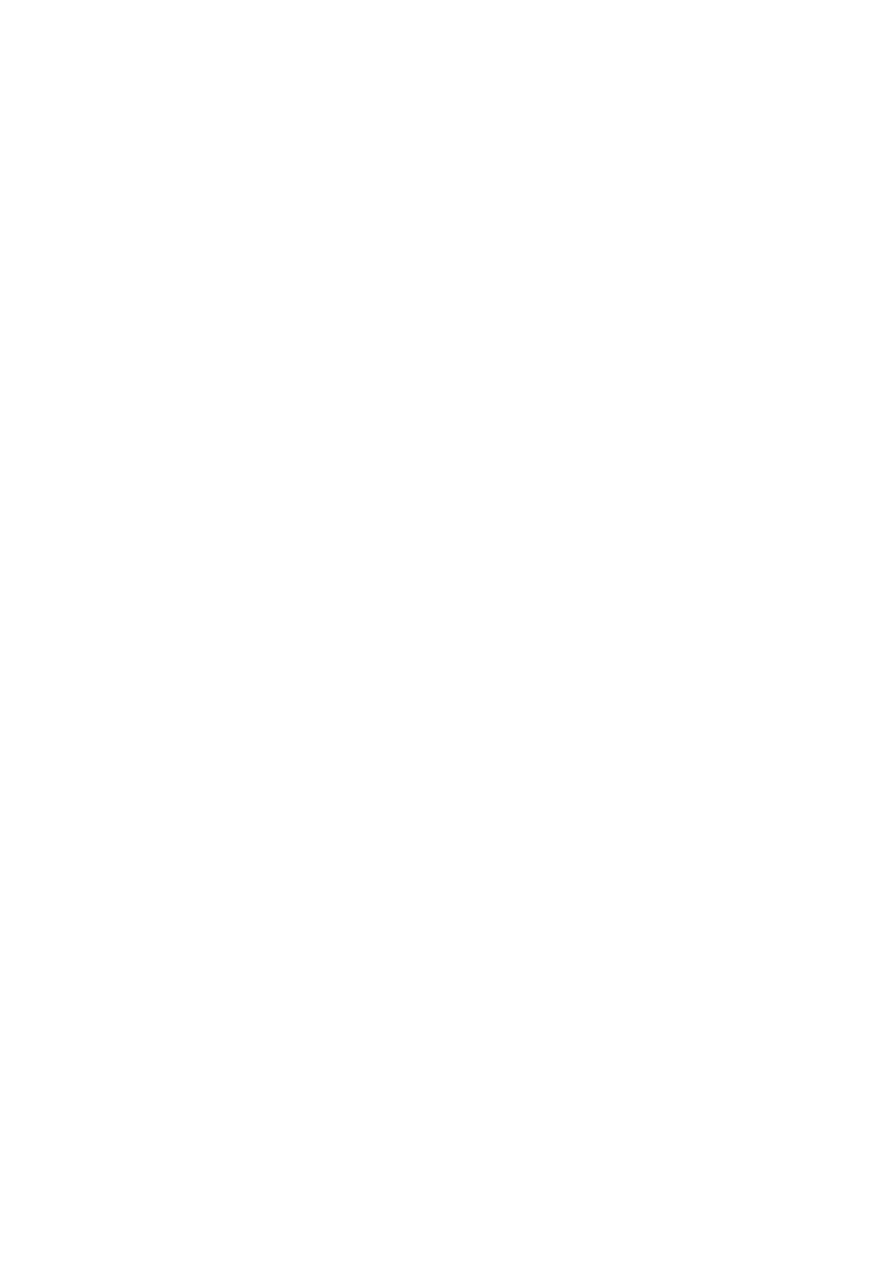
INDUKCYJNOSCIOWE
INKREMENTALNY INDUKCYJNOSCIOWY
Po kilka pętli uzwojen typu s i c
Przy przemieszczeniu czytnika następują cykliczne zmiany
fazy napięcia wyjściowego (naprzemiennie sinus lub
cosinus) Znak przsuniecia fazowego wskazuje kierunek
ruchu
Przetworniki rewolwerowe (do pomiarów katowych)
Parametry d = 2-4*10
3
mikrometrów
R=2-5 mikrometrów
Z=Nx250 mm
Zastosowanie: sterowanie obrabiarkami (odporne na
zanieczyszczenia)
PRZETWORNIKI POJEMNOŚCIOWE
Parametry
D=1-4 mm
R=1-10mikrometrow
E=3+LI2300 mikro
Z=100-2000 mm
Zastosowanie: suwmiarki wysokościomierze czujniki
pomiarowe Sylvak, głębokościomierze,
PRZETWORNIKI ZE WZORCEM MAGNETYCZNYM
- przykłady:
Czujniki magnescale
•
odporne na przemysłowe środowisko pracy
•
dokładność 5-0,03 mikro L<460 mm
•
Rozdzielczość 0,5-1 mikro
•
Zakres 70-2170 mm
•
Duża prędkość pomiarowa 60m/min
Czujnik SONY
•
-dokładność +- 5 mikro
•
Rozdzielczość 5 mikro
•
Zakres pomiarowy 32 mm
•
Kompaktowa obudowa
•
Pneumatyczny docisk

PRZETWORNIKI OPTOELEKTRONICZNE
•
Przetworniki z przesyłaniem wiązki
(fotoelektryczne)
•
Układy wykorzystujące efekt mory
•
Układy z czytnikiem interferencyjnym (ze wzorcem
materialnym)
•
Interferometry laserowe
We wszystkich wspomnianych grupach stosuje się liniowe i
kątowe wzorce:
-transmisyjne – pracujące w świetle przechodzenia
- odbiciowe – wykorzystujące światło ugięte wsteczne
Przetworniki z przesyłaniem wiązki (fotoelektryczne)
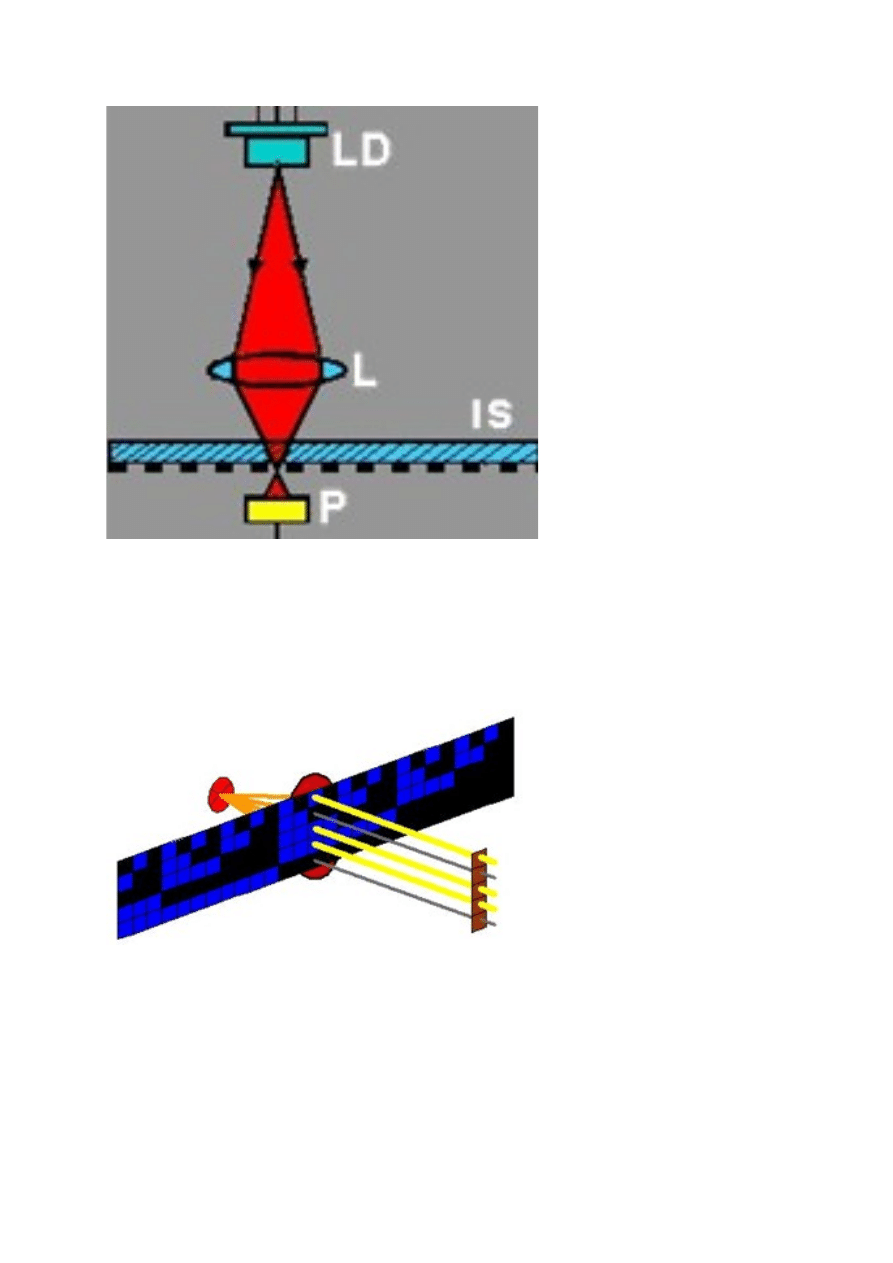
Budowa:
•
Dioda laserowa LD
•
Liniał inkrementalny IS
•
Soczewka ogniskujaca L
•
Fotodetektor P
Parametry d=8-32 mikro r=1 mikro z=1000mm
Przetworniki optoelektroniczne ze wzorcem kodowym
Parametry r=5 mikro Z=do 1000 mm e=1-3 mikro
Zastosowania
•
Pomiary absolutne
•
Nieograniczona prędkość ruchu
•
Możliwość wyłączenia
Błędy:
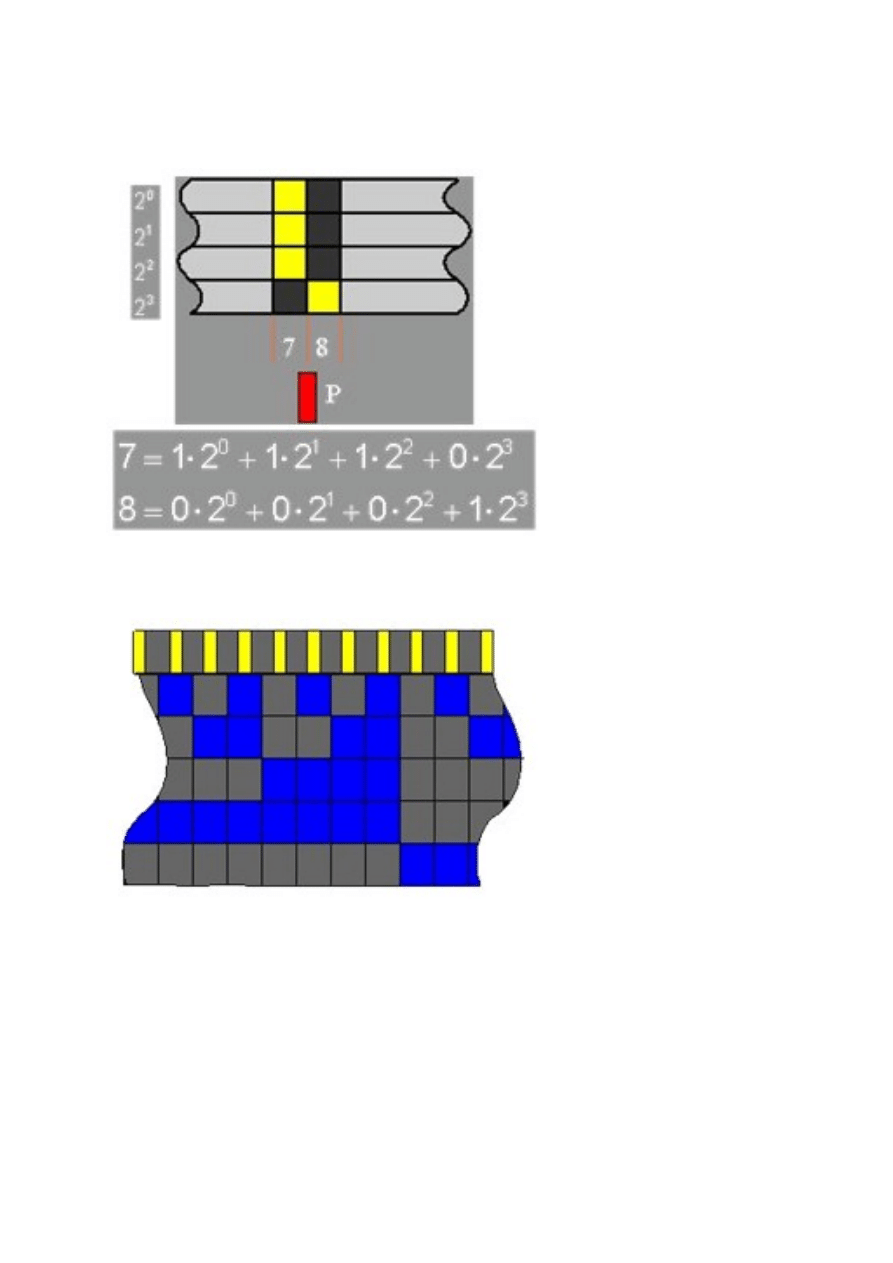
Na krawędzi odczyt może być błędny może wynosic np.
0000 lub 1111 lub dowolny inny w zależności od
przypadkowego przemieszczenia fotodetektorów
Sposoby eliminacji błędów:
1. Wyprowadzenie ścieżki synchronizującej (odczyt
możliwy tylko wtedy gdy oświetlany jest fotodetektor tej
ścieżki, pomiar jest wtedy dyskretny
2. Dwie równoległe kolumny fotodetektorów czytających z
jednym fotodetektorem wspólnym, którego stan decyduje o
tym która kolumna jest odczytana. Wada niezbędne bardzo
precyzyjne ustawienie fotodetektorów
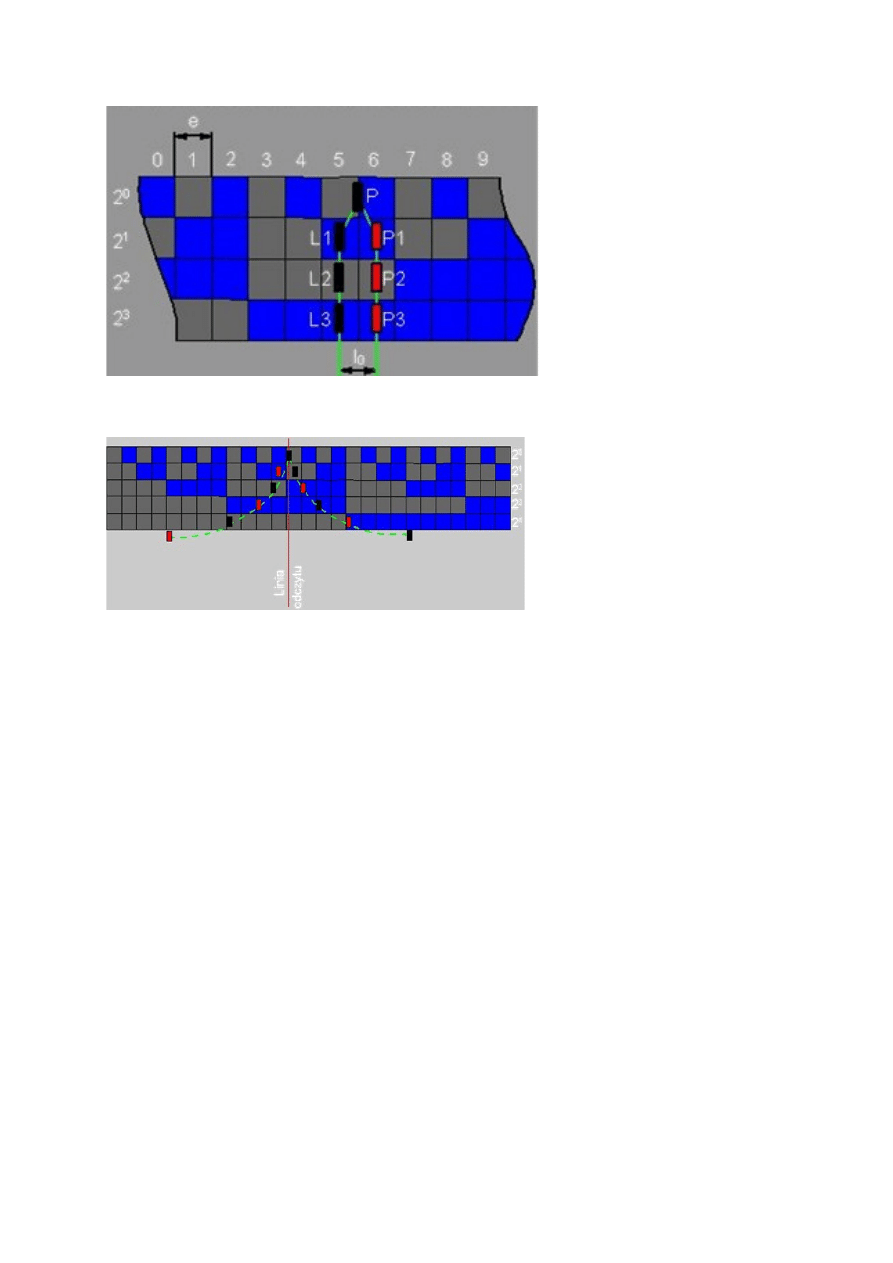
3. Rozmieszczenie fotodetektorów w kształcie litery V z
jednym fotodetektorem a ścieżce najmniej znaczącego bitu
PRZETWORNIKI Z PRĄŻKAMI MORY
Zdudnienie częstości przestrzennych przez nałożenie się
dwóch rastrów binarnych wzajemnie pochylonych
D=d/2sin(alfa/2) – okres prążków pojawiających się w
wyniku zdudnienia
Zdudnienie czestości przestrzennych przez nałożenie się
dwóch rastrów binarnych o nieznacznie różniących się
okresach
D=d1*d2/(d1-d2)
D1 d2 okres rastrów binarnych
D – okres prażków
Fotodetekcja:
Rozróżnia się dwa układy odczytowe optoelektronicznych
inkrementalnych układów pomiarowych
A z przesunieciem fazowym detektorów (z przestrzennie
usytuowanymi fotodetektorami)
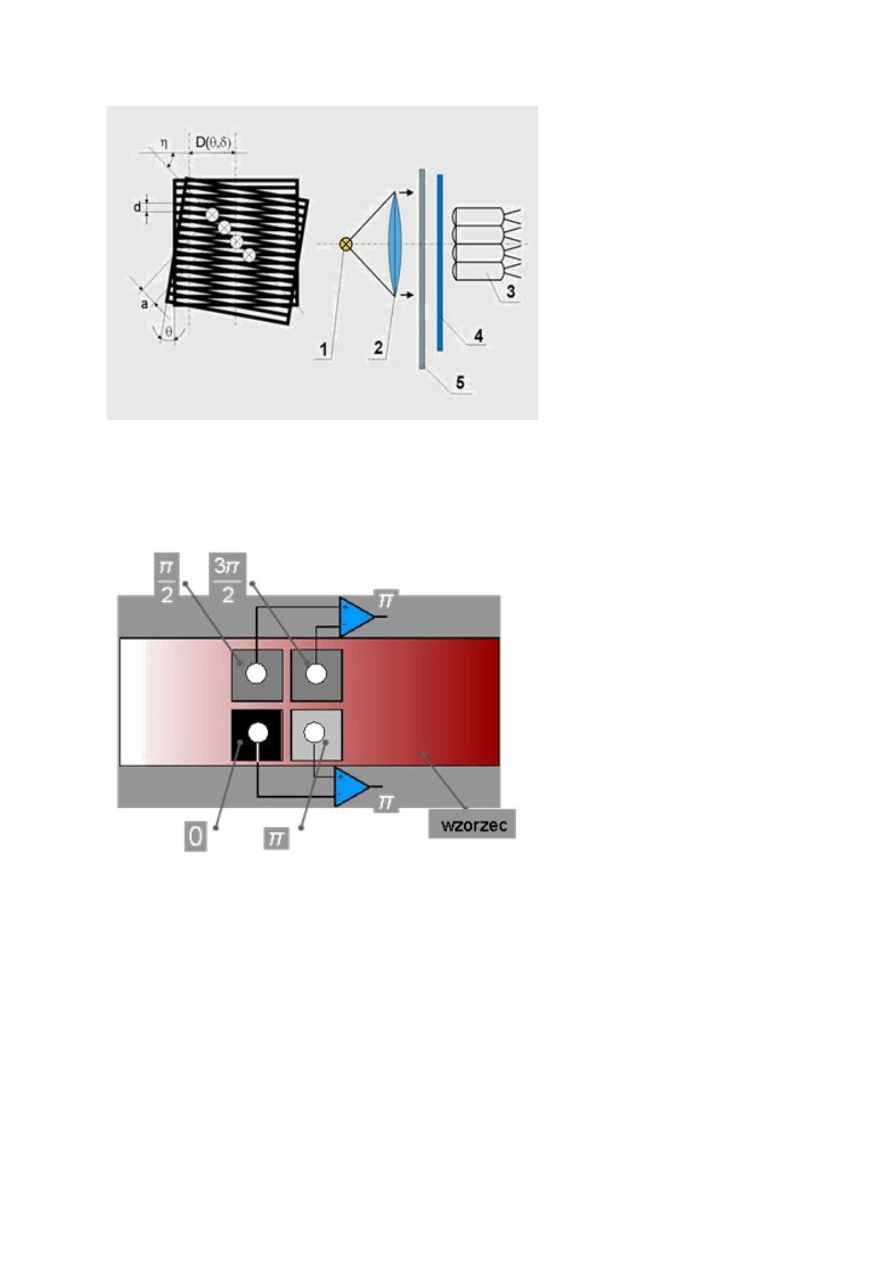
1 – oświetlacz 2 soczewka 3 fotoelement 4 płytka
przeciwwzorca 5 liniał inkrementalny
B z przesunieciem fazowym siatek przeciwwzorca (z 4-ma
przeciwwzorcami przesuniętymi fazowo o 90)
CZUJNIK POMIAROWY ZE WZORCEM
INKREMENTALNYM
Parametry
W=0,1 – 1 mikro
D=8-16 mikro
Z=10-100 mm
E=+-we
N=0,3-0,8-1,3
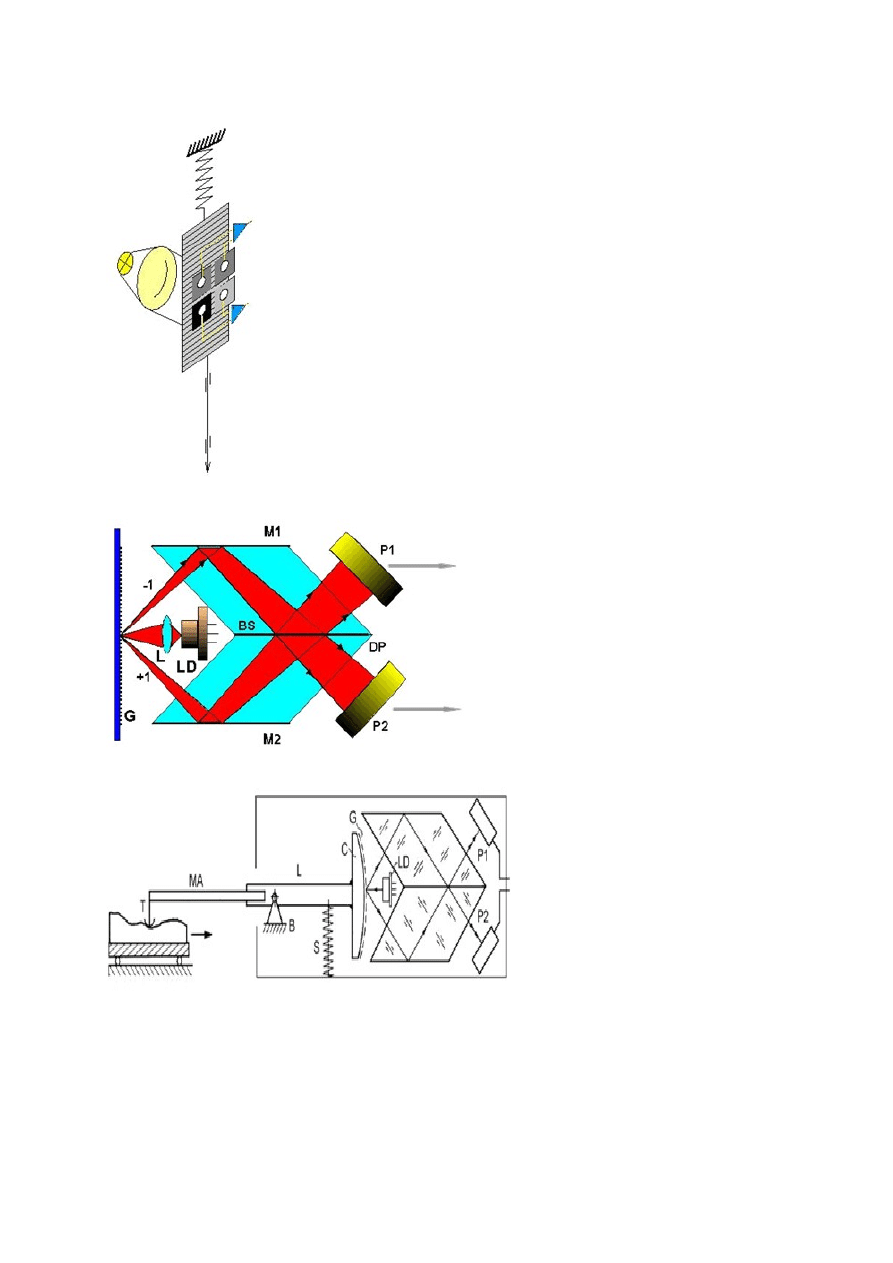
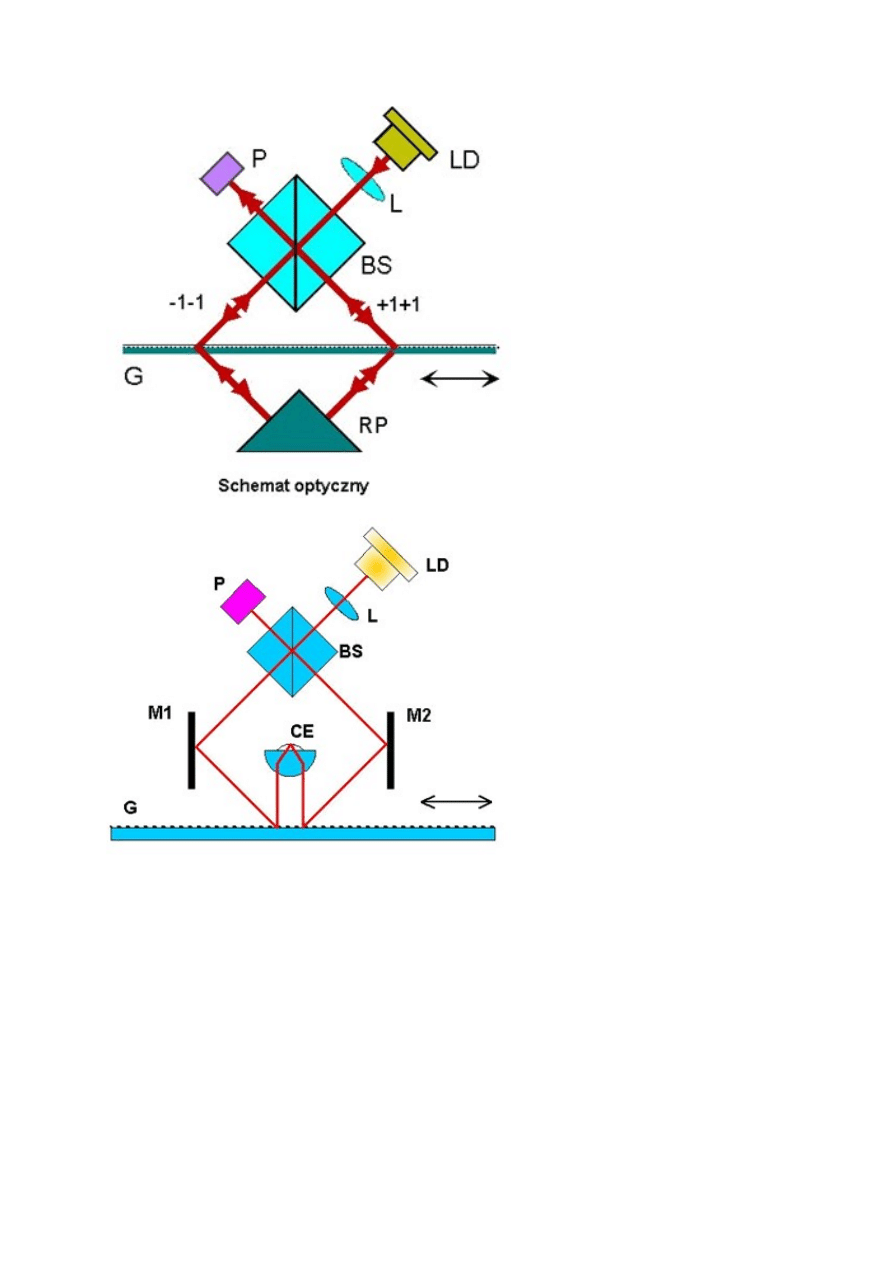
PRZETWORNIKI Z CZYTNIKIEM
INTERFERENCYJNYM
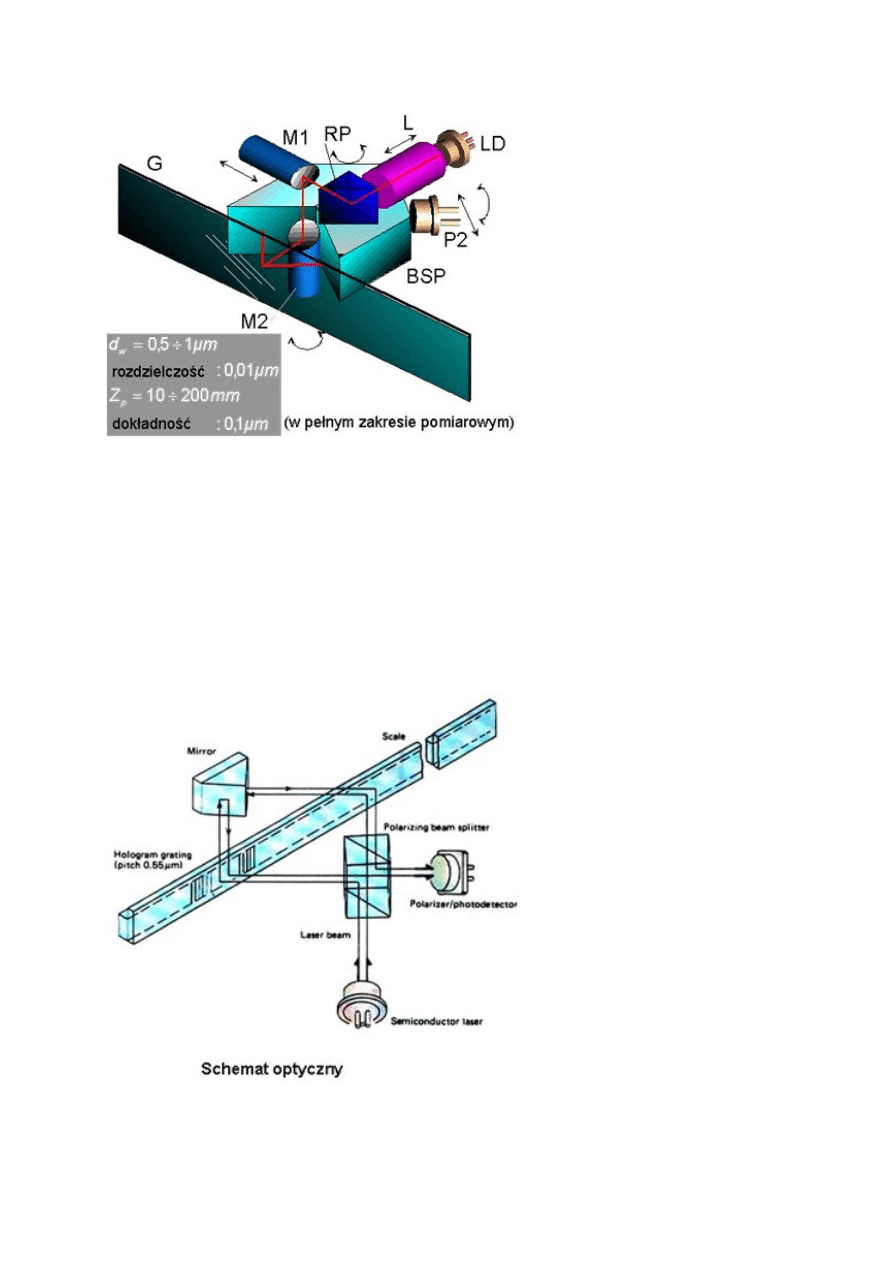
Dane:
D=0,5-1 mikro
Rozdzielczość 0,01 mikro
Z=10-200 mm
Dokładność 0,1 mikro
PRZETWORNIK LASEROWY IMISP
Dane:
Zakres pomiarowy Z=50 mm
Rozdzielczość r=10nm
Nieliniowość 0,1 mm/50 mm
Kocie oczko
Wyszukiwarka
Podobne podstrony:
WM laborki, ściąga ĆW 6
ŚCIĄGA NA TEL
ekologia laborki skan PDF
ściąga w pdf'ie
TS laborka ściąga, Elektrotechnika, Teoria Sterowania, laboratorium
fizyka laborki sciaga
FCS laborki ściąga
egzamin wytzrymalosc materialow poprawiony ściąga pdf
informatyka laborki sciąga, Polibudos, 1rok, informayka
ŚCIĄGA NA TEL
2 kolo z analitycznej laborki sciaga, Biotechnologia PWR, Semestr 4, Podstawy chemii analitycznej -
sciaga PDF
gornicza sciaga pdf
ściąga pdf
fizyka laborki sciaga1
WM laborki, ściąga ĆW 6
więcej podobnych podstron